催化裂化汽油固定床脱硫醇催化剂的性能研究
催化裂化汽油固体碱脱硫
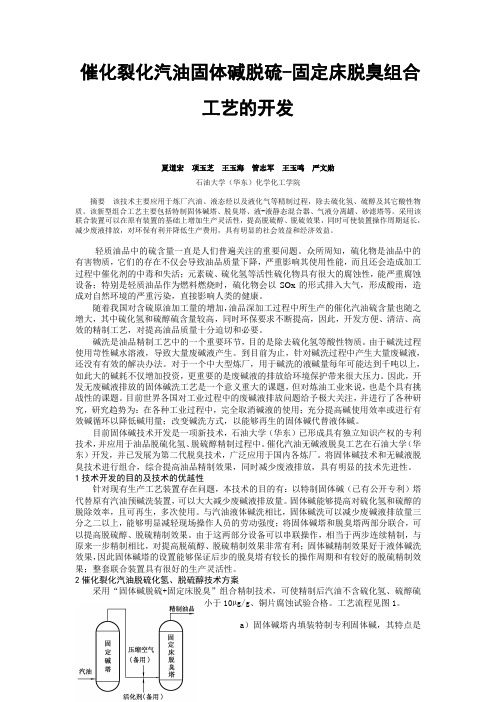
催化裂化汽油固体碱脱硫-固定床脱臭组合工艺的开发夏道宏项玉芝王玉海管志军王玉鸣严文勋石油大学(华东)化学化工学院摘要该技术主要应用于炼厂汽油、液态烃以及液化气等精制过程,除去硫化氢、硫醇及其它酸性物质。
该新型组合工艺主要包括特制固体碱塔、脱臭塔、液-液静态混合器、气液分离罐、砂滤塔等。
采用该联合装置可以在原有装置的基础上增加生产灵活性,提高脱硫醇、脱硫效果,同时可使装置操作周期延长,减少废液排放,对环保有利并降低生产费用,具有明显的社会效益和经济效益。
轻质油品中的硫含量一直是人们普遍关注的重要问题。
众所周知,硫化物是油品中的有害物质,它们的存在不仅会导致油品质量下降,严重影响其使用性能,而且还会造成加工过程中催化剂的中毒和失活;元素硫、硫化氢等活性硫化物具有很大的腐蚀性,能严重腐蚀设备;特别是轻质油品作为燃料燃烧时,硫化物会以SOx的形式排入大气,形成酸雨,造成对自然环境的严重污染,直接影响人类的健康。
随着我国对含硫原油加工量的增加,油品深加工过程中所生产的催化汽油硫含量也随之增大,其中硫化氢和硫醇硫含量较高,同时环保要求不断提高,因此,开发方便、清洁、高效的精制工艺,对提高油品质量十分迫切和必要。
碱洗是油品精制工艺中的一个重要环节,目的是除去硫化氢等酸性物质。
由于碱洗过程使用苛性碱水溶液,导致大量废碱液产生。
到目前为止,针对碱洗过程中产生大量废碱液,还没有有效的解决办法。
对于一个中大型炼厂,用于碱洗的液碱量每年可能达到千吨以上,如此大的碱耗不仅增加投资,更重要的是废碱液的排放给环境保护带来很大压力。
因此,开发无废碱液排放的固体碱洗工艺是一个意义重大的课题,但对炼油工业来说,也是个具有挑战性的课题。
目前世界各国对工业过程中的废碱液排放问题给予极大关注,并进行了各种研究,研究趋势为:在各种工业过程中,完全取消碱液的使用;充分提高碱使用效率或进行有效碱循环以降低碱用量;改变碱洗方式,以能够再生的固体碱代替液体碱。
催化裂化汽油光催化氧化脱硫光敏剂的研究
催化裂化汽油光催化氧化脱硫光敏剂的研究3赵地顺 刘翠微 马四国(河北科技大学化学与制药工程学院) 摘 要 为生产清洁能源,采用光催化氧化法对催化裂化汽油进行了脱硫研究。
通过对汽油光化学法脱硫工艺的研究发现,不同的光敏剂的作用机理不同,汽油的脱硫率也不同。
采用BZP 为光敏剂时,BZP 对光的有效吸收很重要,在水相中的脱硫效果好于油相;脱硫是光照产生的气泡中的激发态氧进入上层后,与含硫化合物反应达到脱硫目的。
当以十六烷基三甲基溴化铵为光敏剂时,既是阳离子型光引发剂,又作为相转移剂,在双重作用下促进了脱硫的进行,光照10h,脱硫率高达90%以上。
关键词 光敏剂 光催化 汽油 氧化 脱硫 20世纪80年代以来,在污染控制的化学方法和技术中,光化学方法特别是光催化氧化技术异军突起,成为各国环境工作者推崇的新技术[1]。
其中,光谱敏化在光化学研究中占有十分重要的位置,应用光谱敏化的方法可使光化学反应调整到与反应用灯波长相匹配的条件下进行,同时又可大大扩充敏感的波长范围,有利于能源的节约[2]。
生产清洁油品已经成为中国炼油行业的当务之急,众多日本学者将光催化氧化方法应用于油品的脱硫,并取得了较大进展。
其中,2002年Moha med .A.I 等人采用有机两相体系,轻质油品的脱硫率可达89.75%[3]。
2003年Y .Shiraishi 等人采用油品与双氧水两相体系,以SG -BZP 为光敏剂,经过60h 的光照,脱硫率为72.2%[4]。
但这些方法中还存在光照时间长、操作复杂等缺点。
所以,探索一种既清洁又有效的光化学脱硫方法仍在继续。
本研究在以前脱硫工作的基础[5-7]上,将光敏剂BZP 和十六烷基三甲基溴化铵应用于催化裂化(FCC )汽油的光催化氧化脱硫,初步探索了光敏剂的作用机理。
1 实验内容1.1 实验仪器与药品GC -FP D 气相色谱仪(上海天美科学仪器有限公司);XP A -Ⅱ型光化学反应仪(南京胥江机电厂);W K -2D 型微库仑综合分析仪(江苏江分电分析仪器有限公司);FJ 200-S 数显高速分散均质机(上海标本模型厂);300W 单端中压汞灯(北京电光源研究所);800型电动离心沉淀器(江苏龙冈医疗机械厂盐城);30%过氧化氢(分析纯,北京化工厂);BZP (分析纯,SI G MA -ALDR I CH,I nc .);四丁基溴化铵(分析纯,天津市化学试剂公司);十六烷基三甲基溴化铵(分析纯,天津市光复精细化工研究所);FCC 汽油(硫含量为600μg/g 左右,石家庄炼油厂提供)。
催化裂化汽油深度加氢脱硫催化剂的研制及性能评价

2017年第36卷第7期 CHEMICAL INDUSTRY AND ENGINEERING PROGRESS·2511·化 工 进展催化裂化汽油深度加氢脱硫催化剂的研制及性能评价鞠雅娜,兰玲,刘坤红,钟海军,吕忠武,姜增坤,李阳(中国石油天然气股份有限公司石油化工研究院,北京102206)摘要:在传统催化汽油加氢脱硫催化剂基础上,以γ-Al 2O 3为载体,Co-Mo-Ni 为活性组元,采用等体积浸渍方法制备了一种催化汽油深度加氢脱硫催化剂。
研究了现有技术生产国Ⅴ汽油存在的问题,考察了载体、活性组元、金属负载量对催化剂催化性能的影响,并对催化剂稳定性进行了研究。
结果表明:该催化剂对硫含量满足国Ⅳ标准(S ≤50µg/g )的催化汽油产品进一步接力脱硫时,可脱除硫醇硫及其他形态硫,烯烃基本不饱和,加氢脱硫选择性高达90%以上。
该催化剂作为国Ⅳ升级到国Ⅴ标准的重要技术,降低了现有国Ⅴ技术的辛烷值损失,技术经济性更好。
关键词:催化汽油;催化(作用);加氢脱硫;选择性;催化剂中图分类号:TE624.4+31 文献标志码:A 文章编号:1000–6613(2017)07–2511–06 DOI :10.16085/j.issn.1000-6613.2016-1841Preparation and evaluation of a deep hydrodesulfurization (HDS )catalyst for catalytic cracking gasolineJU Yana ,LAN Ling ,LIU Kunhong ,ZHONG Haijun ,LÜ Zhongwu ,JIANG Zengkun ,LI Yang(PetroChina Petrochemical Research Institute ,Beijing 102206,China )Abstract :A novel FCC deep hydrodesulfurization catalyst ,composed of Al 2O 3 carrier and Co-Mo-Ni trimetallic active component ,was synthesized by an incipient wetness impregnation method. The effects of carrier raw materials ,active metal and metal loading on the catalyst activity and selectivity were studied as well as the stability of the catalyst. The experimental results showed that this catalyst had a high HDS selectivity (≥90%)for catalytic gasoline desulfurization products of national Ⅳ standard (S ≤50µg/g ),and a high efficiency for the removal of mercaptan as well as other sulfur compounds ,and was of little olefin saturation. The catalyst could be used as complementary technology for the production of ultra-low sulfur gasoline ,which suffered a high RON loss ,thus improved the techno-economics.Key words :catalytic cracking gasoline ;catalysis ;hydrodesulfurization (HDS );selectivity ;catalyst世界各国对发动机燃料的质量要求日益严格[1],环保问题受到世界各国的广泛重视。
催化裂化汽油中硫化物分布的研究
催化裂化汽油中硫化物分布的研究郁军荣(中国石化上海石油化工股份有限公司质检中心,200540)摘 要: 精制汽油是汽油的主要来源,上海石化近期精制汽油多次出现博士试验通过,但硫醇硫超标的现象,通过运用GC -AED 技术对催化裂化汽油加氢前后的硫化物进行研究,了解其中的硫化物分布,从而指导工艺生产。
同时指出不同加工工艺和加工原料会造成催化汽油中的硫醇硫脱除效果不同。
关键词: 催化裂化汽油 加氢精制 硫化物 分布文章编号: 1674-1099 (2009)05-0039-04 中图分类号:TE624 文献标识码: A收稿日期:2009207208。
作者简介:郁军荣,男,1975年出生,2008年4月毕业于上海华东理工大学化学工程专业,硕士研究生,现从事质量检验工作。
降低汽油中硫含量以减少汽车尾气中S O x 的排放是保护环境的重要举措[1]。
汽油加氢脱硫、吸附脱硫和催化裂化脱硫添加剂技术已成为重要研究课题[2-5]。
精制汽油是汽油的主要来源,降低精制汽油中的硫含量和硫醇硫含量是提高汽油质量的关键。
1 催化裂化汽油硫分布加氢脱硫是一种脱除硫化物的有效方法,但催化裂化汽油中大量的高辛烷值烯烃被加氢饱和,使汽油的辛烷值降低。
催化裂化汽油轻馏分中烯烃含量较高,而硫含量较低,重馏分中烯烃含量较低,硫含量较高,所以,催化裂化汽油脱硫的重点是脱除重馏分中的硫。
通常可以采用馏分切割的方法,将催化裂化汽油切割成低硫、富含烯烃的轻馏分和高硫、烯烃含量低的重馏分。
重馏分采用加氢脱硫处理,而轻馏分采用Mer ox 法脱硫醇,从而一方面可以达到深度脱硫,生产低硫汽油的目的,又能尽可能减少由于烯烃饱和带来的辛烷值损失。
目前,国内外开发的催化裂化汽油选择性加氢脱硫工艺,如Exxon Mobil 公司的ScanFining 工艺,I FP 的Pri m e -G 工艺,以及中国石油化工科学研究院的RS DS 工艺和中国石化抚顺石油化工研究院的OCT -M 工艺等,正是利用了催化裂化汽油中硫和烯烃分布的明显差异。
催化裂化催化剂的研究与应用

催化裂化催化剂的研究与应用发布时间:2021-06-22T09:13:15.683Z 来源:《基层建设》2021年第8期作者:陈蒙[导读] 摘要:文章主要是分析了催化裂化催化剂的研发情况,在此基础上讲解了催化裂化催化剂在国内的工业应用情况,望可以为有关人员提供到一定的参考和帮助。
中国石油哈尔滨石化公司黑龙江哈尔滨 150070摘要:文章主要是分析了催化裂化催化剂的研发情况,在此基础上讲解了催化裂化催化剂在国内的工业应用情况,望可以为有关人员提供到一定的参考和帮助。
关键词:催化裂化;催化剂;基质材料;沸石;工业应用1前言催化裂化工艺技术是原油二次加工中重要的手段,催化裂化工艺技术水平会直接影响到加工重质油的能力,影响到企业的盈利情况。
且由于企业的原油来源不同,为此加工的原油性质也会存在明显差别,这在一定程度上促进催化裂化工艺技术的发展。
2催化裂化催化剂的研发2.1、基质材料研究2.1.1、改性高岭土基质材料高岭土是一种常用的催化剂基质材料,但难以实现高岭土没有孔结构,所以它不能直接使用。
只有在酸和碱改性后,它将成为一种大分子孔。
制备与改性高岭土的不同源的相同催化裂化催化剂作为基质。
表征和评估所得催化裂化催化剂的结构和性能。
研究了监测区域,选择性,开裂性和重油性能之间的关系。
得到基质材料的物理化学关系,分析了基质材料物理化学性质与催化剂性质之间的关系。
结果表明,不同产地制备的FCC催化剂的性能存在显著差异,说明基体材料的物理化学性质对FCC催化剂的性能有重要影响催化剂。
元程远等等从高岭土中提取的二氧化硅作为硅源,铝酸钠作为硅源以铝源为模板,并以此模板为模板在高岭土结构中构筑有序的网孔,用于催化剂的介孔二氧化硅基质材料。
用分子筛作为活性成分制备一种新型的FCC催化剂,评价其性能。
催化剂有着较为良好的裂化产品选择性,高产率高的汽油和总液体,低产量的重油和焦炭。
采用碱抽提法制备高岭土制备了催化裂化催化剂。
催化裂化汽油硫醇含量超标的原因分析
响不 大 。
1 . 2 汽油 胶质 含量 的影 响
H P B 5 0 1 存在 的条件下 , 氧化生成二硫化物并溶于
汽油 , 以达 到脱 除硫 醇 的 目的…。
2 0 1 2 年8  ̄ 9 月, 硫醇含量 较高时脱前汽油及 脱后汽油胶质分析数据见表 2 。
表2 汽油胶质含彰 ( mg ・ ( 1 0 0 mL) )
炼 油 与 化 工
2 0 1 3 年 第3 期
REF I NI NG AND CHEM I CAL I NDUS TRY
催化裂化汽油硫醇含量超标的原 因分析
宁海 涛 , 高亚 明, 张洪福
( 大庆石化公 司炼油厂 , 黑龙江 大庆 1 6 3 7 1 1 )
Hale Waihona Puke 摘要: 分析 了催化裂化装置汽油硫醇含量超标 的原 因, 采用 了脱硫醇 固定床在线清洗工艺技术。 结果表明, 加大活化剂 H P B 5 0 1 注入量对 固定床进行清洗 , 能够脱除吸附在固定床层上的胶质 , 减 缓了胶质吸附在脱硫剂 H P A 3 0 4 上的速度, 提高脱硫剂 H P A 3 0 4 的活性和脱硫醇效果 , 保证 了产品
清 洗前 R 4 3 0 2 出 口胶 质含 量 平均 值 为 1 . 7 6 m g / 1 0 0 m L , 脱后 汽油胶 质含量平均值为 1 . 3 2 m g / 1 0 0 m L ( 见表 2 ) , 脱后汽油中胶质含量明显降低 , 比R 4 3 0 2 出 口胶 质含 量平 均 降低 了 O . 4 4 m g / 1 0 0
2 0 1 2 年5 月, 该装置进行检修 , 脱硫醇 固定床 R 4 3 0 1 A / B中脱硫剂 H P A 3 0 4 重新进行填装 , 5 月1 7 日正式开工。开工后的 3 个月 , 精制汽油各项指标 合格。2 0 1 2 年8 月汽油硫醇整体呈上升趋势 , 8 月 9日、 8 月1 3日及 9 月 4日出现 汽 油 硫 醇 连 续 不 合 格情况 , 最高达到 1 3 g , g , 严重影 响产品质量。判 断为汽油胶质吸附在脱硫剂 H P A 3 0 4 上, 导致脱硫 剂H P A 3 0 4 微 孔 堵塞 , 活 性 降低 , 影 响 了脱硫 剂 H P A 3 0 4 对精制汽油中硫醇的脱除效果。
催化裂化催化剂的研究与应用
催化裂化催化剂的研究与应用作者:周治峰来源:《当代化工》2019年第07期摘 ;;;;;要:催化裂化工艺技术已经成为原油二次加工的重要手段,而催化裂化催化剂又是该工艺的核心。
本文着重探讨了催化裂化催化剂的研发情况,主要包括改性高岭土、中大孔硅铝以及新型催化裂化催化剂基质材料的研究情况,以及催化裂化催化剂活性组分的研究情况。
最后介绍了各种催化裂化催化剂的应用情况,指出了将来催化裂化催化剂的研究方向。
关 ;键 ;词:催化裂化工艺技术;催化剂;基质材料;沸石;工业应用中图分类号:TQ426.95 ;;;;;文献标识码:A ;;;;;文章编号:1671-0460(2019)07-1524-04Abstract: Catalytic cracking technology has become an important means of secondary processing of crude oil, and catalytic cracking catalyst is the core of the process. In this paper,research and development situation of catalytic cracking catalysts was introduced from two aspects of matrix materials and active components. And industrial application of catalytic cracking catalysts in domestic petrochemical industry was discussed, the research trend of catalytic cracking catalysts was put forward.Key words: Catalytic cracking technology;Catalyst;Matrix material;Zeolite; Industrial application目前,催化裂化工艺技术已经成为原油二次加工的重要手段,石油化工企业的催化裂化工艺技术水平决定了其加工重质油的能力,也就决定了该企业的盈利水平。
催化裂化汽油的N-甲酰吗啉萃取脱硫研究
催化裂化汽油的N-甲酰吗啉萃取脱硫研究王新胜;雒佳莉;李效军;许文倩【摘要】研究了以N-甲酰吗啉为萃取剂,萃取脱除模型汽油和催化裂化汽油中硫的方法.实验结果表明,对于模型汽油:在萃取温度为65 ℃,萃取时间为6 min时,脱硫率达到96.6%,油收率为88.3%;对于催化裂化汽油:在萃取温度为65 ℃,单级萃取时间为8 min,经过三级萃取后,催化裂化汽油总脱硫率达到81.8%,油收率为95.2%.【期刊名称】《河北工业大学学报》【年(卷),期】2010(039)003【总页数】5页(P32-36)【关键词】N-甲酰吗啉;模型汽油;催化裂化汽油;萃取;脱硫【作者】王新胜;雒佳莉;李效军;许文倩【作者单位】河北工业大学,化工学院,天津,300130;河北工业大学,化工学院,天津,300130;河北工业大学,化工学院,天津,300130;河北工业大学,化工学院,天津,300130【正文语种】中文【中图分类】TE645随着环保要求的不断提高,高效率的油品脱硫技术受到越来越多的重视.与国外不同,我国催化裂化(FCC)汽油约占成品汽油的70%,而成品汽油中80%以上的硫来自于催化裂化汽油,因此我国降低产品汽油硫含量的关键是降低催化裂化汽油的硫含量[1].采用催化加氢脱硫技术对汽油进行处理,不仅需要消耗大量氢气,使操作费用急剧上升,而且加氢会降低汽油辛烷值.为此,非加氢脱硫技术受到越来越多的重视[2].非加氢脱硫技术主要包括吸附脱硫,生物脱硫,氧化脱硫,溶剂萃取脱硫等[3].溶剂萃取脱硫是利用萃取剂直接将汽油中的硫化物抽提出来,被抽提出来的硫化物可以作为化工产品的原料或中间产物使用,溶剂可循环使用从而减少了环境污染[4].经碱洗后的催化裂化汽油主要含有噻吩及其烷基取代物,切割后重馏分汽油中的硫化物大都是非极性有机物,可以认为萃取脱硫的机理为氢键缔合过程,与裂解或重整汽油的芳烃抽提相类似.基于以上考虑,再根据芳烃抽提的经验[5-7],本文首先对比了几种萃取剂的萃取脱硫效果及其它参数,得出N-甲酰吗啉对催化裂化汽油的萃取脱硫效果最佳.而在本人所阅中外文献范围内,并未见关于N-甲酰吗啉对催化裂化汽油的萃取脱硫的研究报道.本文首先以正辛烷、噻吩、环己烯和甲苯为基本成分配制了模型汽油,研究了各种不同组分对N-甲酰吗啉萃取脱硫的影响,得到了较好的脱硫效果,证明了N-甲酰吗啉作为汽油中硫化物萃取剂的可行性.然后对FCC汽油进行切割,将切割后的重组分进行萃取脱硫研究,并初步研究了萃取剂的循环套用.1 实验部分1.1 试剂及仪器环丁砜﹑环己烷、吗啉、甲酸、噻吩:分析纯,天津大学科威公司;N,N-二甲基亚砜、正辛烷、甲苯、磷酸:分析纯,天津市江天化工技术有限公司;环己烯:分析纯,天津市大茂化学试剂厂;磷酸三甲酯:分析纯,天津市光复精细化工研究所.气相色谱仪:BEIFEN-3420,北京北分仪器有限公司;微库仑综合分析仪:WK-2D型,江苏电分析仪器厂.1.2 模型油及FCC汽油1.2.1 模型油的配制1)不同烯烃含量的模型汽油.取一定量正辛烷置于烧杯,加入环己烯,再加入一定量噻吩,配制成环己烯质量分数分别为5%、10%、15%、20%、25%、30%,硫含量为2 500g/g的模型汽油.2)不同芳烃含量的模型汽油.取一定量正辛烷置于烧杯,加入甲苯,再加入一定量噻吩,配制成甲苯质量分数分别为5%、10%、15%、20%、25%、30%,硫含量为2 500g/g的模型汽油.3)不同硫含量的模型汽油.取一定量正辛烷置于烧杯,加入一定量噻吩,配制成硫含量分别为500g/g、1 000g/g、1 500g/g、2 000g/g、2 500g/g、3000g/g的模型汽油.1.2.2 FCC汽油FCC汽油直接来自山东某炼油厂,油品硫含量1500.0g/g.选择85℃为切割温度,85℃前馏分为轻组分,硫含量低于500g/g,直接掺入汽油中使用;85℃后馏分硫含量为2 394.7g/g作为目标油,进行萃取操作.1.3 实验方法1.3.1 N-甲酰吗啉的合成N-甲酰吗啉的合成采用吗啉与甲酸共沸去水酰化法[8,9],气相色谱仪测定N-甲酰吗啉的含量为99.5%.分析条件是:载气(氮气)流量30 mL/min,初始柱温50℃,最终柱温250℃,气化室温度250℃,检测器温度280℃,程序升温速度10℃/min,进样量0.4L.1.3.2 萃取操作将一定量模型油(FCC汽油)加入装有机械搅拌,回流冷凝管,温度计的三口烧瓶,加热到萃取温度后加入一定量萃取剂,搅拌萃取一定时间.萃取结束后冷却到室温,将汽油及萃取剂转移到分液漏斗静置20min进行分层:萃余相用微库仑综合分析仪进行硫含量分析,萃取剂留待回收循环套用.1.3.3 萃取剂循环套用对萃取相进行减压蒸馏操作,将回收得到的萃取剂再补加一定量新鲜萃取剂,以相同萃取条件进行下一轮萃取实验,如此进行6次萃取剂循环套用实验.2 实验结果与讨论2.1 萃取剂的选择选择萃取剂可以考虑含有S、O、N等原子的有机溶剂,选择时主要考虑以下原则:脱硫率高,油品收率高,溶剂损失少,萃取剂容易再生而且再生后萃取性能基本不变等.本文分别考察了环丁砜,N,N-二甲基亚砜(DMSO),磷酸三甲酯及N-甲酰吗啉对FCC汽油的萃取脱硫效果,结果见表1,选用环丁砜及DMSO为萃取剂,因部分萃取剂进入萃余相,需水洗四次,脱硫率分别为35.7%及28.6%,不仅操作负担大,而且脱硫率低;磷酸三甲酯脱硫率31.5%,但因其沸点在汽油硫程内,萃取剂回收困难,导致萃取剂损失较多,需补加较多新鲜萃取剂.综合考虑,N-甲酰吗啉萃取脱硫效果最好.本文选择 N-甲酰吗啉为萃取剂进行萃取脱硫研究.2.2 模型油脱硫2.2.1 烯烃含量的影响由图1可以看出,随着模型油中烯烃含量增加,脱硫率以及油收率都有一定程度的下降.这说明在萃取脱硫的过程中,烯烃与噻吩可能存在竞争:随着油品中烯烃含量增加,一定量萃取剂对烯烃的萃取增加,导致脱硫率降低,而且萃取剂对烯烃的萃取导致油品收率降低.总体来看,当烯烃含量在20%以下时,脱硫率以及油收率均较高,说明烯烃的存在对N-甲酰吗啉的脱硫影响不大.表1 萃取剂的选择Tab.1 The selection of the solvents注:萃取温度65℃,萃取时间10 min,剂油比1∶1(体积比),本文所指剂油比均为体积比.萃取剂相对密度沸点/℃ 稳定性脱硫率/% 油收率/% 套用4次脱硫率/%环丁砜 1.261 4 287.3 稳定 35.7 63.1 28.3 DMSO 1.095 8 153.0 稳定 28.6 67.8 20.9磷酸三甲酯 1.214 4 193.0 不稳定 31.5 68.7 22.5 N-甲酰吗啉 1.152 8 240.0 稳定 44.4 70.0 39.62.2.2 芳烃含量的影响由图2可见,油品中的芳烃对于萃取脱硫也有一定影响.随着油品中芳烃含量增加,萃取剂对芳烃的萃取增加,导致脱硫率有一定降低,而且N-甲酰吗啉对芳烃的萃取导致油品收率降低.总体来看,当芳烃含量在25%以下时,脱硫率以及油收率均较高,说明芳烃的存在对N-甲酰吗啉的脱硫影响不大.图1 烯烃含量对模型油脱硫的影响Fig.1 Theinfluenceof theolefin to themodel gasolinedesulfurization注:萃取时间6 min,萃取温度65℃,剂油比1∶1图2 芳烃含量对模型油脱硫的影响Fig.2 Theinfluenceof thearomatic to themodel gasolinedesulfurization注:萃取时间6 min,萃取温度65℃,剂油比1∶1图3 不同硫含量模型油脱硫效果Fig.3 Thedesulfurization of themodel gasoline with different sulfur content注:萃取时间6 min,萃取温度65℃,剂油比1∶12.2.3 硫含量的影响一般来说,同一种萃取剂对于不同硫含量的汽油,脱硫效果可能不同:汽油中硫含量越高,脱硫率越低.针对这种情况,本课题分别研究了硫含量为500g/g到3 000g/g的6个不同模型油,结果示于图3.由图可见,与一般萃取剂不同的是,随着油品硫含量增加,N-甲酰吗啉的萃取脱硫率亦升高,而且硫含量在2 500g/g 时脱硫率达到最大,脱硫率为96.6%.2.3 FCC汽油脱硫2.3.1 单级萃取2.3.1.1 剂油比对萃取脱硫效果的影响剂油比是影响脱硫效果的最重要因素,一般而言,随着剂油比增加脱硫率一定会增加,但是综合考虑操作经济性,油品收率等指标,应存在一个最佳剂油比,而不是剂油比越大越好.由图4的数据可以看出,当剂油比在1∶1~1∶2,尤其在1∶2时,脱硫率及油品收率皆较高,脱硫率达到67.5%.随着剂油比增加,N-甲酰吗啉对油品的脱硫率没有明显增加,而油收率下降较大.所以选择一级萃取适宜的剂油比为1∶2.2.3.1.2 温度对萃取脱硫效果的影响考虑到N-甲酰吗啉熔点为23℃,本文选择25℃作为最低萃取温度,研究了25~80℃之间萃取温度对脱硫率的影响,实验结果见图5,可见随着萃取温度的升高,脱硫率逐渐升高,在65℃时达到最高.另一方面,因为本实验用油切割温度为85℃,因而在较高温操作油品收率没有降低,但脱硫率得到了极大的提高,所以确定一级萃取脱硫的适宜温度为65℃.图4 剂油比对FCC汽油单级脱硫的影响Fig.4 Theinfluenceof theratio of solvent to oil to thedesulfurization of thereal gasoline注:萃取时间8 min,萃取温度65℃图5 温度对FCC汽油单级脱硫的影响Fig.5 Theinfluenceof thetemperatureto the desulfurization of thereal gasoline注:萃取时间8 min,剂油比1∶22.3.2 多级萃取2.3.2.1 二级萃取脱硫在上述一级萃取脱硫的基础上,本文进行了二级萃取脱硫研究.二级萃取采用一级萃取最优萃取温度(65℃),萃取时间8 min,改变剂油比进行萃取脱硫研究,实验结果见图6.结果表明,在剂油比为1.5∶1时,单级脱硫率38.3%,且油品收率较高.所以,N-甲酰吗啉对FCC汽油二级萃取脱硫最佳剂油比为1.5∶1.2.3.2.2 三级萃取脱硫研究在前面所述的最优温度(65℃),萃取时间8 min的条件下,又进行N-甲酰吗啉三级萃取脱硫研究,实验结果见图7.结果表明,在剂油比为2∶1时,单级脱硫率为58.0%,最终硫含量降到436.9g/g,达到国家汽油标准的要求.因此确定三级萃取最佳剂油比为2∶1.图6 剂油比对FCC汽油二级脱硫的影响Fig.6 Theinfluenceof theratio of solvent to oil to the second desulfurization of thereal gasoline注:萃取时间8 min,萃取温度65℃图7 剂油比对FCC汽油三级脱硫的影响Fig.7 Theinfluenceof theratio of solvent to oil to thethird desulfurization of thereal gasoline注:萃取时间8 min,萃取温度65℃2.4 萃取剂回收通过以上实验可知,选用N-甲酰吗啉对催化裂化汽油进行萃取脱硫能达到较高的脱硫率,为了满足工业需求,本文研究了萃取剂的回收套用方法.实验结果见图8,由此可以看出,萃取剂经过6次循环套用,脱硫率没有明显降低,而萃取剂回收后综合油品收率得到了极大的提高,达到95.2%.图8 萃取剂循环套用次数对脱硫率的影响Fig.8 Theinfluenceof thecyclesof thesolvent to thedesulfurization of thereal gasoline注:萃取时间8 min,萃取温度65℃,剂油比1∶13 结论本工艺选用N-甲酰吗啉作为萃取剂,以硫含量2394.7g/g的高硫含量油作为脱硫对象,得到了较好的脱硫效果,研究结果如下:1)采用N-甲酰吗啉对模型油进行萃取脱硫研究,结果表明在剂油比为1∶1,萃取温度为65℃,萃取时间为6min时,脱硫率达到96.6%.2)采用N-甲酰吗啉对FCC汽油进行萃取脱硫研究,结果表明在剂油比为1∶2,萃取温度为65℃,萃取时间为8 min时,一级脱硫率达到67.5%.3)采用N-甲酰吗啉对FCC汽油进行多级萃取脱硫研究,在较优的条件下,二级和三级萃取的脱硫率分别为73.3%和81.8%.4)通过回收实验得知,萃取剂循环套用6次,其脱硫效果没有降低;而通过萃取剂的循环套用,油品收率提高较大.以上结果说明N-甲酰吗啉对FCC汽油萃取脱硫具有一定可行性.参考文献:[1]山红红,李春义,赵博艺,等.FCC汽油中硫分布和催化脱硫研究 [J].石油大学学报:自然科学版,2001,25(6):78-80.[2]Yuji Horri,Hitoshi Onuki,Sadaaki Doi,et al.Desulfurization and denitration of light oil by extraction[P].US:5494572. 1996-02-27.[3]Chunshan Song.Anoverview of new approachestodeep desulfurizationfor ultra-cleangasoline,diesel fuel and jetfuel[J].Catalysis Today,2003,86(1/4):211-263.[4]陈娜,张文林,米冠杰,等.FCC汽油萃取脱硫过程萃取剂筛选[J].化工进展,2006,25(11):1345-1348.[5]Jose A Vidueira,White Plains NY.Processfor theseparationof aromatic hydrocarbonsfromahydrocarbonmixture[P].US:5310480.1994-05-10.[6]Tian Longsheng,Tang Wencheng,Zhao Ming,etal.Processfor separatingaromaticsby extractivedistillationand acompositesolventused therein[P].US:2003/0080028 A1.2003-05-01.[7]林必华,汤洪,黄维柱,等.一种回收苯和甲苯的方法 [P].中国专利:1994984 A.2007-07-11.[8]王艳红,朱兆友,高军,等.N-甲酰吗啉的合成研究 [J].应用化工,2005,2(34):111-112.[9]张晓杰,任万忠,安振国,等.一种制备N-甲酰吗啉的方法 [P].中国专利:101062922 A.2007-10-31.。
催化裂化降低汽油硫含量工艺参数研究
催化裂化降低汽油硫含量工艺参数研究
作者:柳召永, 王艳飞, 杨朝合, 张忠东, 张海涛, 王智峰, LIU Zhao-yong, WANG Yan-fei, YANG Chao-he, ZHANG Zhong-dong, ZHANG Hai-tao, WANG Zhi-feng
作者单位:柳召永,张忠东,LIU Zhao-yong,ZHANG Zhong-dong(中国石油大学(华东)化学工程学院,山东青岛
266555;中国石油兰州化工研究中心,甘肃兰州730060), 王艳飞,张海涛,王智峰,WANG Yan-fei,ZHANG
Hai-tao,WANG Zhi-feng(中国石油兰州化工研究中心,甘肃兰州,730060), 杨朝合,YANG Chao-he(中国石
油大学(华东)化学工程学院,山东青岛,266555)
刊名:
石化技术与应用
英文刊名:Petrochemical Technology & Application
年,卷(期):2014,32(3)
本文链接:/Periodical_shjsyyy201403005.aspx。
催化裂化汽油固体碱脱硫
催化裂化汽油固体碱脱硫夏道宏项玉芝王玉海管志军王玉鸣严文勋石油大学(华东)化学化工学院摘要该技术要紧应用于炼厂汽油、液态烃以及液化气等精制过程,除去硫化氢、硫醇及其它酸性物质。
该新型组合工艺要紧包括特制固体碱塔、脱臭塔、液-液静态混合器、气液分离罐、砂滤塔等。
采纳该联合装置能够在原有装置的基础上增加生产灵活性,提高脱硫醇、脱硫成效,同时可使装置操作周期延长,减少废液排放,对环保有利并降低生产费用,具有明显的社会效益和经济效益。
轻质油品中的硫含量一直是人们普遍关注的重要问题。
众所周知,硫化物是油品中的有害物质,它们的存在不仅会导致油品质量下降,严峻阻碍其使用性能,而且还会造成加工过程中催化剂的中毒和失活;元素硫、硫化氢等活性硫化物具有专门大的腐蚀性,能严峻腐蚀设备;专门是轻质油品作为燃料燃烧时,硫化物会以SOx的形式排入大气,形成酸雨,造成对自然环境的严峻污染,直截了当阻碍人类的健康。
随着我国对含硫原油加工量的增加,油品深加工过程中所生产的催化汽油硫含量也随之增大,其中硫化氢和硫醇硫含量较高,同时环保要求不断提高,因此,开发方便、清洁、高效的精制工艺,对提高油品质量十分迫切和必要。
碱洗是油品精制工艺中的一个重要环节,目的是除去硫化氢等酸性物质。
由于碱洗过程使用苛性碱水溶液,导致大量废碱液产生。
到目前为止,针对碱洗过程中产生大量废碱液,还没有有效的解决方法。
关于一个中大型炼厂,用于碱洗的液碱量每年可能达到千吨以上,如此大的碱耗不仅增加投资,更重要的是废碱液的排放给环境爱护带来专门大压力。
因此,开发无废碱液排放的固体碱洗工艺是一个意义重大的课题,但对炼油工业来说,也是个具有挑战性的课题。
目前世界各国对工业过程中的废碱液排放问题给予极大关注,并进行了各种研究,研究趋势为:在各种工业过程中,完全取消碱液的使用;充分提高碱使用效率或进行有效碱循环以降低碱用量;改变碱洗方式,以能够再生的固体碱代替液体碱。
目前固体碱技术开发是一项新技术,石油大学(华东)已形成具有独立知识产权的专利技术,并应用于油品脱硫化氢、脱硫醇精制过程中。