压力管道焊接接头类别
压力管道焊接工艺规程完整

压力管道焊接工艺规程1 合用范围本规程合用于工业管道或公用管道中材质为碳素钢、低合金钢、耐热钢、不锈钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保护焊的焊接施工。
2 重要编制依据2.1 GB50236-2023《现场设备、工业管道焊接工程施工及验收规范》;2.2 GB/T20801-2023《压力管道规范-工业管道》;2.3 SH3501-2023《石油化工剧毒、可燃介质管道工程施工及验收规范》;2.4 GB50235-2023《工业金属管道工程施工及验收规范》;2.5 CJJ28-2023《城市供热管网工程施工及验收规范》;2.6 CJJ33-2023 《城乡燃气输配工程施工及验收规范》;2.7 GB/T5117-2023 《碳钢焊条》;2.8 GB/T5118-2023 《热强钢焊条》;2.9 GB/T983-2023 《不锈钢焊条》;2.10 YB/T5092-2023《焊接用不锈钢丝》;2.11 GB14957-1994《焊接用钢丝》;2.12 其他现行有关标准、规范、技术文献。
3 施工准备3.1 技术准备3.1.1 3.2 对材料的规定3.4 焊接人员3.4.2 3.5 施焊环境4.1 压力管道焊接施工流程图(见图1 )图1 焊 接 施 工 流 程 图 4.2 焊前准备及接头组对4.2.1 4.2.2 b )异种钢管子焊接时, 焊条或焊丝的选用一般应符合下列规定: 表1 常用钢号推荐选用的焊接材料焊前准备焊机性能确认 焊口组对质量评估正式施焊 焊接检查焊缝无损探伤结果评估焊后热解决硬度测试水压实验焊接坡口制备及清理 焊条烘干及焊丝清理焊缝外观检查是表2 不同钢号相焊推荐选用的焊接材料表3 常用钢号分类分组4.2.4 a)按SH3501-2023《石油化工剧毒、可燃介质管道工程施工及验收规范》分为SHA级的压力管道、中高合金钢及不锈钢管道的坡口应采用机械方法加工。
b)其他管道坡口宜采用机械方法加工, 当采用热加工方法时, 切割后必须去除影响焊接质量的表面层。
压力管道的接口设计及其要求

压力管道的接口设计及其要求随着现代化建设的深入推进,压力管道在工业生产中扮演着越来越重要的角色,其接口设计与要求的完善对于现代化工艺装备的合理运作极为关键。
接口设计不合理或要求未达标准,可能引发一系列问题,比如漏气、破裂等严重的安全事故。
为保障工业生产的正常进行,本文将针对压力管道的接口设计和相关要求进行探讨。
一、压力管道接头类型不同的制造商、不同的管道用途,所采用的接头类型也有不同。
常见的接头类型有:1. 油漆接头:油漆接头的作用是连接有壁厚的钢管,适用于大型压力容器和管道。
2. 焊接接头:焊接接头分为手工焊接和自动焊接两种。
手工焊接适用于小型管道,自动焊接适用于大口径压力管道。
3. 螺纹接头:螺纹接头适用于小口径、低压力范围的管道连接,常用于家用的自来水管道和燃气管道。
4. 弯头接头:弯头接头常用于弯管连接,制作时需要根据管道角度和坡度等要素来进行制作。
以上4种接头方式应根据管路的实际情况进行选择,尤其是在工业生产中,需要考虑到管道的压力、材质、管径和连接方式等多方面因素。
二、压力管道接头的主要要求在接头的制作过程中,需要注意以下几个方面:1. 接头应材质匹配:如果接头材质与管道材质不匹配,容易发生锈蚀、腐蚀等问题,导致安全隐患。
2. 接头应符合国家标准:国家标准中规定了管道接头各项要求,如强度、密封、连接方式等,制作时需要严格按照标准进行。
3. 接头应经过充分试验:管道接头在经过焊接、铸造等工艺后,需要进行适当的试验,以确保接头质量合格、稳定可靠。
4. 接头应以安全为第一要素:压力管道在工业生产中扮演着重要的角色,如果在接头制作过程中忽略安全因素,可能产生严重的后果,如漏气、破裂等。
三、常见的问题及解决方法1. 拉伸不足:拉伸不足是指接头在工作压力下,会出现由于材料不足而导致的接头断裂问题。
解决方法是增加接头长度和厚度,提高接头材料的强度。
2. 密封失效:密封失效是指管道接头在装配后会出现漏气、渗漏、严重的是产生爆炸等安全事故。
压力管道元件的定义

压力管道元件的定义
压力管道元件是指在压力管道系统中承受压力的部件。
它们起着连接、密封、
支撑和控制流体的作用。
压力管道元件通常由金属或非金属材料制成,并根据其用途和工作条件的要求进行选择。
常见的压力管道元件包括以下几种:
1. 管接头:管接头用于连接和固定不同管段,可分为焊接、螺纹和法兰等类型。
它们能够提供强大的连接和密封性能,确保管道在运行过程中不发生泄漏或脱落。
2. 弯头:弯头用于改变管道的流向和方向。
根据需求可制成不同角度和曲率的
弯头,以适应管道布局的要求。
3. 法兰:法兰是一种连接管道的常用元件,其主要作用是连接两个管段,并通
过螺栓将它们紧密地固定在一起。
法兰通常由金属制成,具有较高的强度和密封性能。
4. 支架:支架用于支撑管道系统,确保管道的稳定和安全运行。
根据管道的类
型和结构,支架可以采用不同的形式,如吊架、支座和夹具等。
5. 规管阀门:规管阀门用于控制和调节流体的流量和压力。
它们可以实现开关、截止、调节和非返回等功能,以确保管道系统的正常运行。
压力管道元件在工业生产、能源输送和化学工艺等领域中起着重要的作用。
它
们承载着压力、温度和介质等多种因素的挑战,并确保管道系统安全可靠地运行。
因此,正确选择、安装和维护压力管道元件至关重要,以提高管道系统的效率和可靠性。
压力管道设计常用管件标准及区别

压⼒管道设计常⽤管件标准及区别压⼒管道设计常⽤管件标准及区别压⼒管道设计常⽤管件标准及区别24.压⼒管道设计常⽤管法兰标准有下列四类:1.国家标准1)《钢制管法兰》GB/T9112~9124国家标准是参照《钢法兰》ISO/DIS7005-Ⅰ编制⽽成。
其公称直径范围、法兰结构及密封⾯形式等与ISO标准基本相同。
标准的构成形式为⼀种法兰型式、⼀种密封⾯型式和⼀种连接型式构成⼀个标准。
标准中有两个公称压⼒系列:0.25,0.6,1.0,1.6,2.5,4.0,6.3,10.0,16.0Mpa;2.0,5.0,11.0,15.0,26.0,42.0Mpa。
公称直径范围因公称压⼒不同⽽异:PN=0.25Mpa,DN max=3000mm;PN=42.0Mpa,DN max=3000mm。
法兰结构型式:有整体、螺纹、对焊、带颈平焊、带颈承插焊、板式、对焊环松套板式、对焊环松套带颈、平焊环松套板式、板式翻边松套、法兰盖等。
2)《⼤直径碳钢管法兰》GB/T13402-92基本上是等效采⽤《⼤直径碳钢管法兰》API605。
公称压⼒PN为2.0、5.0、6.3、15Mpa。
公称直径范围为DN650~1500mm。
法兰结构有对焊式和整体式两种,密封⾯为凸⾯。
2.中国⽯油化⼯集团公司标准《⽯油化⼯钢制管法兰》SH/T3406-96SH/T3406-1996是根据⽯油化⼯⽣产的特点,参照美国国家标准《钢制管法兰及法兰管件》ASME B16.5及美国⽯油协会标准《⼤直径碳钢法兰》API605编制⽽成。
标准属于美洲体系。
公称压⼒范围PN=1.0、2.0、5.0、6.8、10.0、15.0、25.0、42.0Mpa。
公称直径范围为DN15~1500mm。
DN≤600mm的法兰型式有对焊平焊承插焊松套螺纹等五种。
DN≥650mm的法兰仅有对焊法兰。
密封⾯型式,DN≤600mm时有凸台⾯、榫槽⾯、环槽⾯、凹凸⾯和全平⾯等五种。
DN≥650mm仅有凸台⾯。
压力管道焊接法兰工艺规程(含卡箍连接)

压力管道与法兰焊接工艺规程1.总则;为加强的焊接质量,防止法兰变型,管道漏油。
给公司造成经济损失,管道的焊接必须采用手工电弧焊。
2.焊前准备2.1坡口加工后应进行外观检查,其表面不得与裂纹、夹层等缺陷。
2.2焊接接头组对前,应用手工或机械方法清理内外表面,在坡口两侧20mm范围不得有油漆、毛刺、锈斑、氧化皮及其他对焊接过程有害的杂物。
3.焊接管道对接头焊接形式见图1管道与对焊法兰如图a,钢管与法兰颈部对焊管道与平焊法兰如图3.0.2,钢管外径插入法兰内径焊接3.1定位焊应与正式焊接工艺相同,其焊缝长度宜为10~15mm,高宜为2~4mm,且不超过壁厚的2/3.3.2不得在焊件表面引弧或试验电流,焊件表面不得有电弧擦伤等缺陷。
3.3定位焊的焊缝不得有裂纹及其它缺陷,若发现缺陷应及时清除,定位焊焊道的两端应修磨成缓坡形。
3.4在保证焊透及熔合良好的条件下,应选用小的焊接参数,采用短弧、多层多焊道,层间温度控制在60℃以下。
3.5有耐腐蚀性要求的双面焊焊缝,与介质接触的一侧应最后焊接。
3.6采用手工电弧焊打底但施焊者必须具备相应焊工合格项目,其焊接工艺参数见下表:3.7在焊接中应确保起弧与收弧的质量,收弧时应将弧坑填满,多层焊的层间接头应相互错开。
3.8为防止焊接法兰盘的变型,法兰盘和管道打底焊接时应分为三段焊接应小电流焊接。
第二遍时电流可适应调大,电流参数见上表。
3.9焊接完毕后,应及时将焊缝表面的熔渣及附近的飞溅物清理干净,并检查焊口质量。
4.要求质检检收4.1焊口要求外观平整。
4.2法兰盘焊完后不得变型超过0.15-0.30mm。
不合格作废,根据法兰和管道粗细进行处理【主任和操作员】焊接电流的选择主要根据焊条直径选择电流,焊接电流选择注:立、仰、横焊电流应比平焊小10%左右。
焊角焊缝时,电流要稍大些。
打底焊时,特别是焊接单面焊双面成形焊道时,使用的焊接电流要小;填充焊时,通常用较大的焊接电流;盖面焊时,为防止咬边和获得较美观的焊缝,使用的电流稍小些。
压力管道安装焊接工艺规定

焊接通用工艺压力管道安装2013-08-01 发布 2013-08-01实施xxxxxxxxxxxxxxxxxx 发布编制:2013年 08 月 01 日审核:2013年 08 月 01 日批准:2013年 08 月 01 日1 适用范围本规程适用于工业管道或公用管道中材质为碳素钢、低合金钢、合金钢、耐热钢、不锈钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保护焊的焊接施工。
2 主要编制依据2.1 GB50236-2011《现场设备、工业管道焊接工程施工及验收规范》;2.2 GB/T20801-2006《压力管道规范-工业管道》;2.3 SH3501-2001《石油化工剧毒、可燃介质管道工程施工及验收规范》;2.4 GB50235-2010《工业金属管道工程施工及验收规范》;2.5 CJJ28-89 《城市供热管网工程施工及验收规范》;2.6 CJJ33-89 《城镇燃气输配工程施工及验收规范》;2.7 GB/T5117-2012 《碳钢焊条》;2.8 GB/T5118-2012 《低合金钢焊条》;2.9 GB/T983-2012 《不锈钢焊条》;2.10 YB/T4242-2011 《焊接用不锈钢丝》;2.11 GB1300-77 《焊接用钢丝》;2.12 其他现行有关标准、规范、技术文件。
3 施工准备3.1 技术准备3.1.1压力管道焊接施工前,应依据设计文件及其引用的标准、规范,并依据我公司焊接工艺评定报告编制出焊接工艺技术文件(焊接工艺卡或作业指导书)。
如果属本公司首次焊接的钢种,则首先要制定焊接工艺评定指导书,对合金钢做抗裂敏感性试验,然后对该种材料进行工艺评定试验,合格后做出焊接工艺评定报告。
3.1.3 压力管道施焊前,根据焊接作业指导书应对焊工及相关人员进行技术交底,并做好技术交底记录。
3.1.4对于高温、高压、极度和高度危害物质、易燃、易爆的压力管道,在焊接施工前应画出焊口位置示意图,以便在焊接施工中进行质量监控。
压力管道特性表
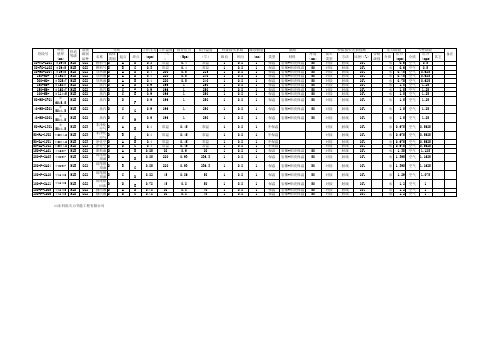
焊接接头无损检测 方法 射线 射线 射线 射线 射线 射线 射线 射线 射线 射线 射线 射线 射线 射线 射线 射线 射线 射线 射线 射线 射线 射线 比例(%) 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 10% 合格 级别
介质
岩棉+铝壳保温 岩棉+铝壳保温 岩棉+铝壳保温 岩棉+铝壳保温 岩棉+铝壳保温 岩棉+铝壳保温 岩棉+铝壳保温
50 50 50 50 50 50 50
压力试验 压力 (mpa) 水 0.6 水 0.6 水 0.75 水 0.75 水 0.75 水 1.5 水 1.5 水 1.5 水 1.5 水 1.5 水 1.5 水 0.675 水 0.675 水 0.675 水 0.675 水 1.35 水 1.395 水 1.395 水 1.29 水 1.2 水 1.2 水 1.2
特种设备压力管道的定义和划分标准

特种设备压力管道的定义和划分标准一、特种设备压力管道的定义特种设备压力管道是指输送、储存各种工质、输送、变换、控制和测量的管道和管道元件的总称。
其主要包括输送介质的管道、容器和设备等。
特种设备压力管道具有以下特点:1. 承受的压力≥0.1MPa的管道;2. 管道连接:焊接、螺纹连接、法兰或者螺栓接头等;3. 管道应用范围:液态、气态、半固态介质;4. 其他管道和元件:管道支架、管道支吊架、管道固定支架、管道补偿器、阀门、法兰、疏水器、爆破片、挡泥板、泄压装置、防闷燃装置等。
二、特种设备压力管道的划分标准特种设备压力管道的划分标准主要包括以下几个方面:1. 基本分类:按其压力等级和工作温度等级划分为不同类别;2. 安全技术要求分类:根据其使用环境和要求的安全技术水平进行分类;3. 结构特点分类:按其结构形式、材料和执行标准等进行分类。
三、深入理解特种设备压力管道特种设备压力管道是工业生产中不可或缺的重要元素之一,其质量和安全性对生产过程和人员安全有着至关重要的影响。
在设计、制造、安装、维护和检验过程中,需要严格遵守相关的标准和规定,确保其正常运行和安全使用。
在我看来,特种设备压力管道的重要性不言而喻。
它不仅是工业生产中的重要设备,也是相关工作者安全工作的保障。
我们必须深入理解特种设备压力管道的定义和划分标准,以保证其在工业生产中的作用和安全性。
特种设备压力管道的定义和划分标准对于工业生产和人员安全至关重要。
我们应该深入理解其相关知识,并严格遵守相关标准和规定,以确保特种设备压力管道的正常运行和安全使用。
在未来的工作和学习中,我将继续深入学习特种设备压力管道相关知识,不断提高自己的专业水平,为工业生产的安全和稳定做出贡献。
特种设备压力管道是工业生产中不可或缺的重要元素之一,是输送、储存各种工质、输送、变换、控制和测量的管道和管道元件的总称。
它不仅承受着各种介质的压力,而且还需要满足安全、稳定、耐腐蚀、耐高温等特殊要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力管道焊接接头类别
压力管道焊接接头是指用于连接和固定压力管道的部件,是管道系统中非常重要的组成部分。
不同类型的压力管道焊接接头在不同的工况和环境下起到不同的作用。
本文将介绍几种常见的压力管道焊接接头类别,包括对接焊接接头、承插焊接接头、弯头接头以及法兰接头。
一、对接焊接接头
对接焊接接头是最常见的一种接头类型,它通过将两根管道的端部相互对接,再进行焊接,实现管道的连接。
对接焊接接头分为直缝对接焊接接头和环缝对接焊接接头两种类型。
1. 直缝对接焊接接头
直缝对接焊接接头适用于直线管道的连接。
在焊接过程中,需要将两根管道端部割成一定的坡口形状,然后进行对接和焊接。
直缝对接焊接接头具有焊接强度高、接头紧凑、适用于各种压力和温度条件等优点。
2. 环缝对接焊接接头
环缝对接焊接接头适用于环形管道的连接。
在焊接过程中,需要将两根管道的端部制作成一定的环形坡口,再进行对接和焊接。
环缝对接焊接接头具有焊接强度高、接头紧凑、适用于高温高压条件等优点。
二、承插焊接接头
承插焊接接头是通过将一根管道插入另一根管道的内部,再进行焊接,实现管道的连接。
承插焊接接头分为承插焊接弯头和承插焊接三通两种类型。
1. 承插焊接弯头
承插焊接弯头适用于需要改变管道流向的场合。
在焊接过程中,需要将一根管道的一端插入另一根管道内部,并采用焊接的方式固定连接。
承插焊接弯头具有结构简单、连接牢固、操作方便等优点。
2. 承插焊接三通
承插焊接三通适用于需要将一个管道分为两个或将两个管道合并为一个的场合。
在焊接过程中,需要将一根管道的一端插入另一根管道的侧面,并采用焊接的方式固定连接。
承插焊接三通具有连接紧密、强度高、操作简便等优点。
三、弯头接头
弯头接头是一种用于改变管道流向的接头。
根据弯头的形状和角度不同,可以分为等径弯头和异径弯头两种类型。
1. 等径弯头
等径弯头适用于需要改变管道流向并保持管道直径不变的场合。
在制作过程中,需要将一根管道弯曲成一定的角度,使管道的流向发
生改变。
等径弯头具有结构紧凑、流阻小、外观美观等优点。
2. 异径弯头
异径弯头适用于需要改变管道流向并改变管道直径的场合。
在制作过程中,需要将一根管道弯曲成一定的角度,并改变管道的直径。
异径弯头具有结构紧凑、流阻小、适用于管道直径不同的场合等优点。
四、法兰接头
法兰接头是一种通过法兰连接来实现管道连接的接头。
法兰接头分为对焊法兰接头和螺纹法兰接头两种类型。
1. 对焊法兰接头
对焊法兰接头适用于需要拆卸的管道连接。
在制作过程中,需要在管道的两端焊接法兰,然后通过法兰螺栓将两个法兰紧密连接。
对焊法兰接头具有连接可靠、拆卸方便等优点。
2. 螺纹法兰接头
螺纹法兰接头适用于小口径、低压力的管道连接。
在制作过程中,需要在管道的两端制作螺纹,并通过螺纹连接将两根管道固定。
螺纹法兰接头具有结构简单、安装方便等优点。
不同类型的压力管道焊接接头在不同的工况和环境下起到不同的作用。
了解这些接头的特点和适用场合,对于正确选择和使用接头,
确保管道系统的安全运行具有重要意义。