《金属压铸工艺与模具设计》第10章:抽芯机构设计详解
压铸成型工艺与模具设计第章侧向抽芯机构设计

压铸成型工艺与模具设计:第章侧向抽芯机构设计1. 压铸成型工艺概述压铸成型是一种高效的工业生产方式,可以制造高精度、高品质的复杂零件。
该工艺使用一种叫做压铸机的设备,通过将熔化的金属注入到模具中,形成所需的零件。
压铸成型工艺广泛应用于汽车、电子、家电等行业,是现代工业生产中不可或缺的一环。
2. 模具设计中的侧向抽芯机构模具是压铸成型的核心之一。
在压铸过程中,模具起到了定型和成型的作用,直接影响到零件的精度和质量。
而侧向抽芯机构是模具中的一个重要组成部分。
侧向抽芯机构主要用于制造内部空洞或者凸台状的零件,在模腔中完成压铸后,通过侧向动力来将产品从模具中抽出。
3. 侧向抽芯机构的优点和应用侧向抽芯机构主要分为侧推式和抽拉式两种,各有特点。
在模具设计中,侧向抽芯机构的应用非常广泛,可以用于生产各种复杂的汽车、电子、家电等行业所需的高精度零件。
侧向抽芯机构在模具设计中的应用还有以下优点:•改善产品的精度。
侧向抽芯机构可以帮助制造更加精密的零件,保证产品的精度。
•提高生产效率。
侧向抽芯机构使零件的脱模速度更加稳定,从而提高生产效率。
•节省材料成本。
侧向抽芯机构可以生产更精细的零件,可以帮助压铸过程中节省材料成本。
4. 侧向抽芯机构设计的要点侧向抽芯机构的设计是模具设计中非常重要的一部分,需要考虑以下要点:4.1 选材侧向抽芯机构需要选用高质量的材料,以确保其结构的稳定性和使用寿命。
4.2 结构设计在模具设计中,侧向抽芯机构的结构设计也非常关键。
需要考虑到产品的结构特点,以及抽芯机构的具体应用场景。
4.3 几何形状抽芯机构的几何形状也会直接影响产品的质量。
需要在设计抽芯机构时,考虑产品形状和压铸成型的要求。
5.侧向抽芯机构是压铸模具设计中非常重要的一部分,可以帮助制造更加精细、高品质的零件。
在模具设计中,需要考虑到抽芯机构的选材、结构设计和几何形状等方面,以保证产品的质量和生产效率。
压铸模抽芯机构设计
侧抽芯机构一般由下列几部分组成:
1)成形元件形成压铸件的侧孔,凹凸表面或曲面。如侧型芯, 型块等。 2)运动元件连接并带动型芯或型块并在模套导滑槽内运动。 如滑块,斜滑块等。 3)传动元件带动运动元件作抽芯和插芯动作。 如斜销,齿条,液压抽芯器等。 4)锁紧元件合模后压紧运动元件,防止压铸时受到反压力而 产生位移。如锁紧块,楔紧锥等。 5)限位元件使运动元件在开模后,在停留所要求的位置上, 保证合模时传动元件工作顺利。如限位块,限位钉等。
(2)斜导柱侧抽芯机构的动作过程
a)合模状态
b)开模抽芯
c)抽芯结束
斜导柱抽芯机构工作原理
(3)斜导柱的尺寸与计算
1、常用斜导柱抽芯机构的结构形式
2、斜导柱在模板内固定的基本形式
a、为配合段直径较工作段直径大,用于延时抽芯
b、为配合段与工作段直径尺寸相同,滑块与模套板的斜孔一次加工出 c、为固定部分台阶采用120圆锥形,适用于10~20斜销(通用件); d、为固定端台阶采用弹簧圈,用于抽芯力较小的场合。
(一)抽芯机构分类
1、斜导柱抽芯机构
2、弯销抽芯机构
3、液压抽芯机构
4、手动抽芯机构
思考?
如何选择合适的抽芯机构?
(二)抽芯力和抽芯距 1、抽芯力
压铸时,金属液充填型 腔,冷凝收缩后,对被 金属包围的型芯产生包 紧力,抽芯机构运动时 有各种阻力即抽芯阻力, 两者的和即为抽芯开始 瞬时所需的抽芯力。
滑块的主要尺寸
(2)滑块导滑部分的结构设计
滑块的导滑槽形式
(3)滑块定位装置
滑块定位装置
(4)锁紧装置
滑块锁紧装置
锁紧块的斜 角应大于斜 导柱的斜角 3°~ 5°。
锁紧块斜角及斜导柱斜角
模具抽芯机构的设计(理论知识)
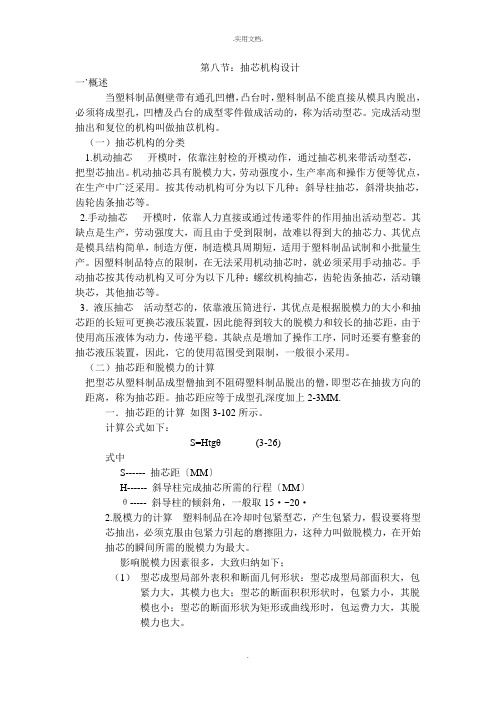
第八节:抽芯机构设计一`概述当塑料制品侧壁带有通孔凹槽,凸台时,塑料制品不能直接从模具内脱出,必须将成型孔,凹槽及凸台的成型零件做成活动的,称为活动型芯。
完成活动型抽出和复位的机构叫做抽苡机构。
(一)抽芯机构的分类1.机动抽芯开模时,依靠注射检的开模动作,通过抽芯机来带活动型芯,把型芯抽出。
机动抽芯具有脱模力大,劳动强度小,生产率高和操作方便等优点,在生产中广泛采用。
按其传动机构可分为以下几种:斜导柱抽芯,斜滑块抽芯,齿轮齿条抽芯等。
2.手动抽芯开模时,依靠人力直接或通过传递零件的作用抽出活动型芯。
其缺点是生产,劳动强度大,而且由于受到限制,故难以得到大的抽芯力、其优点是模具结构简单,制造方便,制造模具周期短,适用于塑料制品试制和小批量生产。
因塑料制品特点的限制,在无法采用机动抽芯时,就必须采用手动抽芯。
手动抽芯按其传动机构又可分为以下几种:螺纹机构抽芯,齿轮齿条抽芯,活动镶块芯,其他抽芯等。
3.液压抽芯活动型芯的,依靠液压筒进行,其优点是根据脱模力的大小和抽芯距的长短可更换芯液压装置,因此能得到较大的脱模力和较长的抽芯距,由于使用高压液体为动力,传递平稳。
其缺点是增加了操作工序,同时还要有整套的抽芯液压装置,因此,它的使用范围受到限制,一般很小采用。
(二)抽芯距和脱模力的计算把型芯从塑料制品成型僧抽到不阻碍塑料制品脱出的僧,即型芯在抽拔方向的距离,称为抽芯距。
抽芯距应等于成型孔深度加上2-3MM.一.抽芯距的计算如图3-102所示。
计算公式如下:S=H tgθ (3-26)式中S------ 抽芯距〔MM〕H------ 斜导柱完成抽芯所需的行程〔MM〕θ----- 斜导柱的倾斜角,一般取15·~20·2.脱模力的计算塑料制品在冷却时包紧型芯,产生包紧力,假设要将型芯抽出,必须克服由包紧力引起的磨擦阻力,这种力叫做脱模力,在开始抽芯的瞬间所需的脱模力为最大。
影响脱模力因素很多,大致归纳如下;(1)型芯成型局部外表积和断面几何形状:型芯成型局部面积大,包紧力大,其模力也大;型芯的断面积积形状时,包紧力小,其脱模也小;型芯的断面形状为矩形或曲线形时,包运费力大,其脱模力也大。
压铸模具抽芯和推出机构的结构选择与运动干涉条件建立
特征的辅助分型面 S 一 + , 完成压铸件的局部脱模。 压铸时, 金属液充填型腔, 冷凝收缩后 , 对活动型芯的
( 5 )中小型压铸模具。
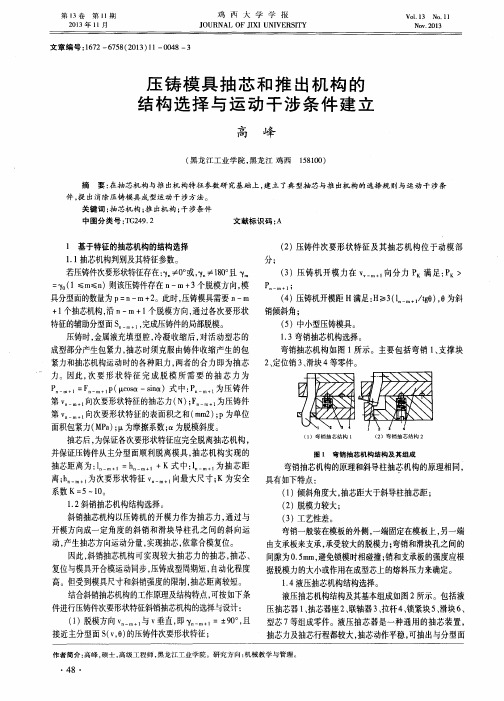
1 . 3弯销抽芯机构选择。
成型部分产生包紧力, 抽芯时须克服由铸件收缩产生的包 弯销抽芯机构如图 1 所示。主要包括弯销 1 、 支撑块 紧力和抽芯机构运动时的各种阻力, 两者的合力即为抽芯 2 、 定位销 3 、 滑块 4 等零件。 一 力。因此, 次要形 状特征完 成脱模 所需要 的抽芯力 为
状特征; ( 2 ) 压铸件次要形状特征及其抽芯机构可根据需要位 于动、 定模部分; ( 3 ) 液压抽芯器抽芯力 e Q满足: P Q ≥1 . 3 P 一 + ; ( 4 ) 液压抽芯器抽芯距 H Q 满足 : H Q >1 t 一 + ; ( 5 ) 根据需要 , 按程序实现顺序抽芯; ( 6 ) 中大型压铸模具。
由支承板来支承, 承受较大的脱模力; 弯销和滑块孔之间的 间隙为0 . 5 m m , 避免锁模时相碰撞; 销和支承板的强度应根 据脱模力的大小或作用在成型芯上的熔料压力来确定。
1 . 4 液压抽芯机构结构选择。
结合斜销抽芯机构的工作原理及结构特点, 可按如下条 液压抽芯机构结构及其基本组成如图2 所示。包括液 件进行压铸件次要形状特征斜销抽芯机构的选择与设计: 压抽芯器 1 、 抽芯器座2 、 联轴器3 、 拉杆4 、 锁紧块5 、 滑块6 、 ( 1 ) 脱模方向v 一 + 。 与v 垂直, 即^ y 一 + 。 =± 9 0 。 , 且 型芯7等组成零件。液压抽芯器是一种通用的抽芯装置, 接近主分型面 S ( v , 0 ) 的压铸件次要形状特征 ; 抽芯力及抽芯行程都较大, 抽芯动作平稳, 可抽出与分型面
《金属压铸工艺与模具设计》第10章抽芯机构设计

《金属压铸工艺与模具设计》第10章抽芯机构设计抽芯机构设计是金属压铸工艺中的一个重要环节,它直接影响着产品的质量和生产效率。
本文将从设计原则、设计要点以及常见问题等方面探讨金属压铸抽芯机构的设计。
设计原则:1.保证产品的几何形状:抽芯机构的设计应能保证产品的几何形状,防止出现变形、缺陷等问题。
2.保证产品的尺寸精度:抽芯机构应保证产品的尺寸精度,防止出现尺寸超差现象。
3.提高生产效率:设计时考虑抽芯机构的操作方便性,使得生产效率能够得到提高。
4.减小成本:合理设计抽芯机构,尽可能减少零件数量,节省材料和制造成本。
设计要点:1.抽芯方向选择:根据产品的几何形状和结构要求,确定抽芯的方向。
一般情况下,抽芯方向与产品的最大壁厚方向垂直,以方便脱模。
2.抽芯位置选择:根据产品的结构特点和表面装饰要求,选择合适的抽芯位置。
同时考虑到抽芯机构对产品力学性能的影响。
3.抽芯力学分析:对于较大壁厚的产品,需要进行抽芯力学分析。
通过分析抽芯过程中的力学参数,确定合适的抽芯形式和参数。
4.抽芯机构设计:根据抽芯方向和位置确定抽芯机构结构,包括固定模芯、顶出杆、分离机构等。
5.抽芯机构的材料选择:根据抽芯机构的工作条件和要求,选择适合的材料,如各种高强度合金钢、硬质合金等。
6.抽芯机构的表面处理:抽芯机构表面应进行适当的处理,以提高其硬度和耐磨性,如渗碳、氮化等。
常见问题及解决方法:1.抽芯机构划伤产品:可能是抽芯机构表面硬度不足,解决方法是对抽芯机构进行适当的表面处理,提高其硬度和耐磨性。
2.抽芯机构运动不灵活:可能是抽芯机构结构不合理或润滑不良,解决方法是优化抽芯机构设计,确保其运动灵活,并做好润滑保养。
3.抽芯机构易损坏:可能是抽芯机构材料选择不当,解决方法是选择适合的材料,提高抽芯机构的耐磨性和强度。
4.抽芯机构设计复杂:可能是抽芯机构设计过程中没有充分考虑产品的结构要求和成本控制,解决方法是在设计过程中重视简洁性和成本效益。
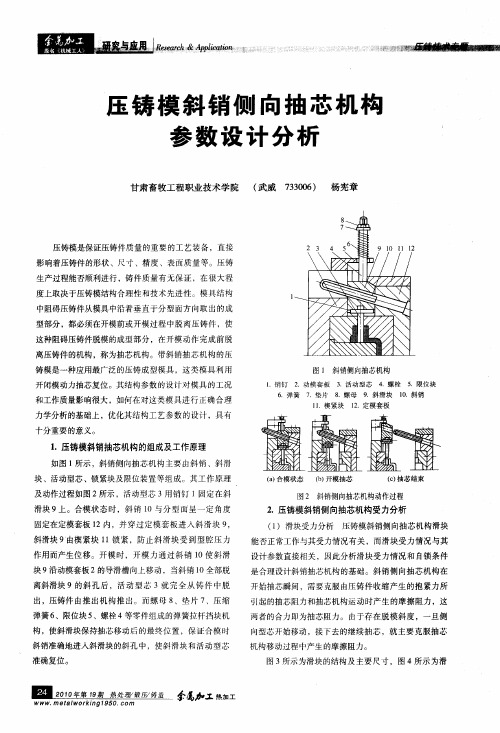
压铸模斜销侧向抽芯机构参数设计分析
F / (OO 一xia C S h [ C S / n ) O ] L s 如 图 6所示 ,由于影响抽芯力
( )抽 芯力 的估算 3
的因素很多 ,所以精确地计 算抽 芯力 是十分困难 的。
图 4 滑块受力分 析
考虑 到滑块不受弯矩作用 ,则开模 瞬间滑块 的静力
一
l
/// ,/ n
抽芯力一般按下式来估 算 :
F = F c s = F sn a o0 包 i0
( lOO - li ̄L+( 1 nl fcs ) F St fs t C n ) F o + loa s i
( +D aa ( 一, )i + (22一L ) tn )+ Js 。 T/ 2
、
锁 ,即滑块 自 锁条件 为 = a t ;为可 靠保 证滑块 工作 n 时不 自 ,o取值不宜过 大 ,但 o值减 少时将 导致滑块 锁 / /
和斜销长度必须相应增加 才能保证抽芯距 ,因此 O值一 /
般取 1。 5 。 5 ~2 。
, 分别表示 F 、 、 4 :
所对应 的摩擦力 。
&
踟 饔
压 铸 模 斜 销 侧 向 抽 芯 机 构 参 数 设 计 分 析
甘肃畜牧工程职业技术学 院 ( 武威 7 30 ) 杨宪章 30 6
压铸模是保证压铸件质量 的重 要的工艺装备 ,直接 影响着压铸件的形状、尺 寸 、精度 、表 面质 量等。压铸 生产过程能否顺 利进行 ,铸件质量有无保证 ,在很 大程 度上取决于压铸模结构合理性和技术先进性 。模具结 构 中阻碍压铸件从模具 中沿着垂 直于分型面方 向取 出的成 型部分 ,都必须在开模前 或开模 过程中脱离压铸件 ,使 这种阻碍压铸件脱模的成 型部 分 ,在开模动 作完成前脱 离压铸件的机构 ,称 为抽芯机构 。带斜销抽 芯机构的压
压铸工艺与模具设计 第10章 压铸模的失效形式
对于截面尺寸很大的压铸模,宜采用镶拼组合结构形式来适应 热处理的要求;
合理选用模具的镶拼组合结构形式,避免锐角、尖劈,以适应 热处理的要求;
在模具易损部位,因受金属液的激烈冲击,容易产生裂纹或塌 陷,设计时宜采用局部镶拼法,以便对损坏部位更换,不致影 响整个型腔或型芯的使用寿命。
压铸件上应尽量避免窄而深的凹穴,以避免模具相应部位出现尖 劈,使散热或排气条件恶化,受到冲击易弯曲、断裂;
压铸件应有合理的脱模斜度,以避免开模抽芯脱模取件时擦伤模 具型壁。
提高压铸模寿命的措施之二
---- 精心设计压铸模
若压铸模设计不合理,在材料和工艺上无论进行何种改进,都 无法提高其寿命;
(3)在脱模时所产生的局部应力使模具失效。
铝合金压铸模的热疲劳失效制约模具寿命
压铸模的寿命与工作温度下的抗拉强度的8次方 成正比,与弹性模量和金属液与模具之间温度 差乘积的8次方成反比;
由此推算出300度下工作的模具寿命是400度时 的10倍;
结论:严格控制工作温度、尽量降低浇注温度 至关重要。
提高压铸模寿命的措施之一
---- 精心设计压铸件
在满足压铸件结构强度条件下,宜采用薄壁结构,这既减轻铸件 质量,又减少模具的热载荷(也必须满足流动、填充的需要);
压铸件壁厚应均匀,避免热节,以减少局部热量集中引起模具过 早地热疲劳失效;
压铸件所有转角处,应有适当的铸造圆角,以避免棱角处产生裂 纹和塌陷(也利于填充);
如何提高压铸模热疲劳失效的循环数
选择压铸模材料
(1)寻求弹性模量高的模具钢; (2)寻求裂纹敏感性不强的模具钢; (3)热膨胀系数应尽可能地小; (4)导热能力应尽可能地大; (5)在具有较高的持久强度的同时,还具有较高的热交变强度; (6)具有较高的阻尼能力; (7)在交变持久应力作用下,表面敏感性和腐蚀敏感性小。
《金属压铸工艺与模具设计》第10章抽芯机构设计
气动抽芯机构
总结词
动作迅速,结构简单,但气压稳定性较差。
详细描述
气动抽芯机构是利用压缩空气作为动力源,通过气缸和活塞等元件驱动滑块运动。气动抽芯机构具有 动作迅速、结构简单和维护方便等优点,适用于需要快速抽芯的情况。然而,气动抽芯机构的气压稳 定性相对较差,可能影响抽芯动作的精度和于大型压铸模具或中批量生产。
设计特点
动力大,效率高,但需要配置液压系 统,成本较高,维护保养要求高。
气动抽芯机构设计实例
气动抽芯机构
利用压缩空气作为动力源,通过 气缸和活塞实现抽芯动作。
设计特点
结构简单,成本较低,空气易获 取,但气压波动会影响动作稳定
性。
应用场景
适用于中小型压铸模具或中批量 生产,尤其适用于需要快速响应
04
抽芯机构设计实例分析
手动抽芯机构设计实例
手动抽芯机构
通过人力操作,利用杠杆原理或 齿轮传动实现抽芯动作。
设计特点
结构简单,成本低,但效率低下, 劳动强度大,适用于小批量生产。
应用场景
适用于小型压铸模具或单件定制生 产。
液压抽芯机构设计实例
液压抽芯机构
应用场景
利用液压油作为动力源,通过油缸和 活塞实现抽芯动作。
抽芯机构在压铸模具中的重要性
抽芯机构的设计和制造精度直接影响 压铸件的尺寸精度、表面质量和生产 效率。
合理的抽芯机构设计可以减少成型过 程中的摩擦和热量,提高模具的使用 寿命和压铸件的质量。
抽芯机构的工作原理
在压铸过程中,抽芯机构通过驱动元件(如液压缸或伺服电 机)的驱动,使滑块沿滑块导轨移动,从而将模具中的复杂 结构成型在压铸件上。
确定抽芯距离和方向
抽芯距离
压铸模具侧抽机构设计 - 弯销抽芯机构.
职业教育材料成型与控制技术专业教学资源库《铝合金铸件铸造技术》课程教案压铸模具侧抽机构设计—弯销抽芯机构制作人:贾娟娟陕西工业职业技术学院压铸模具侧抽机构设计——弯销抽芯机构弯销抽芯机构类似斜销抽芯机构,如图1所示。
只是弯销替代了斜销而已,因此弯销抽芯机构工作原理与斜销抽芯机构基本相同,但又有自身的特点:图1 弯销抽芯机构1—弹簧;2—限位块;3—螺钉;4—楔紧块;5—弯销;6—滑块;7—型芯(1)弯销一般为矩形截面,因此能承受较大的弯曲应力;(2)弯销各段可以加工成不同斜度,甚至直段,因此可根据需要随时改变抽芯速度和抽芯力大小或实现延时抽芯。
弯销与弯销孔的配合间隙一般为0.5~1mm,以防止弯销在弯销孔内卡死。
(3)特殊情况下,可在弯销末端设置支承块,以增加其强度。
1、弯销的形式弯销的结构形式如图2所示,其截面大多数为正方形和矩形。
图2 弯销的结构形式(a)所示的受力情况比斜销好,但制造较为困难;(b)所示适用于抽芯距较小的场合,同时起导柱的作用,模具结构紧凑,制造方便;(c)所示适用于无延时抽芯要求,抽拔离分型面垂直距离较近的型芯;(d)所示适用于抽拔离分型面垂直距离较远的有延时抽芯要求的型芯。
2、滑块的锁紧压铸过程中,由于活动型芯受到金属液的压力会发生位移,因此,必须对滑块锁紧,弯销滑块的锁紧装置如图3所示。
图3 弯销滑块的锁紧(a)所示为当滑块承受的压力不大时,可以直接用弯销锁紧;(b)所示为当滑块承受的压力较大时,则需要另加楔紧块锁紧;(c)所示为当滑块承受的压力很大时,则需要另加楔紧块。
为了保证抽芯机构的正常工作,当α>α1时,则必须保证S延>S。
3、弯销尺寸的确定(1)弯销斜角的确定弯销斜角α越大,抽芯距S抽则越大,弯销所受弯曲力也越大。
因此:当抽芯距短而抽芯力大时,斜角α取较小值;当抽芯距长而抽芯力小时,斜角α取较大值。
常用α取值为10°、15°、18°、20°、22°、25°、30°。
《金属压铸工艺与模具设计》第10章抽芯机构设计
3
工程机械零件
抽芯机构用于模具中工程机械零件的抽取,实现复杂形状的铸造。
金属压铸工艺与模具设计
欢迎来到《金属压铸工艺与模具设计》的第10章抽芯机构设计。在本章中, 我们将深入探讨抽芯机构的原理、分类、设计和实例应用。
设计背景
抽芯机构的设计是金属压铸过程中的关键环节。它允许我们在压铸过程中从 模具中抽取内部芯件,实现复杂形状和内部空洞的铸造。设计一个稳定和有 效的抽芯机构对于得到高质量的铸件至关重要。
抽芯机构的分类
机械式抽芯机构
通过机械结构实现抽芯动作。
液体压力式抽芯机构
通过在芯腔内充入液体实现抽芯动作。
液压/气动式抽芯机构
利用液压或气动装置完成抽芯动作。
摇臂式精密抽芯机构
利用摇臂机构构
提供能量以启动抽芯动作。
锁定机构
确保抽芯机构在动作过程中的稳定性和安全性。
支撑机构
支撑抽芯机构的其他附件和部件。
弹出机构
用于将模具中的铸件和芯件弹出。
抽芯机构的具体设计
在抽芯机构的具体设计中,我们需要考虑芯块类型、定位方式、驱动方式、 力学性能等因素。通过合理的设计,可以实现高效、稳定和可靠的抽芯操作。
抽芯机构与模具的配合设计
抽芯机构的设计必须与模具的结构和功能相匹配。考虑到模具的材料、加工 工艺、冷却系统等因素,我们需要进行综合设计,确保抽芯机构与模具的协 同工作。
抽芯机构的加工和调试
抽芯机构的加工和调试是确保其正常工作的关键步骤。通过精细的加工和严 格的调试流程,我们可以确保抽芯机构在使用过程中的稳定性和可靠性。
抽芯机构设计实例
1
汽车发动机缸体
抽芯机构用于模具中汽缸体芯部的抽取,实现内部空洞的铸造。