翻边翻边整形翻孔设计规范
2023坎台翻边翻梁相关建筑设计规范
砌体结构工程施工质量验收规范[附条文说明]GB 50203-20119.1.6 在厨房、卫生间、浴室等处采用轻骨料混凝土小型空心砌块、蒸压加气混凝土砌块砌筑墙体时,墙底部宜现浇混凝土坎台,其高度宜为150mm。
(这个150mm高是从建筑完成面开始算的,因为考虑到踢脚线粘贴高度,不能在混凝土坎和加气块两种不同材料交接位置,容易造成空鼓现象)。
住宅室内防水工程技术规范[附条文说明]JGJ 298-20135.4.6 当墙面设置防潮层时,楼、地面防水层应沿墙面上翻,且至少应高出饰面层200mm。
当卫生间、厨房采用轻质隔墙时,应做全防水墙面,其四周根部除门洞外,应做C20细石混凝土坎台,并应至少高出相连房间的楼、地面饰面层200mm建筑地面设计规范GB 50037-20136.0.16 有水或其他液体流淌的楼层地面孔洞四周翻边高度,不宜小于150mm;平台临空边缘应设置翻边或贴地遮挡,高度不宜小于100mm。
6.0.17 厕浴间和有防水要求的建筑地面应设置防水隔离层。
楼层地面应采用现浇混凝土。
楼板四周除门洞外,应做强度等级不小于C20的混凝土翻边,其高度不小于200mm。
蒸压加气混凝土制品应用技术标准[附条文说明]JGJ/T 17-20201 有防水要求的房间,墙面应做防水处理;内墙根部应做配筋混凝土坎梁,坎梁高度不应小于200mm,坎梁混凝土强度等级不应小于C20;2 外门、窗框与墙体之间以及伸出墙外的雨篷、开敞式阳台、室外空调机搁板、遮阳板、外楼梯根部及水平装饰线脚等处,均应采取防水措施;蒸压加气混凝土砌块、板材构造13J104屋面工程技术规范[附条文说明]GB 50345-20124.11.14 女儿墙防水处理的重点是压顶、泛水、防水层收头的处理。
压顶的防水处理不当,雨水会从压顶进入女儿墙的裂缝,顺缝从防水层背后渗入室内,故对压顶的防水做法作出具体规定。
低女儿墙的卷材防水层收头宜直接铺压在压顶下,用压条钉压固定并用密封材料封闭严密。
04第三章 翻边整形模数控加工规范

20 第三章 翻边整形模数控加工规范第一节 翻整凸模底板一. 作底面加工的基准面1.检测毛坯高度基准线,也称等高线(百位线),调整要求基准线对角高度一致.大型模板(长3.5m 以上)为底面加工作基准时应考虑正面加工各重要位置的加工余量,找正试切余量,可重设定中心,以避免反向加工完后 ,正面各位置尺寸无法按底面基准坐标加工出来。
2.铣基准面:力求做到基准面等高,若无法一致,应取整数差加工(标准垫块作为高度补差)。
二.底面加工A 按铸件中心基准线找正定中心,工件装夹B 底面粗铣:ф63盘型刀具加工,依百位线去除余量。
C快速定位键槽加工,用ф25钻铣粗铣留余量单边0.5mm 。
ф20或ф16立铣精加工,用检棒检测,槽宽公差28+0.03+0.01 。
D压板槽加工,用ф25钻铣开槽.E压板面加工:正面直头加工无干涉的待正面加工时用D63R8刀具加工,有干涉而直头无法加工的转侧铣头加工。
F松开工件压力点螺母,检查支撑点受力情况,作调整,用ф200精盘刀精加工底面,切深在0.2mm以内,要求平面精度在0.02mm以内。
小工件可适当施加压板压力和应用侧顶装置,避免工件移动。
注意事项:1.工件底面加沙,硬度不均等异常切削条件对刀具的影响。
局部问题可采用小刀具,如ф30钻铣消除异常面,可略低于实际加工面0.1mm。
2.底面精加工时支撑物必须均衡受力。
3.一次底面精加工若不能达到其精度,应考虑采用:①. 量表测出表面高度差数值,反向切深为前次高度差值加0.05mm加工。
②. 若出现局部偏差,可针对局部去除高度差值部分。
二.正面结构面加工工件装夹: 按底面定位键槽定中心,用快速定位键定位装夹工件.检查:检验XY平面上的重要加工部位的加工余量,可允许最大偏差5mm以内,如出现严重超差应考虑局部加垫,底面加工位置(快速定位键.压板槽等)重做等异常现象。
ABCDE.结构平面粗加工:选用φ63盘刀开粗。
留0.1-0.5mm余量待精加工。
第4部分翻边整形模
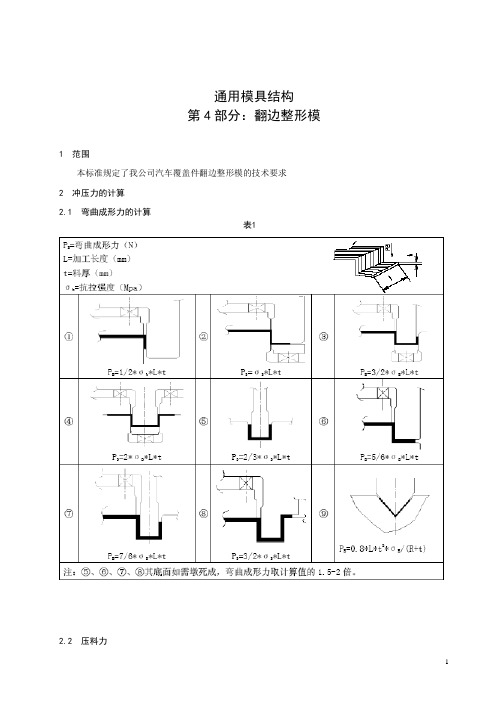
通用模具结构第4部分:翻边整形模1 范围本标准规定了我公司汽车覆盖件翻边整形模的技术要求2 冲压力的计算2.1 弯曲成形力的计算表12.2 压料力1压料力一般为压弯力的15%-30%2.2.1 P为冲压开始点的压料力外板:P=0.3P Z(N)内板:P=(0.15-0.2)P Z(N)2.2.2 弹簧等压力源尽量设在成形部位附近图12.2.3 视压料板形状确定是否兼负平衡作用,如存在平衡力的因素,压料力应大于计算压力。
2.2.4 上弹簧压料和下气垫压料同时使用时,主要考虑向下翻边时的上压料力。
2.2.5 内板件在成形时,如有向外拉料的可能时(如图2),应加大压料力,计算方法与外板相同。
图22.3 弯曲整形力的计算弯曲整形力P=F*qF:为整形部分的投影面积(mm )q:为整形所需的单位压力(MPa),见数据表2:表2材料材料厚度材料材料厚度<3 3-10 <3 3-1008-20号钢80-100 100-120 8TiL 120-150 150-180 20-35号钢100-120 120-150 10TiL 150-180 180-2103 工作行程23.1 ※※※※※※※※※※※※※※※※翻边行程※※※※※※※※※※※※※※※※※※※※※3.1.1 平面及断面形状为直线时,制件末端距凹模圆角R 切点3mm,如图33.1.2 翻边线为折曲线时,在冲压方向上保证翻边行程L不变。
图43.1.3 翻边凸缘宽度不等时,按照翻边宽度最宽处考虑,压入深度沿冲压方向同时开始翻边。
图53.1.4 折弯线和翻边在同一条线上时——折弯部比翻边高度深时,L>l1 压入深度取L值。
34图6 ——翻边高度超出折弯线时,压入深度渐渐变化。
图7——凹模端部弧度大的情况下,如图所示加出余量:图8——翻边线变化大,一个冲压方向不能成形,要分成两序完成,两序相接处最少要重合40mm。
图93.2 压件器工作行程计算图105翻边顶出器工作行程的设定原则上为确保压件器脱开冲压件后才允许翻边顶出器工作。
翻边孔工艺与设计规范ppt课件
题目
翻边知识简介
概要 一.内孔翻边 二.外缘翻边
相关部门
QA
三.变薄翻边 四.翻边模结构
制造
五.翻边不良模式与分析
资材
3)
4)
5)
不良现象 1)
2)
3)
制作日 2008.02.28
指示事项
签名
LGENP R&D 005(REV:0)
一.内孔翻边
1.翻边的概念
翻边是在模具的作用下,将坯料的孔边缘或外边缘冲制成竖立边的成形方法, 根据坯料的边缘状态和应 力2.圆、孔应翻变边状态的不同,翻边可以分为内孔翻边和外缘翻边,也可分为伸长类翻边和 1)圆压孔缩翻类边翻的边变。形特点与变形程度 将画有距离相等的坐标网格(图1.1.1a)的坯料,放入翻边模内进行翻边(图 1.1.1c)。翻边后从图
图3.2 小螺孔的翻边
四.翻边模结构 图4.1所示为内孔翻边模,其结构与拉深模基本相似。图4.2所示为内、外缘同时翻边的模
图4.1 内孔翻边模
图4.2 内、外翻边复合模。凸凹模8与落料凹模4均固定在固定板
冲孔凸模2压入凸凹模1内,并以垫片10调整它们的高度差,以此控制冲孔前的拉深高度,
建议控制措施
增大冲头R角 提高冲头表面光洁度 预冲孔后增加去毛刺或提高模具间隙 更换预冲冲头 调整材料翻边系数大于许用翻边系数 增强润滑剂 及时清净冲头上废料 降低速控比 提高弧面加工精度 提高冲头光洁度 减小凸凹模的间隙 及时更换冲头 提高模具加工精度 提高预冲孔精度/调整定位 提高预冲孔精度 加大凸模进入凹模的深度 确保送料到位与送料稳定 修凹模 更换预冲孔冲头 修凸模
一.内孔翻边
图1.1.1圆孔翻边时的应力与变形情况
K称为翻边系数,K值愈小,则变形程度愈大。翻边时孔边不破裂所能达到的 最小K值,称为极限翻边 系数。表1.1.2所列的是低碳钢圆孔翻边的极限翻边系数。对于其它材料,按其塑性 情况,可参考表列数值 适当增减。从表中的数值可以看出,影响极限翻边系数的因素很多,除材料塑性外,
翻边整形模模具设计规范

目录序号内容页次1 冲压力的计算 22 工作行程 43 凸模托料面的设计94 压件器的强度设计115 压件器与凹模分界的设定136 翻边模刃口的种类及使用157 翻边顶出器的安装标准258 退料块及定位块的形状289 翻边变形对策3010 铸件壁厚设计3211 铸造减轻孔设计331.冲压力的计算1.1.弯曲成形力的计算PB=弯曲成形力(N)L=加工长度(mm)t=料厚(mm)σb=抗拉强度(Mpa)①PB =1/2*σb*L*t②PB=σB*L*t③PB=3/2*σB*L*t④PB =2*σB*L*t⑤PB=2/3*σB*L*t⑥PB=5/6*σB*L*t⑦PB =7/6*σB*L*t⑧PB=3/2*σB*L*t⑨PB=0.8*L*t2*σB/(R+t)注:⑤、⑥、⑦、⑧其底面如需墩死成,弯曲成形力取计算值的1.5-2倍。
1.2.压料力压料力一般为压弯力的15%-30%。
➢P为冲压开始点的压料力外板P=0.3 PB(N)内板P=(0.15-0.2)PB(N)➢弹簧等压力源尽量设在成形部位附近制定部门制定日期制定审定批准版次发行部门➢视压料板形状确定是否兼负平衡作用,如存在平衡力的因素,压料力应大于计算压力。
➢上弹簧压料和下气垫压料同时使用时,主要考虑向下翻边时的上压料力。
➢内板件在成形时,如有向外拉料的可能时(如下图示),应加大压料力,计算方法与外板相同。
1.3.弯曲整形力的计算弯曲整形力P=F*qF:为整形部分的投影面积(mm2)q:为整形所需的单位压力(MPa),见数据下表:2.工作行程2.1.翻边行程2.1.1.平面及断面形状为直线时,制件末端距凹模圆角R切点3mm,如下图2.1.2.翻边线为折曲线时,在冲压方向上保证翻边行程L不变。
2.1.3.翻边凸缘宽度不等时,按照翻边宽度最宽处考虑,压入深度沿冲压方向同时开始翻边。
制定部门制定日期制定审定批准版次发行部门2.1.4.折弯线和翻边在同一条线上时➢折弯部比翻边高度深时,L>l1压入深度取L值。
翻边、整形模检验标准
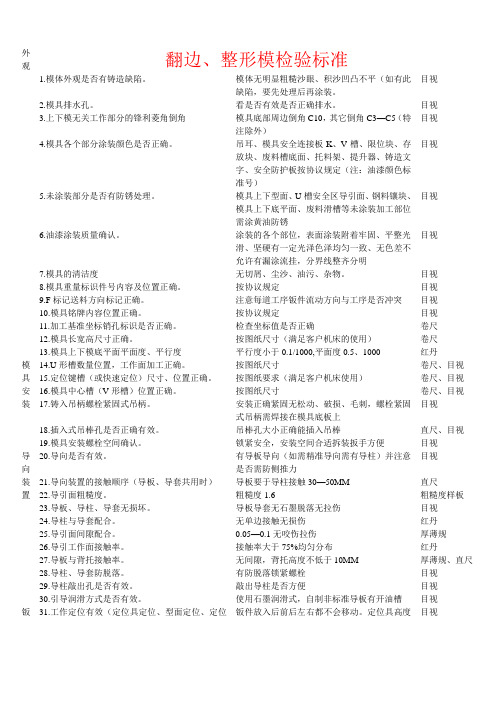
外观翻边、整形模检验标准1.模体外观是否有铸造缺陷。
模体无明显粗糙沙眼、积沙凹凸不平(如有此缺陷,要先处理后再涂装。
目视2.模具排水孔。
看是否有效是否正确排水。
目视3.上下模无关工作部分的锋利菱角倒角模具底部周边倒角C10,其它倒角C3—C5(特注除外)目视4.模具各个部分涂装颜色是否正确。
吊耳、模具安全连接板K、V槽、限位块、存放块、废料槽底面、托料架、提升器、铸造文字、安全防护板按协议规定(注:油漆颜色标准号)目视5.未涂装部分是否有防锈处理。
模具上下型面、U槽安全区导引面、钢料镶块、模具上下底平面、废料滑槽等未涂装加工部位需涂黄油防锈目视6.油漆涂装质量确认。
涂装的各个部位,表面涂装附着牢固、平整光滑、坚硬有一定光泽色泽均匀一致、无色差不允许有漏涂流挂,分界线整齐分明目视7.模具的清洁度无切屑、尘沙、油污、杂物。
目视8.模具重量标识件号内容及位置正确。
按协议规定目视9.F标记送料方向标记正确。
注意每道工序钣件流动方向与工序是否冲突目视10.模具铭牌内容位置正确。
按协议规定目视11.加工基准坐标销孔标识是否正确。
检查坐标值是否正确卷尺12.模具长宽高尺寸正确。
按图纸尺寸(满足客户机床的使用)卷尺13.模具上下模底平面平面度、平行度平行度小于0.1/1000,平面度0.5、1000 红丹模具安装14.U形槽数量位置,工作面加工正确。
按图纸尺寸卷尺、目视15.定位键槽(或快速定位)尺寸、位置正确。
按图纸要求(满足客户机床使用)卷尺、目视16.模具中心槽(V形槽)位置正确。
按图纸尺寸卷尺、目视17.铸入吊柄螺栓紧固式吊柄。
安装正确紧固无松动、破损、毛刺,螺栓紧固式吊柄需焊接在模具底板上目视18.插入式吊棒孔是否正确有效。
吊棒孔大小正确能插入吊棒直尺、目视19.模具安装螺栓空间确认。
锁紧安全,安装空间合适拆装扳手方便目视导向装置20.导向是否有效。
有导板导向(如需精准导向需有导柱)并注意是否需防侧推力目视21.导向装置的接触顺序(导板、导套共用时)导板要于导柱接触30—50MM 直尺22.导引面粗糙度。
4.翻边翻边整形翻孔设计要求规范

目录1 翻边的分类.......................................................22 垂直翻边.........................................................23 水平斜楔翻边和倾斜斜楔翻边.......................................284 下平面图.........................................................385 上平面图.........................................................426 剖面图...........................................................487 向视图...........................................................498 零件图...........................................................499 模具的常用材料及与热处理要求.....................................5010 标准件的选用规则.................................................5211 图面尺寸标准规则.................................................53 1 翻边的分类翻边按冲压方向分可分为垂直翻边、水平斜楔、翻边和倾斜翻边。
2 垂直翻边垂直翻边分为平板类翻边和拉延成形类翻边。
2.1 平板类翻边(压弯)平板类翻边(压弯)分为平板直线压弯,曲线翻边和翻孔。
2.1.1平板直线压弯平板直线压弯的展开计算: L=e1+e2+e3+en+R1e+R2e+Rne 式中:L :展开长度;e1、en :各段走线段长度;R1e :压弯圆角的中性层展开长度。
汽车覆盖件翻边整形模结构设计规范

口 耐 磨 性 要 求 较 高 的 制 件 可 用 于 制 作 凸 、凹 模 。 竖装式 若制件仅局部变形大,可采用局部镶块。竖装式
镶块式 (锻件)
多用于纵向几何形状变化较大或翻边较深的制 件。横装式多用于较平坦而轮廓形状较大的制 件 。 竖 装 式 常 用 于 制 作 外 覆 盖 件 模 具 的 凸 模 ,横
(4)斜面翻边时,应使端部先翻边,即 A > B ,且 A 缓慢化至 B(见图 7c 所示)。
翻边凹模刃部剖面相关尺寸见图 7a 所示,通常 情况下 h1 = 3 + R 。翻边凹模刃部 R 的确定:当料厚 < 1 . 2mm 时 , R = 3mm; 当 料 厚 ≥ 1 . 4mm 时 , R = 5mm。
图 4 凸、凹模结构
图 3 双浮动压料板模具结构 1. 下模座 2. 凹模镶块 3. 上压料板(凸模) 4. 上模座 5. 凹模镶块 6. 下压料板(凸模)
先上翻边时,上压料板初始弹压力 + 上、下压 料板重量 = 下压料板下死点压力。
先下翻边时,下压料板初始弹压力 = 上、下压 料板重量 + 上压料板下死点压力。
(3)双浮动压料板模具结构(见图 3 所示)。图 3 模具用于制件上、下翻边(整形)。上、下模均有压
—————————————————————— 作 者 简 介 :胡 芳 鸽(1978 - ),女 ,陕 西 宝 鸡 人 ,助 工 ,从 事 汽 车 模 具 设 计 和 冲 压 工 艺 设 计 工 作 ,地 址 :广 州 市 黄 埔 区 广 本 路 1 号 广 州 本 田 汽 车 有 限 公 司 机 械 模 具 科 。 电 话 :13316205070 收 稿 日 期 :2004 - 12 - 01
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7 向视图...........................................................49
8 零件图...........................................................49
b)翻孔高度h<5时的结构尺寸:如图9、10。
c)专用自攻螺丝钉的翻孔结构
制件上的自攻螺丝钉有两种标准规格,即M5和M6。
一般制件的翻孔,在翻孔前属于冲底孔,然后翻孔,而专用自攻螺丝翻口是不需冲孔而且在冲翻孔时无废料。
自攻螺丝钉标准翻口凸模。
t
dm5
d1
l
L
备注
0.6-1.2
10+0.012+0.006
制件的向上翻边结构尺寸
制件的向下翻边结构尺寸
制件翻边时与翻孔的合序的结构尺寸
曲线翻边镶块的分块方法:
翻边镶块分块时应注意以下几点:
a)制造、维修方便;
b)镶块不易过大或过小,单件重不大于25公斤,大于25公斤时应打起重螺孔;
c)经淬火不易变形;
d)要符合零件尺寸比例要求。
(7)一般制件翻边成形的特点
(3)圆筒盖的翻边
特点:翻边时必须用压料板压料,否则翻后的边起皱,边高低不平。
制件翻边时用孔定位。
(4)平板压弯结构尺寸的确定
a)压弯结构尺寸规定如下:当压弯高度H>8;翻孔高度h>5时的结构尺寸。
b)压弯结构尺寸规定如下:当压弯高度<8,翻孔高度h>5时报结构尺寸。
(5)翻孔(翻口)的结构尺寸
a)翻孔高度h>5时的结构尺寸:见图4、5、7、8。
● 凹槽口改造后板料的进料状态:凸模接触板料进入凹模时,凸模与凹模之间间隙由大逐渐变小,材料不被拉长,急剧状态的进料程度减缓,制件成90º,图1
图1
(8)压弯件。翻边件的回弹与对策。
a)制件的回弹:制件经压弯、翻边等成形后的制件尺寸与原理论尺寸相比产生的弹性变形。
制件的正回弹:制件成形后的尺寸大于其理论尺寸。
式中:K:翻边系数,
一般钢:K=0.75-0.78,一般铜:K=0.8
翻边间隙值的确定:翻孔单边间隙Z=0.8t。
2.1.3曲线的翻边
(1)一般件的翻边
a)一般件的翻边展开计算:
直径D=
式中:D:毛坯展开直径;
d、翻边直径;
h、翻边高度;
r、翻边内圆角半径
△、修正系数,一般为0.2-0.7,D尺寸一般试验决定。
b)最大允许翻边高度的计算。
c)板料拉延成形修边后的翻边,修边外形一般按压弯计算。
(2)曲线翻边的分类
翻边按压料种类分为:压料翻边与无压料翻边(向上翻、向下翻)。
压料翻边:制件的翻边是在有压料的状态下翻边的,以减小板料在翻边时变厚的程度。
无压料翻边:翻件的翻边是在无压料的自由状态下翻边的,压料翻边的结构尺寸如图所示:
a)分析材料变化
a-b-c区:压弯,不变;
d-e区: 压弯:不变;
e-f 翻口,变薄;
f-g-h 翻边,变厚;
h-i 翻口,变薄;
i-l 压弯,不变。
b)材料进入凹模口的进料状态分析
● 凹模口为直壁状态材料的进料状态:凸模接触板料进入凹模时即被压弯成90º,然后板料进入凹槽并被拉长,材料变薄,制件侧壁呈凹形状态。
4.3
5.47
70;80
用于M5
5.1
6.47
用于M6
材料:T10A热处理:HRC56-60
d)在制件底部的翻孔(翻口)
翻孔前冲孔直径的计算:
d=D+1.4r-2h
最大翻孔高度:h最大=D
翻孔分数k=
式中:D:翻孔直径;
h:翻孔高度;
r:内圆角半径;
k:翻孔系数;
d:翻孔前冲孔直径。
(6)曲线翻边的结构尺寸
e1、en:各段走线段长度;
R1e:压弯圆角的中性层展开长度。
压弯圆角的中性层展开长度与板料厚度和压弯角度有关(壹表)。
2.1.2平板翻孔
平板翻孔前冲孔直径的计算:
d=D+0.86r-2h
式中,D:翻孔直径; r:内圆周半径;
h:翻孔高度; t:板料厚度。
最大翻孔高度的计算:
h最大= +0.43r k=
.翻边-翻边整形-翻孔设计规范
———————————————————————————————— 作者:
———————————————————————————————— 日期:
1翻边的分类.......................................................2
2垂直翻边.........................................................2
1翻边的分类
翻边按冲压方向分可分为垂直翻边、水平斜楔、翻边和倾斜翻边。
2垂直翻边
垂直翻边分为平板类翻边和拉延成形类翻边。
2.1平板类翻边(压弯)
平板类翻边(压弯)分为平板直线压弯,曲线翻边和翻孔。
2.1.1平板直线压弯
平板直线压弯的展开计算:
L=e1+e2+e3+en+R1e+R2e+Rne
式中:L:展开长度;
9 模具的常用材料及与热处理要求.....................................50
10标准件的选用规则.................................................52
11图面尺寸标准规则.................................................53
3 水平斜楔翻边和倾斜斜楔翻边.......................................28
4 下平面图.........................................................38
5 上平面图.........................................................42
曲线翻边方向的确定原则:
a)确定翻边时的压料条件,是有压料还是无压料翻边;
b)制件的翻边轮廓复杂程度,复杂时向上翻边,简单者可向下翻边;
c)制件型面、型状,曲面形状还是平面的;
曲面者应反向上翻边,平面者可上翻可下翻;
d)翻边高度是高还是低,是连续的还是间断的;
e)根据翻边的形状确定翻边凹模是否有改造的可能性,制件向上翻边时有利于进行凹模口形状的改造。