冲压件表面检验标准
冲压件检验标准
冲压件检验标准冲压件是机械制造中常见的一种零部件,其质量直接关系到整个产品的性能和可靠性。
因此,对冲压件的检验标准显得尤为重要。
冲压件的检验标准主要包括外观质量、尺寸偏差、材料成分、力学性能等方面,下面将对这些方面进行详细介绍。
首先是外观质量的检验标准。
外观质量是冲压件的首要检验指标之一,包括表面光洁度、表面缺陷、表面涂装、标识等方面。
在检验外观质量时,应注意观察冲压件表面是否有裂纹、气泡、划痕等缺陷,以及表面涂装是否均匀、标识是否清晰完整。
外观质量的好坏直接影响到产品的美观度和使用寿命,因此在检验时需严格把关。
其次是尺寸偏差的检验标准。
冲压件的尺寸偏差是指冲压件实际尺寸与设计尺寸之间的差异。
在检验时,应根据设计图纸和相关标准规定,采用合适的测量工具对冲压件的尺寸进行检测,确保其符合要求。
尺寸偏差过大会直接影响到冲压件的装配和使用,甚至会导致产品的失效,因此在检验时需格外重视。
其次是材料成分的检验标准。
冲压件的材料成分直接关系到其力学性能和耐腐蚀性能。
在检验时,应对冲压件的材料成分进行化学成分分析,确保其符合相关标准要求。
同时,还需对材料进行金相组织分析,以确保其组织结构均匀,无夹杂和缺陷。
材料成分的合格与否直接关系到冲压件的使用寿命和安全性,因此在检验时需严格执行相关标准规定。
最后是力学性能的检验标准。
冲压件的力学性能包括强度、硬度、韧性等指标。
在检验时,应根据相关标准规定,采用合适的试验设备对冲压件的力学性能进行检测,确保其符合设计要求。
力学性能的好坏直接关系到冲压件在使用过程中的承载能力和抗疲劳性能,因此在检验时需特别重视。
综上所述,冲压件的检验标准涉及到外观质量、尺寸偏差、材料成分、力学性能等多个方面,对冲压件的质量和性能起着至关重要的作用。
在实际生产中,我们应严格执行相关标准规定,加强对冲压件的检验工作,确保产品质量,提高产品的竞争力和市场占有率。
冲压件判定标准
同拉延工序
同拉延工序
翻边、压 弯工序
塌边 翻边
压弯
目视
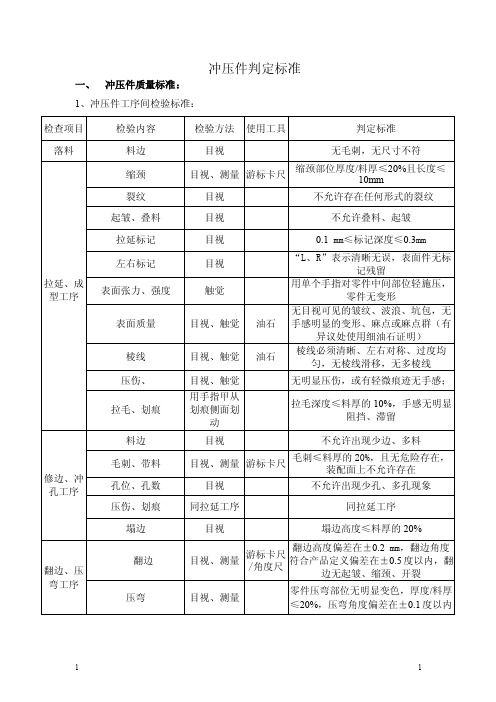
塌边高度≤料厚的 20%
目视、测量
游标卡尺 /角度尺
翻边高度偏差在±0.2 mm,翻边角度 符合产品定义偏差在±0.5 度以内,翻
边无起皱、缩颈、开裂
目视、测量
零件压弯部位无明显变色,厚度/料厚 ≤20%,压弯角度偏差在±0.1 度以内
1
1
2、冲压件上检具检测判定标准:
编制:
1
审核:
批准:
2
异议处使用细油石证明) 棱线必须清晰、左右对称、过度均
匀,无棱线滑移,无多棱线
目视、触觉
无明显压伤,或有轻微痕迹无手感;
用手指甲从 划痕侧面划
动
拉毛深度≤料厚的 10%,手感无明显 阻挡、滞留
目视
不允许出现 20%,且无危险存在, 装配面上不允许存在
目视
不允许出现少孔、多孔现象
检查项目
检验内容
检验方法
定位孔
孔径 孔位
测量 测量
定位面
平度 间隙
测量 测量
装配孔
孔径 孔位
测量 测量
装配面
平度 间隙
测量 测量
工艺、减 重孔
孔径 孔位
测量 测量
焊接搭接 面
平度 间隙
测量 测量
一般型面
平度 间隙
测量 测量
使用工具 游标卡尺 /间隙尺
游标卡尺 /间隙尺 游标卡尺 /间隙尺 游标卡尺 /间隙尺 游标卡尺 /间隙尺 游标卡尺 /间隙尺 游标卡尺 /间隙尺
一、 冲压件质量标准:
冲压件判定标准
1、冲压件工序间检验标准:
检查项目
检验内容
五金冲压件检验标准
五金冲压件检验标准五金冲压件是指利用模具将金属板材、管材等进行冲压、弯曲、拉伸、压缩等加工工艺制成的零部件。
在五金冲压件的生产过程中,检验是非常重要的环节,它直接关系到产品的质量和安全性。
因此,制定和执行严格的五金冲压件检验标准是十分必要的。
首先,五金冲压件的外观质量是需要进行检验的重点之一。
在外观检验中,应当注意观察产品表面是否有明显的划痕、凹陷、氧化、变形等缺陷,同时要检查产品的尺寸、形状、平整度和表面光洁度是否符合要求。
外观质量的合格与否直接影响到产品的美观程度和使用寿命,因此外观检验应当十分严格。
其次,五金冲压件的尺寸精度也是需要进行严格检验的内容之一。
在尺寸检验中,应当使用合适的测量工具,如千分尺、游标卡尺等,对产品的长度、宽度、厚度等尺寸进行精确测量,并与设计图纸进行对比,确保产品的尺寸精度符合要求。
尺寸精度的合格与否直接关系到产品的装配性能和使用效果,因此尺寸检验也是十分重要的。
另外,五金冲压件的材料成分和力学性能也是需要进行检验的重点内容之一。
在材料成分检验中,应当使用化学分析仪器对产品的材料成分进行分析,确保其符合相关标准和要求。
在力学性能检验中,应当使用拉力试验机、硬度计等设备对产品的抗拉强度、硬度等性能进行测试,确保产品的力学性能符合要求。
材料成分和力学性能的合格与否直接关系到产品的使用安全性和可靠性,因此这两项检验也是十分关键的。
最后,五金冲压件的表面涂装和防腐蚀性能也是需要进行检验的重要内容之一。
在表面涂装检验中,应当对产品的喷涂、镀层等涂装工艺进行检查,确保其涂层的厚度、附着力、颜色等性能符合要求。
在防腐蚀性能检验中,应当使用盐雾试验箱等设备对产品的防腐蚀性能进行测试,确保产品能够在恶劣环境下具有良好的防腐蚀性能。
表面涂装和防腐蚀性能的合格与否直接关系到产品的使用寿命和环境适应性,因此这两项检验也是非常重要的。
综上所述,五金冲压件的检验工作是非常重要的,它直接关系到产品的质量和安全性。
冲压件检验标准

冲压件检验标准冲压件是机械制造中常见的一种零部件,其质量直接影响到整个产品的质量和性能。
因此,对冲压件的检验标准显得尤为重要。
本文将围绕冲压件的检验标准展开讨论,以期为相关行业提供参考。
首先,冲压件的外观质量是最直观的检验指标之一。
外观质量包括冲压件的表面光洁度、无损伤、无变形等方面。
在检验时,应该通过肉眼或辅助工具对冲压件进行全面、细致的观察。
同时,可以采用比对样件、使用光源照射等方式来确保外观质量的一致性和准确性。
其次,冲压件的尺寸精度也是需要严格检验的重要指标。
尺寸精度直接关系到冲压件的装配和使用。
在检验过程中,应该采用精密的测量工具,如千分尺、游标卡尺等,对冲压件的尺寸进行精确测量,并与设计图纸进行比对,以确保尺寸精度符合要求。
另外,冲压件的材料成分和力学性能也是需要重点检验的内容之一。
材料成分的检验可以通过化学分析、光谱分析等手段进行,以确保冲压件所使用的材料符合标准要求。
而力学性能的检验则需要通过拉伸试验、冲击试验等方式来进行,以确保冲压件在使用过程中具有足够的强度和韧性。
此外,冲压件的表面涂装和防腐蚀性能也是需要重点考虑的内容。
表面涂装应该均匀、牢固,不应有脱落、起泡等现象。
而防腐蚀性能则需要通过盐雾试验、湿热循环试验等方式来进行检验,以确保冲压件在各种恶劣环境下都能保持良好的表面状态。
最后,对于一些特殊要求的冲压件,如汽车车身件、航空航天零部件等,还需要根据相关行业标准进行特殊的检验,以确保冲压件的质量符合特定的使用要求。
综上所述,冲压件的检验标准涉及到外观质量、尺寸精度、材料成分、力学性能、表面涂装和防腐蚀性能等多个方面。
只有严格按照标准要求进行检验,才能保证冲压件的质量稳定、可靠,从而确保整个产品的质量和性能。
希望本文所述内容能够为相关行业提供一定的参考价值,同时也希望各行业能够根据自身实际情况,制定更加严格、科学的冲压件检验标准,为产品质量的提升提供有力保障。
五金冲压件检验标准

五金冲压件检验标准五金冲压件是制造业中常见的零部件,其质量直接关系到产品的使用性能和安全性。
为了保证五金冲压件的质量,必须对其进行严格的检验。
本文将介绍五金冲压件的检验标准,以便相关人员能够正确进行检验工作。
一、外观检验。
外观检验是五金冲压件检验的第一道工序,主要包括表面平整度、表面无损伤、表面无氧化等方面。
在外观检验中,应该使用肉眼和辅助工具进行检查,确保五金冲压件的外观符合要求。
二、尺寸检验。
尺寸检验是五金冲压件检验的重要环节,主要包括尺寸精度、尺寸偏差、尺寸一致性等方面。
在尺寸检验中,应该使用专业的测量工具,如千分尺、游标卡尺等,确保五金冲压件的尺寸符合要求。
三、材料检验。
材料检验是五金冲压件检验的基础,主要包括材料成分、材料硬度、材料强度等方面。
在材料检验中,应该使用化学分析仪、硬度计、拉伸试验机等设备,确保五金冲压件的材料符合要求。
四、功能性能检验。
功能性能检验是五金冲压件检验的关键,主要包括耐磨性、耐腐蚀性、承载能力等方面。
在功能性能检验中,应该使用专业的测试设备,如磨损试验机、盐雾试验箱、拉力试验机等,确保五金冲压件的功能性能符合要求。
五、包装检验。
包装检验是五金冲压件检验的最后一道工序,主要包括包装完整性、包装标识、包装数量等方面。
在包装检验中,应该对五金冲压件的包装进行全面检查,确保包装符合运输和储存的要求。
综上所述,五金冲压件的检验标准涉及外观、尺寸、材料、功能性能和包装等多个方面,必须严格按照标准操作,确保产品质量。
只有通过严格的检验,才能确保五金冲压件的质量稳定,为客户提供优质的产品。
希望相关人员能够严格按照本文介绍的检验标准进行操作,确保五金冲压件的质量,提升企业竞争力。
冲压件外观检验标准

冲压件外观检验标准冲压件作为机械制造中常见的零部件,其外观质量直接关系到产品的整体质量和美观度。
因此,制定并执行合理的冲压件外观检验标准对于保证产品质量具有重要意义。
本文将就冲压件外观检验标准进行详细阐述,以期为相关行业提供参考。
首先,冲压件外观检验标准应包括以下内容:1. 表面缺陷,包括但不限于划痕、凹陷、氧化、锈蚀等,应明确规定各类表面缺陷的允许范围和标准。
2. 尺寸偏差,冲压件的尺寸偏差直接影响其在装配过程中的匹配性,因此应对尺寸偏差进行详细规定,并确保符合相关标准。
3. 表面处理,对于需要进行表面处理的冲压件,如喷涂、镀层等,应明确规定其表面处理的均匀度、附着力等标准。
其次,冲压件外观检验标准的制定应遵循以下原则:1. 合理性原则,冲压件外观检验标准应既能保证产品质量,又要尽量减少不必要的成本和浪费,因此应在合理范围内制定标准。
2. 实用性原则,冲压件外观检验标准应具有可操作性和实用性,便于生产现场的操作人员进行检验和判定。
3. 统一性原则,针对同一类冲压件,应统一外观检验标准,避免因标准不统一而导致的混乱和误判。
最后,冲压件外观检验标准的执行应注意以下事项:1. 培训,对生产现场的操作人员进行冲压件外观检验标准的培训,使其能够准确理解和执行标准。
2. 检验设备,配备符合要求的检验设备,确保冲压件外观检验的准确性和可靠性。
3. 记录和反馈,对冲压件外观检验结果进行记录,并及时反馈给相关部门,以便进行后续的质量改进和控制。
综上所述,冲压件外观检验标准的制定和执行对于保证产品质量和提高生产效率具有重要意义。
希望本文所述内容能够为相关行业提供参考,促进冲压件外观检验标准的不断完善和提高。
冲压件判定标准
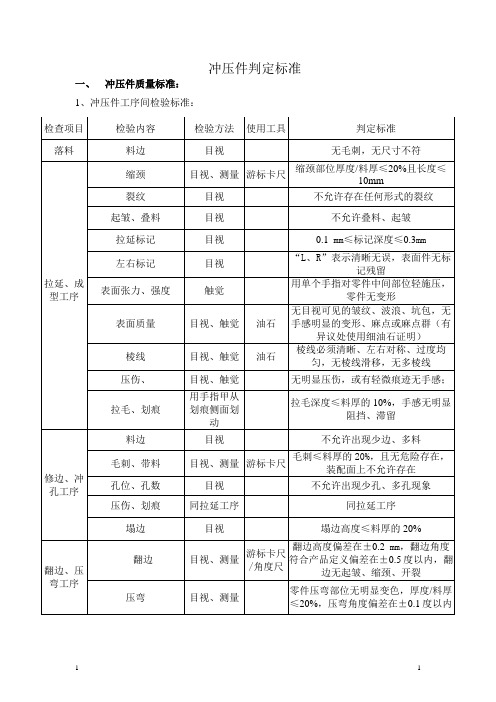
表面张力、强度
触觉
用单个手指对零件中间部位轻施压,零件无变形
表面质量
目视、触觉
油石
无目视可见的皱纹、波浪、坑包,无手感明显的变形、麻点或麻点群(有异议处使用细油石证明)
棱线
目视、触觉
油石
棱线必须清晰、左右对称、过度均匀,无棱线滑移,无多棱线
压伤、
目视、触觉
无明显压伤,或有轻微痕迹无手感;
+0.1mm
孔位
测量
游标卡尺/间隙尺
±0.2mm
定位面
平度
测量
游标卡尺/间隙尺
±0.3mm
间隙
测量
游标卡尺/间隙尺
±0.3mm
装配孔
孔径
测量
游标卡尺/间隙尺
+0.1mm
孔位
测量
游标卡尺/间隙尺
±0.3mm
装配面
平度
测量
游标卡尺/间隙尺
±0.5mm
间隙
测量
游标卡尺/间隙尺
±0.5mm
工艺、减重孔
孔径
测量
游标卡尺/间隙尺
±1mm
孔位
测量
游标卡尺/间隙尺
±1mm
焊接搭接面
平度
测量
游标卡尺/间隙尺
±0.5mm
间隙
测量
游标卡尺/间隙尺
±0.5mm
一般型面
平度
测量
游标卡尺/间隙尺
±0.5mm
间隙
测量
游标卡尺/间隙尺
±0.5mm
2、冲压件上检具检测判定标准:
编制:审核:批准:
拉毛、划痕
用手指甲从划痕侧面划动
拉毛深度≤料厚的10%,手感无明显阻挡、滞留
冲压件检验标准
批准
审核
编制
古渊
√
焊接或碰焊错位,但不影响装配或外观的,视为轻微缺陷。
√
螺纹规格与图纸不符,导致无法装配,则视为致命缺陷。
√
螺纹滑牙,导致装配不牢,则视为致命缺陷。
√
工件尺寸超出公差,虽不影响装配,但影响产品主要功能正常发挥,则视为致命缺陷。
√
工件尺寸超出公差,虽不影响装配及其主要功能,但影响产品的使用效果,则视部。
√
工件打磨处表面粗糙、不平整,影响喷涂效果或电镀效果。
√
工件碰焊或焊接不牢。
√
碰焊处有刮手披锋。
√
焊接处有焊渣残留。
√
工件漏冲孔或冲错孔。
√
配气管、进气管有裂缝。
√
手把管弯管时弯裂或弯皱。
√
燃烧管或燃烧器,有火孔没冲穿。
√
燃烧管管尾压扁不够,有间隙。
√
管件类管口处有披锋。
检验项目
检验工具或方法
缺陷描述
缺陷分类
Cr
Maj
Min
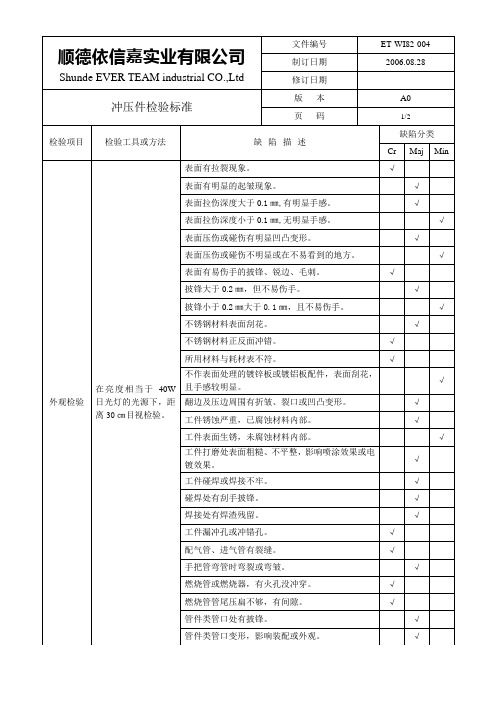
外观检验
在亮度相当于40W日光灯的光源下,距离30㎝目视检验。
表面有拉裂现象。
√
表面有明显的起皱现象。
√
表面拉伤深度大于0.1㎜,有明显手感。
√
表面拉伤深度小于0.1㎜,无明显手感。
√
表面压伤或碰伤有明显凹凸变形。
√
表面压伤或碰伤不明显或在不易看到的地方。
√
管件类管口变形,影响装配或外观。
√
检验项目
检验工具或方法
缺陷描述
缺陷分类
Cr
Maj
Min
尺寸检验
钢尺
游标卡尺
高度游标卡尺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压件表面检验标准
1、)外板件外露型面: 1.1 表面光顺、平滑,流线无波纹,无硬点,无凹凸,无成形滑移线,无划伤。
1.2 棱线清晰连续,圆角均匀。
1.3 材料表面无锈蚀、麻点,成形变薄量不大于料厚的10%。
1.4 切割边、孔边毛刺高度不大于料厚的20%
2、)外板件被遮盖面: 2.1 表面无明显凸凹,允许有轻微碰伤和划伤。
2.2 允许存在轻微的成形滑移线。
2.3 切割边、孔边、翻边毛刺高度不大于料厚的30%,孔边不允许有较大变形。
2.4 翻边、弯边允许存在料厚20%的变薄量。
3、)内板件外露型面(指未被内饰板遮盖并外露可视的型面) 3.1 表面光顺、平滑,无褶皱,无因异物所造成的凹凸,无严重划伤。
3.2 棱线清晰连续,圆角均匀。
3.3 材料表面无锈蚀、麻点。
3.4 表面允许有轻微波纹,但不影响整车外观。
3.5 毛刺高度不大于料厚的35%
4、)内板件被遮盖面
4.1 型面光顺,棱线清晰,圆角均匀。
4.2 非装配型面允许有不大于料厚10%的划伤,允许有轻微皱纹,但不允许有褶皱、死皱。
4.3 切割边、孔边、翻边毛刺高度不大于料厚的35%,孔边不允许有较大变形。
4.4 材料成型变薄量不大于料厚的15%。
5、)结构件(料厚在 1.0mm 以上内板件、加强件、加强梁等)装配面
5.1 型面平整,圆角清晰,局部允许有不影响焊接的轻微波纹。
5.2 螺母孔周边不允许变形。
5.3 切边、弯边、翻边、孔周边不允许有较大变形,毛刺高度不大于料厚的35%
5.4 材料成型变薄量不大于料厚的20%。
6、)结构件(料厚在 1.0mm 以上内板件、加强件、加强梁等)非装配型面
6.1 局部型面允许有不大于料厚20%的拉痕、拉伤等成型痕迹。
6.2 局部型面允许有较轻波纹和皱纹,但不允许有褶皱、死皱
6.3 材料成型变薄量不大于料厚的20%
6.4 切边、弯边、翻边、孔周边毛刺高度不大于料厚的40%,孔边不允许有较大变形。
7、质量问题描述及处理方法:1、)毛刺(用角磨机打磨修边有毛刺处)
2、)拉毛(用抛光机打磨拉毛处,如拉毛严重,可先用角磨机打磨)
3、)高点(较高的高点线用锤击修整,再用专用工具刮平,最后用抛光机抛光;小高点用专用工具刮平,再用抛光机抛光。
4、)成型不到位(用铁锤与垫块修整,再用抛光机抛光。
)
5、)拉裂(细颈)(用铜板垫住零件开裂处,再用焊机补焊,用抛光机抛光补焊处,达到检验要求。
)
6、)褶皱(用铁锤与垫块修褶皱处,再用抛光机抛光。
)
7、)碰伤,带料(用铁锤与垫块修整)
8、)翻边尺寸不到位(用铁锤与垫块修整翻边尺寸,达到尺寸要求后,用
抛光机抛光。
)9、)压痕(用抛光机打磨压痕处)。