基于PLC的声波清灰系统装置设计
基于PLC和交流伺服的除尘清洁设备的设计
基于PLC和交流伺服的除尘清洁设备的设计摘要:伺服系统以其高精度的控制功能而被广泛的应用在工业运动控制领域中,交流伺服具有体积小、重量轻、可靠性高、维护成本低等特点,所以在运动控制领域中占主导地位。
PLC以其可靠性高、抗干扰能力强、易学易用的特点而被应用于各个行业,同样在运动控制领域中得到了广泛的应用。
20世纪末期,PLC的发展更加适用于现代工业控制的需要,而永磁交流伺服驱动技术也有了突出的发展,基于PLC和交流伺服的运动控制系统开始被广泛的应用于运动控制中。
同样,更高精度的数控车床等设备对运动控制系统提出了更高的要求。
关键词:交流伺服PLC运动控制现代工业控制一、PLC与交流伺服的发展概况(一)PLC的发展与应用世界公认的第一台PLC是美国DEC公司1969年研制的,PLC真正地进入实用化的发展阶段是在20世纪70年代末期,计算机计数的引入使其功能发生了飞跃,PLC更加适用于工业控制的需求,更高的运算速度、超小的体积、更可靠的抗干扰设计及极高的性价比奠定了它在现在工业中的地位。
(二)、交流伺服的发展概况伺服电机最早使用的是直流电机,直流电机的电刷是致命的弱点,直流电机自身结构复杂制造成本高,维护麻烦,维修成本高。
20世纪80年代以来,随着电力电子技术、集成电路和交流调速驱动技术的发展,永磁交流伺服技术有了突出的发展,各国著名电气厂商相继推出各自的交流伺服电动机和伺服驱动器系列产品并不断完善和更新。
交流伺服系统已成为当代高性能伺服系统的主要发展方向,使原来的直流伺服面临被淘汰的危机。
90年代以后,世界各国已经商品化了的交流伺服系统是采用全数字控制的正弦波电动机伺服驱动。
交流伺服驱动装置在传动领域的发展日新月异。
到20世纪80年代中后期,各公司都已有完整的系列产品。
整个伺服装置市场都转向了交流系统。
二、除尘清洁设备的主要功能及其实现方案(一)除尘清洁设备的主要功能解析本课题是除尘清洁设备的设计,主要应用于对表面不规则零件在加工完成后需做清洁处理,可以认为是一种用于清理工件的专用机床。
基于PLC的除尘设备控制系统设计
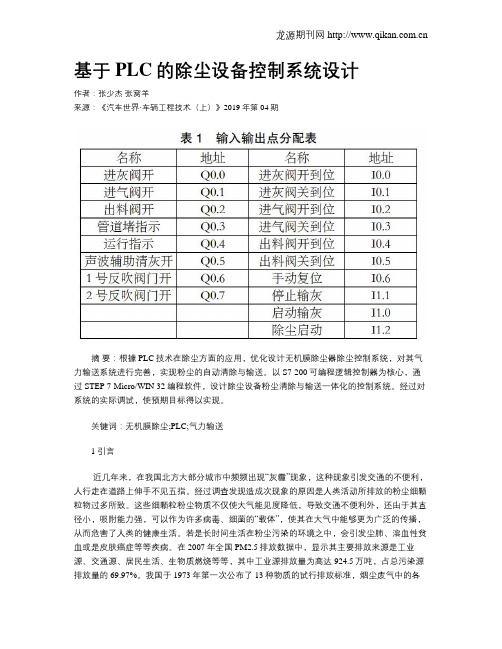
基于PLC的除尘设备控制系统设计作者:张少杰张窝羊来源:《汽车世界·车辆工程技术(上)》2019年第04期摘要:根據PLC技术在除尘方面的应用,优化设计无机膜除尘器除尘控制系统,对其气力输送系统进行完善,实现粉尘的自动清除与输送。
以S7-200可编程逻辑控制器为核心,通过STEP 7-Micro/WIN 32编程软件,设计除尘设备粉尘清除与输送一体化的控制系统。
经过对系统的实际调试,使预期目标得以实现。
关键词:无机膜除尘;PLC;气力输送1 引言近几年来,在我国北方大部分城市中频频出现“灰霾”现象,这种现象引发交通的不便利,人行走在道路上伸手不见五指。
经过调查发现造成次现象的原因是人类活动所排放的粉尘细颗粒物过多所致。
这些细颗粒粉尘物质不仅使大气能见度降低,导致交通不便利外,还由于其直径小,吸附能力强,可以作为许多病毒、细菌的“载体”,使其在大气中能够更为广泛的传播,从而危害了人类的健康生活。
若是长时间生活在粉尘污染的环境之中,会引发尘肺、溶血性贫血或是皮肤癌症等等疾病。
在2007年全国PM2.5排放数据中,显示其主要排放来源是工业源、交通源、居民生活、生物质燃烧等等,其中工业源排放量为高达924.5万吨,占总污染源排放量的69.97%。
我国于1973年第一次公布了13种物质的试行排放标准,烟尘废气中的各物质含量也受到了严格制约,在工业高速发展的今天,除尘设备如何高效环保的处理工业生产中的产生的“烟尘”已经成为了一个热点性的问题。
2 控制要求及工艺流程2.1 除尘设备简介无机陶瓷膜除尘器是目前最具潜力的新型除尘设备,因为无机膜本身由无机高分子或是一些耐性优秀的分子构成,所以相比较于其他除尘设备,无机膜本身就具有耐高温耐腐蚀性能优秀的特点,所以无机膜除尘器能更有效的应用于高温烟气的除尘之中。
本文所设计的控制系统的设备主体主要由无机陶瓷膜管,引射器,空压机等等器件构成。
本设备建设在贵州遵义一纸箱厂用于处理该厂内4t/h燃煤锅炉所排放的烟尘气体。
基于PLC的全自动超声波清洗机设计

摘要本套清洗系统,采用Mitsubishi(三菱)FX2N-64MR可编程控制器(PLC)为主控器,威伦MT6070iH型触摸屏为辅助操作界面,两者之间采用RS485(串行)通讯,设计出了一套可手/自动运行的集超声波、喷淋、鼓泡、烘干为一体的全自动清洗机。
其工位转换运用了减速电机和气缸相结合的方式,进行了优势互补。
各种传感器:温度(Pt100)、电感(Autonnics PRCML18-5DN)、行程开关的加入为系统的正常运转提供了保障。
并且还有次级控制器:变频器(OMRON 3G3JZ-A4007)、温度控制仪(OMRON E5CZ)作为保障,使得整个系统更加稳定、可靠。
该清洗系统,可广泛应用于机械制造、医疗卫生、航空航天、电子等各个行业。
关键词:PCL,触摸屏,变频器,传感器,超声波,电路设计,系统开发目录摘要 (1)目录 (2)第一章引言 (2)第二章系统主要机构原理 (3)2.1 PLC的基本结构 (3)2.2 PLC的工作原理 (3)2.2.1输入刷新阶段 (3)2.2.2程序执行阶段 (4)2.2.3输出刷新阶段 (4)2.3超声波清洗机工作原理 (4)2.4超声波清洗机的结构 (5)第三章系统硬件组成 (6)3.1电气控制 (6)3.1.1主电路 (6)3.1.2信号输入 (15)3.1.3 动作输出 (17)3.2 人机界面 (19)3.2.1人机界面的特点 (19)3.2.2人机界面的功能人机界面的主要功能: (19)3.3 清洗槽布局 (20)3.3.1 主体布局 (20)3.3.2 传动系统 (21)第四章操作说明 (22)4.1开机 (22)4.1.1手动操作 (22)4.2自动操作 (23)4.2.1报警 (23)4.3关机 (24)第五章设备选型及技术参数 (25)第六章程序设计 (27)结论 (39)参考文献 (40)致谢 (41)第一章引言随着生产力和科学技术的不断发展,人们的日常生活和生产活动大量的使用自动化控制,不仅节约了人力资源,而且很大程度的提高了生产效率,又进一步的促进了生产力快速发展,并不断的丰富着人们的生活。
利用PLC实现噪音消除系统的自动控制概要

利用PLC实现噪音消除系统的自动控制概要---1. 引言噪音污染是现代社会中常见的环境问题之一,对人类的身心健康和生产生活造成了不可忽视的影响。
为了解决这一问题,本文旨在介绍一种利用可编程逻辑控制器(PLC)实现噪音消除系统的自动控制方案。
2. 系统概述噪音消除系统是一种针对噪声环境进行主动干扰的技术,在降低噪音污染方面具有良好的效果。
本系统通过PLC控制器实现噪音感应、信号处理和声音产生等功能,从而实现对噪音的快速识别和消除。
3. 系统设计3.1 噪音感应模块噪音感应模块采用麦克风传感器对环境中的噪音进行实时采集,并将采集到的模拟信号转换成数字信号,输入到PLC控制器中进行信号处理。
3.2 信号处理模块信号处理模块是噪音消除系统的核心部分,通过PLC控制器对噪音信号进行分析和处理。
首先,PLC控制器对信号进行滤波和去噪处理,以提高信号的精确度和稳定性。
其次,根据预先设定的噪音消除算法,PLC控制器能够识别和分析噪音的频率、幅度等参数。
最后,根据分析结果,PLC控制器能够产生与噪音相位相反的声波信号,通过扬声器输出,从而实现噪音的消除。
3.3 声音产生模块声音产生模块通过PLC控制器控制扬声器的振膜,产生与噪音相位相反的声波信号。
通过调整振膜的振动频率和振幅,能够实现对不同频率和幅度的噪音的高效消除。
4. 系统优势相比传统的噪音消除方法,利用PLC实现噪音消除系统具有以下优势:- 自动化控制:通过PLC控制器实现自动化控制,能够快速、准确地响应噪音变化,并实时调整消除方案。
- 高效消除:噪音消除系统通过对噪音的准确分析和声波产生,能够有效地消除各种频率和幅度的噪音。
- 灵活可调:PLC控制器具有良好的灵活性和可调性,可以根据实际需求对噪音消除算法进行调整和优化。
5. 总结本文介绍了利用PLC实现噪音消除系统的自动控制方案。
通过噪音感应模块、信号处理模块和声音产生模块的协同工作,系统能够快速识别和消除噪音,在提升人们居住和工作环境质量方面具有重要意义。
基于PLC和组态王的声波吹灰控制系统
摘要:运用于火电厂空预器、SCR等换热设备除灰解堵的声波吹灰系统很好的满足了电厂的需求。
该系统以PLC为控制核心,辅以人机界面,并以组态王为监控软件,实现了对声波吹灰系统的自动控制与远程监控。
经过项目现场的使用,结果表明:基于PLC和组态王的声波吹灰控制系统运行稳定,自动化程度较高,并产生了较大的经济效益。
关键词:PLC;触摸屏;组态王;声波吹灰Summary: Used in thermal power plant air preheater, SCR heat transfer equipment, such as ash plugging FM high intensity sound waves can be a good blowing system meet the needs of the plant. The system PLC to control the core, supplemented by man-machine interface, and configuration king of monitoring software, the realization of sound waves blowing system of automatic control and remote monitoring. Through the use of the project site, and the results showed that: a strong sonic soot blower control system is stable and KingView loud PLC based, high degree of automation, and produce greater economic benefits.Keywords: PLC,touch screen,kingview,sonic soot blower0 引言声波吹灰系统由声波发生系统及控制系统组成。
基于PLC的锅炉省煤器声波清灰系统设计

基于PLC的锅炉省煤器声波清灰系统设计AbstractIn recent years, energy conservation has become a major issue in the world. In order to achieve this goal, it is important to make full use of various energy-saving technologies. One of these technologies is the use of sonic energy to remove ash from the surface of boiler heat exchange tubes. This technology is known as sonic cleaning technology or sonic ash cleaning technology. This paper focuses on the design of a sonic cleaning system for boiler economizers based on Programmable Logic Controller (PLC) technology. The system can effectively remove ash from the surface of the economizer tubes, thereby improving the energy efficiency of the boiler.IntroductionIn the boiler system, the economizer is an important equipment to improve energy efficiency. However, as the economizer operates, ash and dust accumulate on the surface of the heat exchange tubes, reducing the heat transfer efficiency and increasing the fuel consumption. Therefore, it is necessary to clean the ash from the surface of the economizer in a timely manner. Traditional cleaning methods, such as manual cleaning, mechanical cleaning, or chemical cleaning, have certain drawbacks, such as low efficiency, high labor costs, and environmental pollution. Sonic cleaning technology is a new and effective way to clean ash from the surface of the economizer tubes. The system is based on the use of high-frequency sound waves to produce a series ofpressure changes, which effectively remove the ash from the surface of the tubes.System DesignThe sonic cleaning system for the boiler economizer is divided into two parts: hardware and software. The hardware part includes the transducer, the controller, the power amplifier, and the horn. The software part includes the PLC program, the human-machine interface (HMI), and the data acquisition system.The transducer is the core component of the system. It converts the electrical signal into a high-frequency sound wave. The controller is responsible for sending the control signals to the transducer and adjusting the frequency, amplitude, and pulse width of the sound wave. The power amplifier amplifies the electrical signal from the controller to drive the transducer. The horn amplifies the sound wave and transmits it to the surface of the economizer tubes.The PLC program is developed using the ladder logic programming language. The program includes the control logic, the parameter settings, and the fault diagnosis function. The HMI is used to display the system status and allow the operator to monitor and control the system. The data acquisition system collects and analyzes the data from the sensors to provide feedback to the PLC program and optimize the cleaning efficiency.System OperationThe sonic cleaning system for the boiler economizer works as follows. When the boiler is operating, thecontroller sends a signal to the transducer to generate sound waves. The sound wave is amplified by the horn and transmitted to the surface of the economizer tubes. The soundwave produces a series of pressure changes, which remove the ash and dust from the surface of the tubes. The PLC program controls the frequency, amplitude, and pulse width of the sound wave to optimize the cleaning efficiency. The HMI displays the system status and allows the operator to adjust the parameters and diagnose faults. The data acquisition system collects and analyzes the data from the sensors to optimize the cleaning efficiency.ConclusionThe sonic cleaning system for the boiler economizerbased on PLC technology has the advantages of high efficiency, low labor costs, and environmental friendliness. The system can effectively remove ash and dust from the surface of the economizer tubes, thereby improving the energy efficiency of the boiler. The system can also be easily integrated withother control systems in the boiler house. The system hasgreat potential for application in the energy-saving and environmental protection industries.。
基于PLC的除尘清洁设备的设计

基于PLC的除尘清洁设备的设计摘要除尘清洁设备是一种为清洁加工工件设计的专用机床,随着制造业的不断发展,各种不同种类的除尘清洁设备在不同的行业内得到了广泛的应用,大幅度提高了生产效率。
20世纪末期,PLC与交流伺服技术飞速发展,基于PLC和交流伺服的运动控制系统开始被广泛的应用于各种数控机床中,同样,在除尘清洁专用机床中应用也是相当广泛。
专用机床除尘清洁装置一般主要由工作台与清洁气源组成,这台除尘清洁设备的设计主要用于轮胎模具的表面清洁,轮胎模具放在圆形回转工作台上,由变频器驱动回转工作台旋转并进行调速,交流伺服控制清洁气源做精确地进给运动。
PLC(可编程控制器)是除尘清洁设备的核心部分,对设备的运动系统以及逻辑开关综合控制。
关键词除尘清洁设备交流伺服PLC运动控制The Design of Dust CleaningEquipment Based on PLCAbstractThe dust cleaning equipment is a kind of special machine that is designed to clean the work piece. With the continuous development of the manufacturing sector, a variety of different types of dust cleaning equipment has been widely used in different industries, it has greatly improved production efficiency.Late 20th century, PLC and AC servo technology has developed rapidly, the motion control system based on PLC and AC servo began to be widely used in a variety of CNC machine tools, similarly, the application in special machine cleaning dust is quite extensive.Dust cleaning machine tools are generally composed of the table and cleaning gas source. This dust cleaning equipment is designed primarily for cleaning the surface of the tire mold, Tire mold is placed on the circular rotary table, and the rotary table is driven by the inverter, AC servo controlls clean air supply to make precise feed motion. PLC (Programmable Logic Controller) is the core of the dust cleaning equipment, responsible for controlling the movement of the device as well as logic switching system.Keywords Dust Cleaning Equipment AC servo PLC Motion control目录Abstract (II)第1章绪论 (1)1.1 PLC与交流伺服的发展概况 (1)1.1.1 PLC的发展与应用 (1)1.1.2 交流伺服的发展概况 (2)1.2 PLC概述 (2)1.2.1 PLC的基本概念 (2)1.2.2 PLC的特点及应用领域 (3)1.3 基于PLC控制的伺服系统概述 (3)1.4 本章小结 (4)第2章除尘设备的主要功能及其实现方案 (5)2.1 除尘设备的主要功能解析 (5)2.2 除尘清洁设备控制系统的组成 (6)2.3 除尘清洁设备相关功能的实现方案 (6)2.3.1 关于工作台限定圈数的实现方案 (6)2.3.2气源开启时工作台恒线速要求的实现方案 (9)2.3.3 气源定位精度需确保在±1mm内的可行性分析 (9)2.3.4 运动机构自动回零的实现方案 (11)2.3.5 自动工作时间限定20分钟的可行性分析 (12)2.4 本章小结 (13)第3章PLC伺服驱动器、变频器在除尘设备中的应用 (14)3.1 PLC在控制系统中的应用 (14)3.1.1 PLC的I / O口分配 (14)3.1.2 PLC在控制系统中的功能 (15)3.1.3 系统涉及的相关指令及PLC的编程 (16)3.2 伺服驱动器及其伺服电机的应用 (21)3.2.1 伺服电机工作方式的选择以及相关功能阐述 (21)3.2.2 伺服驱动器的接线方法 (22)3.2.3 伺服驱动器的参数设置 (24)3.3 变频器对旋转工作台的控制 (26)3.3.1 变频器的接线 (26)3.3.2变频器参数设置 (27)3.4 变频器对旋转工作台的控制 (29)3.5 本章小结 (29)第4章除尘清洁设备综合设计 (30)4.1 除尘清洁设备相关元件的选型 (30)4.1.1 PLC的选型 (30)4.1.2 伺服驱动器及伺服电机的选型 (30)4.1.3 变频器的选择 (31)4.2 电器元件布置图 (31)4.3 除尘清洁设备综合设计 (32)4.3.1 电气连线及电气原理图 (32)4.3.2 PLC编程 (33)4.4 本章小结 (33)结论 (34)致谢 (35)参考文献 (36)附录 (37)第1章绪论随着工业水平的不断提高,数控机床被广泛的应用于工业的各个领域,各种专用、通用机床在机械制造等各个行业发挥着不可替代的作用。
基于PLC的除尘自动化设备的设计与实现 尚晓青

基于PLC的除尘自动化设备的设计与实现尚晓青摘要:我国除尘设备在矿井、锅炉炼铁等工业场所中的应用较为广泛,尤其是物料的运输、装卸等各个环节,都会产生较多的粉尘,使用除尘设备能够有效的避免粉尘对工人造成较大的身体伤害。
但是由于有些部位温度高、烟尘量大、阵发量大,对岗位和大气环境造成严重污染。
对系统进行整合改造后大大降低了人员的配置,由于用PLC系统取代了原有的仪表控制,提升了除尘效率,风机变频控制极大降低了能耗。
在高炉生产出铁、矿井出矿时再也看不到烟尘漫天的场景了。
本文对除尘系统与除尘设备、结构等进行分析,并基于PLC进行除尘系统自动化的分析。
关键词:PLC;除尘;自动化;设备;设计1、除尘系统与除尘设备分析除尘系统按选用的除尘设备可以分为干式除尘和湿式除尘系统两种。
其中干式除尘系统使用干式除尘器,不需要用水作为除尘介质,其优点:捕集的粉尘以干粉状排出,有利于集中处理和综合利用。
其缺点:处理相对湿度高的含尘气体或高温气体时,需要采取防止结露的措施,否则易产生粉尘黏结、堵塞现象;当气体中含有有毒、有害气体时,干式除尘系统不能除去有毒、有害气体成分,对于厂房分散的现场施工难度大。
湿式除尘系统使用以水作为净化介质的湿式除尘器,其优点:除尘设备构造较简单,投资低,净化效率较高;能处理相对湿度高、有腐蚀性的含尘气,甚至尘-汽共生的含尘气体;在除尘的同时,还能吸收含尘气体中的其它有害成分,并使气体温度降低。
其缺点:耗水量大,排出泥浆状的含尘污水,容易造成二次污染,需要含尘污水处理设施。
所以构建以PLC为开发平台,为人机交互界面的湿式除尘系统,既能看到现场运行情况,又能控制除尘站的快速运行。
除尘站主要是通过空压机产生高压气体与加压水泵流出的水一起喷出形成高压水雾,将设备生产中产生的灰尘冲掉。
这样既不用耗费人力,又可节约时间,可以不断工作,并且除尘效果好。
2、除尘系统分析与结构设计通常情况下除尘器的设计工艺为:在风机的作用下将含尘气体吸入管道,经过除尘过滤拦截,将粉尘吸附到过滤器上,再对粉尘进行卸灰处理,过滤后的空气排出。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录第一章引言 (1)1.1声波清灰技术简介 (1)1.2声波吹灰器产品的优点和条件限制 (1)1.3声波吹灰装置的应用范围 (3)第二章声波清灰器清灰经济性分析 (4)2.1声波清洁器吹灰原理 (4)2.2声波清洁器工作效果 (4)2.3声波清洁器与蒸汽吹灰器运行费用比较 (5)2.4声波清洁器优缺点 (6)2.4.1声波清洁器优点 (6)2.4.2声波清洁器不足 (6)2.5蒸汽吹灰器优缺点 (6)2.5.1蒸汽吹灰器优点 (6)2.5.2蒸汽吹灰器不足 (6)2.6经济分析结论 (7)第三章基于PLC的锅炉烟灰省煤器清灰系统设计 (8)3.1确定设计任务书 (8)3.2确定外围I/O设备 (8)3.3选定PLC的型号 (8)3.4编制PLC的输入/输出分配表 (8)3.5声波清灰系统使用注意事项 (9)3.5.1声波清灰系统组成 (9)3.5.2供气 (10)3.5.3供电 (10)3.5.4供油 (11)3.5.5噪声防范 (11)3.6传感器的选择 (11)3.7声波清灰器控制工艺图,PLC接线图示意图及流程图 (13)3.8清灰系统控制程序 (16)3.8.1清灰系统控制程序梯形图 (16)3.8.2清灰系统控制程序语句表 (19)第四章PLC抗干扰设计 (22)4.1PLC系统硬件方面抗干扰设计 (22)4.1.1外界干扰的主要来源 (22)4.1.2防硬件方面干扰的措施 (22)4.1.3最终筛选设计 (26)4.2PLC系统软件方面抗干扰设计 (26)4.2.1提高PLC软件方面抗干扰的措施 (26)4.2.2故障检测程序设计 (29)4.2.3最终筛选设计 (32)结论 (33)致谢 (34)参考文献 (35)附录I系统工艺图、电原理图、流程图 (36)附录II外文文献翻译 (37)附录III外文文献原文 (44)基于PLC的声波清灰系统装置设计摘要:本课题是针对如今锅炉烟灰省煤器很容易在内壁形成积灰,降低了省煤器的效率,从而提出了基于PLC的声波清灰方法。
本文首先简单介绍了声波清灰技术,包括声波清灰器的经济性和优缺点,然后以锅炉省煤器清灰为例,设计了一套基于PLC的声波清灰系统,本文较详细的介绍了声波清灰系统的中央控制系统,硬件设计,软件设计还有外围接口电路设计,最后还从硬件和软件两方面提出了抗干扰措施。
关键词:PLC、声波清灰、程序Based on the sound of PLC system designSummary:This topic is now boiler soot economizer easily in wall formation deposited,reduced the economizer,thus the efficiency is proposed based on PLC sound grey method.This paper briefly introduces the technology,including the sound waves the advantages and disadvantages of the economy,and then to the boiler economizer design as an example,based on PLC system of sound,this paper introduces in detail the sound system in central control system,hardware design, software design and peripheral interface circuit design,finally from two aspects of hardware and software anti-interference measures put forward.Keywords:PLC、sound waves、progra第一章引言1.1声波清灰技术简介清灰技术是利用一定压力的压缩空气通过特制的气流射流环,高速喷射在一个特制的共振腔体上,将压缩空气的能量调制成一定频率、振幅和声强的声波,这种所调制出的声波是一种以能量形式存在的机械波。
声波快速而剧烈地振动,使周围作用空间的空气不断地压缩和放松,形成稠密与稀疏的变化的纵波,这种密疏相间的变化在其作用空间传播,对积灰、结垢在受热面的附着状态产生反复作用,使其发生“声致疲劳”断裂而剥离或破碎,脱离受热面表面,随着流动的烟气带出烟道而达到清灰的目的。
这种声波吹灰器利用了声波具有的直射、反射、折射及绕射的物理特性,可以充满所作用的所有空间而不留死角,对于采用动能冲刷原理的吹灰装置作用不到的死角、拐角、边角、背面等均为声波的作用场,这正是声波清灰装置别于其他形式的吹灰原理最明显的技术优势。
在正常运行条件下启动声波除灰,则由于声波的连续作用,使灰尘颗粒在声波的连续作用下,沉积、吸附条件被破坏,难以在锅炉受热面沉积和附着,使受热面持久保持洁净。
这种声波吹灰器可根据启动时省煤器进口烟气温度变化曲线调整运行时间和间隔周期,相对蒸汽吹灰装置,它随着受热面积灰的形成,到达一定程度即可启动运行。
在操作过程中,技术人员通过监视低温过热器、低温再热器和省煤器的进出口温度变化,找出积灰的形成、增厚规律,然后根据此规律,及时启动声波吹灰器,可以有效地破坏积灰形成的条件,对其形成进行有效地阻扰。
相比蒸汽吹灰装置,这种吹灰器启动相对比较频繁,因为它不必考虑对受热面管道的吹损问题,而间隔时间也比较短,所以它可以有效地阻止积灰的生成,更科学、理性地控制灰垢形成,并且有可能做到经济吹灰,优化吹灰。
从而达到持久保持受热面清洁、提高传热效率的目的。
这种声波吹灰器还通过声学耦合增大声波的传播距离以及对黏附在受热面上灰尘颗粒的作用强度。
可以保证该类型的声波吹灰器可以使用在大型锅炉水平和竖井烟道。
1.2声波吹灰器产品的优点和条件限制⒈免维护声波吹灰器工作时无转动、传动部件、设备及油润滑装置,不存在机械卡涩、阻滞、断油等机械故障,一旦安装,万事大吉。
它的耐高温、耐腐蚀材料和强力耐磨损表面涂层使其可以适应在任何容量机组锅炉的水平、竖井烟道的任何工况条件,让运行变得无忧无虑,正常运行中基本无需维护便能自动、可靠地工作,减轻了除灰技术人员的劳动强度,是“免维护型”吹灰器。
⒉工作可靠它的主要部件发声体、声学耦合喇叭等所用的金属材料均为高合金奥氏体不锈耐热钢,其材料标准标称温度为1100℃,在可能被磨损的关键部位,采用了当前先进的等离子表面喷涂钴基合金技术,使其耐磨性能大大提高。
主要的正常维护就是周期性地清理空气过滤器滤芯和巡检日常工作,别无其他维护可做,方便可靠。
3.对受热面不形成吹损、可持久保持受热面清洁在利用动能吹灰(如蒸汽吹灰)过程中,清灰过程经历了清理—少量积灰—积灰加剧—灰垢形成—再清理的循环,由于考虑到对受热面管道的强烈磨损,不能频繁启动,导致积灰加剧到一定程度时才启动清灰装置;而声波吹灰由于不依靠动力吹灰,不会吹损受热面,长时间使用可以大大减少受热面管道的磨损和爆管事故,安全可靠。
可以根据设计任意启动,清灰运行时间不受限制,可以有效地阻止积灰的形成,具有“长效”清灰作用。
根据锅炉不同的积灰特点,声波吹灰器可全自动周期性投入运行,需要时启动,不需要时即停止,使锅炉在整个连续运行的时间内,均能得到很好地清灰;4.大功率共振腔声学耦合单元采用了近锥体声音耦合喇叭,使声波作用距离达到10M以上(在试验环境下,声波吹灰器的声强在距离声源24M时检测值为130dB,试验灰椎尖顶部分表面在声波作用下完全破坏),扩展了声波除灰的空间。
如果在600MW机组锅炉上使用,其作用声场已经可以完全覆盖需要清灰的空间,克服了以往声波除灰功率小、声场作用半径小的缺陷,拓展了声波除灰的应用环境。
5.内置式安装,环保、噪音小声波清灰器可以设计成炉墙式、内置式安装、发声部件全部在炉内,在炉墙安装时,采用了填充保温、隔热材料的负压墙(隔音)箱,可有效地防止声波噪音对运行环境所造成的影响,炉外声强级≤80dB,完全符合国家环保标准。
如果采用了全部的炉内安装,在比较好的炉墙隔音条件下,更可以大大降低其噪音,达到65dB,对现场巡检人员和其他工作人员不构成噪音威胁。
声波吹灰器由于其特殊的制造材料,使其可以适应任何现场苛刻的运行环境,具有灵活的安装方式和分组运行方式,保证了在大型临界和超临界机组锅炉受热面条件下的作用距离和更加优异的吹灰效果。
该类型声波吹灰装置的条件限制:安装点的烟气流速一般应≥4m/s,以便由于声波作用从受热面管道上剥离的灰尘颗粒顺利被流动烟气带出;不能用于灰尘颗粒处于软化温度或者接近软化温度的区域,否则将会影响声波作用效果;在锅炉炉膛内部不可用,折焰角前部区域不推荐使用。
要求有比较稳定的压缩空气源(一般为厂用杂风),压力应保证在0.35MPa以上,并且保证按照分组要求,保证每组数台吹灰器同时运行时,压力降幅度小,有稳定的流量-压力曲线。
推荐采用压力蓄势空气储罐。
采用洁净压缩空气源:推荐采用两级空气过滤装置,一级在空压机前部设置,第二级设置在母管位置。
1.3声波清灰装置的应用范围(1)降低由于滤袋除尘器压差高或电除尘器运行效果差所引起的能耗减小由过分物料堆积引起的非计划停车和维修;(2)最大限度地发挥设备的工作效率以提高产量减小物料流动问题引起的混合比例失调;(3)运用声波可以保持多孔板清洁并确保正确的气流分布;(4)可作为电除尘器的辅助清灰或单独清灰系统;(5)对静电除尘器极板和极线的辅助清灰;(6)清除静电除尘器入口均流孔板的积灰;(7)清除风机内壳和转子上的积灰;(8)清除料仓、灰斗内壁上的积灰;(9)运用声波可以保持多孔板清洁并确保正确的气流分布;(10)可作为电除尘器的辅助清灰或单独清灰系统;(11)对静电除尘器极板和极线的辅助清灰;(12)清除静电除尘器入口均流孔板的积灰;(13)清除风机内壳和转子上的积灰;(14)清除料仓、灰斗内壁上的积灰.第二章声波清灰器清灰经济性分析目前国内火力发电机组清灰设备以蒸汽吹灰器为主,由于结构上的特点,加上锅炉热胀冷缩,吹灰管常有卡住、失灵及漏汽现象,设备故障率较高;维修工作量较大,在有些电厂不能经常投入使用,甚至装而不用,造成受热面积灰严重,排烟温度高,从而大大降低了锅炉热效率,给电站造成巨大的损失。
选择运行安全性能可靠的吹灰设备,为国内电厂所关注。
有些电厂在锅炉上采用了瑞典科康声力公司的声波清洁器来清洁受热面,收到了较好的效果。
仅就当前所掌握的材料将声波清洁器吹灰器与蒸汽吹灰器作简要分析对比。