中厚板轧制轧件头尾翘曲研究进展
板带轧制头部翘曲影响因素的正交实验
板带轧制头部翘曲影响因素的正交实验庞玉华,赵永团,刘长瑞,王伯健(西安建筑科技大学冶金学院,西安 710055)摘 要:采用L 25(45)正交实验设计及分析方法,对9mm 铅板进行轧制实验,考查上下轧辊直径比、压下率、导入角和轧辊转速等因素对头部翘曲的影响。
结果表明,随因素水平的变化,轧件翘曲程度变化很大,极差值分别为0163(轧辊直径比)、0124(压下率)、0124(轧辊转速)、0120(导入角)。
轧辊直径比对翘曲的影响最明显,其他影响因素的影响程度大致相当。
实验轧机控轧9mm 铅板头部翘曲的最佳工艺参数为上下轧辊直径比1B 1,压下率20%,导入角-3b ,辊转速76r/min 。
关键词:金属材料;轧制;正交实验;翘曲;辊径比;导入角;轧辊转速中图分类号:TG33515;T G146112 文献标识码:A 文章编号:1001-0211(2007)04-0060-04收稿日期:2006-01-04基金项目:陕西省自然科学基金资助项目(2004E119);西安市工业攻关资助项目(GG05059)作者简介:庞玉华(1965-),女,黑龙江哈尔滨人,教授,博士,主要从事金属轧制工艺及质量控制等方面的研究。
在中厚板热轧生产过程中,轧件咬入一般处于自由状态,没有前端的阻碍。
由于非对称轧制工艺条件的客观存在,轧出的轧件头部便会发生上下弯曲,称之为翘曲。
上下轧辊直径、转速、表面状态不相同,轧件上下表面温度不相等,都可以导致非对称轧制,从而产生翘曲(上翘或下弯)现象。
大量生产实践表明,轧件头部翘曲现象随工艺和设备参数的变化而发生较大的改变。
为了能够建立准确的轧件头部翘曲模型,有效地控制轧件头部翘曲,研究各种轧制工艺参数对翘曲的影响规律十分必要[1-8]。
目前的研究主要集中在对翘曲影响因素的探讨,集中表现在研究/变形程度、变形区形状系数、轧辊直径、轧辊旋转速度、导入角、温度0等因素对翘曲的影响,然而基本都是对单因素的探讨,对各因素影响程度没有一致性的结论。
中厚板卷厂厚板生产中头部翘曲分析
( iePae C iPa t W d l / ol l ) t n
Ab t a t T e p p ra ay e ec u e f l t e d b n i g i e v lt r d cin fo s v r l s e t u h a - s r c : h a e n lz st a s so ae h a e dn h a y p ae p o u t r m e e a a p c ss c se h p n o q i me t r c s n lcrc c nr 1 h ut be meh d t o to p ae h a e d n si t d c d u p n ,p o e sa d ee t o t .T e s i l to o c n rl l t e d b n ig i n r u e . i o a o Ke r s se k lmi ;h a e d n ;p ae p oi ;r l n o c ;t mp rp s y wo d : tc e l l e d b n i g lt rf e ol g fr e e e a s l i
行消除 , 只能将钢板头部 切掉 , 同时受钢 板头部舌形
的影 响 , 矫直机难以咬人 , 冲撞 矫直机形 成矫直辊 压 痕, 影响钢板表面质量 , 重时会 造成矫 直机连接棒 严 发生扭断 , 造成停机和设 备损坏 , 响生产顺行 。 影 在厚板轧制 过程 中 , 造成 钢板 头部 咬入 过程 出 现蛇形 的根本原 因是轧件沿纵 向变形不 均导致 的上
南钢 科 技与管 理
2 1 年第 4期 01
中 厚板 卷厂 厚 板生 产 中头 部翘 曲分析
寅 冰 1 又 阳
( 中厚 板 卷 厂 )
中厚板轧制过程中轧件头部翘曲的影响因素与控制方法

第29卷第1期2006年2月鞍山科技大学学报Journal of Anshan University of Science and Technology Vol.29No.1Feb.,2006中厚板轧制过程中轧件头部翘曲的影响因素与控制方法贾春秀1,曲正刚2(1.本溪钢铁公司设备备件处,辽宁本溪 邮政编码;2.鞍山科技大学产业处,辽宁鞍山 114044)摘 要:对中厚板轧制生产过程中,影响连续生产效率的轧件头部弯曲的影响因素:轧件温度分布、压下量、轧制线不同高度与辊径等进行分析,并对各因素控制对比进行分析,确定对轧机上、下轧辊的转速差进行控制的方法,实现对轧件头部弯曲的在线调整。
关键词:中厚板轧制;轧件头弯曲;转速差;在线调整中图分类号:TG 335152 文献标识码:A 文章编号:167224410(2006)0120069204 中厚板轧制过程中,可逆精轧机出现轧件头部弯曲易引发严重事故。
理想轧制状态下,轧件出轧机时头部平直。
在实际轧制过程中,轧件出轧机时头部形状从侧面观察主要有四种:上弯的雪橇形、波浪形、下扣形和平直形。
轧件的平直状态只是轧件头部上翘与下扣的临界状态,这种状态的可调范围极小,在现实生产中很难把握。
根据现场实际情况,相对平直轧件而言,若轧后板坯形状略微上翘呈“雪橇”状,则调节范围较宽,不但容易调节与保持,而且对下一道次的咬入无大的不良影响。
所以,实际调节过程中使轧件出轧制变形区后形成头部略向上翘的形状。
本文结合异步轧制理论[1-3],对中厚板轧制过程中轧件头部翘曲的影响因素与控制方法进行了讨论。
1 轧件头部弯曲的影响因素111 轧件温度分布 轧件的温度分布不均可分为上、下表面分布不均和纵向温度分布不均。
由于轧件在加热炉中的加热不均、钢坯出炉后在辊道运送过程中散热不均以及除磷过程中水对钢的冷却作用使得上部的平均温度比下部高,一般高出20-50℃。
当钢坯温度分布不均时,由于温度高的区域更易变形,轧后钢坯会向温度低的一侧弯曲。
北京科技大学科技成果——热轧生产中板坯弯曲现象的控制技术

北京科技大学科技成果——热轧生产中板坯弯曲现象的控制技术成果简介轧件弯曲现象在当今的轧钢领域尤其是中厚板热轧生产中是一种常见现象。
它不但会造成轧件出轧机后撞击机架辊或辊道,严重影响设备的使用寿命,而且会在钢材撞击部位留下疤痕,影响产品质量及成才率。
另外,这种不对称轧制还会造成上下轴力矩的分配不均及出轧机后轧件头部被顶死的危险,是重大设备安全事故的隐患。
随着当今钢铁领域在产品质量、生产成本方面竞争的日益激烈,热轧尤其是中厚板生产中由于温度场引起的轧件弯曲及力能参数不对称现象正越来越受到人们的关注。
但是由于轧件的弯曲现象的影响因素包括钢坯温度、轧制线高度、上下轴偏心距、上下辊辊径及辊面速度等多个方面,关系到加热炉、除鳞设备、轧机本身及驱动电机等多个设备的运行性能,且各因素间相互关联,研究起来具有一定的难度,所以,轧件的弯曲现象在我国一直没能得到很好的解决。
自1995年起,北京科技大学分别和武钢及马钢合作,采用现场试验、大型综合测试及计算机仿真分析的方法对热轧过程中的轧件弯曲现象进行了深入细致的研究,提出了一系列切实可行的解决办法。
从这两个地方这些年以来的应用情况看,方案实施后,轧件弯曲现象得到了有效的控制,取得了明显的经济效益。
其研究成果达到了国内领先水平。
这一成果对解决热轧生产中轧件不均匀变形问题具有普遍的推广价值。
可在中厚板热轧及初轧机上推广应用。
经济效益及市场分析由于本研究成果能有效控制热轧过程中的轧件弯曲现象,不但有效提高产品质量、延长设备的使用寿命,而且能彻底消除设备安全隐患,因此具有明显的经济效益,如马钢中板厂二辊轧机轧件弯曲现象得到有效控制以后,经过两年的现场考核,证实机架辊的使用寿命提高了六倍,板坯的结疤减少了90%。
另外从当前我国及国际上热连轧粗轧区和各中板厂的生产情况看,轧件的弯曲现象普遍存在,因此课题成果具有广阔的推广市场。
中厚板的弯曲问题理论研究进展
中厚板的弯曲问题理论研究进展古典的薄板理论,对世纪板进行分析的时候引入了克希霍夫-勒夫假设,假定板的横向变形为零,形式上相当于假定垂直于板中面的各个面内剪切模量无穷大,而板的其他各个方向的弹性常数仍是真是材料的弹性常数。
或者说,在古典薄板理论中,用这种各向异性材料代替了真实的各向同性材料。
在大量由板壳组成的工程结构中,根据Kirchhoff假设建立的薄板近似理论的计算结果已经满足工程计算的精度,但如果板比较厚,或者即使板很薄,在集中力作用点附近以及薄板边界周围,近似理论不仅不能取得满意的结果,甚至会导致错误的结论。
近似理论的这些缺点要求研究者提出一些新的假定,建立新的理论,它既能避免数学方面的困难,又能克服采用Kirchhoff假定忽略横向剪切应变所引起的误差。
随着工程技术要求的不断提高,薄板与薄壳理论已无法满足要求,促使国内外力学工作者对厚板壳理论与中厚板壳理论进行了大量的研究。
为解决上述问题,在二十世纪中期,以赖斯纳(Reissner)为代表的一批学者,提出了考虑剪切变形的板的理论,一般称为中等厚度板(中厚板)理论。
Reissner关于中厚板的基本假设有:1. 与薄板理论相同,应力沿板厚仍是线性分布的。
2. 横剪力引起的变形不能略去。
即薄板理论的基本假定不成立。
Reissner 首先采用直线假设,即变形前垂直于中面的直中法线变形后仍为直线,代替直法线假设,考虑了横向切应力对板变形的影响,该理论同时计及法向应力对应变的影响,采用广义余能的变分原理导出考虑剪切变形的基本方程以及边界条件,最终得到如下一组的基本方程:消去,,得到六阶偏微分方程:(1)式中w为壳中面挠度,q为横向荷载,θ为中面法线转角。
(1)式的定解问题在每一条边上需要3个自然边界条件。
Reissner用此理论研究了矩形板的扭转和有圆孔的无限大板的弯曲、扭转。
之后Green A,Mindlin R D相继发展了Reissner 理论。
八钢4200粗轧机轧制中头部翘头原因分析及预防

河道
县级
3
±0.19 3899779.2
河道
镇村 4 级河 ±0.20 1076975.9
道
3889801.3 0.3% 74.10 172.31 43.0% 1080126.6 0.3% 51.11 65.49 78.0%
合计 ±0.16 52783160.3 52725465.3 0.1% 624.05 1170.36 53.3%
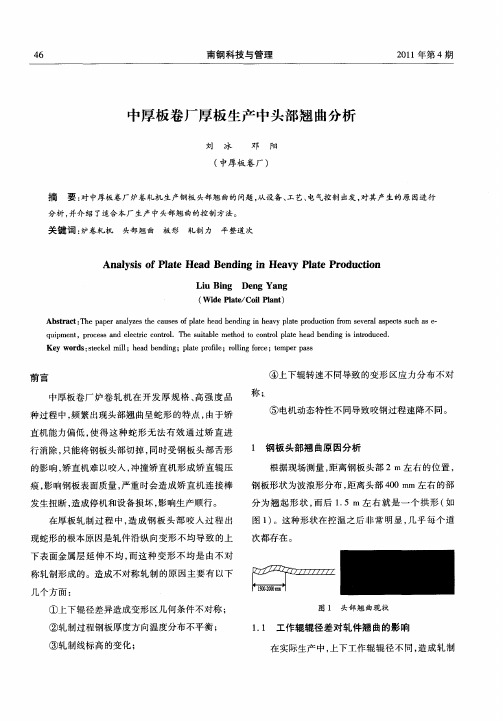
图 1 表示了内外温度不一致对钢板头部翘曲的影响 ( 暗影部 分为高温则翘头,低温则扣头 ) 。轧件外部温度高,内部温度低, 即暗影部分为低温,轧件上表面到低温部分的距离要大于轧件下 表面到低温部分的距离,即 h1 > h2(如图 2 所示)。在轧制过程中, 高温部分较易变形,高温部分被压下的比例较低温部分大,这样 轧件上部被压下较多,根据体积守恒,轧件上部延伸要比轧件下 部大,所以轧件产生向下弯曲,反之亦然。
图 3 速度对钢板翘曲影响示意图 1.4 工作辊辊径差对钢板翘头的影响 我们通过对八钢 4200 粗轧机采用上工作辊的直径参数 910 mm,下工作辊直径参数在每个工况条件下分别为 920、930、940 mm,得到带钢头部翘曲量与工作辊异径比(1.01、1.02、1.03 及 压下率的关系(如图 4 所示)。由图 4 可看出:同一异径比时, 随着压下量的增大,轧件头部翘曲量迅速增大,随后其增加趋势 减缓。其原因是在压下率较小时,两辊角速度相同,则大辊一侧 的轧件表面金属在单位时间内流动的距离长,使轧件弯向小辊一 侧。随着压下率的增加,两辊的轧制力相等,使在小辊径一侧产 生的压下量大于大辊径一侧的压下量,则小辊径一侧金属流动量 增加,减弱了由于辊速差对带钢头部翘曲的影响。
图 1 上下表层温差对头部翘曲的影响
中宽带轧制过程中翘扣头影响因素及控制措施

中宽带轧制过程中翘扣头影响因素及控制措施摘要:本文主要针对荣钢750中宽带生产线在生产过程中,轧件头尾经常发生扣翘头的原因进行了分析,并结合生产实际给出了调整措施,对现场实际生产具有一定的指导意义。
关键字:扣头、翘头、辊速差、压下率荣钢自投产以来,在生产过程中,多次遇到轧件扣翘头的现象,这种现象较多的出现在精轧机区域,在轧制过程中,一旦轧件产生翘头或扣头,很容易碰撞到设备,不但严重损坏设备,还影响到轧机的作业率、产量和成率。
一、轧件和扣翘头产生的原因在板带轧制过程中轧件扣翘头影响因素很多,如轧件在横截面方向上、下表面温度不均、压下率不同、轧件的摩擦条件不一致、辊面线速度不同等都将引起轧件在炸制过程出现扣翘头。
1.1温度的影响从理论上分析,正常情况下板坯在理论轧制高度有两个相同直径的轧辊,相同轧制速度下应该产生平直的头部。
但是生产过程中,板坯上下表面温度存在差别是影响板坯头部扣翘原因之一,如果下表面温度高于上表面,忽略其他影响因素,板坯下表面金属流动速度快,板坯经过轧制后,应该为翘头;反之则为扣头。
板坯加热过程中、板坯暴露在空气中、板坯经过除鳞箱时对板坯上下表面的冷却不均、板坯在辊道上运输过程等都将引起板坯在横截面方向的温度差。
1.2 轧制线的影响根据经验和轧制原理分析,当实际轧制线高于理论轧制线时,板坯经过轧机容易产生扣头,因为上辊压下量大于下辊压下量,板坯上表面延伸大于下表面延伸,因此产生扣头,反之翘头。
1.3 轧件道次压下率的影响在板坯上、下表面存在温差的情况下,必须考虑压下率对板坯上翘的影响。
压下率是不对称轧制中用于调整板坯出轧机形状最主要的参数之一。
实践证明,在生产过程中调整轧机压下率,抑制轧件翘头是非常直接和有效的。
在满足轧制工艺要求的前提下,制定合适的轧制规程可以减缓轧件的翘头现象。
1.4 上下辊速差的影响在正常轧制工艺中,上、下工作辊直径通常是不相等的。
由于轧件上、下表面速度与上、下轧辊速度相关。
板带轧制头部翘曲的研究现状
Vo . 3 No 2 14 .
Apr 2 1 . 01
板 带 轧 制 头部 翘 曲 的研 究 现 状
王 敬 忠
( 安 建 筑 科 技 大 学 冶 金 工 程 学 院 , 西 西 安 70 5 ) 西 陕 1 0 5
摘
要 : 对 板 带 轧 制 过 程 中头 部 翘 曲 问题 , 者 们 及 现 场 技 术 工 作 者 已 进 行 了大 量 试 验 及 现 场跟 踪 研 究 , 针 学 取
第4卷 第 2 3 期 21 0 1年 4 月
西 建 科 大 学 安 筑 技 学 报(然 学 ) I 科 版 t l
J Xia i.o c .& Te h ( trl c n eE io ) . n Un v fAr h c . Naua S i c dt n e i
中 固定 因素必 须是 生产 实 际中较 为稳定 的因素.
2 2 数值 模拟 .
J ewit P .J s e 和 .G.Gre e6 实验 中所 采用参 数 , D F M 软件 模拟 计 算 了速 度 变化 、 径 en_对 用 E OR 辊 变化 和表 面粗糙 度 变化对 翘 曲的影 响 , 在实验 中的翘 曲方 向随压 下 率变 化 而 变化 的现 象在 数 值模 拟 中
得 了 一 定 成 果 . 翘 曲 的 测 量 方 法 、 曲 的 研 究 方 法 、 响 翘 曲 的 主 要 因 素 人 手 , 板 带 头 部 翘 曲 的研 究 成 果 从 翘 影 对
进 行 了 综 述 , 出 今 后 的 研 究 方 向. 指
关 键 词 : 带 ; 制 ; 曲 ; 响 因 素 板 轧 翘 影
方法 , 因此 , 没有 统一 量 化翘 曲的标准 . 研 究初 期 , n e y和 Sa r1 Ke n d lma [ 这样 描述 翘 曲程 度 : 整个 产 品放 置在 一个 平 台上 , 由于 翘 曲离 把 用
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Re i w f S u 1 s o a n i Cur a u e i e i m v e o t ( e n He d a d Ta l i v t r n M d u Pl t li g Pr c s a e Ro ln o e s
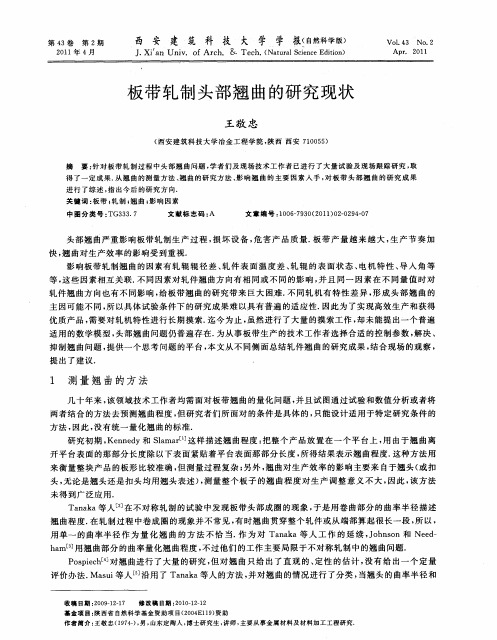
图 1 压 下 率 及 温 度 差 与 翘 曲 度 的关 系
2 2 异速 轧制 对板材 翘 曲的影 响 J .
单位压力; 垒
在 实验 中 , 假定 轧件上 下表 层 的温 度相 同 , 下 上
、
华分 为 直 辊 小 径 上 别 大径 和直 辊
一 () 4
轧辊直径相等 , 轧制线高度 =A / 仅上下轧辊 h2,
态 的稳定 性 , 重 的甚 至 造 成板 坯 进人 辊 道 下方 或 严
ቤተ መጻሕፍቲ ባይዱ
状常 与之相 似 。 者“ 缠辊” 等事 故¨ 。因此 , 了不影 响后续生产 2 1 上下表 面温度 差及压 下率对 板材 翘 曲的影 响 为 . 由于轧件 州在 加热 炉 中加 热不 均 以及 出炉 后 加工过 程 , 头尾翘 曲 部分 在 进入 后 续 加工 之 前必 须
Ke o d y W r s:me i m ae r lig;h a n alc r 8u e;c n rlmo e ;g n t fe t h mo to e o ain d u plt ln o e d a d ti u v tr o to d l e ei e c ;te a u fd fr to c n m
系数 ;
=2 — )( + ), 上 下 轧 辊 相 ( / 为
对辊速差。从理论研究上讲 , 上述影响是贯穿轧件 全长的 , 轧件头部表现为下扣时, 其长度为轧辊中心 至溜 板头 接触 点或 稍长 一点 , 已经 被生 产证实 , 这 然 而关于尾部变形形状及尾部变形量的估测却并未有 相 关公 开文 献 报道 。 23 异径 轧制 及加 工率对 板材 翘 曲的影 响【 . l 生产中, 、 上 下工作辊 的直径差对轧件翘曲也起 到一定的影响作用。根据上下工作辊在垂直方向的 压力相等, 可得到 :
一
产生 的压下 量 。假 设 P =P 则 : ,,
A ,=— h
的线速度不相等。当上、 下两辊出现辊速差时, 会在 特定区域 内使得上、 下两辊的摩擦力方向不同, 导 致快辊 的 力矩 比慢辊 的 大 , 易造 成快辊 咬 钢时掉转 , 使轧件头部下弯【 。 1 。这些影响最终可定量表示为 。
叠 嚣Ei @: 怒篱 。S 6  ̄lY1o mGJ2m aL c L ・ :
2
甘
肃
冶
金
第3 3卷
压下率与翘曲度的关系如下 :
一
轧件上层 温度 比下 层 温 度高 出十 几 度 , 时 上层 的 此
_【 △ l △2 L2 + 1 『 + J
( 1 )
金属流 动 性 比下 层 的 好 , 出 现 所 谓 的 “ 扣 ” 即 下 现
明 [ ]对一 块板 坯仅 仅进 行 头部 形状 控 制 ( 6 , - 7 即短行
程 控制 ( h r Sr eC n o ,S ) 其 头 部 的 宽 度 S ot t k o ̄ lS C) , o
不合格部分长度为 7 n, 0l l而尾部仅 凹入部分就长 ' n
・ 西安建筑 科技大学 国家级大学生创新性实验计划 : 中厚板轧制头尾翘曲遗传效应规律及控制研究( 0 00 2 ) 117 3 9 。
件 和 轧机确 定 ;
一 轧辊速
度差 为 0时 的轧件 出 口曲 率 , 主要 由轧制 工 艺 条 其
一轧 件 出 E 曲率 关 于 速 度 差 的 l
辊角速度相 同, 而大直径辊线速度大 , 金属流动距离 长, 轧件应 弯 向小直 径 工 作 辊 。两 个 相 反 的翘 曲结
果决 定 了两 者 中必须 有一 种起 主导 影 响作 用 。图 2 所示 为板材 相 对 压下 量 与板 材 弯 曲方 向 的关 系 ( p
颜 莉 , 阮加虎 , 张博博 , 王佳欣 , 郭 佳 , 孙
( 安 建 筑科 技 大 学 , 西 西 陕 两安 705) 10 5
琦 , 玉华 庞
摘
要 : 件 头尾 翘 曲 问题 成 为 中 厚 板 轧制 生 产 中 的关 键 问 题 之 一 , 接 影 响 板 材 的 成 材 率 和 产 品 质 量 。本 文 综 轧 直
Y N L , U N J -u Z A G B —o WA GJ —i, U i,S N Q , A G Y -u A i R A i h , H N ob , N i xn G 0J a a a U i P N uh a
( inU i rt o Aci c r n eh o g , in7 ̄ 5 ,C ia X a nv sy f r t t eadT cnl y X a 1 5 hn ) e i he u o
温 差与 翘 曲度 的关 系 。轧辊直 径为 110m 0 m, 出炉
舞 尊,| _ 曩蕾蝉鼙 |
度差的增大而增大; 当温差恒定时 , 压下率越大, 下 扣程 度加剧 ; 在相 同温差 及压 下率 的情 况下 , 轧件 人 口厚 度越薄 , 下扣 程 度越 大 … 。 从 图 1中还 可 以看 出, 温度差 不变时 , 随着 变形 程 度 的增 加 , 扣 程度 下
越严重 。由此推测 轧件 头部 的累积 变形 量会 以一 定 的方式 遗传 到轧件 的尾 部 。
篓
钢 坯上 表 面 温 度 为 124℃ , 表 面 温 度 分别 为 1 7 下
2 4℃ 、 2 4℃ , 下 率 小 于 2 % 。一 般 情 况 下 , 5 12 压 0
,, 。
两个 指标 和辊 速差 的关 系 :
lp = / + () 2
¨() 素
A R=— h () 5
【 )
由上述可知 , 小直径辊上产生 的压下量 比大直
径上 的大 , 轧件 应 弯 向大 直 径 工作 辊 。但 由于两 轧
式 中: / 一 l , 轧件出 口弯曲曲率 ; t
切除 。据统计 J中厚板 生 产 中 因翘 曲 而造 成 的废 ,
钢量 约 占操 作 废 钢 总 量 的 4 % 以上 。实 验研 究 表 0
运送 过程 中轧件 上下 表 面散 热 条 件 的差 异 , 同时 由 于高压水 除鳞过 程 中冷 却 不均 , 会 造成 板 坯 沿 厚 都
度方 向产 生温差 。轧制 过程 中 , 由于辊 径差 异 , 擦 摩 产热不 均也会使 上下表 面产 生一定 的温 度差异 。 根 据轧制 理论及相 关数学 基本 理论 J 差及 ,温
象 。从 图 1中可见 , 当压下 率恒 定时 , 曲度 随着 温 翘
式中: ^为 出 口板 厚 ;, t为某时 间 内上下辊 轧 出 的对 称 部分金 属体 积 ; t 、 分别 为上 下辊 轧 出 A, △ : , 的弧 形 区域 内金属 体积 。 图 1所示 为板材压 下率 及
板材 收得率显 得十分 重要 。
2 中厚 板 轧 制头 尾 翘 曲影 响 因素 研 究
中厚 板轧 制 时常 见 的头 部形 状 主要 有 四种 : 上 弯 的雪橇形 、 波浪形 、 扣形 和平 直 形 , 尾 部 的形 下 而
人 角 、 径异 速轧 制 等 。翘 曲现 象 直接 影 响 轧制 状 异
30 . l5 2O . 15 . 1O .
专
穰
錾
馨
D, l
O
() a
() b
( )板坯上下温差为 2 a O℃ ; b ( )板坯上下 温差为 5 O℃ ( 出口厚度分别为 2 0mm、9 m、7 10 ml 10m 2 10m 10mm、5 i、3 m和 10mm) l 1
述 了近年来 国内外关于中厚板轧制轧件头尾翘曲的最新研究进展 , 分析了轧件上 下表面的温度差 、 轧制压下率 、 轧
制导人角、 异径异速轧制和变形区几何 形状等对板材翘 曲的影 响 , 并介绍 了中厚板轧制 轧件头部翘 曲的控制 模型
研 究现状。
关键词 : 板轧制 ; 中厚 头尾翘曲 ; 控制模 型 ; 遗传效应 ; 变形量
1 引言
头 尾翘 曲现象一 直是 中厚板 热轧生产 中较难 克
服 的问题 之一 。轧制 过程 中 的不对 称变形 条件 均会 导 致轧后 板材 发生 不 同程度 的头尾 翘 曲, 要影 响 主 因素有 : 轧件 上下 表 面 的温 度差 、 变形 程 度 、 轧制 导
达 30m 若 加上 宽度 变 窄部 分 , 总切 尾长 度 将 2 m, 则 达到 80mm。 由此可 见 , 2 合理 控制头 尾形 状对 提高
Ab t a t sr c :He d a d ti c r au e i o e o ek yp o l msi d u p aer l n rc s .r s l n n t e rd cin o a n al u v tr s n f h e rb e n me i m lt ol g p o e s e ut gi e u t f t i i h o te p o u t i n rd c u l y n t i a t l ,t e lts r s a c r g e s i h e d a d t le a u i du h rd c vt a d p o u t ai .I h s r ce h ae t e e r h p o r s n te h a a mw t  ̄ n me i m i y q t i n i p ae rl n r c s th me a d a r a a u lt o i g p o e sa o b o d w ss mmaie e e t e r .T ee e t o i e e t e e au e e w e p l n r d i r c n a s h f cs f f rn mp rt r sb t e n u ・ z n y d t e n o e u f e o o k ie s eo mai ae p n n l ,u e u d a t rrl n ,u q l l t r l g p ra d l w rs r c fw r pe e ,d f r t n rt ,o e i g a ge n q a ime e o i g n e a e o i l n , a o n l l u v c yo i a d g o t fte d fr ain z n n te c r au e o lt e e a ay e .moe v r h s a h sau fte c n r l n e mer o eo y h m t o e o h u v t r fp ae w r n z d o l ro e ,t e r e r t ts o o t e e h o mo e o e d a d t l u v t r n me i m p ae rl n r e swa p e e td d l rh a n a r au e i du lt ol g p o s s r rs ne . f i c i c e