奥钢联技术手册
奥钢联连铸设备结构特点及制作难点分析
奥钢联(SV AI)式连铸设备结构特点及制作难点分析常州宝菱重工机械有限公司李鹏【摘要】对奥钢联(SV AI)式连铸设备的结构特点及制作难点分析,便于项目主管在管理项目中有针对性的把握设备的重点、难点。
关键词:SV AI板坯连铸机大包中间罐扇形段制作流程主要零件本人主要从事连铸设备的技术管理工作,负责了许多国内外项目的转化设计和技术管理。
连铸设备目前主要有四种类型:奥钢联(SV AI)式、西马克(SMSD)式、达涅利(DDD)式和SPCO式。
在项目管理过程中遇到各式各样的板坯连铸机设备,在这里我着重介绍奥钢联(SV AI)式板坯连铸机设备的制造流程。
例如墨西哥AHMSA连铸、巴西CSA 连铸、巴西Acominas连铸、南钢3#连铸、太钢2150连铸出坯区设备等。
奥钢联板坯连铸机主要由大包回转台、中间罐、中间罐车、结晶器、结晶器振动装置、弯曲段、弧形段、矫直段、水平段、支撑框架(俗称大、小香蕉)、引锭杆、引锭杆收集系统、火焰切割前辊道、火焰切割机、火焰切割辊道、输出辊道、板坯打印机、板坯称重装置等组成。
现将关键设备组成及制造难点简单说明如下:一、大包回转台与中间罐车:大包回转台主要零件:底座、回转体、上部连杆、大包臂、连杆支架等。
中间罐车主要零件:走行框架、提升框架主要制作流程:备料划线落料切割坡口折弯、圈圆等法兰、圆筒及侧板组件单体拼装焊接成形MT、UT自检整体拼装、焊接MT、UT自检辅助筋板拼装、焊接矫正打磨焊缝MT、UT整体检查退火处理MT、UT复检喷丸涂装防锈(底漆)金加工划线粗加工精加工划线钻孔攻丝检验涂装(中间漆及第一道面漆)待装配备料:Q345D+Z向板为主,大部分要求UT探伤,以舞阳钢板为主。
落料:采用数控气割坡口:V、X、K形坡口半自动气割,J、U形坡口机床加工。
焊接:CO2气体保护焊。
UT探伤:按ASME标准。
预热温度:100~150℃加工用机床:大型加工件:底座、回转体、走行框架、提升框架:XK2750、HCW3-250NC 其余主要零件:MIP2800/6000、W200HC(HD)、HC471大包回转台装配流程:底座与回转轴承组装大包臂润滑配管回转体装配连杆支架组装合装大包臂安装平台装配配管配线保护罩单装试动作解体涂装包装发运中间罐车装配流程:车轮组装工装准备轨道安装走行框架与车轮装配提升油缸装配提升框架装配调整与称重装置装配平台装配配管配线动作试验解体涂装包装发运二、结晶器与弯曲段:主要零件:左侧支撑墙、右侧支撑墙、固定侧支撑墙、自由侧支撑墙、背板;内弧框架、外弧框架、辊套、芯轴、T形销轴。
掘锚机(奥钢联)技术说明

1 技术说明1.1 简介奥钢联ABM20掘锚机是为了适应长壁开采工艺的需要,加快巷道掘进速度而设计的锚掘一体化快速掘进机。
它具有连续采煤机的宽截割滚筒,并且具有其独特截割和装载设计性能。
锚杆机是掘锚机的重要组成部分。
ABM20掘锚机配装四台顶板锚杆机和两台侧帮锚杆机。
所有顶板锚杆机和侧帮锚杆机都布置在靠近截割滚筒后面。
这种设计使得掘锚机能同时进行掘进和打锚杆工作。
为了最大程度改善操作人员的工作环境,ABM20掘锚机装备了吸尘和除尘通道,但该通道需与抽出式的通风系统相接。
ABM20掘锚机与其他设备不同的特点:•掘进与打锚杆同时作业;•截割滚筒安装高压水/气喷雾系统;•大功率低转速的截割滚筒,使截割过程中产生的粉尘降至最低;•机载顶板、侧邦锚杆机;•装载和输送装置能相对于截割装置独立运动,以取得最好的装运效果;•锚杆机工作平台完全处于液压顶篷安全保护之下;•截割头掏槽和截割都由微机控制,使截割循环以及电机工作负载最优化;•除了锚杆机之外,掘锚机为无线遥控;•对地比压低;•利用液压缸推力掏槽,履带原地不动,因此不破坏底板;•在截割滚筒之后液压支撑架对顶板及时支护,保护操作人员;•全自动油脂润滑系统,减小维修工作量。
1.2 技术参数总体1作业行走总长[mm] 约10750总宽度[mm]50004600 最小总高度[mm] 2800 2600总重[t] 约总装机功率2(1140伏,50赫兹)[kW] 510 作业宽度[m]作业高度[mm] 2800最大切割高度[m]最小切割高度[m]机器的行走高度[mm] 2800履带的最大宽度[mm] 约2900机器对地比压[kPa] 切割与支护时,168;行走时,236离地间隙[mm] 310 截割系统-宽截割滚筒断面形状矩形截齿型号及规格长柄带卡环滚筒座上的喷雾水汽喷雾条工作高度[mm] 2800到3600或3000到4000或3100到4100或3500到4500 工作宽度[m]液压操作的收缩功能2 200滚筒直径[mm] 1150滚筒转速[rpm] 25 (1.5米/秒)掏槽速度,可调的[毫米/秒]20-501.所有尺寸和技术参数为理论值。
VAI奥钢联材料对照表(设计院)

11(+N) 12(+QT)
-
GB/T699-1999
1.1223
QT(淬火+回火)和N(正火)材料的机械性能不同 !!
中国等同钢种
第3页共8页
牌号
20 25 30 35 40 45 50 55 60
注释
P, S < 0.045% P, S < 0.035% P < 0.035%, 0.02% < S < 0.04% P, S < 0.045% P, S < 0.035% P < 0.035%, 0.02% < S < 0.04% P, S < 0.045% P, S < 0.035% P < 0.035%, 0.02% < S < 0.04% P, S < 0.045% P, S < 0.035% P < 0.035%, 0.02% < S < 0.04% P, S < 0.045% P, S < 0.035% P < 0.035%, 0.02% < S < 0.04% P, S < 0.045% P, S < 0.035% P < 0.035%, 0.02% < S < 0.04% P, S < 0.045% P, S < 0.035% P < 0.035%, 0.02% < S < 0.04% P, S < 0.045% P, S < 0.035% P < 0.035%, 0.02% < S < 0.04% P, S < 0.045% P, S < 0.035% P < 0.035%, 0.02% < S < 0.04%
AOD技术

AOD氩氧脱碳AOD炉AOD(argon-oxygen decarburization):不锈钢生产的“利器”AOD精炼法是氩氧脱碳法(argon oxygen decarburization)的简称。
在精炼不锈钢时,它是在标准大气压力下向钢水吹氧的同时,吹入惰性气体(Ar,N2),通过降低CO分压,达到假真空的效果,从而使碳含量降到很低的水平,并且抑制钢中铬的氧化。
早在1954年,克里夫斯基就提出了用混合气体降低CO分压来脱碳的思想,直到1968年才在乔斯林不锈钢公司(现名为史莱特不锈钢公司)研制成功世界上第一台AOD炉。
到目前为止,AOD炉在不锈钢的生产中发挥着重要作用。
据统计,2000年世界上80%的不锈钢都是用AOD炉生产的。
AOD精炼法的优点包括:其精炼铬回收率高,适合生产低碳和超低碳不锈钢,易于将特殊钢中S含量控制在0.005%以下;对于原材料要求较低,可以利用廉价的高碳铬铁,可以使用100%返回废钢生产不锈钢;在高碳区吹炼速度快,反应的动力学条件优越;设备简单、操作方便、基础建设投资低和经济效益显著等。
经过多年的研究和开发,AOD工艺目前应用较广泛,其中美国和日本应用较多。
最大的AOD炉在美国Armco公司,炉容为175吨。
太原钢铁(集团)有限公司是目前中国最大的不锈钢生产企业,也是国内最早研究开发AOD精炼技术生产不锈钢的企业。
1973年,他们开始进行AOD炉小型试验研究,并于1983年9月建成投产了中国第一座工业化AOD 炉(18吨)。
为进一步扩大生产能力和提高质量,1999年太钢对18吨AOD 炉进行了改造,先后建成40吨AOD炉3座,生产能力由原来的16万吨/年提高到40万吨/年;2004年又实施了第二次改造,炉容扩大至45吨,并引进奥钢联的智能精炼控制系统,提高了冶炼控制精度,同时增大了顶吹氧枪以提高供氧强度,缩短了冶炼时间。
经过两次改造,太钢AOD炉装备水平已经达到国际先进水平。
奥钢联总体介绍

Gleich Umfangsgeschwindigkeit zwischen Walzen und Walzgut
Keine Kaliberschmierung notwendig
Erfordert Kaliberschmierung
Bessere Oberfläche
Hohe Walzenstandzeiten
Umsatz: 3.401,5 €m Mitarbeiter: 22.707 EBITDA: 416,2 €m EBIT: 196,3 €m
STAHL Eder Umsatz (€m) EBITDA (€m) EBIT (€m) Mitarbeiter % des Umsatzes 1.746,5 228,6 122,1 9.318 48 %
Weichenhersteller (VAE): Globale Führerschaft (21 Produktionsstätten weltweit)
Engineering Services (voestalpine Klöckner Bahntechnik, Railpro): Dienstleistungsanbieter
*) Stimmrechte bei der ÖIAG
Ergibt mit fast 50% der Aktien einen starken Übernahmeschutz
Division Bahnsysteme
voestalpine Bahnsysteme GmbH (Holding)
voestalpine Schienen GmbH
BAHNSYSTEME Mülner 980,9 104,6 47,0 6.802 27 %
PROFILFORM Spreitzer 355,6 45,8 27,0 2.131 10 %
奥钢联钢水预热技术K-OBM-S转炉.
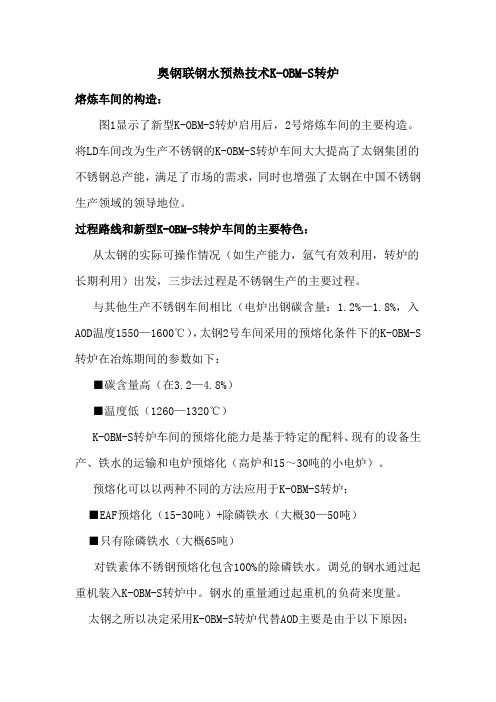
奥钢联钢水预热技术K-OBM-S转炉熔炼车间的构造:图1显示了新型K-OBM-S转炉启用后,2号熔炼车间的主要构造。
将LD车间改为生产不锈钢的K-OBM-S转炉车间大大提高了太钢集团的不锈钢总产能,满足了市场的需求,同时也增强了太钢在中国不锈钢生产领域的领导地位。
过程路线和新型K-OBM-S转炉车间的主要特色:从太钢的实际可操作情况(如生产能力,氩气有效利用,转炉的长期利用)出发,三步法过程是不锈钢生产的主要过程。
与其他生产不锈钢车间相比(电炉出钢碳含量:1.2%—1.8%,入AOD温度1550—1600℃),太钢2号车间采用的预熔化条件下的K-OBM-S 转炉在冶炼期间的参数如下:■碳含量高(在3.2—4.8%)■温度低(1260—1320℃)K-OBM-S转炉车间的预熔化能力是基于特定的配料、现有的设备生产、铁水的运输和电炉预熔化(高炉和15~30吨的小电炉)。
预熔化可以以两种不同的方法应用于K-OBM-S转炉:■EAF预熔化(15-30吨)+除磷铁水(大概30—50吨)■只有除磷铁水(大概65吨)对铁素体不锈钢预熔化包含100%的除磷铁水。
调兑的钢水通过起重机装入K-OBM-S转炉中。
钢水的重量通过起重机的负荷来度量。
太钢之所以决定采用K-OBM-S转炉代替AOD主要是由于以下原因:●转炉生产的碳钢和不锈钢产品具有统一的尺寸。
●用LPG来保护风口可以延长转炉使用寿命●利用高强度风枪进而带来高生产能力●使用已有设备和转炉壳可以降低成本不锈钢作为太钢的主打产品,为了满足不锈钢生产的工艺要求,K-OBM-S转炉具有以下主要特点:■大的转炉容积来顺利实现无飞溅操作。
■顶枪来提高脱碳速率,CO二次燃烧保证能量需求。
■流量和气压保证合适的冷却和风口寿命■VAI-CON-TEMP用来连续测量过程温度■VAI PSS(气动挡渣)用来降低出钢过程炉渣的数量,保证合适的低蒸汽压VOD操作■三种一级操作模型(包括K-OBM-S转炉操作模型),可以用来实现目标过程。
深圳市奥联 APN GW 说明书
APN GW使用说明书Powered by APN GW TM Architecture深圳市奥联科技有限公司APN GWInstallation & Configuration GuideFor APN GW 200/200A/2000/2500/NP/Series【Text Part Number: T07-03-17-G3】Documentation also available on CR-ROM and the Website声明本公司对本手册的内容保留在不通知用户的情况下更改的权利。
其版权归深圳市奥联科技有限公司所有。
未经本公司书面许可,本手册的任何部分不得以任何形式手段复制或传播。
NOTICESShenzhen Olym-tech Company Limited reserves the right to make any changes in specifications and other information contained in this publication without prior notice and without obligation to notify any person or entity of such revisions or changes.©Copyright 2002-2003 by Olym-tech. Co., Ltd. All Right Reserved.No part of this publication may be reproduced or transmitted in any form or by any means, electronic or mechanical. Including photocopying, recording, or information storage and retrieval systems, for any purpose other than the purchaser’s personal use, without express written permission of Olym Co. Ltd.(APN GW TM是深圳市奥联科技有限公司注册商标。
奥钢联掘锚机
VOEST-ALPINE BERGTECHNIK
6/7,2 3,0/5,0
Weight
98 tons
Drill rigs 2 roof (3,5 m distance from face) Cutting power 270 kW
Loading conveying 4x36 kW
The ABM Family
VOEST-ALPINE BERGTECHNIK
... VERSATILITY IN MINING & CONSTRUCTION ... RAPID ASSEMBLY & DISASSEMBLY ... HIGH AVAILABILITY & LOW MAINTENANCE
... HIGH CUTTING PERFORMANCE
ABM12 270 6,0/7,2 1,6/3,5 2 85 2 (1) 0 1,0 4,0 2 x 36 2 x 36 510 yes yes
ABM14 270 4,7 1,7/2,6 3 65 2 1 0 1,3 3,2 total 100 470 no yes
ABM20 270 4,9/5,4 2,4/3,8 1,5 80 4 0 2 1,0 1,5 2 x 36 36 492 no yes
批注本地保存成功开通会员云端永久保存去开通
VOEST-ALPINE BERGTECHNIK
VOEST-ALPINE BERGTECHNIK
The AM & ABM Families
VOEST-ALPINE BERGTECHNIK
The ABM Family
VOEST-ALPINE BERGTECHNIK
... REAL CONTINUOUS MINERS ... LESS MANUAL LABOUR ... LESS OPERATING COST
奥钢联 -摩根 MMS40073_D版-中文)
1.0 范围
机加特性通用要求
文发版第件布2编日页号期本:共::△M208DM0页1S-40070-2753
须尺遵寸照与其几实何施公差,除以非及图包纸含另在有本说文明件。中该的要通求用不机适加用要于求非适机用加于零M件OR或GA基N 于零非配机件加和工设表备面的的机特械性加或工非特机性加,工并零必 配件的中心线。本标准包含英制和公制两种单位。
文发版第件布3编日页号期本:共::△M208DM0页1S-40070-2753
3.1.1 线性尺寸 表 1a 和 1b 所示为分别在公制和英制图纸上的线性尺寸的允许偏差。不包括半径、倒棱或孔的间距。包含 在名义尺寸中的小数点位数,支配着所需要的公差。直径应是线性尺寸b 分别显示公制和英制图纸上圆角半径和倒棱的允许偏差。
2.0 引用文件 A美NS国I机/械AS工ME程B师1.协1 会 统一英制螺纹(UN 及 UNR 螺纹形式) ANSI/ASME B1.13M 公制螺纹——M 外轮廓 ANSI/ASME Y14.5M 尺寸及公差 ANSI/ASME Y14.5M 表面特征符号
国际标准组织: IS068 1SO 通用螺纹——基本外形 IISS005986654-1 英1S制O 通螺用纹螺—纹——允—许公尺差寸—及—公原差理及基本数据
机加特性通用要求
表 3a—通用公差—角度,(mm)
短臂公称长度
以上
10
50
至
10
50
120
角度偏差 ±1° ±0°-30’ ±0°-20’
正切值 0.0175 0.0087 0.0058
表 3b-通用公差—角度(英寸)
短臂公称长度
超过
3/8
2
达到 3/8
2
5
奥钢联焊缝标准 VAI weldingseams
Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsKapitel Benennung WP – NR. Seite 1 Kehlnähte WP 001 3 2 V – Nähte WP 101 4 3 HV – Nähte WP 201 5 4 K – Nähte WP 301 6 5 X – Nähte WP 401 7 6 2/3 X – Nähte WP 451 8 7 HY – Nähte Sondernaht WP 540 9 8 Doppel HY – Nähte WP 580 10 9 Schrägstöße WP 603 11 10 EckstößeWP 651 12 - 14 11 Blech – Mehrfachstöße WP 706 15 12 Halbe - Tulpennaht WP 80016Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsSection DesignationWP – NR. Page 1 Fillet WeldsWP 001 3 2 Single V-Groove Corner Joint WP 101 4 3 Single Bevel Groove WP 201 5 4 Double Bevel GrooveWP 301 6 5 Double V-Groove Butt Joints WP 401 7 6 2/3 Double V-Groove Butt Joints WP 451 8 7 Single Bevel Groove Special Welds WP 540 9 8 Double Bevel Groove T - Joints WP 580 10 9 Scewed Joints WP 603 11 10 Corner JointsWP 651 12 - 1411 Plate Multiple Joints WP 706 15 12 Half Tulpe WP 80016Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsKehlnähte Fillet WeldsWerkstückdicke t Thickness tα Winkel Angle α Spalt b Gap bt 1 > 2 t 2 > 2°≤≤°100 70α2 ≤bIn Anlehnung an EN ISO 9692-1 / 2003 / supported to EN ISO 9692-1 / 2003:WP – Nr. WP – No. Entspricht deralten W-Nr. Correspond toearlier W-No.Nahtstärkezu verwendende WPS to make use of WPS WPS auf WPS on Bemerkung Remarksa MaßSeite / SideWP 001W 0013WP 002 W 002 4WPS-St-PB-100 WPS-VA-PB-200 WPS-Cu-PB-400 WPS-St-PB-500 WPS-St-PF-501 WPS-VA-PB-600 WPS-VA-PF-601 3.1 3.2 3.3 3.4 3.5 3.6 3.7WP 003 W 003 5 WP 004 W 004 6 WPS-St-PB-101 WPS-St-PF-102 WPS-VA-PB-201 WPS-VA-PF-202 WPS-Cu-PB-401 WPS-Cu-PF-402 3.8 3.9 3.10 3.11 3.12 3.13 WP 005 W 005 7 WP 006 W 006 8 WP 007 W 007 10 WP 008 W 008 12 WP 009 W 009 15 WP 010W 01020WPS-St-PB-103 WPS-St-PF-104 WPS-VA-PB-203 WPS-VA-PF-204 WPS-Cu-PB-401 WPS-Cu-PF-4043.14 3.15 3.16 3.17 3.12 3.18Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsV - NähteSingle V- Groove Corner JointsDicke t Thickness t α Winkel Angle α Spalt b Gap b Steghöhe c Root face c 603≤≤t mm°≤≤°6040α 4≤b mm 2≤c mmIn Anlehnung an ISO 9692 / supported to ISO 9692:WP – Nr. WP – No. Entspricht der alten W-Nr.Correspond to earlier W-No.Dicke ThicknessWinkel AngleSpalt Gap Zu verwendende WPS to make use of WPS WPS auf WPS ont [mm]αb [mm]Seite / SideWP 101 W 101W 102 W 103 W 104 W 105 W 106 W 107 W 108 W 1093 - 30 60° 2WPS-St-PA-105 WPS-St-PF-106 WPS-VA-PA-205 WPS-VA-PF-206 WPS-Cu-PA-405 WPS-Cu-PF-406 WPS-St-PA-502 WPS-St-PF-504 WPS-VA-PA-602 WPS-VA-PF-604 WPS-Cu-PA-700 WPS-R-St-PA-150 WPS-R-St-PC-151 WPS-R-St-PA-550 WPS-R-VA-PA-651 WPS-R-VA-St-PA-650 WPS-R-Cu-PA-450 4.1 4.2 4.3 4.4 4.5 4.6 4.7 4.8 4.9 4.10 4.11 4.12 4.13 4.14 4.15 4.16 4.17WP 110W 110 W 111 W 112 W 11330 - 60 50° 4WPS-St-PA-503 WPS-St-PA-8024.18 4.19Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsHV - NähteSingle Bevel GrooveWerkstückdicke t Thickness tβ Winkel Angle β Spalt b Gap bSteghöhe c Root face ct ≥ 3 mm°≤≤°6035β42≤≤b mm21≤≤c mmIn Anlehnung an ISO 9692 / supported to ISO 9692:WP – Nr. WP – No. Entspricht der alten W-Nr.Correspond toDickeThicknessWinkel AngleSpalt Gap Zu verwendende WPS To make use of WPSWPS auf WPS on earlier W-No.t [mm]βb [mm]Seite / SideWP 201W 201 - 207 W 236 W 251 - 253 W 260 - 262 W 270 - 2753 - 20 45° 2WPS-St-PA-109 WPS-St-PF-110 WPS-VA-PA-209 WPS-VA-PF-210 WPS-Cu-PA-409 WPS-Cu-PF-410 WPS-St-PA-505 WPS-St-PF-507 WPS-VA-PA-606 WPS-VA-PF-608 WPS-Cu-PA-701 5.1 5.2 5.3 5.4 5.5 5.6 5.7 5.8 5.9 5.10 5.11WP 208W 208 - 215 W 236 - 250 W 254 - 259 W 263 - 26820 - 60 40° 4WPS-St-PA-506 WPS-St-PA-803 5.12 5.13Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsD(oppel)-HV-Naht (K-Naht) Double Bevel GrooveIn Anlehnung an ISO 9692 / supported to ISO 9692:WP – Nr. WP – No. Entspricht der alten W-Nr.Correspond to earlier W-No.DickeThicknessWinkel AngleSpalt Gap Zu verwendende WPS To make use of WPS WPS auf WPS ont [mm]βb [mm]Seite / SideWP 301W 301 - 309W 351 - 36420 - 100 40° 3 - 4WPS-St-PA-111 WPS-St-PF-112 WPS-VA-PA-211 WPS-VA-PF-212 WPS-Cu-PA-413 WPS-Cu-PF-4146.1 6.2 6.3 6.4 6.5 6.6Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsD(oppel)- V – Naht (X – Naht) Double V-Groove Butt JointsIn Anlehnung an ISO 9692 / supported to ISO 9692:WP – Nr. WP – No. Entspricht der alten W-Nr.Correpond to Earlier W-Nr.Dicke ThicknessWinkel AngleSpalt Gap Zu verwendende WPS To make use of WPSWPS auf WPS ont [mm]αb [mm]Seite / SideWP 401W 401 W 402 W 403 W 404 W 405 W 406 W 407W 408 W 409 W 410 W 411 W 412 W 413 W 419 20 - 100 50° 3 - 4WPS-St-PA-113 WPS-St-PF-114 WPS-VA-PA-213 WPS-VA-PF-214 WPS-Cu-PA-415 WPS-Cu-PF-416 7.1 7.2 7.3 7.4 7.5 7.6Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsD(oppel) – V – Naht (2/3 X – Naht) 2/3 Double V-Groove Butt JointsIn Anlehnung an ISO 9692 / supported to ISO 9692:WP – Nr. WP – No.Entspricht der alten W-Nr.Correspond to earlier W-No.Dicke ThicknessWinkel AngleSpalt GapZu verwendende WPS To make use of WPSWPS auf WPS ont [mm]αb [mm]Seite / SideWP 451W 451 W 452 W 453 W 454 W 45520 – 60 50° 2 - 3WPS-St-PA-115 WPS-St-PF-116 WPS-St-PA-801 WPS-VA-PA-215 WPS-VA-PF-216 WPS-Cu-PA-417 WPS-Cu-PF-4188.1 8.2 8.3 8.4 8.5 8.6 8.7Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsHY - NähteSingle Bevel GrooveAchtung Sondernaht !α Winkel Angle α Spalt b Gap b Steghöhe c Root face c Gilt nur für Siemens VAI Metals TechnologiesLF Hubsäulen ( Kastensystem ) 90°≤ 0 mmc = 5 mmWP – Nr.WP – No. Entspricht der Correspond toearlier W-No.Dicke Thickness zu verwendende WPS to make use of WPSWPS auf WPS on [mm]Seite / SideWP 54020 - 35WPS-St-PA-117 WPS-St-PA-8009.1 9.2Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsD – HY – NähteDouble Bevel Groove T – JointsWP – Nr. WP – No. Entspricht der Correspond to earlier W-No.Winkel AngleSteghöhe Root face Zu verwendende WPS To make use of WPS βc [mm] WP 580 45°3t c =WPS-St-PB-118 WPS-St-PF-119 WPS-VA-PB-217 WPS-VA-PF-218 WPS-Cu-PB-419 WPS-Cu-PF-420Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsSchrägstöße Screwed JointsWP – Nr. WP – No. Entspricht der alten W-Nr. Correspond toearlier W-No.Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsEckstöße Corner JointsWerkstückdicke t Thickness tα Winkel Angle α Spalt b Gap bt 1 > 2 t 2 > 2°≤≤°120 60α2 ≤bIn Anlehnung an ISO 9692 / supported to ISO 9692:WP – Nr. WP – No. Entspricht der alten W-Nr.Dicke Thickness zu verwendende WPS to make use of WPSWPS auf WPS on Bemerkung RemarksCorrespond toearlier W-No. t 1 / t 2 [mm]Seite / SideWP 659 W 659 W 674 W 675W 676W 677 W 678 W 6795 – 25 WPS-St-PB-122 WPS-St-PF-123 WPS-VA-PB-221 WPS-VA-PF-222 WPS-Cu-PB-423 WPS-Cu-PF-42412.1 12.2 12.3 12.4 12.5 12.6Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsEckstöße Corner JointsWinkel α Angle αSpalt b Gap b ≥ 91°≤ 2W – NR. W – No. Entspricht der alten W-Nr. Correspond to earlier W-No.Dicke ThicknessWinkel Anglezu verwendende WPS to make use of WPS WPS auf WPS ont [mm]βSeite / SideWP 651 W 651W 652 W 653 W 654 W 655 W 656 W 657 W 658 W 661 W 662 W 663 W 664 W 665 W 66615 – 5045° ≤β ≥ 60°WPS-St-PB-124 WPS-St-PF-125 WPS-VA-PB-223WPS-VA-PF-224 WPS-Cu-PB-425 WPS-Cu-PF-426 13.1 13.2 13.3 13.4 13.5 13.6Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsEckstöße Corner JointsWP – Nr. WP – No. Entspricht der alten W-Nr.Correspond to earlier W-No.Dicke Thickness Dicke Thickness Spalt Gap Zu verwendende WPS to make use of WPS WPS auf WPS ont [mm] t 2 [mm] b [mm]Seite / SideWP 672 W 673W 674W 675 4 - 612 - 163WPS-St-PB-131 WPS-StCu-PB-126 WPS-StCu-PB-90014.1 14.2 14.3Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsBlech Mehrfachstöße Plate Multible JointsSteg-Höhe c Root face cWinkel β Angle βSpalt b Gap b ≤ 290°5 ≤ b ≤ 1515 ≤ bW – NR. W – No Entspricht der alten W-Nr. Correspond to earlier W-No.Dicke ThicknessSpalt GapWinkel AngleZu verwendende WPS to make use of WPSWPS auf WPS ont 1 / t 2 [mm]b [mm] 1α/2αSeite / Side 8 ≤ b ≤ 1520° WP 706 W 706 W 707 W 70820 - 40b ≥ 150°WPS-St-PA-127 WPS-St-PF-128 WPS-VA-PA-225 WPS-VA-PF-226 WPS-Cu-PA-428 WPS-Cu-PF-42915.1 15.2 15.3 15.4 15.5 15.6Benennung/Title:Übersicht der Schweißnähte / Assembly of the Welding SeamsHalbe Tulpennaht Half Tulip JointsWerkstückdicke t Thickness tSteg-höhe c Root face cWinkel β Angle β Spalt b Gap b t ≥ 16≤ 2 10° ≤ β ≤ 20°2 ≤ b ≤ 4In Anlehnung an ISO 9692 / supported to ISO 9692:SymbolW – NR. W – No. Entspricht der alten W-Nr. Correspond to earlier W-No.Dicke ThicknessSpalt Gap Winkel Angle Zu verwendende WPS to make use of WPS WPS auf WPS on t [mm] b [mm] βSeite / Side WP 800 16 - 30 2 ≤ b ≤ 3 20° WP 80130 - 1003 ≤ b ≤ 412°WPS-St-PB-129 WPS-St-PA-130 WPS-St-PB-80416.1 16.2 16.3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
奥钢联连铸技术手册1、连铸1.1概述1.2基本理论和计算1.2.1计算和设计公式1.2.1.1坯壳厚度及液芯长度1.2.1.2拉速1.2.1.3振动1.2.1.4温度1.2.1.5结晶器的散热1.2.1.6二次冷却1.2.1.7热坯长度的确定1.2.1.8收缩1.2电磁搅拌1.2.1结晶器电磁搅拌1.2.2末端电磁搅拌1.3安全1.3.1不能开浇(!!)1.3.2禁止连续浇注1.3.3中包停浇1.3.4怎样区分钢水和钢渣1.4中包包衬1.4.1可应用的工作层1.4.2中包和侵入式水口的预热1.4.3塞棒浇注的中包预热1.5拉浇前设备的前提准备1.5.1结晶器的准备1.5.2引锭杆的准备1.5.3送引锭1.5.4封引锭1.5.5推荐使用的封引锭方式(1802)1.5.6开浇前大包中包的操作步骤1.6开浇1.6.1开浇的前提条件1.6.2火切机控制板1.6.3大包开浇1.6.4大包长水口的操作1.6.5塞棒浇注的手动开浇1.6.6自动开浇1.7连铸工艺1.7.1更换大包1.7.2快换中间包1.8停浇1.9质量控制/质量保证1.9.1间接检验方法1.9.2直接检验方法1.9.3表面检验1.9.4内部缺陷检验1.9.5取样和检验1.9.6中包前取样1.9.7中包测温1.9.8中包取样1.9.9铸坯取样1.9.10冶金缺陷-铸坯缺陷-原因/纠正方法1.9.11表面缺陷1.9.12内部缺陷1、连铸1.1概述钢水由液态转变为固态是在连铸进行的,其产品被称为小方坯、大方坯或板坯精炼后,吊车将大包吊在大包旋转台的支撑臂上,盖上大包盖,将大包放在大包回转台上后,将其旋转至浇注位。
预热好的中间包车(大于1000度)从预热位开至浇住位,将预热好的侵入式水口与结晶器对中并插入。
同时使用长水口操作机构将通有氩气保护的大包长水口靠近大包滑动机构,之后,打开大包滑动水口,钢水从大包注入至中间包,中包填液时间即从大包开浇至打开塞棒的时间不应超过2分钟。
中间包向结晶器注入钢水是通过安装在中间包内的塞棒来控制的,中间包支持在中间包车上。
开浇前,先起动结晶器振动台和液位控制系统。
人工加保护渣,结晶器安装于平台上,通过振动机构完成上下运动。
安装在结晶器末端的足辊对刚出结晶器的热坯导向作用。
足辊后的导向辊是固定的,将铸坯导入固定半径的弧线中。
置于弧形末端的拉矫机将铸坯由恒定半径的弧形矫直为水平。
挤压辊安装于拉矫机下方,以支撑、拉戈引锭杠和铸坯,汽水喷淋用来冷却铸坯及调节冷却强度。
喷淋室在铸坯铸坯导向周围与之成为一体,在喷淋室形成的蒸汽由排蒸汽机抽到空气中。
在不需要引锭杠导向时,由脱引锭辊将引锭脱开,并送自引锭杆辊道上。
其上装有引锭杆存放装置,将引锭杆从开浇后至下次开浇前,存放于其上。
铸坯由火切机切成定尺。
在辊道末端装有可移动档板,将铸坯停下。
拉浇结束时,低速拉尾坯,高速矫直。
尾坯由尾坯处理装置切尾送走。
当最后一支坯移至输出辊道,引锭杆由存放引锭杆装置落至辊道上,送入铸坯导向辊至结晶器下方将引锭头对中送入结晶器。
封引锭杆准备下一浇次。
1.2基本原理和计算1.2.1计算和设计公式1.2.1.1坯壳厚度及液芯长度液芯长度由坯壳成长常数和凝固时间所决定的,此常数可看作一个数值,在凝固区增大。
坯壳凝固厚度“S”的计算公式如下:S=K*/t 固态坯壳S(mm)凝固常数K(mm/min1/2)凝固时间=L/V Ct(min)凝固长度V c(m/min)拉速现在铸坯任一点的坯壳厚度都可计算。
凝固常数是由拉浇的钢种所决定的,以确定冶金长度,数值如下:K=27mm/min1/2K=26mm/min1/21.2.1.2拉速最大拉速由冶金长度(从结晶器液位至铸坯凝固的连铸长度)计算公式如下:V C MAX=L M/tsolidD/2=K*/tsolidT solid=(D/2K)2V CMAX=L m*(k/s)2=L M*(2*K/D)2其中:K(mm/ min1/2)——凝固系数Vcmax*(m/min)-----最大拉速D(mm)——————热坯厚度Lm(M)——————液芯长度,也称“冶金长度”Tsolid(min)————铸坯全部凝固的时间不能超过最大可用拉速(由冶金长度估算出的);否则铸坯内的液芯长度会超出铸坯支撑长度而导致鼓肚。
举例:Lm=27m K=26mm/min1/2 D=220mmV CMAX=27*(2*26*220)2=1.51m/min在实际生产中,根据要求的拉速时间、化学成分、铸坯性能及中间包温度采用比较低的拉速。
1.2.1.3振动振动的速度,频率乃至振幅对铸件的表面性能及外形有着重要的影响。
避免坯壳粘在结晶器壁上,振动装置是密不可少的。
振动参数(振幅、频率、负滑脱)影响着振痕的深度、间距、保护渣的消耗及坯壳的成长。
振动的平均速度,公式如下:Vo=2*h*fh(m)——振幅f(min-1)——频率Vo(m/min)——平均振动速度振动速度理论上应比拉速高30~40%,即:Vo=1.3to1.4*Vc1.2.1.4温度拉浇温度对凝固过程有着相当大的影响,因此其对铸坯质量有着紧密的关系,过高的拉浇温度导致铸坯质量差(中心疏松、晶粒组织粗大、大量的树枝晶、应力裂纹等)且增加漏钢的危险,过热度应为10~35度之间。
过热度增高会导致铸坯厚度变薄,这样由于坯壳很薄,拉应力增大,大大增加了粘壳的危险,而导致漏钢的危险增加。
过热度超过45~60度(不同钢种而不同),必须停止拉浇。
过低的过热度会使钢水在侵入式水口中结死,大包钢水的温度应根据工艺要求在二次冶炼中确定下来。
不当的过热度对铸坯质量的影响;*过热度过高--纵向裂纹--深度的中间裂纹和中心分层--极重的偏析*过热度过低--水口结死下面是对应生产顺序的相关温度:大包温度(Tl),为开浇前在大包内的钢水温度。
中包温度(Tt),为中包内钢水温度。
液相线温度(Tlid),为分钢种开始凝固的温度。
计算液相线温度的公式:°C(液相线)=1.5366-X%C-Y% 合金*=预估的1.2.1.5结晶器散热从结晶器带走热量的过程及热传导形式,描述如下:*凝固的坯壳间钢水的对流.*通过坯壳的热传导.*坯壳与铜板/铜管表面(保护渣\气隙)的接触.*结晶器铜板/铜管的热传导.*通过结晶器铜板/铜管与水套间冷却水的对流.最重要的温降发生在结晶器铜板/铜管与坯壳的热传导,见图1:结晶器冷却的几个重要参数:*拉速:拉速增快,铸坯与铜板/铜管,接触的长度增加.*保护渣:熔化的保护渣填充在铜板/铜管与坯壳之间,有助于散热.*结晶器的几何尺寸:改变结晶器倒锥度提高散热强度.*结晶器冷却:通常为避免形成气泡,结晶器冷却水必须达到一定流量,水的粘度比水更重要,计算水的流量及压力参见连铸机供应商提供的操作手册.1.2.1.6二冷水二冷水的冷却强度由连铸机内铸坯的表面温度,拉浇的钢种及拉速决定的,二冷区所有的凝固常数在 K=26mm/min1/2-28 mm/min1/2之间,取决于钢种及二冷水量,为了得到满意的浇注组织,几个冷却水段的冷却水量是单独调节的。
气雾冷却由于铸坯的冶金冷却,使用这种形式的喷嘴可得到较宽范围的水量调节,但必须达到下面的平衡:铸坯不能过冷(避免表面缺陷),设备不能过热(以避免辊子及轴承的损坏)。
对流量,压力及喷嘴型式的要求,参加连铸机供应商提供的操作手册。
1.2.1.6热坯长度的确定计算热坯长度的公式如下:L hot=L cold*X+SL hot(mm)----热坯长度,其值应在长度测量装置上调节L cold(mm)----冷却后的铸坯长度(约+20℃)S(mm)------切缝宽度(因火切机及质量的不同而不同)X(1)-------收缩因子,考虑铸坯从切割机至冷坯的收缩值,是铸坯在切割辊上温度的函数及铸件成分的函数.铸坯在切割辊道上的平均温度(整个断面的平均温度)约在900℃,冷坯是在+20℃的室温上测的.计算热坯长度,必须知道收拾因子,收缩因子为一常量X=1.013.用于所生产的铸坯.如生产钢种扩大到合金钢,收缩因子可随之修改.C钢:X=1.013举例:铸坯长度=8000mm(冷坯)质量:St37---收缩率=1.013L hot= L cold*X+切缝---=8000mm*1.013+8mmL hot=8112mm1.2.1.8收缩1.2.1.8.1概述连铸在固相线温度下的热收缩对质量有特别的影响,一些铸坯表面的缺陷及生产中遇到的一些现象都是由于不同的C含量的钢种其收缩特性不同引起的.C含量为0.09%~0.16%的钢种(包晶范围)对表面及内部裂纹表面粗糙、扭曲变形、拉漏比C含量低于或高于这个范围的钢种更为敏感。
研究表明0.09%~0.16%的钢种通过结晶器的热流量最小,且结晶器与坯壳之间的摩擦力也较低。
以上观察到的现象归因于包晶反应而引起铸坯收缩量增大及机械应力提高。
δ/γ相变在固相线温度以下恒定的温度区间内,铁碳合金的收缩量是C含量的函数。
C含量的0.09%~0.16%的热收缩量增加,相应的体积缩小(密度增大)是与δ/γ相变相关联的。
δ/γ相变只发生在铸坯上特定的一段,由于收缩不均匀,以及钢水静压力引起的除热应变外的弹性应变、粘弹性应变、使机械应力增强。
在连铸生产中,收缩及应力的成长都是由于拉浇过程中各种因素复杂的相互作用(温度梯度、坯壳成长速度)以及钢的材质特性的结果。
就VOEST-ALPINE STAHL产品,经验表面:收缩率取1.013满足计算的要求,分析表明收缩率对其影响微小.1.3电磁搅拌1.3.1结晶器电磁搅拌M-EMS(结晶器电磁搅拌)对铸件的内部和表面质量有着积极的作用,由于能量消耗较高(约3Kwh/t),EMS主要在浇注高品质的特钢中使用.特殊情况:包晶钢!(C含量为0.09~0.16%)经验表明,调节M-EMS的参数(主要是电流),可提高生产和冶炼的效果.M-EMS放于结晶器装配下放更适合于使用保护渣和侵入式水口的形式.使用建议的M-EMS参数设置时,特别观察弯月面的情况,以确保弯月面的情况,以确保弯月面无大的搅动.如弯月面波动过大过侵入式水口侵蚀,必须逐渐减少电流,(如25A)直到满意为止.结晶器断面超过200mm2及结晶器壁>20mm的情况,建议选用2~2.5Hz的频率.如结晶器断面小于200mm2及结晶器壁<15mm的情况,建议选用4Hz的频率.为了方便操作,如果最大电流为400A,或接近400A(390A),也可选用固定的频率4.0Hz,注:范围由C含量来确定)!分钢种设置M-EMS参数,举例:表1所示根据C含量的不同而设置的电流:M-EMS的频率应调节到2~4.5HZ之间(根据不同的断面尺寸,如小断面高频率,大断面低频率). 表1注意:为了避免注流钢水时卷渣,侵入式水口必须保证最小插入深度(如建议插入深度80~140mm).1.3.2末端电磁搅拌使用末端电磁搅拌只对高碳钢或Mn\Cr含量高(>1%)的钢种有意义.注:为使末端电磁搅拌达到最优效果, 末端电磁搅拌中心应置于铸坯内液芯50mm处!如出现”白亮带”,强度通过下面方法可控制:*增加M-EMS的电流.*减少F-EMS的电流.*调节反转周期见表3===特别是用于低C钢.*降低拉速(也就是缩短液芯长度).表2所示F-EMS电流与C含量的函数关系.F-EMS的频率应调节至17.0~20.0Hz之间.建议最小拉速应使F-EMS达到最佳效果。