125吨压铸机原理图
压铸机结构及原理演示文稿

1)压力输出方式为可调式的输出结构,符合各种机器的需求,可做出相对压力的匹 配调整。
2)附有油位检知装置,测知储油箱内供油的存量,适时反应回报,连接应变动作。 3)即时需求按键装置,可使机器在刚开始使用时,便立即得到应有的油量,减少不
必要的摩擦。 4)深入底部吸油,使得出油功率大为提高,并能清除油管中空气间隔的缺失。 5)配有油压检知装置(1~0.3 MPa)特性,可检测下列漏失:
4、曲肘润滑系统 曲肘是压铸机十分重要的运动构件。为了使其运动副的磨损减小,必须在运动副表面保持 适当的清洁的润滑油膜,而过量供油与供油不足同样有害,会产生附加热量、污染和浪费。 力劲机械厂有限公司生产的压铸机曲肘部分的润滑采用的是集中润滑系统。所谓集中润滑 系统,是由一个油泵提供一定排量、一定压力的润滑油,为系统中所有主、次油路上的分 流器供油,而由分流器将油按所需油量分配到各润滑点;同时,由控制器完成润滑时间、 次数和对故障报警、停机等功能,以实现自动润滑的目的。卧式冷室压铸机曲肘的润滑一 般选用脱压润滑泵,如图1-9所示,它有如下特点:
图1-8 顶出双液压缸组件结构简图 1--三通法兰 2--顶出双缸套 3--顶出前盖 4--顶出活塞连杆 5--连接杆 6--动型座板
3、调型(模)机构 压铸机在设计过程中,需要设置调型(模)机构以适应在一定范围内的各 种压铸型(模),在机器技术参数中,应确定最大型(模)具厚度尺寸 Hmax和最小型(模)具厚度尺寸Hmin作为机器使用者选定压铸型(模) 的参数,如图1-6所示。这个最大与最小型(模)具厚度的调整量是通过调 型(模)机构实现的。调型(模)机构是用调型(模)液压马达或调型 (模)电动机带动传动机构,使锁型(模)柱架的尾板和动型座板沿拉杠 作轴向运动,从而达到增大或缩小动、定型座板之间间距的目的。
力劲压铸机结构、原理

力劲镁合金压铸机
柱架部分的结构组成
1.模板部分由头、中、尾板组成,三块板 与机铰共同组成开合模机构,头、中板安 装前、后模,尾板通过中板与机铰的作用 承受锁模压力
机铰 头板
中板
尾板
柱架部分的结构组成 2.调模部分主要由调模马达(或液压 马达)、马达座、调模传动机构和调 模链轮组成。调模方式有链条式调模 和齿轮调模。调模马达正反转调节模 厚、模薄。
柱架部分的结构组成
3.顶出装置:依据液体的压力来带动推杆 (顶针)运动,使铸件从压铸模中顶出。目 前,普遍采用的液压顶出装置,其顶出力和 时间都可以通过液压系统调节
打料结构组成部分
1、热室压铸机由两组油阀控制打料液压缸实现 一速射料、二速射料 2、冷室压铸机由四组油阀分别控制压射油缸及 增压缸实现慢压射、一速、二速、增压
3
4 C2 C1
A2
1
2
A1
8
76
5
C4 A3
C3
热室压铸机动作流程
约1/3周期
约1/3周期
完成END START开始
循环 关 锁
扫 臂
顶 针
噴 雾
L L
时间 门 模
LL
TT T TT
L T T
L
扣 嘴
射
料 L回
L
锤
开
模
约1/3周期
关门 落料门 喷雾 顶针回 冲头回
扫臂 顶针
锁模 扣前 一速
二速 回锤 开模 离咀
冷室压铸机压铸原理
2、压射冲头快速运动,使金属液经浇道填 充至型腔。
冷室压铸机压铸原理
3、终压阶段,压射冲头继续移动,压实 金属液,冲头速度逐渐降为零。此阶段必 须在机器压射系统有增压机构时才能时现。
125吨压铸机液压系统分析
1、 液 压 系 统 工 作 原 理
液 压 系 统 简 单 流 程 是 :启 动 一合 型 一 关 门 一压 射 一
开 门 一 松 模 一 推 模 一 推 杆 退 回 一 顶 料 饼 一 顶 杆 退 回
活 塞上 行松 模 。
松 模 完 毕 ,靠 手 动 按 下推 杆 按 钮 , 线 圈 YA4 得 电 ,
三 位 四通 电磁 阀 1 0 从 中 间 位 转 到 左 位 , 系 统 向 推 料 缸
( 毕 ) 液 压 系 统 工 作原 理 如 图 1 。 完 。 打 开 快 速 阀 , 启 动 油 泵 电 机 1 , 浇 好 铝 水 , 将 装 好 待 铸 的 转 子 推 到 工 作 台 恰 当 位 置 , 把 转 换 开 关 拧 到 联
电磁阀 1 2 从 左 位 转 到 右 位 , 系 统 向 压 射 缸 供 油 , 压 射
3 ) 半 主 动 式 标 签 也 称 为 “ 池 支 援 式 ” 反 向散 射 调 电 制 系 统 , 其 通 讯 原 理 在 被 动 式 和 主 动 式 之 间 , 只 有 被 阅
读 器 能 量 场 启 动 后 , 才 送 出 自 己 的 信 息 , 其 优 缺 点 也 在 两 者之 间 。
位 转 到 右 位 , 同 时 , 线 圈 Y A 1 0 得 电 , 二 位 二 通 电 磁 阀 1 4 转 到 从 左 位 转 到 右 位 全 通 回 油 状 态 , 此 时 , 大 量 的
过 历 史 的 多 次 改 造 , 部 分 图 纸 也 与 实 际 不 符 , 近 来 频 繁
出 现故 障 。 在 多 次 修 理 中 , 逐 步 得 到 了 一 些 经 验 。
该 机 器 由 床 身 、 液 压 系 统 、 电 气 系 统 、 冷 却 系 统 等 部 分 组 成 , 现 仅 对 该 机 液 压 系 统 进 行 分 析 。 液 压 系 统 由
压铸机结构及原理ppt课件
力劲科技(天津)有限公司 技术支援部
1
冷室压铸机结构
如图1-5所示为卧式冷室压铸机构成图,它由柱架、 机架、压射、液压、电气、润滑、冷却、安全防护 等部件组成。按机器零、部件组成的功能分类,我 们将卧式冷室压铸机分成合模、压射、液压传动、 电气控制、安全防护五大类。下面以力劲机械厂有 限公司生产的DCC280卧式冷室压铸机为例进行结 构分析。
模具冷却水观察窗--16 压射冲头-- 17
压射液压缸-- 18 快压射蓄能器-- 19
增压蓄能器-- 20 增压油路板组件-- 21 压射油路板组件-- 22
4
一、合模机构
合模机构主要起到实现合、开模动作和锁紧模具、顶出产品的作用。它主要由定型座 板、动型座板、拉杠(哥林柱)、曲肘机构、顶出机构、调型(模)机构等组成。图1-6 为合型(模)机构结构简图。
13
压铸机液压系统主要由液压泵、合开型(模)液压缸、顶出液压 缸、压射液压缸、调型(模)液压马达、液压控制元件、液压蓄 能器、过滤器、空气滤清器、热交换器组成。如图1-11所示为力 劲机械厂有限公司生产的DCC280液压传动系统部装图。
图1-11 DCC280液压传动系统部装图 1--液压泵 2--冷却器 3--主油箱 4--润滑泵 5--压射回油油箱 6--压射油路尾板组件7— 压射油路板组件8--顶出油路板组件(1) 9--顶出油路板组件(2) 10--空气滤清器14 11--调型(模)液压马达 12--合开型(模)油路板组件
9
4、曲肘润滑系统 曲肘是压铸机十分重要的运动构件。为了使其运动副的磨损减小,必须在运动副表面保持 适当的清洁的润滑油膜,而过量供油与供油不足同样有害,会产生附加热量、污染和浪费。 力劲机械厂有限公司生产的压铸机曲肘部分的润滑采用的是集中润滑系统。所谓集中润滑 系统,是由一个油泵提供一定排量、一定压力的润滑油,为系统中所有主、次油路上的分 流器供油,而由分流器将油按所需油量分配到各润滑点;同时,由控制器完成润滑时间、 次数和对故障报警、停机等功能,以实现自动润滑的目的。卧式冷室压铸机曲肘的润滑一 般选用脱压润滑泵,如图1-9所示,它有如下特点:
压铸过程原理及压铸工艺参数确定PPT课件
• 压射机构通过工作液体将压力传递给压射活塞
• 然后由压射活塞经压射冲头施加于压室内的金属液上
第12页/共42页
2.2 压铸工艺参数及其确定方法
一、压铸压力(两种表现形式)
1、压射力:来源于高压泵,通过压射冲头对金属液施加压力,施加压力的大小用比压表 示。
第26页/共42页
二、压铸速度 7、影响充填速度的因素
• 影响充填速度的因素有三个,即压射速度、压射比压和内浇口截面积。 • 因此,生产中通常采用的调整充填速度的方法是:调整压射速度、改变压射压力、调整
内浇口的截面积。
第27页/共42页
三、时间
• 压铸工艺中的时间参数包括充型时间、持压时间和留模时间三个部分。 1、充型时间:金属液开始进入型腔至型腔充满所需时间,可按下式估算:
III 起始位置:从金属液充满内浇口处至型腔完成充满 参数:压射速度v3,压射压力p3(动态) 特征:压射压力再次升高,压射速度略有下降,充型速度最快 说明:金属液流经内浇口充填型腔。由于内浇口处截面积大幅缩小,流动阻力剧增,压 射速度略有下降,但此时充型速度最快。要保持足够的充型速度,需更高的压射压 力,用于克服浇注系统主要是内浇口处的流动阻力。
1120
压射冲头直径/mm 40 80 60 100 70 120 80 140
动态压射比压/MPa 111 27 74 26 78 26 95 31
增压压射比压/MPa 278 69 194 70 187 64 223 72
第15页/共42页
一、压铸压力
4、选择合理的压射比压
第16页/共42页
• 比压也可以根据压铸件的某一特征进行选取,表2列出了冷 室压铸推荐的压射比压参考值。在快压射阶段,一般优先 压射速度调整,动态比压随之确定。
压铸机的工作原理与本体结构
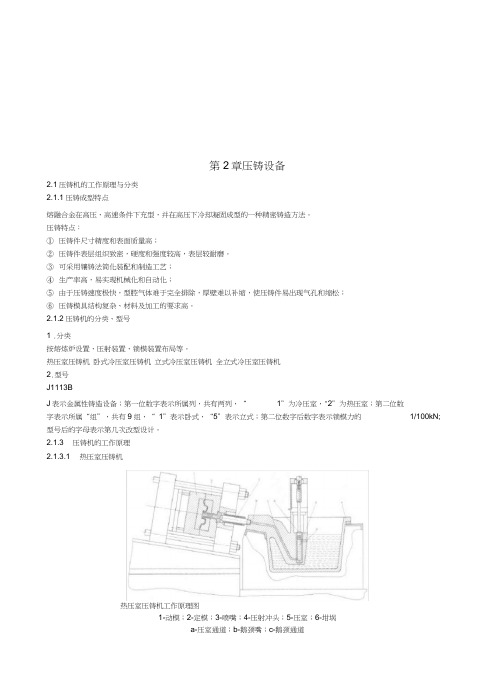
第2章压铸设备2.1压铸机的工作原理与分类2.1.1压铸成型特点熔融合金在高压、高速条件下充型,并在高压下冷却凝固成型的一种精密铸造方法。
压铸特点:①压铸件尺寸精度和表面质量高;②压铸件表层组织致密,硬度和强度较高,表层较耐磨。
③可采用镶铸法简化装配和制造工艺;④生产率高,易实现机械化和自动化;⑤由于压铸速度极快,型腔气体难于完全排除,厚壁难以补缩,使压铸件易出现气孔和缩松;⑥压铸模具结构复杂、材料及加工的要求高。
2.1.2压铸机的分类、型号1 .分类按熔炼炉设置、压射装置、锁模装置布局等。
热压室压铸机卧式冷压室压铸机立式冷压室压铸机全立式冷压室压铸机2.型号J1113BJ表示金属性铸造设备;第一位数字表示所属列,共有两列,“1”为冷压室,"2”为热压室;第二位数字表示所属“组”,共有9组,“ 1”表示卧式,“5”表示立式;第二位数字后数字表示锁模力的1/100kN;型号后的字母表示第几次改型设计。
2.1.3 压铸机的工作原理2.1.3.1 热压室压铸机热压室压铸机工作原理图1-动模;2-定模;3-喷嘴;4-压射冲头;5-压室;6-坩埚a-压室通道;b-鹅颈嘴;c-鹅颈通道压射部分与金属熔化部分连为一体,并浸在金属液中。
鹅颈嘴b的高度应比坩埚内金属液最高液面略高,使金属液不致自行流入模腔。
模具闭合。
压射时,冲头向下封住通道a时,压室、鹅颈通道、模腔构成密闭系统。
冲头以一定的推力和速度将金属液压入模腔,充满型腔并保压适当时间后,冲头提升复位。
2.1.3.2 立式冷压室压铸机锁模部分呈水平设置,负责模具的开、合及压铸件的顶出。
压射部分呈垂直设置,压室与金属熔炉分开。
压铸时,模具闭合,舀取一定金属液倒入压室,反料冲头应上升堵住浇道b,以防金属液自行流入模腔。
当压射冲头下降接触金属液时,返料冲头随压射冲头下移,使压射室与模具浇道相通,金属液迅速充满模腔a。
冷却后,压射冲头上升复位,反料冲头往上移动,切断余料e并将其顶出压室,接着开模顶出压铸件。
压铸机的工作原理与本体结构
第2章压铸设备2.1 压铸机的工作原理与分类2.1.1 压铸成型特点熔融合金在高压、高速条件下充型,并在高压下冷却凝固成型的一种精密铸造方法。
压铸特点:①压铸件尺寸精度和表面质量高;②压铸件表层组织致密,硬度和强度较高,表层较耐磨。
③可采用镶铸法简化装配和制造工艺;④生产率高,易实现机械化和自动化;⑤由于压铸速度极快,型腔气体难于完全排除,厚壁难以补缩,使压铸件易出现气孔和缩松;⑥压铸模具结构复杂、材料及加工的要求高。
2.1.2 压铸机的分类、型号1.分类按熔炼炉设置、压射装置、锁模装置布局等。
热压室压铸机卧式冷压室压铸机立式冷压室压铸机全立式冷压室压铸机2.型号J1113BJ表示金属性铸造设备;第一位数字表示所属列,共有两列,“1”为冷压室,“2”为热压室;第二位数字表示所属“组”,共有9组,“1”表示卧式,“5”表示立式;第二位数字后数字表示锁模力的1/100kN;型号后的字母表示第几次改型设计。
2.1.3 压铸机的工作原理2.1.3.1 热压室压铸机热压室压铸机工作原理图1-动模;2-定模;3-喷嘴;4-压射冲头;5-压室;6-坩埚a-压室通道;b-鹅颈嘴;c-鹅颈通道压射部分与金属熔化部分连为一体,并浸在金属液中。
鹅颈嘴b的高度应比坩埚内金属液最高液面略高,使金属液不致自行流入模腔。
模具闭合。
压射时,冲头向下封住通道a时,压室、鹅颈通道、模腔构成密闭系统。
冲头以一定的推力和速度将金属液压入模腔,充满型腔并保压适当时间后,冲头提升复位。
2.1.3.2 立式冷压室压铸机锁模部分呈水平设置,负责模具的开、合及压铸件的顶出。
压射部分呈垂直设置,压室与金属熔炉分开。
压铸时,模具闭合,舀取一定金属液倒入压室,反料冲头应上升堵住浇道b,以防金属液自行流入模腔。
当压射冲头下降接触金属液时,返料冲头随压射冲头下移,使压射室与模具浇道相通,金属液迅速充满模腔a 。
冷却后,压射冲头上升复位,反料冲头往上移动,切断余料e并将其顶出压室,接着开模顶出压铸件。
第六章 压铸机.ppt-1
参数的校核: 1、锁模力校核: F锁 ≥ K F合(l1+l0)/l1 F合 = F账 + F 1 F账 = p A ×10³ F1 = p A1 tanα ×10³ 式中:F锁 --锁模力(kN); K—安全系数,一般 K=1~1.3; F合—使模具打开趋势的合力(kN) ; l1—模具边缘至锁模中心的距离(mm); l0--F合中心至锁模中心的距离(mm); F账—账模力(kN); F1—楔紧块斜面的法向分力(kN);
2)提高了压铸件质量。半固态熔料粘度高,充型 时无涡流,较平稳,不会卷入空气,成型收缩 率较小,压铸件不易出现疏松、缩孔等缺陷。 3)半固态熔料输送方便简单,便于实现机械化与 自动化。 适应有色金属压铸,为高温合金(如铜合金、黑 色金属)的压铸开辟了新路。 3、半固态压铸成型设备 冷压室压铸机配备半固态金属熔料制备装置,搅溶 压铸法还需配置重温炉。
节流阀杆
调节螺杆
压射力的调节:通过调节背压腔压力调节增压压力 ,背压力越大增压压力越小,则压射力越小。 背压力可通过接通背压腔油路上的单向顺序阀与 单向节流阀配合调整。 压射速度的调节: 第一级低速压射速度通过节流阀杆9调节; 第二级高速压射速度由油口14的调节螺杆调节。 2)增压缸无背压压射装置 分罐式压射增压结构(用两个蓄能器分别对压射 缸和增压缸进行快速增压。) 增压压力的调节:通过调整蓄能器压力来改变。 压射速度、压射力和压力建立时间均可分别单独 调节,互不影响。
2、合模装置 压铸机合模机构与塑料注射机相似。 作用:锁模,模具的开、合及压铸件顶出。 种类:全液压式和液压-机械式合模装置。 图6-10为全液压式合模机构。 组成:合模缸组、活塞组、动模板、充液箱、填充 阀、增压器等组成。 工作原理:压力油进入v1腔,活塞1差压右移快速 合 模,自动打开填充阀3向v2合模缸充液快速合 模 ,模具闭合时,动模板5拖动拉杆凸块6打开凸 轮阀,压力油进入v2腔,关闭填充阀3,转为 慢
压铸机结构及原理演示幻灯片共47页文档
56、极端的法规,就是极端的不公。 ——西 塞罗 57、法律一旦成为人们的需要,人们 就不再 配享受 自由了 。—— 毕达哥 拉斯 58、法律规定的惩罚不是为了私人的 利益, 而是为 了公共 的利益 ;一部 分靠有 害的强 制,一 部分靠 榜样的 效力。 ——格 老秀斯 59、假如没有法律他们会更快乐的话 ,那么 法律作 为一件 无用之 物自己 就会消 灭。— —洛克
60、人民的幸福是至高无个的法。— —西塞 罗
பைடு நூலகம் 46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
压铸机MC单元液压图解ING
动作名称
液压元件
油缸保压时工作状态
C2G64
C2G74
DG62
2CPRSOL
XG6
4CFSOL
DG 9
4CBSOL
C2G8
手动泄压时工作状态
C2G64
C2G74
DG62
2CPRSOL
XG6
4CFSOL
DG 9
4CBSOL
C2G8
手动泄压时工作状态
C2G64
C2G74
DG62
2CPRSOL
XG6
双向液压锁电磁换向阀油箱c2g8换向阀处于右位时的工作状态动作名称液压元件工作状态动作名称液压元件工作状态溢流阀xg6油缸前进进油油路单向阀c2g8电磁换向阀dg8电磁换向阀dg62通电导流通流右位4cbsol得电进油中位油缸前进回油油路双向液压锁c2g74通流电磁换向阀dg8右位4cbsol得电回油双向液压锁c2g74通流控制回路打开回油油路油缸保压时工作状态2cprsolc2g74dg62xg6c2g644cfsol4cbsoldg99c2g8手动泄压时工作状态c2g74dg62xg6c2g644cfsol4cbsoldg992cprsolc2g8手动泄压时工作状态c2g74dg62xg6c2g644cfsol4cbsoldg992cprsolc2g8油缸保压与油缸卸压工作状态中位截流截流保压油缸卸压单向阀c2g64通流电磁换向阀dg62右位2cprsol得电回油动作名称液压元件工作状态溢流阀xg6油缸保压单向阀c2g8电磁换向阀dg8双向液压锁c2g74失电溢流截流
向阀(4CBSOL)——双向液压锁——油缸
回油路:双向液压锁——电磁换向阀——油箱
换向阀处于右位时的工作状态
动作名称 液压元件 溢流阀(XG6) 单向阀(C2G8) 油缸前进进油油路 电磁换向阀(DG8) 双向液压锁(C2G74) 电磁换向阀(DG62) 双向液压锁(C2G74) 油缸前进回油油路 电磁换向阀(DG8) 工作状态 通电,导流 通流 右位(4CBSOL)得电 进油 通流,控制回路打 开回油油路 中位 通流 右位(4CBSOL)得电 回油 工作状态
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( 毕) 完 。液压 系统 工作 原理 如 图 1 打开 快 速 阀 ,启 动 油泵 电机 1 ,浇 好铝 水 ,将 装 好 待 铸 的 转 子 推 到 工 作 台恰 当 位 置 , 把 转 换 开 关 拧 到 联
活塞上行松模 。
1、液压 系统工作原理
液压 系 统 简 单 流程 是 :启 动 ,合 型 ,关 门 ,压 射 、
开 门 * 松 模 、推 模 、 推 杆 退 回 ,顶 料 饼 、 顶 杆 退 回
松模完毕,靠手动按下推杆按钮,线圈 Y 4 得电, A 三位 四通 电磁 阀 1。 从 中间位转 到左位 ,系统 向推料缸
射 中起 到 关 键 性 作 用 。 ( 的保护设计 : 5)顶料饼 顶料 时, 电磁 阀 1 不 通, 回油要经过节 流 阀 1 4 3,这样
使 得 顶 料 杆 动作 不 能 过快 , 因顶 料 的 负荷 1 电机,2高压油泵,3 低压油泵,4 1 , 5单向阀,5 7 、 顺序阀, 很 低 , 力 度 过 大 使压 射 缸 容 易 损 坏 , 同时 3节流 阀 6溢流阀,8减压阀,9 1, , , , , 1 1 1 1 0 1 2 4 6电磁阀,1 慢 射 顶 料 也 不 需 要 耗 费 贮 能 罐 的能 量 。节 刃 1 125T压 考 廊 汉压 潇 理 刃 流 阀在 此 起 到 节 流 保 护 的作 用 。 ( 6)防推杆被顶坏 的保护设计 :平时, 推杆处于退 回位置, 并压 紧行程开关 S 1,否则,Y 8 Q A 缸 活塞 下行 退 回, 完成 所 有 动 作 。
与信息化建设主旋律联系得更加紧密, 以 R D 技术为 FI 主 流 的 自动 识 别 产 业 将 拥 有 更 广 阔 的 发展 空 间 。.
2 0 . 8 日用电器 4 0 6 0 9
万方数据
卜 电 器 技 术 叫
… …
7 , 当系 统 未 达 到 调 定 压 力 时 , 门 不 能 动 作 。压 力 足够 时, 当 Y 得 电, 系统 向门 A2
护 装置 ,避 免 压 射 缸 误 动 作 ,保 护 推 杆 。 (7)防快压射伤人保 护设计 :防快压射伤人保护是 通 过 关 门才 进 行 压 射 来 达 到 的 , 在 门 的 下行 位 置 装 有 行程开关 SQ3,要快压射,必需 门压住该行程开关,Y A 8
才 能得 电 , 实 现压 射 动 作 。通 过 只有 关 门 才 能压 射 的联 锁 装 置 , 避 免 开 门压 射 伤 人 。
被 断 开 无 法 得 电 ,压 射 缸 不 能 动 作 , 通 过 这 样 的联 锁 保
2、液压系统的巧妙设计
(1)快速起压 的节 能型供 油 系统 设计 : 图 1,该供 如
油系统 由一 台节能新型 的 Y 1 电机 1专门设计成双 C 8 P 0 轴 伸 , 同时拖 动一 台高压 油 泵 2 和一 台低压 大流量 油泵 3。其 中低压泵流量大,压力低,它 由顺序阀 5 调节,调 定上 限压力为 5 a 左右 ; M P 高压泵流量小,压力高,它 由
通 卸 荷 , 从 而起 到 保 护 作 用 。 ( )电接 点 压 力 表 :电接 点 压 力 表 的 原理 和压 力 继 2 电器 一 样 , 但 电 接 点 压 力 表 是 用 来 保 证 液 压 系 统 压 力
( 2)贮能巧妙设计 : 图 1,系统 中装有 单 向阀 1 如 5 , 单 向 阀 有 单 向导 通 的 功 能 , 当 系 统 压 力 大 于 贮 能 缸 压 力 时 , 单 向阀 1 导 通 , 系 统 向蓄 贮 能 缸 充 工 作 液 , 直 5
智能标签正以每年 1 % 0 0 - %的速度增长,5年内R 。 2 F工
标签的应用将增长 1。 倍。
这两年是我 国 R D 技术发展最迅速 的时期 ,这将 F I 使 原有 的社 会配 套 体 系 、市 场 体 系 、合 作 伙 伴 体系 等产 生 新 的 变 化 。 随着 技 术 的 进 规 定压 力 就 进 行 快 压 射 操作 从 而 出
现废 品的现象 。
到压 力 平 衡 。当合 模 、关 门 、推模 时 , 系统 压 力 会低 于 贮 能缸压 力 , 单 向阀 1 截 止 ,此 时不 使 用贮 能缸 能量 , 5 全 部 能 量 由油 泵 供 送 。只 有 当压 射 时 , 才 使 用 贮 能 缸 的 能量 。单 向阀 的设 计 使得 系统 中出现 “ 区”一 一 特 殊 特
位 转 到 右 位 , 系 统 向合 型 缸 供 油 , 合 型 缸 活 塞 下行 合 型 。当合型完毕后,合型缸压下行程开关 S Q4,线圈 YA3
3 )半 主动式标签也称为
转 到左 位 , 系 统 向压 射 缸 供 油 ,压 射 缸 活 塞 上 行 顶 料 ; 顶料完 毕,再按下退 回按钮 ,线圈 Y 9 得 电,三 位四通 A 电磁 阀 1 从左 位转 到 右位 , 系统 向压 射缸供 油 ,压 射 2
卸荷溢流阀6调节,调定上限压力为8 P 1 M a。当 M a ̄ 2 P
液 压 系 统 压 力 低 于 顺 序 阀 5 调 定上 限压 力 时 , 单 向 阀 4
3、可改进的地方
() 1 加装保护装置
( )压 力 继 电器 :压 力继 电器 原理 是压 力 达 到设 定 1
通,顺序 阀 5 处 于截 止状态, 系统 主要 由低压 油泵供油 ; 当液 压 系 统 压 力 高 于 低 压 泵 调 定 上 限压 力 时 , 则 系 统
压 力 能 自动控 制顺 序 阀 5 导通 , 单 向 阀 4 截 止状 态 , 即
低压 泵 卸荷 ;此 时 ,系统 由高压 油泵 独 自供 油 。一 台 电 机 拖动两 台油泵 是节 能设 计 , 高低压 两 台油泵 同时使
用 ,有 起压 快 又能升 高油压 的功 能 。
压 力 时,继 电器 通 电 。液压 系统 中加 装 压 力 继 电器 , 其 控 制 线 路 控 制 电磁 阀 16 , 当压 力 继 电器 动 作 时 , 线 圈 Y 得 电,二位二通 电磁 阀 1 转 到从左位转 到右位全 A1 6
到 右位 , 系统 向推料 缸 供 油 ,推 料 缸 推 杆 退 回 。按 下 顶
料按钮 ,线 圈 Y 8 得 电,三 位 四通 电磁 阀 1 从 中间位 A 2
动状态。当系统稳定达到调定压力 8 P M a-1 M a 2 P ,按下
启 动按钮 ,线 圈 Y 7 得 电,三位 四通 电磁 阀 1 从 中间 A 1
. . . . 卜 电 器 技 术 叫 . . . .
. . . . . . … …
15 2 吨压铸机液压系统分析
摘 绍常见故 障及排 除方法等 。 关键 词 :电机 转 子 铸 铝 ; 液压 系统 ;设 计 ;故 障
张育强
1 处 于得 电状 态 ,压 射 缸 回油 直 通 油 箱 , 4 此 时 , 油 泵 来 不及 快 速 供 油 , 基 本 上 油压 来 自于 贮 能 罐 , 贮 能 罐 的 能 量 会 高 速 而 高
压 地 压 到压 射缸 , 推动快 压 射 。贮 能 罐 是 高 速 的 能 源 , 在 快 压 射 中起 到 决 定 性 作 用 , 电磁 阀 1 起 到全通卸荷 功 能,在快压 4
控缸供油,活塞下行,开门; Y 当 A3得电时 关 门 。顺 序 阀 的安 装 , 保 证 了系统 的最 低
压力,避免 系统压 力不 足 。
(4)快速压射 的巧妙设 计 :当要压铸 时,Y A 8电磁得 电,电磁阀 1 2处于直通状
态 ,供 油 系 统 向压 射 缸 供 油 ;同 时 , 电磁 阀
压 射 、顶 料 、 推 模 等 动 作 。
得 电,三 位 四通 电磁 阀 9 从 中间位转 到右位 ,系统 向 门 控缸 供 油 , 门控缸 活塞上行 关 门 。 当关 门完 毕压 下行程 开关 SQ3,线 圈 Y A 电,三位 四通 电磁 阀 1 从 中间 8得 2 位转到右位, 同时,线圈 ¥A 。 得 电,二位二通 电磁阀 1 1 转 到从左 位转 到右位全 通 回油状 态 , 此 时,大量 的 4 油来 自贮 能罐 ,高速 而稳 定 的压 力 油 推 动压 射 活塞 , 同 时压 射 缸 的油快 速 排 回油箱 , 实 现快 速 压 射 。压 射 后 延
要全面采用 RFI D。 目前欧美 发达国家 R D市场的迅速 F I 发展,表 明了 RF工 D市场 的广阔前景 。基于 R 。技术的 F I
3 "FD , I ”的应用发展 R
R 工D 可应用的层面极广, 除 了能对商品资料进行 F 读 取 外 ,也 可应 用 于食 品 、 药 品和钞 票 等方 面 , 以追 踪 产地 和防伪 品的制造 。近年来 ,R 工D 标签技术发展 十 F 分 迅 速 。 它 集 印 刷 、信 息 、计 算 机 、 电 子 技 术 于 一 体 , 并 由单 一 的 防 伪 功 能 向物 流 管 理 、航 空行 李 管 理 、超 市 商 品 管理 、 自动 化 生 产 线 部 件 管 理 和 交 通 管 理 等 方 向 发展 ,专 家认 为 R 工D 技术 终将替 代条 形码 应用 。它还 F 将 应 用 于 身份 证 件 、 电子 护 照 、税 收 管理 、文 件 资 料 、
( 5 0 广州德利 电机 制造有 限公 司 , 广州市 5 0 5 ) 1 要 :分 析 液 压 系 统 工 作 原 理 及 液 压 系统 的巧 妙 设 计 , 提 出 系统 可 改 进 之 处 , 介
1 吨压铸机是电机转子铸铝的常用设备,该设备的 2 5 压射力在 5 N 1 k 范围内无级调节,主要适用于 0 - 5 k 2 N
“ 电池 支援式”反 向散射调
制系统
其通 讯 原 理 在 被 动 式 和 主动 式 之 间 , 只有 被 阅