整形模设计方法
粉末冶金整形模具间隙

粉末冶金整形模具间隙粉末冶金整形模具间隙是指在粉末冶金成型过程中,模具内部所需要的空隙。
粉末冶金是一种通过将金属粉末压制成型,并通过烧结、热处理等工艺形成坚固的金属零件的制造方法。
整形模具是在该工艺中不可或缺的工具,它的设计和间隙的设置直接影响到成型件的质量和性能。
粉末冶金整形模具间隙的设置对成型件的尺寸和形状有着重要的影响。
一方面,如果模具间隙过大,会导致成型件的尺寸过大,甚至无法满足设计要求;另一方面,如果模具间隙过小,会导致成型件的尺寸过小或形状变形,同样无法满足设计要求。
因此,合理设置模具间隙是粉末冶金成型的关键之一。
模具间隙的设置要根据成型件的形状和尺寸要求来确定。
一般来说,成型件的形状越复杂,尺寸要求越高,模具间隙就需要设置得更加精确。
同时,不同材料的粉末冶金成型也需要设置不同的模具间隙。
例如,对于易烧结的金属粉末,模具间隙要相对较大,以便在成型过程中保持足够的压实度;而对于难烧结的金属粉末,模具间隙可以设置得相对较小。
模具间隙的设置要考虑到粉末的流动性和压实性。
粉末的流动性是指粉末在模具中的流动能力,而压实性是指粉末在受到压力时的压实能力。
模具间隙的大小会直接影响到粉末的流动性和压实性。
如果模具间隙过大,粉末在成型过程中容易出现堆积和不均匀的现象,从而影响成型件的质量。
如果模具间隙过小,会增加成型过程中的摩擦力和压力,导致成型件的形状变形或尺寸不准确。
模具间隙的设置还要考虑到模具的磨损和使用寿命。
在粉末冶金成型过程中,模具会不可避免地受到磨损,特别是在长时间、高频次的使用下更为明显。
因此,模具间隙的设置要考虑到模具的磨损程度,以保证成型件的质量和尺寸稳定性。
一般来说,可以适当增大模具间隙来弥补模具的磨损,延长模具的使用寿命。
粉末冶金整形模具间隙的设置是粉末冶金成型过程中的关键因素之一。
合理设置模具间隙可以保证成型件的尺寸和形状满足设计要求,同时还要考虑到粉末的流动性、压实性、模具的磨损和使用寿命等因素。
翻边模具
1,向上翻边;2,向下翻
边;3,上下双活翻边;4, 侧翻整形
1,向上翻边:
下模+托料芯
上模
常规上翻:示例:AC274,V102 标准上翻机构:示例:AB455 非标上翻机构:示例:AB455
2,向下翻边:
下模
上模+压料芯
事例:AC251,V338
3,上下双活翻边:
事例6:AA734:滑车为直推形式。 (兼两侧平推三功能)
下模+托料芯
上模+压料芯
事例:AC861,V342
4,侧翻整形:
事例1:V013:滑车为侧推平推形 式,侧翻边为吊翻,侧翻
事例2:AC22229:滑车为滚轴形 式
事例4:AB818: 滑车为拉车形式 (侧翻驱动器为固定在下模和在滑 车上两种形式)
事例5:T748: 滑车为拉车形式,带 侧压料芯。
粉末冶金整形模具设计步骤
粉末冶金整形模具设计步骤一、了解产品要求。
咱得先知道这个粉末冶金件整形成啥样呀。
就像给人做衣服,得知道尺寸、款式那些要求。
要清楚产品的形状、尺寸精度、表面粗糙度这些关键的东西。
这是基础中的基础呢,要是这个都搞不清楚,后面就全乱套啦。
比如说产品是个小齿轮,那齿的形状、大小、间距这些都得明明白白的。
二、选择合适的模具材料。
模具材料可重要啦。
这就像盖房子选砖头一样,要选结实耐用的。
要考虑到粉末冶金的压力呀、摩擦呀这些情况。
一般来说,得选硬度高、耐磨性好、韧性也不错的材料。
要是选错了,模具可能很快就坏掉了,那可就亏大了。
像一些合金钢就常常被选来做粉末冶金整形模具的材料呢。
三、确定模具结构。
这一步就像是给房子设计架构。
是选单工位的模具还是多工位的呢?如果产品形状简单,单工位可能就够了;要是复杂些,多工位可能更合适。
还要考虑脱模的方式,得让整形后的产品能顺利地从模具里出来,总不能让它卡在里面吧。
比如说用顶出装置或者侧向抽芯之类的。
四、计算模具的尺寸。
这就需要咱们动动脑筋啦。
要根据产品的尺寸、收缩率这些来计算模具型腔的尺寸。
就像做蛋糕,要根据蛋糕最终的大小来确定模具的大小。
而且还要考虑到模具的加工余量,不然加工出来尺寸不对就麻烦喽。
五、设计模具的细节部分。
这里面包括像排气槽的设计呀,冷却系统的设计。
排气槽就像是给模具喘气的通道,如果没有排气槽,空气排不出去,可能会影响产品的质量呢。
冷却系统也很关键,要是模具温度太高,也会影响整形的效果和模具的寿命。
六、校对审核。
这就像是检查作业一样。
自己先检查一遍,看看有没有哪里设计得不合理。
也可以找同事或者经验丰富的人帮忙看看,多一双眼睛就多一份保障嘛。
可不能让有问题的设计进入生产环节,不然到时候出了问题就不好收拾啦。
粉末冶金整形模具设计虽然有点复杂,但只要一步一步来,把每个环节都考虑周到,就一定能设计出好用的模具啦。
翻边整形模
5-3 fv5 顶出器的强度
顶
出
器
18
翻边整型模
19
5.1
标准厚度 顶出器的厚度以右图为基准。(铸件的情况下) 特别是在中央部,顶出器的 断面面积明显变小时,应注意 其强度。
5.2
注意事项 强度变小的地方,或用钢材增加强度,或将材质改为铸钢或球铁。 (考虑使用铸钢时,进行优化计算)
钢材镶块 用钢或球铁一体 压弯翻边时,断面面积小的部位的底面必须接触到底板;断面强度弱的部分, 底面必须与底板接触。
翻边整型模
11
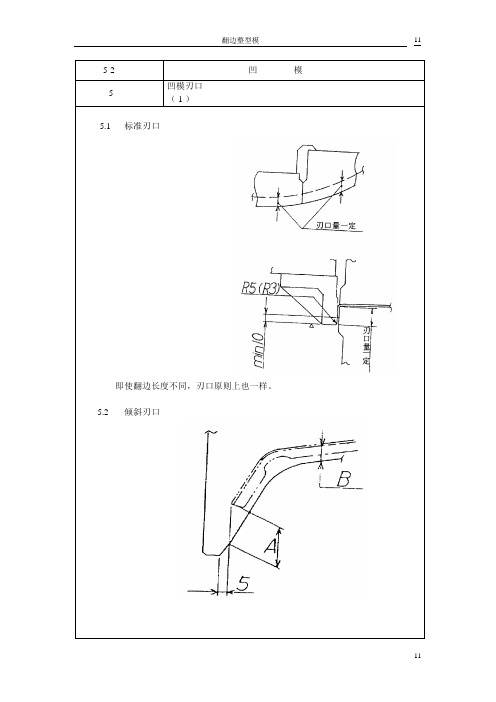
5-2 5 凹模刃口 (1) 标准刃口
凹
模
5.1
即使翻边长度不同,刃口原则上也一样。 5.2 倾斜刃口
11
翻边整型模
12
5-2 5 凹模刃口 (2)
凹
模
5.3
宽度小的冲压件两侧有翻边的情况。
冲压件的宽度小,形状平滑时。
5.4
对凹模的强度有影响时。
凹模的强度弱 时,凹模 A 的刃口如 图所示。
5-3
顶
出
器
19
翻边整型模
20
6
顶出器与凹模的间隙 (1)
顶出器相对与凹模的间隙, 为 0.5 。(平面上不表示出) 模具图上不表示出尺寸。
20
翻边整型模
21
5-3 2
翻 翻边退料板的使用条件 (1)
边
退
料
板
1.1
使用条件 翻边不易退件的部位,必须设置翻边退料板。 例子 ☆ 对称翻边 门、发罩、行李箱板
27
翻边整型模
28
6
内缘翻边的翻边退料板 (1)
5-3
模
具
结
构
抽风筒翻边——整形复合模设计

1 m C l 锈钢板 制 成 . . mI r3不 5 两件 配合 焊接 后 形成 一
个 完 整 的抽 风筒 。 由于 结构 需 要 , 在其 成 形后 的零 件 口部须 翻边 , 由于是 外 观件 , 求 翻边 后 , 口 又 要 其
边 模 翻 边 工序 多 、 生产 周 期 长 的 问题 。 证 了产 品 质 量 要 求 , 高 了 生产 效 率 。 保 提
【 关键 词 】 边 整 形 复 合模 翻
设 计
【 src] h a e nrd c d te srcue o rwn a ,a ay i te f n ig fr n e h iu fi Abt tT i p p rit u e h t tr fa da ig fn n l s h l gn omi tc nq e o t, a s o u s a g a c rig t ii l o fr n ,d s n o h e In jg c odn o df u f omig e i fte n w f gn ——— l l o o i d l, ov h u sin f ct g a pa j c mp se mo e t s l te q e t s o sc t o e o
部清 晰 、 整 、 完 无损 伤 。
传统 的翻边模 工 作 时 .压 机 上行 ,翻边 凸模 1
随 之 上 升 , 料 置 于 翻边 凹模 3定 位 部 位 , 着 压 坯 随
机 滑块 下 移 , 紧块 2与翻 边 凹模 3先 行 接触 将 坯 压 料压 紧 ,随着翻边 凸模 1 下行 ,其 与 翻边 凹模 3 的
31 . 模具 结构 新 型 翻边 整 形模 在 保持 传 统 翻边 模 “ 直 下压 垂
冲压模具翻遍整形模毕业设计说明书
汽车门柱连接件翻边整形模具设计摘要本说明书在所要加工零件的基础上,经过仔细的论证和计算,完成了本次毕业设计题目的相关内容。
由于此次加工零件的加工工艺复杂,所以不能用一套模具来完成零件的加工,要单独设计两套模具,一套落料冲孔模、一套翻边成型模。
由于模具尺寸较大且不对称,模具的模座和冲头等不是标准件,要另行设计。
在模具设计过程中,主要进行了上下模座的设计,上下垫板的设计,落料和冲孔部分的设计,刃口尺寸的设计及计算,翻边部分的设计及计算,冲裁力的计算,翻边力的计算,压力机的选择,相关标准件的选择,考虑加工的工艺性等。
因被加工的零件窄且长,成形、翻边时不易定位,可能使翻边高度不均匀,在模具设计完成后根据实际加工情况,重新调整板料的尺寸和外形才可以正常加工。
在模具设计过程中,运用CAD技术进行模具结构设计和零件图纸的绘制。
考虑模具整体制造难度较大且整体重量较大,整副模具将增加制造和安装的难度,经过经验及相关计算,可以使用组合分体模具完成该模具的全部制造。
关键字:模具、落料冲孔、翻边成型、标准件。
Automotive Connectors post mold design plastic flangeAbstractThis instruction booklet in must process the components in the foundation, after careful proof and computation, has completed this graduation project topic related content. Because this processing components craft is complex, so we can not use a die to complete the processing of this parts, must alone design two sets of dies, a cutting punched hole die, a upsiding down edges die. Because the mold size is big also is asymmetrical, the die base and punch is not a standard hardware, must separate design. In die design process, mainly process project on the punch set, die set, punch pad, die pad, pierce, forming , tool point design and size calculation, upsiding down edgesof the design and calculation, stamping power calculation, upsiding down edges power calculation, hydraulic machine select, Related standards of standard parts atc. Because the components processes is been narrow also is long, bending and upsiding down edges not positioning, In die design based on the actual completion of the processing, readjusts the sheet size and the contour only then may process normally. In die design process, exertion CAD structural design and layout for the parts drawings. Consider a molding tool a whole manufacturing a difficulty bigger and whole weight to compare greatly, the whole molding tool difficulty of increment manufacturing and fixing, through experience and the related calculation, can use a discrete molding tool of combination to complete all manufacturings of this mold tool.Keyword:die, punched hole, upsiding down edges, standard parts目录引言 (1)第1章设计任务书 (2)第2章确定工艺方案 (3)第3章相关计算 (4)3.1内孔翻边的工艺计算 (4)3.1.1翻边件的口部壁厚 (5)3.1.2翻边力P和翻边功A (5)3.1.3翻边间隙和凸、凹模尺寸 (5)3.2内凹外缘翻边的计算 (6)3.3翻边凹模刃部的入模量 (7)第4章初步选定压力机 (9)4.1压力机类型的选择 (9)4.2压力机规格的选择 (9)第5章模具安装 (11)第6章翻边模具主要零件的结构设计与加工工艺 (12)6.1模具材料的选用 (12)6.2模具的总体设计 (12)6.3工作零件的结构设计 (12)6.4 模架、模柄的选择 (14)6.5螺钉的选择 (14)第7章成形模具凸凹模的数控加工工艺分析 (15)7.1 产品分析 (15)7.2 成型零件结构与分析 (15)7.3 工艺分析 (15)7.3.1工艺基准选择 (16)7.3.2装夹方式的选择 (16)7.3.3加工顺序安排 (16)7.4 基于MaterCAM的数控加工工艺过程 (17)7.5 分析与小结 (17)第8章选定设备 (19)总结 (20)参考文献 (22)引言模具是用以限定生产对象的形状和尺寸的装置。
某型卡车侧围外板侧整形模具设计

某型卡车侧围外板侧整形模具设计侯敏;张懃【摘要】整体侧围是轿车车身和卡车驾驶室最关键的覆盖件,侧整形是其成形工艺中最重要的工序.本文介绍的侧整形模具,安排了十几项工作内容,它们环绕着制件周围交错排列着,给结构设计带来许多困难.此外模具采用了整体铸造凸模加镶块的结构,并在斜楔侧整形部位增设固定定位镶块,这些措施对提高侧整形质量,取得了一定效果,特记录如下,以飨读者.【期刊名称】《模具制造》【年(卷),期】2015(015)008【总页数】4页(P10-13)【关键词】整体侧围;侧整形;非标斜楔【作者】侯敏;张懃【作者单位】湖北随州市齐星模具公司湖北随州441300;湖北随州市齐星模具公司湖北随州441300【正文语种】中文【中图分类】TG385.2某型一排半卡车整体侧围制件如图1所示,制件具有尺寸大、形状复杂、装配关系多和成形困难等特点。
制件外形尺寸长 1,762mm,宽1,544mm,长度较双门轿车整体侧围小,宽度却比轿车整体侧围大很多;制件形状中间大孔是门框,和车门的配合要求高度密封,后侧的小长方孔为排半小玻璃窗,侧围下部轮眉和轮罩贴合,上部和顶盖贴合,前方相当轿车的前立柱,其上部是风挡玻璃窗、下部和前围外板及前围下部配合,后面和后围外板贴合。
制件成形要采取内外双动压边圈拉伸方法,制件的最大高度约150mm,由于外板件不能采用正修边然后翻边方法,而要采用加高拉伸高度,然后侧修来保证制件的表面质量,所以拉伸最高达180mm。
前风挡(见图1中b-b)和顶部(见图1中a-a),都需要采用大型非标斜楔进行侧整,工艺内容非常多,模具结构安排十分紧凑复杂。
由于制件贴合面需要整形,门框内立体形状修边废料要分序修冲滑出,工艺上安排5工序模具成形:OP10—DR(拉伸)。
OP20—TR+PI+CTR(修边+冲孔+侧修边)。
OP30—RST+TR+CTR+PI+CPI(整形+修边+侧修边+冲孔+侧冲孔)。
OP40—FL+RST+CRST+PI+CPI+TR+CTR(翻边+整形+侧整形+冲孔+侧冲孔+修边+侧修边)。
德式钳工锤冲孔整形模设计

德式钳工锤冲孔整形模设计张勤河,高军*山东大学+山东济南#,$$)(-摘要:介绍了一种德式钳工锤冲孔整形模具,利用该模具可有效避免德式钳工锤热锻工艺中冲孔时的变形,提高了产品质量。
并阐述了模具的整体结构及工作过程,指出了模具设计要点。
关键词:冲孔整形模;德式钳工锤;锻造中图分类号:./01,%#文献标识码:2文章编号:($$(3#()1*#$$#-($3$$#)3$0!"#$%&’()*"+$",-$&%.&/0$1$&%!$"(’,)*"2",3.&40)56"7$))",8#9.33",!"#$%&’()*+,%#-./(01*2(34(56(’7+89’:;,.’(2(,1*2(34(5<=>>?@,A *’(2B :;#),.-)C #D ’+8E ’(52(39’F ’(53’+G 48H 2(/G 2E :/8’(5:*+%+8H 2()9:;I +G ’::+8J9*2H H +8K 29’(:843/E +3LM ’:*:*+3’+,:*+3+G 48H 2:’4(4G %+8H 2()9:;I +G ’::+8J 9*2H H +8K *’I +D ’+8E ’(5*4I +9图#模具结构带动上模下行,当接触到坯料后,上成形块与下成形块在橡皮的作用下将坯料压紧并同时下行,由于上模橡皮较硬,迫使下成形块向下运动与凹模两边一起把未压住的材料沿凹模圆角压入凸、凹模间隙,完成4形弯曲。
同时,凸模压紧坯料左边向下沿着下成形块圆角滑入模腔(由凹模、固定块、下成形块、垫板组成),直到上成形块与上模顶紧,下成形块与下模顶紧,凸模压住坯料与固定块紧密接触,完成5形弯曲,与此同时,右边的4形弯曲也得以校正。
然后开模,从上成形块上取下零件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
整形模设计方法
一、工法画图之前我们先接触的是工法,在看工法的时候我们要先看清
楚这一工序要做的具体的内容,还有整形的目的(如:反弹整形、搭
接面整形、OP10拉延整行)跟整形的范围。
二、整形翻边预压力的计算所谓预压力就是当刀块刚接触钣件时,压
料板对整个钣件所产生的压力。
F=35*0.1*L*T (L→整形/翻边线长,
T→料厚)
三、行程的判定①反弹整形、搭接面整形的行程ST=30~40即可。
②翻边形成的判定。
如翻边的底部形状如图所示时,我们可以把翻边
刀沿Z轴方向向成品方向移动,当移动至刚脱离成品时的那段距离为
S1,则行程S≥S1+10MM,若翻边为支架类钣件时则S≥S1+30MM(30MM
为刀块过整30MM,普通的只要过整10MM)。
当S取等于S1时则使用
氮气弹簧或气垫顶杆。
③为了便于抽引或后工序的修边,引伸模会将成品抽出一部分,另一部分做一定的工艺处理,后工序会通过整形或翻边至成品,此类行程判断如下:A类
当为以上图中三种情况之一时,行程S≥S1+10,若使用氮气弹簧或顶杆S 大于S1即可,通常大于的数值取5MM,行程S为整形过程中所需要的最大行程,一般为钣件料边最长造型最深处。
B类
①S≥S1+10,若为氮气弹簧或顶杆时S大于S1即可,通常为5MM.
②当S1≥S2时,则S≥S1+10;当S1<S2时,则S>S2+10;当为氮气弹簧或顶杆时,只需比相应的S1或S2大即可,通常去5MM。
综上所述无论钣件形状工艺如何变化,判断行程的最基本的原则是:整形刀块或翻边刀块在未接触到钣件前压料板必须压紧钣件.
四、弹簧的选用与布置
①弹簧的选用弹簧的选用是根据预压力和压料板行程来判定的.
A︰当预压力不是太大,压板行程S<70MM时,通常可选用TL、TM、TH 弹簧.
B︰当预压力很大,压板行程S<70MM时,通常可选用TM、TH、TB、MCH、MCB、 MCV或氮气弹簧.
C︰当预压力不大,行程S>70MM时,可选用TL或MCH弹簧,但S≥100MM 时一般用氮气弹簧.
D︰当预压力较大,行程S>70MM时,则用氮气弹簧或MCH、MCB、MCV弹簧,若S≥100MM时一般用氮气弹簧.
E︰当为上整或上翻,所需的整形离力或翻边力又较大,机台有顶杆时,通常用顶杆替代弹簧压料.
②弹簧个数的计算 N=F/(弹簧系数*预压行程) 〈当计算结果为小数
时N加1〉氮气弹簧 N=F/预压力
③弹簧的分布 a 折边整形时为避免整形折边时有带料的情况,弹
簧尽可能的分布在靠近折边线或整形线的附近.
五、折边整形刀的画法如图所示: 铸件类
刀块的宽高比通常取1≤b:a≤2.但比值大于2时也是合理的,宽高比主要是强调刀块受力后的稳定性,当b:a越小时L会越短,刀块越不稳定,反之当b:a 越大时刀块越稳定,但过大会增加刀快的成本,没有必要,在绘图时折边线以粗实线表示,同时2D处要逃料10MM.
整形刀块和整形模仁的画法如图所示:
刀块的宽高与折边整形的宽高比相同
在画平面图时整形的模仁只需沿成品的边界向外Offest 10MM,如图所示:
当折边整形刀为钢块时整形刀的画法如下所示:
六、折边顶料器的放置和画法
折边顶料器的顶料部分尽可能采用标准件,其平面图上的顶料边界与折边线处平齐,其加工面的高度和折边行程依钣件的实际料边长度来确定,切勿随意,以避免增加钳工后序的工作量。
折边顶料器的放置高度确定如下图所示:
折边顶料器的其它几种形式加工面高度的判定一此一致。
注意事项:①折边顶料器放置时,应将前一工序的料边情况放置在刀
块上(一般为剪边线),以判断刀块压下折边顶料器的座面是否干涉前一工序的钣件,在设计时易被忽视要注意。
②当正折边与侧折边同时存在时(如车门为板)应选用气压缸进行顶料,且气压缸的过气接头应用带节流阀形式的接头。
七、整形和折边型面的逃料
整形和折边模型面一般要逃料,当钣件较大且状态较稳定时可适的进行逃料,但整形区域和折边区域绝不可进行逃料,并且逃料区域的模仁应小于等于压板区域的逃料,且不能影响钣件的型面定位,钢模一般为2MM,保模逃料一般为10MM。
八、材质的选用
料厚T≤1.4MM时, 模仁为GM241/GM246 刀块为GM241/GM246
料厚1.4<T<2MM时,模仁为GM241/GM246 刀块为ICD5
料厚T>2MM时, 模仁为ICD5 刀块为Gr12MOV/ICD5 (高张力板一般采用Gr12MOV)
若单独的一块刀块整形/翻边刀块时,采用Gr12MOV或7CrsiMnmov,不采用铸件。
九、镶根的选用和镶根导板行程的算法
当为但纯的上整/上翻或下整/下翻时,镶根导板行程S=S上/S下+40
当整形翻边为上下整翻时,镶根导板行程S=S上+S下+40(S上为上压板行程;S下为下压板行程。
)。