基于机器视觉技术的物体表面缺陷检测.
基于机器视觉的表面缺陷检测研究综述

研究现状与发展趋势
1、研究现状
1、研究现状
基于机器视觉的表面缺陷检测技术在许多领域都得到了广泛的应用。在智能 制造领域,表面缺陷检测技术被广泛应用于半导体芯片、太阳能电池、汽车零部 件等产品的检测中;在安全检测领域,表面缺陷检测技术被应用于食品安全、药 品安全、交通安全等领域;在医疗领域,表面缺陷检测技术被应用于医学图像分 析、病灶检测等方面。
相关技术综述
基于机器视觉的表面缺陷检测技术主要包括图像处理、特征提取和机器学习 等方法。
1、图像处理
1、图像处理
图像处理是表面缺陷检测的重要环节,主要包括图像预处理、图像增强和图 像分割等步骤。图像预处理包括去噪、平滑、滤波等,以改善图像质量,减少干 扰噪声;图像增强用于突出图像特征,如对比度增强、拉伸等;图像分割是将图 像分成若干个区域或对象的过程,以进一步提取缺陷特征。
2、发展趋势
(2)多维度的缺陷检测:目前大多数表面缺陷检测方法主要针对二维平面进 行检测,但在某些领域,如半导体芯片制造中,需要检测三维表面的缺陷。因此, 未来的研究方向将包括如何实现多维度的表面缺陷检测。
2、发展趋势
(3)智能化的缺陷分类:目前许多表面缺陷检测方法只能简单地识别出缺陷 类型,而不能对缺陷进行更精细化的分类。未来的研究方向将包括如何利用深度 学习等机器学习方法对缺陷进行精细化的分类。
2、特征提取
2、特征提取
特征提取是在图像处理之后进行的,主要是从图像中提取出与缺陷相关的特 征,包括形状、纹理、颜色等。形状特征主要包括缺陷的面积、周长、形状因子 等;纹理特征主要包括粗糙度、对比度、方向性等;颜色特征主要包括缺陷的色 调、饱和度、亮度等。
3、机器学习
3、机器学习
机器学习在表面缺陷检测中起着至关重要的作用,主要包括分类器和识别算 法两个方面的内容。分类器是将提取的特征与已知缺陷类型进行匹配,以识别和 分类缺陷的过程。常用的分ቤተ መጻሕፍቲ ባይዱ器包括SVM、神经网络、决策树等;识别算法主要 是基于深度学习的卷积神经网络(CNN),通过训练模型对输入图像进行自动检 测和分类。
基于机器视觉技术的物体表面缺陷检测

文献标识码: A
文章编号: 0 9— 9 0 2 1 )2— 0 4— 5 10 4 7 . 0 1 0 0 6 0 (
0 引 言
在传统 的产 品生 产过程 中 , 般情 况 下对 产 品 一 的表 面缺 陷检测是 采用 人工 检 测 的方法 .随着 科 学 技术 的不断 发展 , 别 是计 算 机技 术 的 发展 ,出现 特 了计算 机视 觉检测 技术 .利用 这种 新 技术设 计 出来
识 别理 论 , 它综 合 了计 算 机 技 术 、数 据 结 构 、图像 处 理 , 式 识 别 和 软 件 工 程 等 不 同领 域 的 相 关 知 模
识.
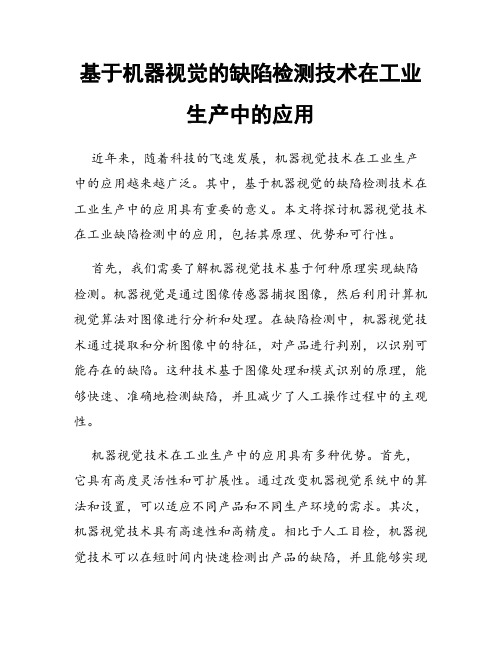
一
感 兴趣 区域提 取
划痕检测
l
检 测结果
● 结束
二)
个 典 型 的机 器 视 觉 系 统 应 该 包 括 以下 五 大
2 1 年 2月 0】
洛 阳师 范 学 院 学 报
J u a fL o a g Noma i est or l u yn r l n o Un v r i y
Fe .. 01 b 2 1
第3 0卷 第 2期
V0 . O No 2 J3 .
基 于 机 器 视 觉 技 术 的 物 体 表 面 缺 陷检 测
来提 取 插 座 面板 划 痕 图像 .具 体过 程是 使 用 动 态 阈值 分割 图像 , 采 用 放 射 变换 、区域 特 征 处理 及 连 通 区域 提 并 取 等 技 术 来检 测 出插 座 面板 划痕 .
关键词 : 器视 觉 ; 机 物体袁 面;缺陷检 测
中图分类号: P9 T 33
用行 程 编码 表示 的 , 么用 公 式 4中 的第 二个 求 和 那
基于机器视觉的表面缺陷检测技术研究

基于机器视觉的表面缺陷检测技术研究随着制造业的发展,表面缺陷对于产品质量的影响越来越大。
为了确保生产出高质量的产品,表面缺陷检测成为了制造业的重要环节。
传统的表面缺陷检测方式主要依靠人工目视检测,但这种方式存在诸多不足,例如效率低、费时费力,而且还可能存在漏检或误检等问题。
因此,基于机器视觉的表面缺陷检测技术被越来越多地应用于工业生产中。
本文将深入探讨机器视觉技术在表面缺陷检测中的应用及其研究进展。
一、机器视觉技术概述机器视觉技术是指利用计算机和相关光学设备对目标进行自动识别、跟踪、分析和处理的一种技术。
机器视觉技术包括图像采集、图像预处理、特征提取与分析、分类识别等步骤。
通过这些步骤,机器视觉可以实现对各种目标的快速、准确、自动化的识别和处理。
在表面缺陷检测中,机器视觉技术主要应用于图像采集和特征提取与分析等方面。
利用机器视觉技术采集样品的图像后,通过对图像进行预处理和特征提取与分析,可以得到样品的表面特征,进而对样品的缺陷进行识别和分析。
二、机器视觉在表面缺陷检测中的应用1.图像采集图像采集是机器视觉技术在表面缺陷检测中的第一步。
通常使用的设备有相机、扫描仪等。
在采集图像时,需要注意光线和背景的影响。
为了能够得到清晰的图像,可以采用适当的光源和背景色。
此外,还可以利用特殊的滤镜或反光板等工具来提高图像质量。
2.图像预处理在采集图像后,需要对图像进行预处理,以便更好地分析和处理图像。
图像预处理包括图像滤波、增强、去噪等步骤。
其中,图像滤波可以去除图像中的噪声和不必要的细节,图像增强可以提高图像的对比度和清晰度,而图像去噪则可以去除图像中的干扰信号和虚假特征。
3.特征提取与分析特征提取和分析是机器视觉技术中最关键的步骤之一。
特征提取与分析主要是通过对图像的边缘、纹理、颜色和形状等特征进行分析和提取,从而确定样品的缺陷。
特征提取与分析的关键在于如何选择和提取有效的特征。
常用的特征提取方法有基于颜色、纹理、形状和边缘等方法,这些方法可以在一定程度上提高特征的效果和准确率。
基于机器视觉的产品表面瑕疵检测算法

基于机器视觉的产品表面瑕疵检测算法随着工业生产的发展,产品质量的要求也越来越高。
而产品表面的瑕疵是一个常见的问题,对产品的外观质量和功能性都有很大的影响。
传统的人工检测方式费时费力,并且容易出现误判或漏检的情况。
因此,基于机器视觉的产品表面瑕疵检测算法应运而生,成为一种高效、准确的检测方法。
一、机器视觉技术在产品表面瑕疵检测中的应用机器视觉技术是一种模拟人眼的感知能力,并通过图像采集、处理和分析来实现对产品表面的检测。
在产品表面瑕疵检测中,机器视觉技术可以检测各种瑕疵,如划痕、凹陷、裂纹等,并根据瑕疵的程度和位置给出相应的判断结果。
二、机器视觉检测算法的基本原理机器视觉检测算法的基本原理是将产品表面的图像信息采集下来,并通过图像处理和分析来提取特征,进而判断是否存在瑕疵。
常见的机器视觉检测算法包括图像预处理、特征提取和分类器设计。
1. 图像预处理图像预处理是机器视觉检测算法的第一步,其目的是对采集到的图像进行增强和去噪。
常见的预处理技术包括灰度化、滤波、边缘检测等。
通过图像预处理,可以提高图像的质量,从而更好地提取特征和进行后续的分析。
2. 特征提取特征提取是机器视觉检测算法的核心步骤,其目的是从图像中提取出有用的信息,用于判断产品表面是否存在瑕疵。
常见的特征提取方法包括形态学运算、图像滤波、边缘检测以及纹理分析等。
通过合适的特征提取方法,可以有效地区分产品表面的瑕疵和正常部分。
3. 分类器设计分类器设计是机器视觉检测算法的最后一步,其目的是根据提取到的特征,对图像进行分类,判断产品表面是否存在瑕疵。
常见的分类器设计方法有支持向量机(SVM)、人工神经网络(ANN)和决策树等。
通过设计合适的分类器,可以实现对产品表面瑕疵的准确检测和分类。
三、机器视觉检测算法的优势基于机器视觉的产品表面瑕疵检测算法相比传统的人工检测方式具有许多优势。
1. 高效性机器视觉技术可以快速采集大量的图像信息,并通过算法进行处理和分析,从而实现对产品表面瑕疵的快速检测。
基于机器视觉的缺陷检测技术在工业生产中的应用
基于机器视觉的缺陷检测技术在工业生产中的应用近年来,随着科技的飞速发展,机器视觉技术在工业生产中的应用越来越广泛。
其中,基于机器视觉的缺陷检测技术在工业生产中的应用具有重要的意义。
本文将探讨机器视觉技术在工业缺陷检测中的应用,包括其原理、优势和可行性。
首先,我们需要了解机器视觉技术基于何种原理实现缺陷检测。
机器视觉是通过图像传感器捕捉图像,然后利用计算机视觉算法对图像进行分析和处理。
在缺陷检测中,机器视觉技术通过提取和分析图像中的特征,对产品进行判别,以识别可能存在的缺陷。
这种技术基于图像处理和模式识别的原理,能够快速、准确地检测缺陷,并且减少了人工操作过程中的主观性。
机器视觉技术在工业生产中的应用具有多种优势。
首先,它具有高度灵活性和可扩展性。
通过改变机器视觉系统中的算法和设置,可以适应不同产品和不同生产环境的需求。
其次,机器视觉技术具有高速性和高精度。
相比于人工目检,机器视觉技术可以在短时间内快速检测出产品的缺陷,并且能够实现更高的检测准确性和一致性。
此外,机器视觉技术还具有自动化的特点,无需人工干预,大大提升了生产效率和产品质量。
在实际应用中,基于机器视觉的缺陷检测技术已经在许多工业领域得到了成功的应用。
例如,在制造业中,机器视觉技术可以用于检测产品表面的缺陷,如划痕、裂纹和变形等。
同时,它还可以检测产品的尺寸、形状和位置等参数,以确保产品的质量符合要求。
在电子行业中,机器视觉技术可以用于检测电路板的焊接质量和元器件的位置,以防止产品在使用过程中出现故障或损坏。
此外,机器视觉技术还可以应用于食品和药品领域,以检测产品中的异物、污染和缺陷,保障公众的食品安全和健康。
基于机器视觉的缺陷检测技术在工业生产中的应用是可行的。
首先,现代工业生产已经广泛采用自动化设备和流水线生产,这为机器视觉技术提供了广阔的应用场景。
其次,随着计算机处理能力和算法的不断提升,机器视觉技术的性能和可靠性也在逐渐增强。
此外,与传统的人工目检相比,基于机器视觉的缺陷检测技术还能提高生产效率、降低人力成本和减少人为错误的发生。
基于机器视觉的工件表面缺陷检测算法研究与应用

基于机器视觉的工件表面缺陷检测算法研究与应用随着工业发展的不断推进,工件表面缺陷的检测变得越来越重要。
其中,机器视觉技术的应用为工件缺陷检测提供了一种有效的手段。
本文将针对基于机器视觉的工件表面缺陷检测算法进行研究与应用,探讨其原理和优势。
一、机器视觉技术在工件表面缺陷检测中的应用机器视觉技术是一种利用计算机视觉系统对图像进行感知、分析和处理的技术。
在工件表面缺陷检测中,机器视觉技术可以通过图像采集、处理和分析,实现对工件表面缺陷的自动检测和分类。
二、工件表面缺陷检测的算法原理1. 图像采集与预处理在工件表面缺陷检测中,首先需要采集工件表面的图像数据。
通过合适的光源和相机等设备,获取高质量的图像。
然后,进行图像预处理,包括图像去噪、图像增强等处理,以提高后续算法的准确性和稳定性。
2. 特征提取与选择提取工件表面缺陷图像中的特征是缺陷检测的关键一步。
常用的特征包括纹理特征、形状特征、颜色特征等。
根据具体情况,选择适合的特征进行提取,并进行适当的降维处理,以减少特征的维度和冗余信息。
3. 缺陷检测与分类在特征提取后,利用机器学习算法对工件图像进行缺陷检测和分类。
常用的算法包括支持向量机(SVM)、卷积神经网络(CNN)等。
通过训练模型和测试样本,实现对工件缺陷的有效检测和分类。
三、基于机器视觉的工件表面缺陷检测算法的优势1. 高效性机器视觉技术可以实现对工件表面缺陷的自动检测和分类,大大提高了检测的效率。
相比于传统的人工检测方法,机器视觉算法可以在短时间内处理大量图像数据,提高了生产力和效益。
2. 准确性基于机器学习算法的工件缺陷检测可以通过大量的样本训练和测试,从而提高检测的准确性。
机器视觉算法可以自动识别和分析工件缺陷,避免了人眼视觉疲劳和主观判断的影响,减少了误检和漏检的问题。
3. 稳定性机器视觉算法可以稳定地运行在工业生产线上,实时地对工件进行检测。
相比于人工检测的系统,机器视觉算法可以克服环境变化对检测结果的影响,并且不受人为因素的干扰。
基于机器视觉的表面缺陷检测关键技术

基于机器视觉的表面缺陷检测关键技术随着科技的不断发展,机器视觉技术在各个领域展现出了非凡的应用前景。
其中一项重要的应用领域是表面缺陷检测。
本文将重点介绍基于机器视觉的表面缺陷检测的关键技术。
一、引言表面缺陷检测是在工业生产和品质控制中非常重要的任务之一。
传统的缺陷检测方法依赖于人工目测,人力成本高、效率低,并且易受主观因素的影响。
因此,基于机器视觉的表面缺陷检测技术应运而生。
二、机器视觉系统1. 硬件组成基于机器视觉的表面缺陷检测系统主要由摄像机、光源、图像采集卡以及计算机等硬件组成。
摄像机用于采集待检测物体的图像,光源用于照明,图像采集卡用于将模拟信号转换为数字信号,计算机则进行图像处理和分析。
2. 图像采集图像采集是机器视觉系统中的第一步,也是最关键的一步。
正确的图像采集可以提供清晰、准确的图像用于后续处理。
三、图像预处理1. 图像增强图像增强是一种常用的预处理技术,可以提高图像的对比度和清晰度,从而更好地展示表面缺陷。
常用的图像增强方法包括直方图均衡化、滤波等。
2. 图像滤波图像滤波可以去除图像中的噪声,提升图像质量。
常见的图像滤波算法有均值滤波、中值滤波等。
四、特征提取1. 形态学操作形态学操作是一种基于形状和结构的图像处理方法。
常用的形态学操作包括膨胀、腐蚀、开运算和闭运算等。
2. 边缘检测边缘检测可以提取图像中物体的边缘信息,从而用于表面缺陷的检测。
常见的边缘检测算法有Sobel算子、Canny算子等。
五、缺陷检测与分类1. 分割分割是指将图像中的目标对象与背景进行分离。
常用的分割方法有阈值分割、区域生长等。
2. 特征匹配与检测特征匹配与检测是判断图像中缺陷的类型和位置的关键步骤。
常见的特征匹配算法有边缘匹配、模板匹配等。
六、应用与展望基于机器视觉的表面缺陷检测技术在许多领域中都有广泛的应用和发展前景。
例如,电子制造、汽车行业、纺织业等都可以通过该技术提升产品的质量和生产效率。
总结:基于机器视觉的表面缺陷检测技术是一项重要的技术,在工业生产和品质控制中具有巨大潜力。
基于机器视觉的表面缺陷检测系统的算法研究及软件设计

基于机器视觉的表面缺陷检测系统的算法研究及软件设计一、本文概述随着工业制造技术的飞速发展,产品质量与生产效率日益成为企业竞争力的核心要素。
表面缺陷检测作为产品质量控制的重要环节,其准确性和效率直接影响到产品的整体质量和企业的生产效益。
传统的表面缺陷检测方法往往依赖于人工目视检测,这种方法不仅效率低下,而且容易受到人为因素的影响,导致漏检和误检的情况时有发生。
因此,开发一种基于机器视觉的表面缺陷检测系统,实现对产品表面缺陷的快速、准确检测,已成为当前研究的热点和难点。
本文旨在研究基于机器视觉的表面缺陷检测系统的算法,并设计相应的软件系统。
通过对图像采集、预处理、特征提取、缺陷识别与分类等关键算法进行深入研究,构建一套高效、稳定的表面缺陷检测系统。
本文还将探讨如何结合机器学习、深度学习等先进算法,提高系统的自适应能力和检测精度。
本文还将关注软件系统的架构设计、界面设计、用户交互等方面的内容,确保系统的易用性和可维护性。
通过本文的研究,旨在为表面缺陷检测领域的实际应用提供理论支持和技术指导,推动机器视觉技术在工业制造领域的广泛应用,为企业提高产品质量和生产效率提供有力保障。
二、机器视觉技术基础机器视觉是一门涉及、图像处理、模式识别、计算机视觉等多个领域的交叉学科。
它利用计算机和相关设备模拟人类的视觉功能,实现对目标对象的识别、跟踪和测量,进而完成相应的自动化处理任务。
在表面缺陷检测领域,机器视觉技术发挥着至关重要的作用。
机器视觉系统主要由图像采集、图像处理、特征提取和缺陷识别等模块组成。
图像采集模块负责获取待检测物体表面的图像信息,其性能直接影响到后续处理的准确性和效率。
图像处理模块则是对采集到的图像进行预处理,如去噪、增强、滤波等操作,以提高图像质量,为后续的特征提取和缺陷识别提供有利条件。
特征提取是机器视觉系统中的关键环节,它通过对处理后的图像进行特征分析和提取,将关键信息从海量数据中筛选出来。
在表面缺陷检测中,特征提取的主要任务是提取出缺陷区域的形状、大小、颜色、纹理等关键特征,为后续的缺陷识别提供有效依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于机器视觉技术的物体表面缺陷检测何小利1, 宋钰2(1. 四川理工学院计算机学院, 四川自贡643000; 2. 四川理工学院网络中心, 四川自贡643000;摘要:本文对物体表面缺陷进行研究和检测. 而检测的方法是采用LED 环形灯光直接暗视场正面照明方式来提取插座面板划痕图像. 具体过程是使用动态阈值分割图像, 并采用放射变换、区域特征处理及连通区域提取等技术来检测出插座面板划痕. 关键词:机器视觉; 物体表面; 缺陷检测中图分类号:T P393文献标识码:A文章编号:1009-4970(2011 02-0064-050 引言在传统的产品生产过程中, 一般情况下对产品的表面缺陷检测是采用人工检测的方法. 随着科学技术的不断发展, 特别是计算机技术的发展, 出现了计算机视觉检测技术. 利用这种新技术设计出来的系统不受恶劣环境和主观因素的影响, 能快速、准确地检测产品的质量, 完成人工无法完成的检测任务. 机器视觉检测结合了计算机图像处理和模式识别理论, 它综合了计算机技术、数据结构、图像处理, 模式识别和软件工程等不同领域的相关知识.一个典型的机器视觉系统应该包括以下五大块, 照明、镜头、相机、图像采集卡、视觉处理器.1 物体表面缺陷检测物体表面缺陷检测是机器视觉的一种典型应用. 本文以插座面板划痕检测为例, 通过采用LED 环形灯直接暗视场正面照明方式采集图像, 然后使用动态阈值分割法将插座面板区域中划痕检测的感兴趣区域提取出来, 再通过使用区域特征、区域形态学对插座面板区域使用腐蚀运算去掉分割区域中杂点和小的突出物, 确保计算上有足够的精度, 最后使用放射变换、图像平滑、连通区域提取等算法检测出划痕并显示其结果(见图1.图1 插座面板划痕检测流程图1. 1 图像获取照明的方向性通常有两种:漫射和直接照射.漫射时, 光在各个方向的强度几乎是一样的. 直接照射时, 光源发出的光集中在非常窄的空间范围内. 本文检测对象是插座面板划痕, 由于此类缺陷检测面积小, 划痕不明显等条件, 明场照明方式下, 难以得到理想的划痕图像. 因此本次检测采用LED 环形灯直接暗视场照明方式, 环形光与物体表面呈非常小的角度, 这样可以突出被测物的缺口及凸起, 所以划痕、纹理或雕刻文字等被增强, 看得更加清晰(见图2.收稿日期:2010-07-03基金项目:四川理工学院网格计算人才引进项目(2008RCY J04 作者简介:何小利(1982-, 女, 四川南充人, 硕士, 助教.2011年2月第30卷第2期洛阳师范学院学报Journa l o f Luoyang N or m a lU n i versityFeb . , 2011V o. l 30No. 2图2 直接暗视场正面照明1. 2 目标分割采集到的图像不能提供图像中包含物体的信息. 为了得到图像中的物体信息, 必须进行图像分割, 图像分割就是将图像划成一些区域, 在同一区域内, 图像的特征相近; 而不同的区域内, 图像特征相差较大. 图像特征可以是图像本身的特征, 如像素的灰度、边缘轮廓和纹理等. 图像阈值化分割是一种最常用, 同时也是最简单的图像分割方法. 图像阈值化的目的是按照灰度级, 对像素集合进行一个划分, 得到的每个子集形成一个与现实景物相对应的区域, 各个区域内部具有一致的属性, 而相邻区域布局有这种一致属性. 阈值分割操作被定义为S ={(r , c R |g m in f r , c g max }(1 因此, 阈值分割将图像RO I R 内灰度值处于某一指定灰度值范围内全部点选到输出区域S 中. 使g m in =0或g m ax =2b-1. 如果光照能保持恒定, 阈值g m in 和g max 能在系统设置时被定选且永远不用被调整. 阈值分割分为固定阈值分割和动态阈值分割. 动态阈值分割将图像与其局部背景进行比较的操作被称为动态阈值分割处理, 用f r , c 表示输入图像, 用g r , c 表示平滑后的图像, 则对亮物体的动态阈值分割处理如下S ={(r , c R |f r , c -g r , c g d iff }(2而对暗物体的动态阈值分割处理是S ={(r , c R |f r , c -g r , c -g d iff }(3 在动态阈值分割处理中, 平滑滤波器的尺寸决定了能被分割出来的物体的尺寸. 如果滤波器尺寸太小, 那么在物体的中心估计出的局部背景将不理想., 选择动态阈值分割方式来进行处理. 此时, 图像g r , c 代表理想物体, 即无缺陷物体的图像. 为检测出同理想物体的偏差, 我们仅需要使用等式(公式2 或等式(公式3 找到图像f r , c 中太亮的那些像素. 1. 3 感兴趣区域提取经过前面的处理, 可以得到从图像中提取到的区域或亚像素精度轮廓. 但它们只包含了对分割结果的原始描述. 后面还必须从分割结果中选出某些区域或轮廓, 作为分割结果中不想要的部分去除. 到目前为止, 最简单的区域特征是区域的面积:a =R =(r , c R1=ni-1ce i-cs i +1(4由上式可知, 区域的面积a 就是区域内的点数|R|. 如果区域用一幅二值图像表示, 那么用公式4中的第一个求和等式计算区域的面积; 如果区域是用行程编码表示的, 那么用公式4中的第二个求和等式计算区域的面积. 一个区域能够被视为其所有行程的一个并集, 而每个行程的面积是极容易计算的. 注意第二个累加式的项比第一个累加式的少很多. 所以, 区域的行程表示法可以使区域面积的计算速度快很多, 这个特点对几乎所有的区域特征都适用.1. 4 划痕检测通过前面一系列的处理过后, 可以对感兴趣区域进行缺陷检测, 需要再次使用动态阈值分割操作来检测缺陷, 可以用中值滤波器来估计背景.中值滤波的基本原理是把数字图像或数字序列中一点的值用该点的一个拎域中各点值的中值代替, 让周围的像素值接近的真实值, 从而消除孤立的噪声点. 方法是去某种结构的二维滑动模板, 将板内像素按照像素值的大小进行排序, 生成单调上升(或下降的为二维数据序列. 阈值分割的结果中含有噪声, 这并不是最后结果. 噪声的处理, 通过使用图像平滑来进行抑制. 1. 5 检测结果通过上述操作, 插座面板划痕检测基本结束, 由于在去除噪声的过程中, 所有少于4个像素的连通区域被看作噪声并被去除. 为了区分噪声和缺陷, 假设噪声是均匀分布的, 而同属一个划痕的缺陷是彼此靠近的, 因此, 可以通过膨胀将缺陷区域中小的缝隙闭合. 为了能够计算出连通区域, 必须定义合适两个像素应被视为彼此连通.以上便是本次检测过程, 通过上述操作, 就能65 洛阳师范学院学报2011年第2期2 检测过程详细实现2. 1 读入图像从指定目录中连续读入插座面板划痕图像的模板, 并对图像大小进行设置, 运行结果如图3所示, 使用LED 环形光直接暗视场照明所得插座面板划痕图.图3 插座面板划痕图2. 2 目标分割如图4所示, 划痕在黑色背景区域中显示为高亮, 但是插座面板的边缘以及插座面板平面部分中的4个内部正方形的边缘也是高亮的, 为了区分划痕与插座面板的边缘, 首先分割出亮的边缘区域. 然后从插座面板的区域中减去分割出的区域, 从而将划痕检测的感兴趣区域缩小到相减后的区域.图4 动态阈值操作结果2. 3 感兴趣区域提取通过以上处理, 下一步来确定需要检测的平面, 因此要对感兴趣区域进行提取. 需要从分割结果中去掉插座面板的亮边界和中间4个小的正方形的亮边界. 首先必须知道插座面板在图像中的方向和大小,为得到插座面板的方向和尺寸, 再次使用区域形态学分割出内部的4个正方形. 首先使用2次闭运算填充前面分割出的内部正方形边缘上的小空洞, 内部正方形边界上有缝隙. 闭运算的结果示于图.图5 图6图5分割区域的细节; 图6经过闭运算的结果, 缝隙成功闭合.至此, 划痕任在分割出的亮的边界区域中. 为了能够检测出划痕, 需要将划痕从分割结果中分离出来. 由于已知内部正方形的边界区域的形状, 可以使用合适的结构元素开运算去除划痕. 为此生成一个结构元素, 由二个轴平行的矩形组成, 代表内部正方形的两个对边.图7和图8为产生的两个结构元素. 当在合适的方向生成矩形时, 结构元素可以不作旋转. 但是需要根据方向变换矩形中心.图7 对应内部正方形边界上、下的结构元图8 对应内部正方形边界左、右的结构元图9 结构元素图图9是使用结构元图7和图8进行开运算的结果. 开运算可以用作模板匹配, 会返回输入区域内所有与结构元素相匹配的点.966 洛阳师范学院学报2011年第2期期待的, 结果含有内部正方形边界. 然而结果任含有插座面板部分外边界, 这是因为内正方形到插座面板边界的距离与内正方形的边长大小一样. 为了去掉为边界部分, 取开运算的结果和腐蚀后的插座面板区域交集.这样得到仅含有4个内部正方形边界的区域Reg i o nSquares . 最后要检查的表面就是插座面板区域与内正方形边界的差.在计算差值之前, 使用圆形结构元素对插座面板区域进行腐蚀以去除边界. 圆的半径为Border W i d th 与Bo r der T o lerance 的和, 这两个值都是事先定义的. 半径加上Border Tolerance 是为了检测时去掉与边界非常靠近的像素, 这些像素灰度会受到边界的影响, 可能被错误地判断缺陷. 同理, 代表内正方形边界区域也要膨胀一些. 如图10和图11显示得到的含有插座面板检测平面的感兴趣区域Re gionSurface . 注意插座面板白色边界和内正方形白色边界没有包含在区域中.图10 含有插座面板平面的感兴趣区域(黑色图11 感兴趣区域边界用白色叠加到原始图像上2. 4 划痕检测经过上面的处理, 现在可以对感兴趣区域进行缺陷检测了:再次使用动态阈值分割操作来检测缺陷, 此时可以用中值滤波器来估计背景. 基于已知的最大划痕宽度Scratch W idth M ax , 利用Scratch W i d th M ax 作为中值滤波器半径去除所有划痕. 由, 域, 可以容易地使用预先定义的ScratchGray D ifM f i n作为阈值分割. 图12(a 为动态阈值分割的结果, 如图所示, 结果中含有的噪声, 需要在后面处理中去除掉.(a 动态阈值分割结果以白色叠加到原始图像上,对比度已减小, 区域中有噪声.(b 去除(a 中小于4个像素的连通区域后的结果,并不是所有噪声都去掉了.(c 表面检测结果, 检测出的划痕以白色显示.图12 检测过程及检测结果图2. 5 检测结果在这种情况下, 所有少于4个像素的连通区域被看做噪声并被去除. 但是从图12(b 中可以看出并不是所有噪声都完全被去除了, 进一步提高阈值可能会同时去除部分不连续的缺陷区域. 为了区分噪声和缺陷, 假设噪声是均匀分布的, 而同属一个划痕的缺陷是彼此靠近的, 因此, 可以通过膨胀将缺陷区域中小的缝隙闭合.67 洛阳师范学院学报2011年第2期胀后的区域重新计算连通区域. 为了得到缺陷的原始形状, 取未膨胀前的原始区域与连通区域的交集. 注意交集运算不影响各成分的连通性, 于是, 通过膨胀仅增加了连通区域的轮廓. 最后选出所有比预定最小划痕大的区域. 最终显示结果显示于图12(c.3 结语本文从实际出发, 结合HALCON 软件, 完成基于机器视觉技术的插座面板划痕检测. 本文通过图像处理的过程包括预处理、分割、平滑、特征提取等. 最后检测出插座面板上面的缺陷, 并识别缺陷. 在整个过程中, 对插座面板图像做跟踪实验, 对各种不同的算法做出分析, 选取最合适的算法进行处理, 以保证算法的可靠性. 由于插座面板缺陷多种多样, 本文只是完成了比较简单的缺陷检测, 为达到功能的完善性, 应不断的增加检测其他缺陷类型的功能. 参考文献[1]李国辉, 苏真伟, 晏开华, 黄明飞. 可疑目标区域的机器视觉检测算法[J].四川大学学报(工程科学版 , 2010, (1 .[2]唐锐, 文忠波, 文广. 一种基于BP 神经网络的模糊P ID 控制算法研究[J].机电产品开发与创新, 2008, (2 .[3]姚迅, 李德华, 黄飞, 石永辉. 基于视觉注意机制的红外图像小目标检测方法[J].武汉大学学报(工学版 , 2006, (6 .[4]怎样更好地推广机器视觉技术[J].现代制造, 2008,(3 .[5]覃仁超. 基于机器视觉的图像识别技术应用[J].电气时代, 2006, (2 .[6]姆比, 罗四维, 须德. 使用反馈信号的竞争学习算法[J].北京交通大学学报, 1993, (4.[7]陈道佳, 陈兆仁. 基于神经网络的开关电器设计与算法[J].微计算机信息, 2004, (8 .[8]朱邦太, 杨晓宇, 张自强. BP 网络的一种泛化算法[J].洛阳工学院学报, 1998, (4.[责任编辑胡廷锋]The D etecti on of Surface D efect Based on M achine V isi on Technol ogyHE X iao li 1, SONG Yu2(1. Schoo l o f Co mputer Science , S ichuan U niversity o f Science &Eng i n eering , Z i g ong 643000, Ch i n a ; 2. Net w ork Adm inistrati o n, S ichuan U niversity o f Science &Eng i n eering , Z i g ong 643000, Ch i n a Abst ract :Th is paper i n troduces a surface defect on the research and testi n g . The detecti o n m ethod is to use LED ring li g h ts d irect light dar k fie l d positi v e w ay to extract the socket pane lscratch i m age . Specific process is the use of dyna m ic t h reshold segm entati o n i m age , and usi n g rad i o acti v e transfo r m ation , the reg i o na l characteristics o f t h e reg i o n extraction processing and connecti v ity techno l o g ies to detect t h e socket panel scratches . K ey w ords :m ach i n e v i s ion ; surface ; defect detection68 洛阳师范学院学报2011年第2期。