1500运动控制常见功能所用编程指令
S7-1500运动控制MC_POWER使能轴或禁用轴
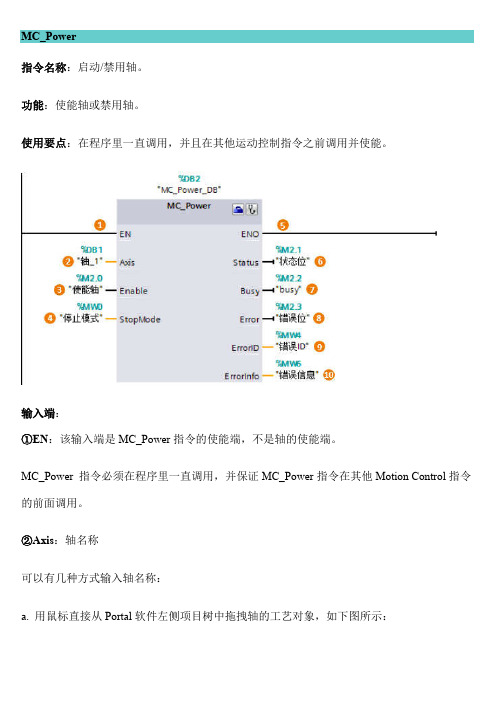
MC_Power指令名称:启动/禁用轴。
功能:使能轴或禁用轴。
使用要点:在程序里一直调用,并且在其他运动控制指令之前调用并使能。
输入端:①EN:该输入端是MC_Power指令的使能端,不是轴的使能端。
MC_Power 指令必须在程序里一直调用,并保证MC_Power指令在其他Motion Control指令的前面调用。
②Axis:轴名称可以有几种方式输入轴名称:a. 用鼠标直接从Portal软件左侧项目树中拖拽轴的工艺对象,如下图所示:b. 用键盘输入字符,则Portal软件会自动显示出可以添加的轴对象,如下图所示:c. 用拷贝的方式把轴的名称拷贝到指令上,如下图所示:d. 还可以用鼠标双击“Aixs”,系统会出现右边带可选按钮的白色长条框,这时用鼠标点击“选择按钮”,就会出现下图中的列表。
③Enable:轴使能端∙Enable = 0:根据StopMode设置的模式来停止当前轴的运行;∙Enable = 1:如果组态了轴的驱动信号,则Enable=1时将接通驱动器的电源。
④StopMode:轴停止模式∙StopMode= 0:紧急停止,按照轴工艺对象参数中的“急停”速度或时间来停止轴,如下图所示。
∙StopMode=1:立即停止,PLC立即停止发脉冲。
如下图所示。
∙StopMode=2:带有加速度变化率控制的紧急停止:如果用户组态了加速度变化率,则轴在减速时会把加速度变化率考虑在内,减速曲线变得平滑,如下图所示。
输出端:⑤ENO:使能输出⑥Status:轴的使能状态⑦Busy:标记MC_Power指令是否处于活动状态⑧Error:标记MC_Power指令是否产生错误⑨ErrorID:当MC_Power指令产生错误时,用ErrorID表示错误号。
⑩ErrorInfo:当MC_Power指令产生错误时,用ErrorInfo表示错误信息。
结合ErrorID和ErrorInfo数值,查看手册或是Portal 软件的帮助信息中的说明,来得到错误原因。
S7-1500PLC应用技术 第4章 S7-1500 PLC的常用指令

54
Date: 2023-08-01
Page:
4.5 程序控制操作指令
• JMP(N)指令
55
Date: 2023-08-01
Page:
4.5 程序控制操作指令
• JMP_LIST指令
56
Date: 2023-08-01
44
Date: 2023-08-01
Page:
4.4 数据处理与运算指令
• 数据转换指令-取整指令
45
Date: 2023-08-01
Page:
4.4 数据处理与运算指令
• 数据转换指令-截尾取整指令
46
Date: 2023-08-01
Page:
4.4 数据处理与运算指令
• 数据转换指令-标定指令
72
Date: 2023-08-01
Page:
4.7 基本指令应用示例
• 示例2:交通灯控制系统设计
73
Date: 2023-08-01
Page:
4.7 基本指令应用示例
• 示例3:多台设备运行状态监控系统设计
1 . 控制要求 某车间排风系统,由三台风机组成,采用S7-1500 PLC控制。现要 求根据风机工作状态进行监控,并通过指示灯信号进行显示,具体控 制要求如下: 1 当系统中没有风机工作时,指示灯以2Hz频率闪烁; 2 当系统中只有1台风机工作时,指示灯以0.5Hz频率闪烁; 3 当系统中有2台以上风机工作时,指示灯常亮。 试根据以上控制要求编写风机状态监控程序。
69
Date: 2023-08-01
Page:
运动控制指令介绍

运动及轴命令ACC类型:轴指令语法:ACC(rate)注意:这个指令用来和旧的Trio控制器兼容。
在新控制程序中加速度率和减速度率可用ACCEL 和DECEL轴参数设定。
说明:同时设定加速度率和减速度率参数:rate:加速率,单位:UNITS/SEC/SEC例子:例1:把轴的加、减速设置成相同的值,在指定的速度下,运行电机ACC(120) … 加减速同时设为120 units/sec/secSPEED=14.5 … 电机速度设为14.5 units/secMOVE(200) … 电机走200个units的增量距离ADD_DAC类型:轴指令语法:ADD_DAC(轴)说明:ADD_DAC指令提供双反馈控制。
允许一个辅助编码器(轴2)反馈到伺服轴(轴1)。
指令使得两个伺服环的输出共同决定伺服轴的速度指令输出。
这个指令通常应用于轧辊反馈系统,需要一个辅助编码器补偿滑动。
当一个运动轴,带两个反馈编码器时,用到这条指令。
实现方法:在虚拟轴上做动作,用ADDAX()或CONNECT()把此动作加到两个轴上,再用ADD_DAC把两个轴的速度指令输出加到同一轴上如果2个反馈装置分辨率的不同,必须注意两个轴所要求的目标位置不一样。
注:在下例中,需要设置辅助编码器轴的ATYPE为伺服轴。
使用ADD_DAC(-1)取消连接参数:轴速度参考输出到基本轴,设置-1取消连接,并返回正常操作。
参阅:AXIS,ADDAX,OUTLIMIT例1:BASE(1)‘使两轴编码器在相同的线性距离反馈回相同的计数ENCODER_RATIO(counts_per_mm2, counts_per_mm1)UNITS AXIS(1) = counts_per_mm1UNITS AXIS(2) = counts_per_mm1 ‘ 单位必须相同ADD_DAC(2) ' 把轴2 的DAC_OUT叠加到轴1上ADDAX(1) AXIS(2) ' 把轴1的轨迹加到轴2上‘到现在,两轴已经准备就绪MOVE(1200)WAIT IDLEADDAX类型:运动控制指令语法:ADDAX(轴号)说明:ADDAX指令将2个或多个的运动叠加形成较复杂的运动轨迹。
s7-1500fbd实现循环控制程序举例

s7-1500fbd实现循环控制程序举例
使用s7-1500fbd实现循环控制的程序示例:
1. 首先在S7-1500软件中创建一个程序块,命名为Loop_Control_Block。
2. 在程序块中创建一个计数器变量,命名为Count,初始值为0。
3. 创建一个循环控制的函数块,命名为Loop_Control_Function。
4. 在Loop_Control_Function中实现循环控制功能,按照需求编写代码。
5. 在Loop_Control_Function中添加一个用于控制循环次数的输入变量,命名为Max_Loop。
6. 在Loop_Control_Function中添加一个输出变量,用于标记循环是否完成,命名为Loop_Complete。
7. 在程序块中添加一个周期性调用Loop_Control_Function的周期任务。
8. 每次执行周期任务时,在函数块中判断当前循环次数是否达到设定的最大值Max_Loop,如果是,则将Loop_Complete输出变量置位。
9. 否则,将计数器变量Count加1,并执行循环控制代码。
10. 在主程序中使用Loop_Control_Block程序块,调用Loop_Complete输出变量来判断循环是否完成,完成后执行下一步操作。
注意,具体的循环控制代码实现要根据具体的需求进行编写。
S1500-SCL编程语言常用的功能的实现

VARIANT变量比较操作
读写存储区
1.读取DB1.a 数组中第5个数组的值给#b,数组类型INT
2读取MD200,低16位值
读写位
1.读取DB1.a 数组中第5个数组的第2位
2.读取mw200第1位
读写位
1.读取DB1.a 数组中第5个数组的第2位
2.读取mw200第1位
1.引用声明 引用可在函数或函数块的块接口中声明
定时控制
1. 传统定时:
#Tag_Result (当前时间)变量类型S5TIME Q(状态置) 变量类型 bool
定时控制
1. IEC定时:
比较操作
比较操作
VARIANT变量比较操作
1.变量数据类型比较
#r 与#a 变量数据类型一致,输出置1, Array[0..1] of Int 和Array[0..5] of Int数据类型一致
引用可指向以下元素: 位字符串 不支持 BOOL 引用。 整数 浮数 字符串 不支持针对字符串的长度声明。 IEC 定时器 支持 IEC_TIMER 和 IEC_LTIMER 引用。 不支持派生数据类型引用,例如 TON。 IEC 计数器 支持 IEC_COUNTER/IEC_UCOUNTER、IEC_SCOUNTER/IEC_USCOUNTER、IEC_DCOUNTER/IEC_UDCOUNTER 引用。 不支持派生数据类型引用,例如 CTU。 PLC 数据类型 (UDT) 系统数据类型 (SDT) 已命名的数据类型的 ARRAY 不支持 ARRAY[*] 引用。 在最新版本的 TIA Portal 中,不能声明 ARRAY 引用。因此,不支持以下声明:ARRAY of REF_TO<数据类型>
当M0.0 变为0, Tag_13 保持仍然=1 SCL中, 当M0.0 置1, Tag_13 =1
HDC1500DX精简版:操作使用各功能

HDC1500辅助菜单辅助菜单当按钮Sequence, Setup同时按下,显示辅助菜单。
当处于辅助菜单时,按钮Sequence和按钮Setup的 LED闪光。
通过按Sequence按钮向前滚动,或按Setup按钮向后滚动。
在任何时间离开辅助菜单时,请同时按下Sequence, Setup。
1 代码离开辅助菜单时,会被询问是否有一个口令代码,这是通过在顶端显示器上出现的“CODE”来指示的。
在下端的显示器上指示默认值代码“OFF”是关闭的。
可通过转动调节Adjust来设定一个从0到999的数字口令。
当重新进入辅助菜单时,口令代码必须被正确输入才能进入辅助菜单。
错误的输入次数被记录,五次输入口令错误后将被锁定,在下端的显示器上指示“LOCK”。
5次失败尝试后,电源可能会继续焊接,但是辅助菜单不可用。
同时按下Program,Sequence, Setup,Upper display四个按钮重新设置口令,当口令需要被重新设置时,“CODE”会显示在上端显示器上,并且“RESET”会显示在下端显示器上。
再同时按下Program,Sequence, Setup,Upper display 四个按钮,将恢复到出厂默认值。
这是通过上端显示器出现的“WIPE”来指示的。
重新设置也将关闭掉口令代码的原有状态。
2 电源选择上端显示器显示“PPS”。
下端显示器显示“ON”或“OFF”。
使用Adjust 调节选择“ON”或“OFF”。
3 电压范围锁当“LOCK”被显示在下端的显示器上时,电压范围锁被激活,并且V的LED点亮。
通过默认值,电压范围锁被关闭,通过上端的显示器上的“OFF”来证实。
从预置电压中可以设置一个在0-10V之间的电压变化,按下Upper display按钮并旋转Adjust按钮到需要的电压。
电压范围锁是一个相关程序,针对每个程序一个不同的电压变化可能被锁住,并且与送丝速度和电流无关。
如果锁被运用,只有那些与锁相关的程序是可进入的。
西门子S7-1500运动控制使用入门学习-PROFIdrive
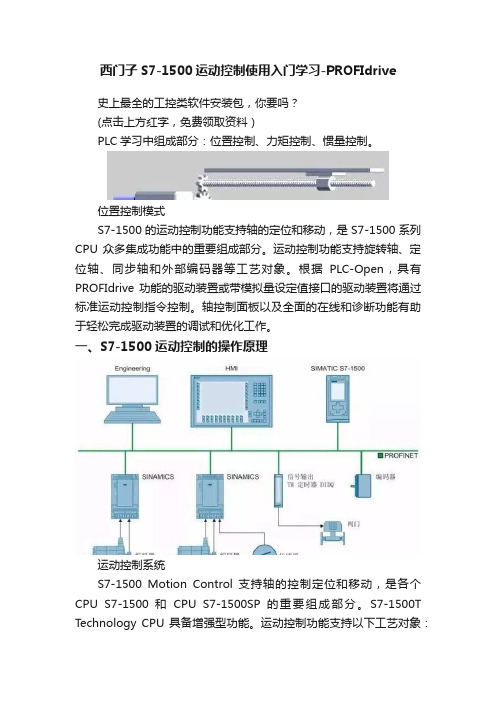
西门子S7-1500运动控制使用入门学习-PROFIdrive史上最全的工控类软件安装包,你要吗?(点击上方红字,免费领取资料)PLC学习中组成部分:位置控制、力矩控制、惯量控制。
位置控制模式S7-1500 的运动控制功能支持轴的定位和移动,是 S7-1500 系列CPU 众多集成功能中的重要组成部分。
运动控制功能支持旋转轴、定位轴、同步轴和外部编码器等工艺对象。
根据PLC-Open,具有PROFIdrive 功能的驱动装置或带模拟量设定值接口的驱动装置将通过标准运动控制指令控制。
轴控制面板以及全面的在线和诊断功能有助于轻松完成驱动装置的调试和优化工作。
一、S7-1500 运动控制的操作原理运动控制系统S7-1500 Motion Control 支持轴的控制定位和移动,是各个CPU S7-1500 和CPU S7-1500SP 的重要组成部分。
S7-1500T Technology CPU 具备增强型功能。
运动控制功能支持以下工艺对象:● 速度轴● 定位轴● 同步轴● 外部编码器● 测量输入● 输出凸轮● 凸轮轨迹● 凸轮 (S7-1500T)根据PLCopen,具有PROFIdrive功能的驱动装置和带模拟量设定值接口的驱PROFI drive功能简介【PROFIdrive】是由PNO(PROFIBUS 用户组织)在PROFIBUS DP 和 PROFINET IO中为速控和位控驱动装置指定的配置文件。
PROFIdrive定义图二、控制案例分析2.1 S7-1500系列PLC+变频器+编码器组成位置控制系统系统搭建示意图本文中的实例项目使用CPU1516-3PN/DP 通过PN 通讯控制G120 变频器,通过安装在电机后面的编码器连接到工艺模块TM Count24V 作为位置反馈。
轴定位功能图2.2 系统硬件组态1.硬件组成CPU型号:1516-3 PN/DP 订货号:6ES7 516-3AN00-0AB0 FW V1.6TM技术模块:2x24V 订货号:6ES7 550-1AA00-0AB0 FW V1.1G120变频器:CU250-2S 订货号:6SL3 246-0BA22-1FA0 FW V4.6组态软件:STEP 7 TIA Portal 6ES7 822-1AA03-0YA5 V13 Upd4SIMATIC Startdrive 6SL3 072-4DA02-0XG0 V13 Upd12.硬件组态组态1组态&参数变频器参数设置3.配置工艺对象变频器配置参数3.1基本参数设置基本参数设置3.2编码器参数设置编码器参数设置编码器设置2编码器设置3 3.3其他参数设置其他参数设置4.在线调试诊断在线调试诊断5.编程下载时序图三、总结PROFI drive是变频器制造厂商为优化周期通信而开发的用户数据框架,目的是提供变频器PROFIBUS接口的制造厂商标准,使集成、调试时间最小化,这个FAQ描述了控制器和变频器之间周期通信的常用术语。
S7-12001500指令说明M...
S7-12001500指令说明M...MC_AbortMeasuringInput:取消当前运行的测量作业V6(S7-1500,S7-1500T)MC_AbortMeasuringInput:取消当前运行的测量作业V6说明借助运动控制指令“MC_AbortMeasuringInput”,可中止活动的一次性或循环测量作业。
适用于测量输入要求工艺对象已正确组态。
超驰响应有关“MC_AbortMeasuringInput”作业的超驰响应,请参见“超驰响应V6:测量输入作业”部分。
参数下表列出了“MC_AbortMeasuringInput”运动控制指令的参数:参数声明数据类型默认值说明IN-TO_Measuring-MeasuringInput-工艺对象PUTInputIN-TRUExecuteBOOLFALSE上升沿时启动作业PUTEOUT-函数块已处理。
测量作业已被取DoneBOOL0PUT消激活。
OUT-TRUBusyBOOLFALSE作业正在处理中。
PUTECommandAbor-OUT-TRUBOOLFALSE作业已中止。
tedPUTEOUT-TRU处理作业时出错。
错误原ErrorBOOLFALSEPUTE因位于参数“ErrorID”中。
参数“ErrorID”的错误IDOUT-16#000更多详细信息,请参见文档ErrorIDWORDPUT0“S7-1500/S7-1500T运动控制报警和错误ID”中的“错误ID”部分。
参见超驰响应V6:测量输入作业(S7-1500,S7-1500T) 探针工艺对象(S7-1500,S7-1500T)-1-。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
点动功能
点动功能至少需要MC_Power,MC_Reset,和MC_Jog指令。
相对距离运行
相对速度控制功能,需要MC_Power,MC_Reset,和MC_MoveRelative指令。
以速度连续运行
相对速度控制功能,需要MC_Power,MC_Reset,和MC_MoveVolcity,以及MC_Halt 指令。
启用/禁用工艺对象:MC_Power
确认报警.重新启动工艺对象Mc_rest
相对定位轴:Mc_MoveVelocity
暂停轴:MC_halt
S7-1200运动控制指令
用户组态轴的参数,通过控制面板调试成功后,就可以开始根据工艺要求编写控制程序了。
关于运动控制指令有几点需要说明:
1. 打开OB1块,在Portal软件右侧“指令”中的“工艺”中找到“运动控制”指令文件夹,展开“S7-1200 MotionControl”可以看到所有的S7-1200运动控制指令。
可以使用拖拽或是双击的方式在程序段中插入运动指令,如下图所示,以MC_Power指令为例,用拖拽方式说明如何添加Motion Control指令。
这些Motion Control指令插入到程序中时需要背景数据块,如下图所示,可以选择手动或是自动生成DB块的编号。
添加好背景DB后的MC_Power指令如下图所示。
『注意』运动控制指令之间不能使用相同的背景DB,最方便的操作方式就是在插入指令时让Portal软件自动分配背景DB块。
2. 运动控制指令的背景DB块在“项目树”-->“程序块”--> “系统块”-->“程序资源”中找到。
用户在调试时可以直接监控该DB块中的数值,如下图所示。
3. 每个轴的工艺对象都一个背景DB块,用户可以通过下面的方式打开这个背景DB块:
可以对DB块中的数值进行监控或是读写。
以实时读取“轴_1”的当前位置为例,如下图所示,轴_1的DB块号为DB1,用户可以在OB1调用MOVE指令,在MOVE指令的IN端输入:DB1.Position,则Portal软件会自动把DB1.Position更新成:“轴_1”.Position。
用户可以在人机界面上实时显示该轴的实际位置。