中间包水口快换在高效连铸机上的应用
连铸中间包快换工艺实践
连铸中间包快换工艺实践摘要:随着我国工业现代化的快速发展,目前连铸中间包快换工艺技术也获得了长足的发展,其在生产实践中的应用也变得越发广泛。
立足于现状,首先介绍了连铸中间包快换工艺的技术的定义与特征,其次对连铸中间包快换工艺的工艺技术流程进行了探讨,并在最后对连铸中间包快换工艺的优化策略进行了解析,希望可以有效提升连铸中间包快换工艺水平,确保技术应用效果。
关键词:连铸机;中间包快换;工艺优化引言随着我国铸造技术水平的不断发展,目前高效连铸机逐渐成为工业生产中必不可少的设备之一。
该设备的作业效率以及使用寿命直接决定了企业的投资回报率,同时对于提升核心竞争力也具有一定的帮助。
为了进一步介绍连铸中间包快换工艺的优化策略,现就技术工艺的特征介绍如下。
一、连铸中间包快换工艺概述连铸中间包快换工艺的出现与发展可以有效延长连铸机的综合作业效率,而采用该技术可能需要做好中间包的延长与控制工作,这一点也是连铸中间包快换工艺技术的难点之一。
通过中间包快换结束,不但可以有效解决连铸过程中的使用寿命问题,同时也可以改善生产条件,提升产品的质量。
不过,在连铸中间包快换工艺应用过程中,铸坯长时间冷却可能会导致弯曲段出现形变,这样一来弯曲段的使用寿命就会受到不同程度的营销,所以也会进一步对铸坯的整体加工质量带来不利的影响。
在工艺技术的应用过程中,需要及时对工艺进行优化,确保操作的针对性与改善效果,并及时做好操作改善工作,确保多包连换,以此来提升弯曲段的寿命水平,提升投资回报率。
二、连铸中间包快换工艺技术流程1.调整钢水温度连铸中间包快换工艺在实施快换处理之前,需要调整好钢水的温度,否则会对连铸中间包快换工艺的安全性以及更换质量造成不必要的影响。
当温度相对较高的时候,连铸中间包快换工艺的应用效果较好,不过对于开浇的速度会产生一些不利的影响。
在温度低的时候,根据情况可能会出现冻结以及接头损坏的问题,进而导致各种安全隐患与事故。
所以,在进行钢水温度的调整时,应该确保其比正常温度适当提升20℃,同时设备的整体操作时间应该不超过12分钟,根据运行的状态来调整好钢包的状态,这样就可以实现无缝衔接。
湘钢连铸中间包快换工艺实践
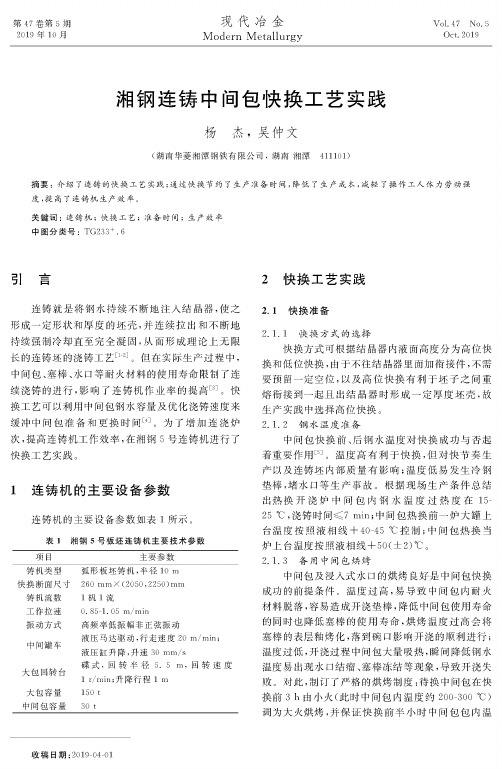
现代冶金Modern Metallurgy第47卷第5期2019年10月Vol. 47 No. 5Oct. 2019湘钢连铸中间包快换工艺实践杨杰,吴仲文(湖南华菱湘潭钢铁有限公司,湖南湘潭411101)摘要:介绍了连铸的快换工艺实践;通过快换节约了生产准备时间,降低了生产成本,减轻了操作工人体力劳动强度,提高了连铸机生产效率$关键词:连铸机;快换工艺;准备时间;生产效率中图分类号:TG233+. 6引言2快换工艺实践连铸就是将钢水持续不断地注入结晶器,使之形成一定形状和厚度的坯壳,并连续拉出和不断地 持续强制冷却直至完全凝固,从而形成理论上无限 长的连铸坯的浇铸工艺$12%。
但在实际生产过程中,中间包、塞棒、水口等耐火材料的使用寿命限制了连续浇铸的进行,影响了连铸机作业率的提高3。
快 换工艺可以利用中间包钢水容量及优化浇铸速度来 缓冲中间包准备和更换时间为了增加连浇炉次,提高连铸机工作效率,在湘钢5号连铸机进行了 快换工艺实践&1连铸机的主要设备参数连铸机的主要设备参数如表1所示&表1湘钢5号板坯连铸机主要技术参数项目主要参数铸机类型 快换断面尺寸铸机流数工作拉速振动方式中间罐车弧形板坯铸机,半径10 m 260 mm@ (2050,2250) mm1 机1 流0. 85-1. 05 m/min高频率低振幅非正弦振动液压马达驱动,行走速度20 m/min ;液压缸升降,升速30 mm/s大包回转台碟式,回转半径5. 5 m ,回转速度1 r/min ;升降行程1 m 大包容量150t 中间包容量30t2.1快换准备2.1.1 快换方式的选择快换方式可根据结晶器内液面高度分为高位快 换和低位快换,由于不往结晶器里面加衔接件,不需 要预留一定空位,以及高位快换有利于坯子之间重熔衔接到一起且出结晶器时形成一定厚度坯壳,故 生产实践中选择高位快换&2.1.2 钢水温度准备中间包快换前、后钢水温度对快换成功与否起着重要作用温度高有利于快换,但对快节奏生 产以及连铸坯内部质量有影响;温度低易发生冷钢 垫棒,堵水口等生产事故&根据现场生产条件总结出热换开浇炉中间包内钢水温度过热度在15-25 D ,浇铸时间"7 ?in ;中间包热换前一炉大罐上台温度按照液相线+ 40-45 D 控制;中间包热换当炉上台温度按照液相线+ 50(士2)°C &2.1.3 备用中间包烘烤中间包及浸入式水口的烘烤良好是中间包快换 成功的前提条件&温度过高,易导致中间包内耐火材料脱落,容易造成开浇垫棒,降低中间包使用寿命的同时也降低塞棒的使用寿命,烘烤温度过高会将 塞棒的表层釉烤化,落到碗口影响开浇的顺利进行)温度过低,开浇过程中间包大量吸热,瞬间降低钢水 温度易出现水口结瘤、塞棒冻结等现象,导致开浇失败&对此,制订了严格的烘烤制度:待换中间包在快 换前3 h 由小火(此时中间包内温度约200-300 D ) 调为大火烘烤,并保证快换前半小时中间包包内温收稿日期=2019-04-01第5期杨杰,等:湘钢连铸中间包快换工艺实践25度升至1100-1200D o在烘烤过程中要时刻对中间包内部进行检查,保证塞棒、中间包内衬良好以及包内不得有积渣&浸入式水口烘烤采用负压抽风炉抽风烘烤,快换前3h左右开负压开始烘烤,且用石棉将浸入式水口及抽风炉上口密封,以防止浸入式水口达不到烘烤要求以及在烘烤过程中温度变化不均匀导致的炸裂,并保证在快换前温度烘烤至900D以上&2.1.4快换工具准备准备拖浸入式水口用的水口钳,其他工具与正常开浇准备所用工具一致&准备挑渣条、点冷钢用的氧管及竹棍等,不加衔接件&2.2快换操作及安排进行快换时间的控制是十分重要的,要求以最快的速度对中间包进行更换&在浇铸位中间包钢水吨位为18吨时,对预热位中间包做最后检查,检查合格后升烘烤器停止烘烤,同时用钢绳通浸入式水口,检验水口是否堵塞;取下包扎在浸入式水口上的保温石棉,将预热位中间包车开到离浇铸位500mm位置&当拉速降到0.6m/min,浇铸位中间包液面高度约300mm时,关闭塞棒,停止拉矫,并推入盲板;按中间包车升降按钮,手动提升中间包的同时用水口钳夹住浸入式水口并拖出,快速开走浇铸位中间包车&开走浇铸位中间包车同时将预热位的中间包车开到浇铸位,新中间包车到位后立即降落至浸入式水口分流孔没入结晶器液面以下;大包开浇后等到中间包钢水在3-5吨时,打开塞棒,重新启动拉矫机,拉速升至0.2m/min维持2min,按照每30s升0.05m/min升速至0.4m/ min保持1min,同步进行结晶器内浅换渣和钢水液面点检操作,之后按照开浇升速标准操作&中间包快换过程中,拉速的变化至关重要。
中间包水口快换在高效连铸机上的应用

中间包水口快换在高效连铸机上的应用
蒋卫东
【期刊名称】《现代冶金》
【年(卷),期】2001(029)006
【摘要】在中间包底部安装一套中间包快换装置,使下水口与中间包分体,在液压缸推动下,快速准确进行中间包更换.
【总页数】2页(P42,52)
【作者】蒋卫东
【作者单位】江苏沙钢集团公司沙景炼钢,张家港市,215625
【正文语种】中文
【中图分类】TF0
【相关文献】
1.连铸中间包定径水口快换技术的工艺实践 [J], 王世杰
2.连铸中间包水口快换技术应用实践 [J], 史慧艳;田凤纪
3.连铸中间包定径水口快换技术的工艺实践 [J], 王世杰
4.中间包定径水口在线快速更换技术在连铸机上的应用 [J], 唐日升;田在富
5.方坯连铸的中间包水口快换技术 [J], 成旭东;顾少伟;胡进洲;唐志军
因版权原因,仅展示原文概要,查看原文内容请购买。
连铸中间罐定径水口快速更换技术
胶泥
总计
1#
1 3771 6 1 2071 0
540
4651 08
381 4
4751 2
1421 8
88
2#
1 8481 0 1 5621 0
410
5911 36
381 4
4751 2
2441 8
88
871 3 871 3
4 4211 38 5 3851 06
收稿日期 : 2007 - 03 - 12 作者简介 : 王晓慧 (1971 - ) , 女 (汉族) , 辽宁凌源人 , 凌源钢铁 集团兴钢建筑安装有限责任公司工程预算科科长 , 工程师 。
低生产成本的目的 。
有问题 , 达到试验协议规定的 30 小时 。
1 中间罐定径水口快速更换的原理和结构
随后 , 公司又根据山东麦哈勃公司提供技术及相 关备件、材料对 2# 方坯连铸机进行了快换水口罐 ,
中间罐定径水口快速更换装置由上 、下两个水 共试验了 4 个罐。其中最高寿命 30 炉 , 计 15 小时 32
———硫酸亚铁的制备 。用还原焙烧法制得高纯 度的硫酸亚铁 , 还原剂用量占烧渣的 80 % ( wt ) , 还原焙 烧 温 度 850 ℃、时 间 20 分 钟 ; 酸 浸 温 度 70 ℃、时间 20 分钟 。在此条件下烧渣的还原浸出 率可达 991 22 %。采用控制 p H 值并加入少量絮凝 剂的方法使杂质离子通过离子共沉淀的原理絮凝而 得到精制硫酸亚铁溶液[1~3 ,6] 。
64
矿 业 工 程
Mining Engineering
第2050卷7 年 第10
5期 月
·技术交流 ·
连铸中间罐定径水口快速更换技术
快速更换连铸中间包水口的装置

专利名称:快速更换连铸中间包水口的装置专利类型:实用新型专利
发明人:阮如金,何勇,刘晓青
申请号:CN202122134205.7
申请日:20210906
公开号:CN215615055U
公开日:
20220125
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种快速更换连铸中间包水口的装置,包括底座、转盘、立板、操作杆、U形架、第一支撑立柱和第二支撑立柱。
需要更换浸入式水口时,拧下锁紧螺栓,向上抬操作杆的后端,使浸入式水口与中间包下水口分离,然后转动转盘,可以使托圈逐渐远离中间包下水口,并通过第二支撑立柱顶端的第二U形支撑架支撑,在距离中间包下水口较远的地方卸下旧水口、装上新水口,工人不易被烫伤,降低了劳动强度。
换上新水口之后,转动转盘,使托圈逐渐靠近中间包下水口,到达中间包下水口下方后,向下压操作杆的末端,使浸入式水口与中间包下水口对接,同时操作杆的末端进入第一支撑立柱顶端的第一U形支撑架内,并通过锁紧螺栓锁定。
申请人:唐山市玉田金州实业有限公司
地址:063000 河北省唐山市玉田县郭家屯镇王乐庄村北
国籍:CN
代理机构:北京德崇智捷知识产权代理有限公司
代理人:贾凯
更多信息请下载全文后查看。
连铸中间包不断流更换定径水口技术的应用

定 径 水 口的快 速 更 换 , 过 特 定 的机 械 装 置 进 通 行 。机 械装 置有 一 个 制作 精 确 的水 口运 行 滑 道 , 处
于工作 状态 的定 径水 口及 备用 的定 径 水 口均 定位 在
2 定 径 水 口快 速 更 换 原 理 及 设 备 组成
2 1 工 作 原 理 .
la i g rs le r m o ze b r i g a d e o i g. Th o h whih, q ai e ae o o c s l trs s e k n e u td fo n z l u n n n r d n r ug c u l d r t f c n a tbi e ie i f l fo 9 2 r m 8. 2% t 9. % . o9 81 K e r s c n i u u a tn y wo d o tn o sc si g;t n ih;sz d n z l q ik-e a i e h i u u ds ie o ze; u c rplcng tc n q e
坯 速度 满 足作业 指 导书要 求 。见 图 1 。
漏 钢等事故 。
采用不 断流快 速更 换定 径 水 口技术 , 以在 0 可 . 1 的时 间内将 寿命 到期 的定 径水 口更 换 , s 使拉 速 稳
臣 I . > I
一
定在《 操作规程》 要求范 围内, 不会对中间包钢水注 流及 结 晶器 内钢 水 液 面产 生 不 良影 响 , 保证 铸 坯 可
( A t l kn ln o G S E FSe - igPa t f IE) e ma
Absr c Th a rd s rb st tr p a i g sz d n z l ft n ih wi u u t - f c n b o lt d ta t e p pe e c i e ha e l cn ie o zeo u d s t tc ti o a e c mp ee ho ng
连铸浸入式水口快速更换技术
连铸浸入式水口快速更换技术
赵
( 西安建筑科技大学
刚
赵 小燕
马 杰
西安 7 0 5 ) 105
冶金工程学院 , 陕西
摘 要: 介绍 了连铸浸入式水 口快速更换技 术的优越性、 工作原理及应用情 况。该技术具有延长 中间 包寿命 、 提 高钢水收得率 、 少耐材 消耗 、 减 稳定 生产组织等优点。达到 了降低 成本增加 效益 的 目的。
使滑板 中心线与下水 口中心线重合) 空试 耐火材料主要是 由中间包定位座砖 、上水 口、上滑 及下水 口( —安装结束后进行 板、 带滑板的下水 1、 : 截流板 、 3 功能性下水 口等组成。 气缸一空试正常后可固定上水 口 1 工作原理 . 2 快速更换水 口装置的固定框架连接于中间包的 底部 , 上水 口安装在 中间包内定位座砖 中, 并伸出包
( )连续更换水 口时 , ( ) ( ) 4 重复 1 一 3 的工作。 ( )浇注结束时驱动气缸将截流板推到工作位 5
( 正常浇注位 n 】 ( 取下截流板 b )
安全截流 , 浇次结束 。
35 临钢 的试验 情况 .
临钢将前 1 个浇次做为应用前试验 , 5 由于试验
情况良好 , 临钢现已经正式开始使用此项技术。 试验 情况见表 1 钢种为 Q 3 , ( 25计划连浇炉数为 4 炉 ) 8 。
底与连接在包底的更换装置内的上滑板紧密配合 , 带滑板的下水 口装入固定框架的滑道上 ,通过压脚 在线烘烤。 3 快速更换技术的应用情况 根据山西新临钢钢铁有限公司 ( 以下简称临钢) 的实际生产情况对快速更换耐火材料进行改进 , 并
制 定 了相 关规定 。
第一作者简介: 赵刚, 。 7 年生。 男 18 9 主要从事炼钢工艺、 新技术等方面的研究, 现为西安建筑科技大学在读研究生。Tl e :
中间包定径水口在线快速更换技术在连铸机上的应用
1 概 况
广东省韶关钢铁集团有 限公 司( 以下简称 “ 韶 钢” 炼轧厂 9 tO SE L电炉及一 台 4机 4流方 ) 0C N T E
组成 , 在浇钢状态下 , 两块水 口内孔中心线重合 , 以
保证钢水流通量 , 拉钢速 度由下水 口孔径 和中间包
液面来控制.浇钢一段 时间后 , 下水 口由于钢水的
快速在线更换装 置通过螺栓安装在 中间包包
底, 驱动液压缸支架焊接在包底上 , 液压缸方向与铸
机方 向呈 4 。 根据液压缸的行程 , 5角. 确定支架与 中
图 2 快速在线更换装置 的装配示意
4
图 3 快速在线更换装置与结 晶器 的相对位置
1 中间包 ; 一 一 2 更换装置 ; 一 3 摆槽 ; 一 晶器 ; 一 4 结 5 渣槽
在滑道中 , 当需要更换下水 口时 , 动液 压驱动装 启 置 , 1S 在 内推动备用下水 口由备用位置滑 向浇钢
为解决 中间包不可更换定径水 口扩径 的问题 , 达到
炉机匹配的需要 , 炼轧厂于 20 年 9月开始在 中间 01 包上采用快速在线更换水 口技术 .
2 定径水 口快速在线更 换工作 原理及 设备组成
维普资讯
总第 19期 4
20 0 6Βιβλιοθήκη 4月 南方金
属
S m. 1 9 u 4
SOUTHERN METAI S
Ap i 2 0 r 0 6 l
文章编号 : 09— 7 0 20 )2—05 0 10 9 0 (0 6 0 0 8— 3
中间包定径水 口在线快速更换 技术在连铸机 上 的应用
不断 冲刷及浸蚀 , 口孔径扩大 , 水 影响钢流的稳定和
连铸中间包快速更换定径水口技术的应用
更 换定径 水 口技术 的应 用 , 有效 解决 上述 问题 。 可
2 2 1 中 间包工 作衬 的选材 . . 中间 包工 作 衬 直 接与 钢水 接 触 , 求 中 间包 工 要 作 衬耐钢 水 和熔 渣 的侵 蚀 性 能好 , 减少 钢 液 中夹 能 杂 物 的增 加 量 , 用后 易翻包 , 轻劳 动强度 。 中间 且 减
维普资讯
第 2期
总 第 19期 6
冶 金
丛 刊
Sm.6 u 19
NO. 3
2 0 07 年 6 月
M ETALLURGI CAL COLLECT ONS I
J n 2 00 7 u e
连铸 中 间包 快 速 更 换定 径 水 口技 术 的应 用
刷及 侵蚀 , 水流 通 量 大 , 钢 当下 水 E 设计 寿命 达 到 , l 并且拉 速 超 出 规 定 范 围 时 , 用 液 压 驱 动 装 置 在 利 0 1 内将 备 用水 口由备用 位置打 到工 作 位 , .s 同时 , 原 工作位 的水 口被推 到 收 集位 , 水 通 过 新水 口注 入 钢 结 晶器 , 成下水 口的快速 更换 。 完 连铸 中 间 包 快 速 更 换 定 径 水 E 装 置 精 度 要 求 l
to uc d. Th o l ms d rn p lc t n pr c s nd s l ig m eh d r u o wa d,a d t e a v n。 rd e eprb e u i g a p ia i o e s a ovn t o swe ep tf r r o n h d a t g sWe e as h we a e r lo s o d.
( te kn ln o u n zo rn& Sel o ,Ld) Sel igPa t f aghuI ma G o te C . t
提高中间包热换效率的措施及应用
提高中间包热换效率的措施及应用摘要:通过对唐钢某产线连铸机中间包快换时间的统计分析,结合现场实际情况,通过设计相应的程序及设备,同时将中包热换的操作步骤全部打散,进行分解细化,采用可视化的SOP操作规程代替老旧的、笼统的操作规程等方式,提高岗位职工的工作效率,在保证中包热换过程中设备及生产稳定的状态下,实现高效快速的中包快换作业。
关键词:连铸;中间包热换;标准化作业0 前言自2022年下半年开始,钢铁市场逐渐低迷,各大钢铁公司由提产创效逐渐转为降本增效。
2023年伊始,我公司降本增效任务依然严峻,为达成降本增效的目标,我单位以提高作业效率作为突破点,通过梳理各项操作步骤的标准时间时,挖掘各项作业过程中存在的问题及可优化的作业步骤,以降低整体作业时间,提高作业效率。
为此我们针对连铸机中间包热换作业过程进行梳理,通过采取一系列措施,以提高连铸机中间包热换效率。
1 设备情况简介与生产现状1.1连铸机中间包情况简介连铸机中间包作为钢水包与结晶器之间过渡钢水的设备,它主要的作用主要为以下四方面:将由承载钢水的大包中流下的钢水进行分流;保持稳定的钢水液面,同时将钢水平稳的注入到结晶器中;将钢水中的残渣净化,同时避免防止钢水和空气接触发生氧化反应;起到储存钢水的作用,为连铸机中间包热换提供充足时间,还起到调节连铸机拉速的作用。
现场的连铸机中间包安装在中间罐车上,通过连铸机中间罐车行走、升降液压缸、横移液压缸等控制方式将连铸机中间包水口与结晶器进行对中,从而满足生产需求。
1.2生产现状当前现场进行连铸机中间包热换作业流程为:当钢包回转台上钢包中钢水全部流入中间包后,在中间包钢水重量达到20吨时,连铸机主控室操作人员将连铸机拉速逐渐降低至0.4m/min,当中间包钢水剩余2吨时,关闭中间包水口,将中间包升至高位,同时将线上正在烘烤的中间包烘烤器关火升起,将已经烘烤完成的中间包升至高位。
然后同时开动两台中间包车,将下线的中间包车开到烘烤位,将上线的中间包车开到浇注位,待中间包水口与结晶器完成对中后,将中间包车将至低位,同时将盛满钢水的大包通过钢包回转台旋转至中间包上方准备开浇。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工性能差, 必须经过退火处理方可满足使用 要求。 32 利用连铸坯余热对 6S CA 1 . 0i r( 3进行 2 D 退火处理是可行的。通过去应力退火 , 大大 降低 了热轧 6S CA 1 0i rC 3的表面硬度, 2 ) 消除 了内应力 , 满足了用户的使用要求。 33 利用连铸坯余热对 6S C 4 3进行 . 0i r) 2A1 退火处理 , 不需要另外投资, 节省了热处理成
可以看出, 每年单是减少冷钢而降低成
万方数据
体, 在液压中间包 水 口 快速更换
1 高效连铸机简介 投产于 2 0 0 年 9 3 0 月 0日的江苏沙钢集 团公司所属的沙景炼钢连铸车间, 经过十个
多月的生产, 引进德国 F C S U H 技术的带托爪
3 中间包水 口快换的结构及工作原理
2 问题 提 出
压缸安装到位, 按动控制按钮, 液压缸活塞杆 将原来的下水 口更换成新的下水 口, 并保证 新的下水 口与原下水 口的中心位置保持一 致, 液压缸动作时间约为05, . 这样快的推动 s 速度保证了进人结晶器的钢水不断流。如图
1 示。 所
该车间在设备正常运行的情况下, 敞开 浇注设计 日产量可达到 3 炉, 6 而连铸中间包 用硅质绝热板一般使用寿命达 6一8 , h 而处 于高温区的三流定径水口, 扩径尤其严重, 一 般在严格各项工艺要求的情况下, 该水 口只 能使用 4 左右, h 每天因为中间包不能持续连 用, 导致更换中间包频率增加, 平均每天正常 状态下要更换 3 4 - 只中间包 , 每次更换的时 间达 3 - i, 0 0 n而保护浇注采用塞棒浇注, 4m 由于塞棒机构的局 限, 使拉速 只能在 3 5 . m mn /i 以下, 从而成 为制约整个生产线 的瓶
的竖式超高功率电炉 日 产已达 犯 炉, 单炉产 量平均达 1 t与之相匹配的引进瑞士康卡 1; 0 斯特(O C S) C N AT技术的五机五流高效小方坯 连铸机, 生产断面为 1 m x m (01 3 m 3 m 20 年 0 1 0 3 月已改为生产断面为 10 m 10 m , 4m x m )该 4 全弧形连铸机半径为 8 , m 冶金长度为 2m 4, 生产普碳钢拉速为 35 4O / i 生产高 . 一 . mn m , 碳钢及其他优质钢拉速为30 35 i .一 .m mn / o
本。
( 收稿 日期 : 0 - - ) 2 1 9 3 0 0 1
3 1 热轧状态 的 6 S CA 1 . 0 i r( 3直接 使用 加 2 D
( 上接第 4 页) 2 扩径严重的情况下, 中间包 内钢水进人结晶 器的流量已超过了工艺的要求, 需用新的下 水 口更换 , 以保证满足工艺要求的新水 口。 () 2需更换不同水 口直径的定径水 口。 () 3为了调节生产节奏, 需堵流, 以保证 钢水能连续供给。 42 非正常浇注时的更换 . 在正常浇注时出现漏钢 在正常浇注时出现溢钢 通过一段时间的试用 , 已取得了单只中 间包最长连浇时间已达 2h 连浇炉数达 3 6, 5 炉的良好业绩。
江苏冶金
第2 9卷
组织均匀。用户在使用电极加热 的过程 中,
很少 出现 加 热 不 均 的现 象 , 格 率 达 到 合 9 .%, 96 基本能满足其生产需要。自从采取 热连铸坯对 6S CA 1 0i r( 3进行处理后 , 2 D 没有 用户对加热不均提出异议。 () 3退火后的 6S CA 1 组织不变, 0i r0 3 2 用 户不需要因组织问题而重新设计生产及热处 理工艺。热处理前和热处理后的组织状况见
5 应用效益
本可达数百万元 , 其中还不包括每天可节约
2( h生产2 增加30 钢的产量) h 0 多t 换中间包
时间 ( 正常换 中间包 约需 4mn 的效 0 i) 带来
益。 6 结论
按照原来每天更换 3只 中间包 ( 只 每 2 0 元)每只中间包余钢 3、 00 , t 开浇摆流槽冷 钢水 I 切头切尾坯 15( t 、 .t吨钢 1 元) 50 计 0 算, 改用快换水口中间包后 , 每天节约成本约
1 50元 。 6 0
中间包快换水 口在沙景炼钢的运用 , 不 仅给企业带来可观的经济效益 , 同时也给职 工带来了更好的操作环境 , 并达到了大幅度 的减员增效的目的; 但是, 中间包快换水口的 使用 , 对整个车间的设备的正常运行也提 出 了更高 的要求 , 必须确保 电炉一精炼炉一连 铸整个工艺程流程没有较长时间的热停, 才 能保证连铸 中间包不断流长时间浇铸 , 才能 取得最佳的经济效益 ; 下一步, 车间还准备用 中间包快换水 口进行保护浇注( 生产优质的 高碳钢) 的尝试 , 相信通过不断努力 , 一定会 取得更大的经济效益。 ( 收稿 日期 : 0 - - ) 2 1 7 5 0 0 1
第2 卷第 6 9 期 4 2o 年 1 月 2 t 1 o
江苏冶金
V l2 , o 6 o. N . 9
No 2 0 v 1 0
中间包水 口快换在高效连铸机上的应用
蒋卫 东
( 江苏沙钢集团公司沙景炼钢 张家港市 252) 1 5 6
摘要: 中间包底部安装一套 中间包快换装置 , 在 使下水 口与 中间包分
图 1 中间包水 口快换装置示意图
4 水 口快换的实际应用
颈; 这种状况促使我们必须寻求一条能延长 中间包连用率的途径, 保证整个工艺流程得 到合理的配置。“ 中间包水 口快换” 的使用从
根本上解决 了这一难题 。
万方数据
根据生产的需要中间包水 口快换主要用 于以下几种情形。 41 正常浇注时的更换 . () 1在中间包定径水口( 下转第 5 页) 2
中间包水 口快换, 是通过一套安装在 中 间包底部的中间包快换机构来完成, 其机构 由底板、 导轨、 弹簧压紧装置以及驱动( 液压 缸) 装置等组成。中间包采用镁质涂抹料, 可 以保证使用 2h 4。上水 口安装在中间包内, 需要更换的仅仅是下水 口, 下水 口全部 由耐 材组成。下水 口与中间包分体 , 正常使用时 下水 口与中间包对中安装 , 将需要更换 的下 水口安装在机构的导轨上, 需要更换时将液