缓冲托辊装配工艺卡
托辊装配作业指导书

托辊装配作业指导书一、作业目的本作业指导书旨在提供托辊装配作业的详细步骤和操作要点,确保装配过程的准确性和高效性,保障产品质量。
二、作业准备1. 确保所有所需物料和工具齐备,包括托辊零件、螺丝刀、扳手等。
2. 确认作业区域整洁、安全,确保操作人员的人身安全。
3. 检查托辊零件是否完好无损,如有损坏或者缺失应及时更换。
三、作业步骤1. 将工作台准备好,确保工作台平整稳固。
2. 将零件挨次摆放在工作台上,按照装配顺序罗列好。
3. 取出第一个托辊零件,检查其表面是否有划痕或者其他损坏。
4. 用螺丝刀将托辊零件上的螺丝拧松,取下托辊的两侧保护盖。
5. 将托辊的轴心插入轴承孔中,并确保轴心与轴承孔彻底契合。
6. 用扳手拧紧托辊上的螺丝,确保托辊与轴心密切连接。
7. 将托辊的两侧保护盖重新安装到托辊上,并用螺丝刀将螺丝拧紧。
8. 检查托辊的装配情况,确保各零件装配正确,无松动或者错位。
9. 将已装配好的托辊放置在指定位置,为下一次装配作业做好准备。
10. 重复以上步骤,逐个装配剩余的托辊零件,直至所有托辊装配完成。
四、注意事项1. 操作人员应穿戴好工作服和安全帽,确保人身安全。
2. 在装配过程中,应注意轻拿轻放,避免零件受损。
3. 检查每一个托辊装配完成后的质量,确保无松动或者错位现象。
4. 如遇到问题或者难点,应及时向主管或者技术人员寻求匡助。
5. 作业结束后,清理工作台和作业区域,保持整洁有序。
五、作业结果评估1. 检查每一个托辊的装配情况,确保装配质量符合要求。
2. 检查托辊装配过程中是否浮现错误或者不良现象。
3. 如发现问题或者不良现象,及时进行整改和修正。
六、作业记录1. 按照作业步骤和注意事项进行作业,并记录装配过程中的关键点和问题。
2. 记录每一个托辊的装配时间和质量情况。
3. 如有需要,可对作业过程进行拍照或者录相,以备后续分析和改进。
以上是托辊装配作业的详细步骤和操作要点,希翼能对您的工作有所匡助。
装配实用工艺过程卡和工序卡

注塑模
部件名称
动模板
第1页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
21
清理、去毛刺
机油、棉纱、锯条
22
找正
23
将4根导柱放进相应的孔内,用皮锤将其底面与动模板底面锤至平齐。(保证导柱与动模板的垂直度,垂直精度为0.02。导柱与动模板为φ16P7/h6过渡配合)
推板、推杆固定板、推杆
工序号
30
工序名称
装配推出机构
1-推杆固定板2-M6X21.5内六角螺钉3-推板4-复位杆5-拉料杆6-推杆
装配工艺卡片
产品型号
CI1518
部件图号
J40-1
共2页
产品名称
注塑模
部件名称
定模座
第1页
车间
装配
装配部分
定模扳、定模座板、主流道衬套
工序号
40
工序名称
装配定模座
工
序
号
工步内容
35
将推板与推杆固定板对齐,用4个M6 20的螺栓连接紧固
内六角扳手
设计(日期)
校对(日期)
审核(日期)
会签(日期)
标准号(日期)
车间会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺附图
产品型号
CI1518
托辊装配作业指导书

托辊装配作业指导书一、引言托辊是一种用于支撑和传送物料的装置,广泛应用于物流和运输行业。
本作业指导书旨在提供托辊装配的详细步骤和要求,确保装配过程的准确性和高效性。
二、装配要求1. 装配环境:装配过程应在干燥、整洁、璀璨的工作环境中进行,以确保装配质量。
2. 装配工具:准备好适当的装配工具,如扳手、螺丝刀、橡胶锤等,以便进行装配操作。
3. 装配材料:准备好托辊的组件和零件,确保其质量符合要求,并进行检查。
三、装配步骤1. 准备工作:a. 将工作台面清洁干净,并摆放所需的装配工具和材料。
b. 检查托辊的组件和零件,确保其完整性和质量。
2. 安装托辊轴承:a. 将托辊的轴承插入托辊的轴孔中,并确保轴承与轴孔配合良好。
b. 使用橡胶锤轻轻敲击轴承,确保其安装坚固。
3. 安装托辊管道:a. 将托辊管道放置在工作台上,保持管道的平整和稳定。
b. 将轴承安装好的托辊放置在管道上,并确保托辊与管道之间的间隙均匀。
4. 安装托辊端盖:a. 将托辊端盖放置在托辊管道的两端,确保端盖与管道之间的配合密切。
b. 使用螺丝刀将端盖上的螺丝拧紧,确保托辊的封闭性和稳定性。
5. 检查和调整:a. 检查已装配的托辊,确保轴承、管道和端盖的安装质量。
b. 如有需要,进行调整,确保托辊的运转顺畅和稳定。
四、安全注意事项1. 在装配过程中,注意个人安全,避免发生意外伤害。
2. 使用合适的装配工具,避免使用损坏或者不合适的工具。
3. 在装配过程中,注意保持工作环境的整洁和干燥,避免滑倒或者其他意外事故。
4. 如发现装配材料存在质量问题,应及时更换或者修复,确保装配质量。
五、维护保养1. 定期检查托辊的装配质量,如有发现问题,及时进行维修或者更换。
2. 清洁托辊表面和轴承,确保其运转顺畅和稳定。
3. 定期润滑托辊轴承,延长其使用寿命。
4. 在使用过程中,注意防止托辊受到外力撞击或者损坏。
六、总结本作业指导书提供了托辊装配的详细步骤和要求,通过遵循指导书中的步骤和注意事项,可以确保装配质量和效率。
托辊装配作业指导书
托辊装配作业指导书一、任务概述本文档旨在为托辊装配作业提供详细的操作指导,确保装配过程的准确性和高效性。
以下是托辊装配作业的具体步骤和要求。
二、装配准备1. 确保所有所需的装配零件和工具齐全,包括托辊、轴承、密封圈、螺栓等。
2. 准备装配区域,确保工作环境整洁、安全。
三、装配步骤1. 将托辊放置在工作台上,确保托辊的轴孔处于向上的位置。
2. 在托辊的轴孔中安装轴承,确保轴承与轴孔配合良好。
3. 将密封圈安装到轴承上,确保密封圈完全覆盖轴承。
4. 将装配好的轴承和密封圈组合件放置在托辊上,确保轴承和密封圈与托辊的配合良好。
5. 使用螺栓将托辊固定在轴承上,确保螺栓紧固牢固。
四、装配检验1. 检查托辊与轴承之间的配合情况,确保轴承安装准确无误。
2. 检查密封圈的安装情况,确保密封圈完全覆盖轴承。
3. 检查螺栓的紧固情况,确保托辊固定稳固。
五、装配注意事项1. 在装配过程中,确保操作人员佩戴适当的个人防护设备,包括手套、护目镜等。
2. 严禁使用损坏的零件进行装配,确保所有零件的完好性。
3. 在使用螺栓进行固定时,确保螺栓的紧固力度适中,避免过紧或过松。
4. 在装配过程中,如遇到问题或困难,及时与相关人员沟通和协调解决。
六、装配记录为了追溯装配作业的质量和过程,建议记录以下信息:1. 装配日期和时间;2. 所使用的零件和工具清单;3. 装配过程中出现的问题和解决方法。
七、装配完成当托辊装配完成后,应进行最终检验,确保装配质量符合要求。
如发现问题或不符合要求,应及时进行修正和调整。
八、安全注意事项1. 在进行托辊装配作业时,务必遵守相关的安全操作规程和标准。
2. 操作人员应经过相关培训,熟悉装配作业的流程和要求。
3. 在装配过程中,如遇到安全隐患或事故风险,应立即停止作业并向相关人员报告。
以上是托辊装配作业的详细操作指导,通过按照上述步骤进行装配,可以确保装配质量和效率的提升。
在装配过程中,务必注意安全,并记录相关信息以备追溯和改进。
装配工艺卡片

工序内容及安装
g要求
工艺装备
检测方式
辅助材料
工时定额
检验结果
缺陷记录
备注
7
mm,对角线长度差小于1mm,检测导轨固定面与主轴的平行度要求小于0.05-0.08/1000,检测位置度误差小于0.04-0.05/1000,如不符合则需刮研校正导轨固定面。
平面刮刀、标准平尺
8
清理导轨各部毛刺,将导轨1、导轨2安装到内外侧横梁上。使用专用检具检测两侧导轨的纵向水平小于0.08/1000mm,横向水平小于0.04/1000mm。检测两侧导轨两侧距离差小于0.4,对角线长度差小于1mm,检测导轨与主轴的平行度要求小于0.05-0.08/1000,检测位置度误差小于0.04-0.05/1000,如不符合则需刮研校正导轨。
自检人员
序号
工序内容及安装
g要求
工艺装备
检测方式
辅助材料
工时定额
检验结果
缺陷记录
备注
10
将前后拉拔小车安装到导轨上,注意调整前后拉拔小车下部行走轮与拉拔凸轮的接合面涂红丹粉检验接触表面,研合接触面,使接触表面大于60-75%,且上下接触点分布均匀。
目测
红丹粉
11
O
角向磨光机、锉刀
手感
9
镶条LLD10A.05.01-19一个侧边倒角,与模座架LLD10A.05.01-13配钻配铰6-*12H7,用销套1、销套2及防撞销将模座架及镶条装配到一起。将模座架LLD10A.05.01-13核对中心线高度,并修整。
清洗人员
装配人员
辅助材料领用人
自检人员
序号
工序内容及安装
g要求
工艺装备
检测方式
辅助材料
托辊装配作业指导书

托辊装配作业指导书一、背景介绍托辊是一种用于输送物料的装置,广泛应用于物流、仓储、生产线等领域。
托辊装配作业是指将托辊的各个零部件按照规定的步骤进行组装,以确保托辊的质量和性能。
二、装配工具和材料准备1. 装配工具:- 扳手- 螺丝刀- 螺母刀- 锤子- 手套- 安全眼镜2. 装配材料:- 托辊零部件(轴承、轴、管壳、密封圈等)- 螺丝、螺母、垫圈等连接件- 润滑油三、装配步骤1. 准备工作:- 将所需的托辊零部件和装配工具准备齐全。
- 检查托辊零部件是否完整,如有损坏或者缺失应及时更换。
- 确保装配作业区域的清洁和安全。
2. 装配轴承:- 将轴承放置在轴上,确保轴承与轴的配合良好。
- 使用扳手将轴承固定在轴上,注意不要过紧或者过松。
3. 安装管壳:- 将轴承安装好的轴放入管壳中。
- 使用螺丝刀将管壳固定,确保管壳与轴承的连接紧固可靠。
4. 安装密封圈:- 将密封圈放置在管壳的密封槽中。
- 使用螺丝刀或者螺母刀将密封圈固定在密封槽中,确保密封圈与管壳的连接密切。
5. 安装支撑架:- 将支撑架放置在管壳的两端。
- 使用螺丝刀将支撑架与管壳连接,确保连接坚固。
6. 润滑:- 在轴承上滴入适量的润滑油,以确保托辊的正常运转。
7. 质量检查:- 检查托辊的装配是否符合要求,如有问题应及时进行调整和修复。
- 检查托辊的运转是否顺畅,是否有异常声音或者震动。
四、安全注意事项1. 在进行装配作业时,必须佩戴手套和安全眼镜,确保人身安全。
2. 操作时要注意力集中,避免分心或者疲劳造成意外伤害。
3. 使用工具时要正确使用,避免损坏零部件或者造成人员伤害。
4. 在装配作业区域要保持整洁,避免杂物堆积或者滑倒造成事故。
五、维护保养1. 定期检查托辊的装配情况,如有松动或者损坏应及时修复。
2. 定期清洁托辊,避免灰尘和污垢积累影响托辊的使用寿命。
3. 定期润滑轴承,以确保托辊的正常运转。
六、总结本文详细介绍了托辊装配作业的标准步骤和注意事项。
装配工艺过程卡片
安全钳底座连接
3.检验
3.检验
编制
审核
会签
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
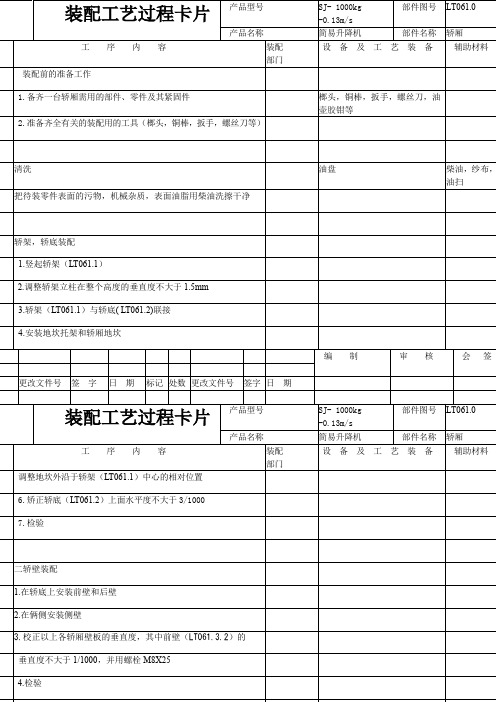
装配工艺过程卡片
产品型号
SJ- 1000kg -0.13m/s
部件图号
LT061.1
共1页
产品名称
简易升降机
部件名称
轿架
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
一
准备
装配前的准备工作
装配工艺过程卡片
产品型号
SJ- 1000kg -0.13m/s
部件图号
LT061.0
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
1
准备
装配前的准备工作
1.备齐一台轿厢需用的部件、零件及其紧固件
榔头,铜棒,扳手,螺丝刀,油壶胶钳等
2.准备齐全有关的装配用的工具(榔头,铜棒,扳手,螺丝刀等)
日期
标记
处数
更改文件号
签字
日期
装配工艺过程卡片
产品型号
SJ- 1000kg -0.13m/s
部件图号
LT061.0
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
装配工艺过程卡片(完整版)实用资料
20 钳 配 C20×135 尺寸键。
21 钳 热装十字滑块联轴器。
22 检 装配后应使滚筒保持灵活转动,检查全部零件装配齐全。
部件图号 部件名称
DT5A37. 3DT6A36. DT6A3.7
传动滚筒
共1页 第2页
完成部门
装配 装配 装配 装配 装配 装配 检验
设备及工艺装备
扳手、榔头、圆螺母扳手 改锥
名称
装配工艺过程卡片(完整版)实用资料
(可以直接使用,可编辑 完整版实用资料,欢迎下载)
序号
1 2 3
工序 名称
说 明
铆焊工
1. 长度误差≤1mm; 2. 安装时保证两根管
3. 管道连接板的焊 0.5mm;螺栓孔间 缝侧,焊缝要满焊
4 连接板不得有变形, 下料;
外观检查、调直
耳板定位
4
质检
标记 山东远利华矿用装备 21 钢组合罐道焊接工序流程卡
长度尺寸、弯曲度、 连接板平面度 连接板螺孔与罐道中 螺栓孔间距偏差
处数
产品型号
DTL
装配工艺过程卡片
产品名称 带式输送机
部件图号 部件名称
DT5A37. 3DT6A36. DT6A3.7
传动滚筒
共1页 第1页
备注
序 工序 号 名称
工序内容
完成部门
设备及工艺装备
工时定额 (分)
1 钳 清理全部零件,注意应清除和清洗主要零件的铁屑、防锈油脂。 2 检 检查是否滚筒内与零部件清洗干净, 3 钳 配 24×110 尺寸键 4 钳 将平键放在接盘轮毂键槽内划螺钉孔。 5 钳 钻平键的螺钉孔。 6 钳 热装接盘,装螺钉,转交铆焊车间。 7 钳 处理在转交过程中配合面的磕碰现象。 8 钳 剪直纸垫、毡圈。 9 钳 把毡圈装在透孔盖内。 10 钳 分别将挡圈、透孔盖组件、纸垫装在滚筒安装十字滑块联轴器的一端。 11 钳 将 1312 轴承加热后装在滚筒轴的一头后再装挡圈。 12 钳 轴承冷却后适量的润滑脂应在充满间隙的 2/3,轴承座油腔应装满。 13 检 滚筒外圆的圆跳动,圆跳动量≤1.5mm 14 检 滚筒外圆的静阻力,静阻力系数≤0.02 15 钳 包胶
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压装夹紧胎具
描图
2
压装密件
将事先加注好润滑脂的序号7内密封圈和序号8外密封圈与序号14密封盘,序号10内挡圈、序号11外挡圈,序号12挡板组成密封组件,装于轴两端各一组并压入。(关键工序:注意组件应摆正,不可压偏,压后用手转动轴应能灵活转动)
托辊压装机
压装夹紧胎具
描校
底图号
3
装挡圈
将序号13挡圈,用弹性挡圈钳嵌入轴两端沟槽内各一个。
密封圈
尼龙1010
2
5
HCTG-89-05
轴承
-------
2
6
HCTG-89-06
橡胶圈
阻燃橡胶
10
7
HCTG-89-07
内密封圈
尼龙1010
2
工
序
号工序名称工Fra bibliotek内容设备
工艺装备
1
压装密封圈轴承
参照装配图HCTG-89,将序号为2的轴穿入序号为1的管子的孔中,将序号3垫片、序号4密封圈套入轴两端各一个,再将序号5轴承套于轴两端各一个,摆正后压入轴及管子内。(关键工序:注意摆正,不可压偏,压牢后手动转动轴,应能灵活转动)
电焊机
装订号
8
质量检验
由检验员对组装好的缓冲托辊进行质量检验。
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记处数
更改文件号
签字
日期
大同煤矿中央机厂实业公司
装配工艺卡片
产品型号
φ89缓冲托辊
零(部)件图号
HCTG-89
产品名称
皮带机缓冲托辊
零(部)件名称
缓冲托辊
共2页
第1页
主要组成件
序号
图号
名称
材料
件数
1
HCTG-89-01
管子
Q235-A
1
2
HCTG-89-02
轴
20
1
3
HCTG-89-03
垫片
Q235-A
2
4
HCTG-89-04
由检验员,按照规定抽取样品,进行性能检测。
径向跳动试验台、轴向载荷试验台、旋转阻力试验台,浸水试验台
描图
5
套胶圈
将序号为6的阻燃胶圈套在托辊上,,端并压紧胶圈。
1.5Kg小锤
描校
6
套钢环
将序号为9的钢环套于托辊胶圈两端,钢环距管子两端3mm。
底图号
7
焊钢环
将序号为9的钢环与序号为1的管子焊牢,焊点成120度。
弹性挡圈钳
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记处数
更改文件号
签字
日期
大同煤矿中央机厂实业公司
装配工艺卡片
产品型号
φ89缓冲托辊
零(部)件图号
HCTG-89
产品名称
皮带机缓冲托辊
零(部)件名称
缓冲托辊
共2页
第2页
主要组成件
序号
图号
名称
材料
件数
8
HCTG-89-08
外密封圈
尼龙1010
2
9
HCTG-89-09
钢环
Q235-A
2
10
HCTG-89-10
内挡圈
08AL
2
11
HCTG-89-11
外挡圈
08AL
2
12
HCTG-89-12
挡板
Q235-A
2
13
HCTG-89-13
挡圈20
2
14
HCTG-89-14
密封盘
尼龙1010
2
工
序
号
工序名称
工序内容
设备
工艺装备
4
性能检验