光纤连接器磨接
ADS光纤连接器抛光片介绍

(c)抛光研磨後
13
4.ADS研磨条件<参考>
1. 使用研磨機 :Low-Load Polisher 2. 使用陶瓷插芯:φ1.25mm 3. 研磨工序
【MU条件】 研磨胶片 1.清洗黏合剂 2.一次研磨
研磨剤
研磨圧力 研磨時間 橡胶硬度
没有指南(独自精査)
3.二次研磨
(1μDia)
(純水)
无
(30秒) (HS55)
陶瓷插芯
Base PET 4
2.ADS抛光片的特点
(1)长寿命=防止割痕出现
・改变粒子形状,粒子直径和二氧化硅的涂敷方法。
メカニズム
<最初>
・在底层全部涂满二氧化硅粒子。
<使用数次后 >
・上层粒子凋落,下层的粒子出现进行补充, 保持研磨性能的持久。
研磨液(SIO2+EtOH)
Base PET
Base PET
◇在擦去研磨后的研磨液时请不要用空气压缩机进行吹风,请用无纺布等擦拭。
空气压缩机里的油等物质可能会对光纤的凹陷部分产生较大影响。
◇If the compressed air is used to clean the film after polishing, there is a possibility that it should contain small amount of oily contamination, even it is filtered, which may enlarge dent of the fiber (凹). Therefore, It is recommended that the film be cleaned by the KimWipe etc. and pure water, not by the compressed air.
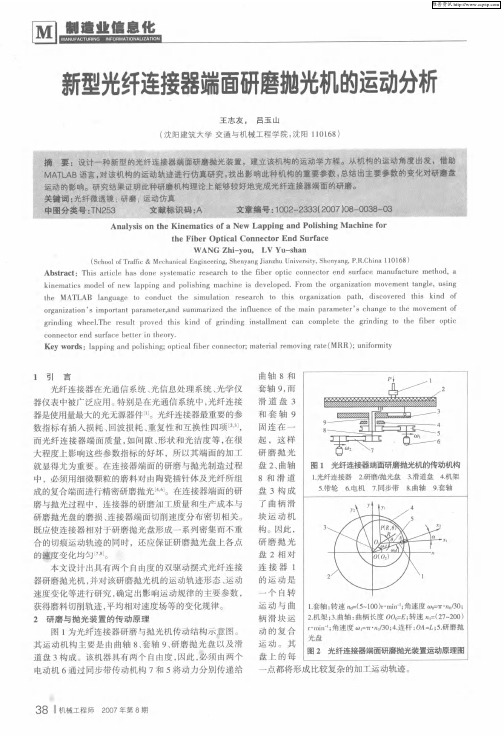
新型光纤连接器端面研磨抛光机的运动分析
要 因素就是工件被抛光点在 t 时刻与研磨抛光盘之间的 利用 式 ( ) 随机 磨料 点 P 行 轨迹 模 拟 。 参数 范 围取 相对运动速度 , 1对 进 在 同时, 相对运动速度在研磨抛光盘表面的
维普资讯
维普资讯
翩 遣 业 信 息 化
3 研磨与抛光运动方程的建立
图 2为光 纤 连 接 器 端 面 研 磨 抛 光 装 置 运 动 原 理 图 。
L 网
- _____
ห้องสมุดไป่ตู้
一
R 0 7 ]0 02t的区域内, ,5 , ,a] 模拟考察单个磨粒点轨 迹图和多点轨迹 的叠加 图, 以寻求最佳运动轨迹的参数。 图3 图4 和 为模拟的单点轨迹和多点轨迹 。由模拟
1
【 J [o( otO O) CS ( 1 0・) J【 ( 1 ) c st . —1 o + O (t )t o E・t + J o 0
。
() 2
根 据实 际设 计 的研 磨 抛 光 机 的几 何结 构 状 态 ,上 式
中的随机点半径为 R∈[ ,5 ,随机点 P的初始角度取 07 ] 值为 0 0 2 ] ,a ,且在时间 7内研 磨盘表面的平均运动 t 1
3 研磨 与 抛光 过 程的 运动 模 拟
在光 纤 连 接 器 的研 磨 和 抛 光 中 ,磨 料 和 化 学 溶 剂 组 成 的 抛 光 液 作 为 一 种 介 质 夹 杂 在 抛 光 垫 和 光 纤 端 面
间, 加工表面在化学作用 的同时 , 磨料 以一个具体 的点 来对工件和抛光垫表 面实 现两体或三 体切削 ,而 磨料 的集 合体却以随机的 方式完 成整个加 工过程 ,服从 统 计规律 ] 因此 , 。 以点 的方式来模 拟整个加工 过程更 切 合抛光 实际。 数学中 的蒙特 卡罗法 出发 , 从 充分利 用了
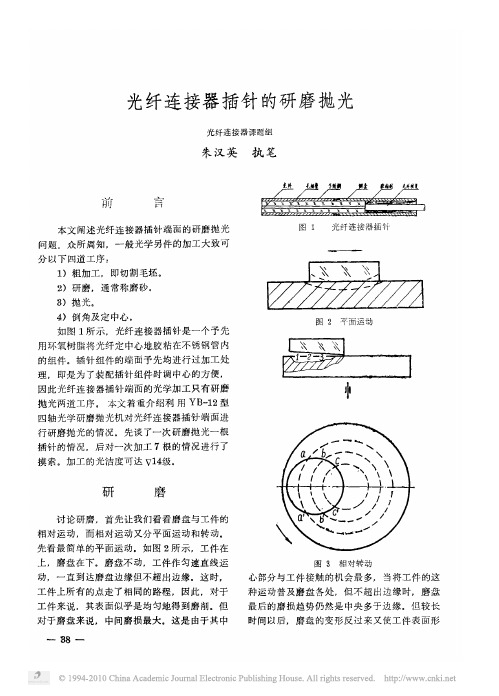
光纤连接器插针的研磨抛光
抛 光 速度 及室 内温度 等因素有关 。
抛光 液 中氧化饰与水 的 比 例 以 一
的重 量比为宜 氧化饰采用上海跃 龙化工厂生
产 的 一 型 米黄色抛光 粉 , 目数 为
目。
抛光主 轴的转 速为 一 转 分 抛光盘的
转速及其往复运动均 低于主轴转动速度 。 室温
控 制 在 ℃ 士 ℃。 抛 光 时 间 为
势 , 提高研磨抛光 的效率问题 已提到了议事 日
程上来了 , 为此 , 我们设计了一次装 夹 根光
纤插针的夹具 其加工方法和 步骤大致相同于
一根的情 况 , 只 是 研磨抛光所 需 的时 间都相应
有所增加 , 这 是 因为光纤插 针外 面不 诱钢 管 总
面积 增 多 , 使得 研磨抛 光 时单位 时 间的磨 削量
缘 的磨 削差 别就 越 大
综 上所 述 , 要 想得 到均 匀的磨 削 , 应 使磨
盘转动 , 同时工件要来回运动
磨 盘 用球墨铸 铁制成 研磨 砂采用 四 川乐
山金 刚 砂 。 砂 的牌号 及 粒度 大 小如 下
现用 号码
吐
原用 号码
资
告 理
砂粒直 径 范 围 〔微 米
一 一 一 一 一 一 一
动。 镜盘上面是抛光盘 , 抛光盘随镜盘的转动
而转 动 同时, 抛光盘还必须随机器转动轴的
牵 引作往 复运 动 , 这 样使得 整个抛 光面抛 光均
匀, 从而得到平 整的光洁的端面。
抛 光胶 的制作要考虑 到石英玻璃 制造的光
纤其硬度大于普通 的光学玻璃 , 因此在抛 光胶
的成份 中应增加使胶 的硬度 变 高的成份 比例
后 再 用 粒度 小 点 的金 刚砂 细磨 。 各种 粒度 金 刚
光纤端面研磨
光纤端面研磨光纤端面研磨是一项非常重要的技术,它用于制造光纤连接器和光纤器件。
在光通信领域中,光纤端面的质量直接影响整个光通信系统的性能。
因此,光纤端面研磨技术的研究和应用具有重要的意义。
1. 光纤端面研磨的原理和方法光纤端面研磨的目的是将光纤的端面打磨成平整、光滑的表面,以便与其他光纤或器件进行连接。
光纤的端面质量直接影响光纤的传输性能和连接的质量。
因此,端面研磨的质量要求非常高。
光纤端面研磨的原理是采用机械磨削的方法,通过磨削的过程将光纤端面打磨平整。
磨削的方法一般有两种,分别是手动研磨和自动研磨。
手动研磨需要熟练的技术和经验,而自动研磨则可以通过机器自动完成,减少了人为因素的干扰,提高了研磨的精度和效率。
2. 光纤端面研磨的设备和材料光纤端面研磨的设备主要包括研磨机、研磨片和研磨液。
研磨机是端面研磨的核心设备,它的主要作用是通过旋转研磨片来磨削光纤的端面。
研磨片是研磨机的配件,它的质量和精度直接影响研磨的效果。
研磨液是研磨过程中使用的液体,它可以起到润滑和冷却的作用,同时也可以清洗研磨片和光纤。
在光纤端面研磨中,材料的选择也非常重要。
一般来说,研磨片的材料可以选择钻石、碳化硅、氧化铝等,这些材料具有硬度高、耐磨性好、精度高等特点。
而研磨液的选择则应根据研磨片的材料和光纤的材料进行匹配,以达到最佳的研磨效果。
3. 光纤端面研磨的注意事项在进行光纤端面研磨时,需要注意以下几点:(1)研磨前应先清洗光纤,确保其表面没有杂质和污渍。
(2)研磨前应检查研磨片的磨损情况,如果磨损过大应及时更换。
(3)研磨时应注意研磨片和光纤的压力和速度,以免造成损伤或破坏。
(4)研磨后应及时清洗研磨片和光纤,以确保其表面干净光滑。
(5)研磨后应使用显微镜检查光纤端面的质量,以确保其符合要求。
4. 光纤端面研磨的应用光纤端面研磨技术在光通信领域中具有广泛的应用。
它可以用于制造各种光纤连接器,如SC、FC、ST等连接器,以及各种光纤器件,如光开关、光放大器等。
光纤连接器研磨

光纤连接器研磨研磨是組裝工藝中最重要的一部分。
研磨主要是對端面參數的調整,以及端面的處理。
參數會影響的對接性能,比如:對接是否精確,接觸是否緊密等﹔從而對光學特性造成一定的影響,主要是影響其跟。
端面好壞對也會影響的光學特性以及使用壽命。
研磨是影響的因數之一﹔但是對,研磨是起著決定性作用的。
研磨首先需要了解的常識:研磨機:中心加壓式研磨機:從研磨盤的中心施加的壓力,如光紅的。
最大的優點是:、壓力可以調節,即可以調節壓力來調節參數,又可通過更換研磨墊的硬度來調節參數,其對參數的調節有更多的選擇,所以可以減少對研磨墊種類的需求。
缺點是:、上盤苦難,對上盤的一致性要求比較高,否則將會對研磨產生不理想的效果。
比如:沒擰緊會造成沒有研磨不充分﹔上歪了會造成其頂點偏心,嚴重者影響附近的幾個甚至正盤的偏心狀況。
研磨時上盤需要嚴格的對稱,不能一邊多,一邊少。
、研磨程式難于控制,研磨程式受限于每盤的數量。
滿盤研磨才可以得到較好的效果。
、返修苦難,如在新的一盤加入一部分返修的,其往往不理想,或者是全盤(拆卸過的)返修,返修工序要從前幾道工序開始。
因拆邪過以及上盤時,難免會出現長度不一致的現象,所以只能依靠前幾道工序將的長度研磨成一致,才可以得到良好的返修效果,但是會對產生不理想的效果。
四角加壓式研磨機:從研磨盤的四個角施加的壓力,如廠內的精工技研的。
其優點是:、研磨程序比較穩定,研磨盤的設計是采用(獨立的拋光控制)控制。
理論上可以研磨數量從其最大孔位。
因其每個孔位是獨立的,不影響周邊孔位的。
實際上當數量上少的話,研磨時間應當相應減少。
、上盤容易,可避免因上盤而出現長短不一致的現象。
裝歪的現象也可以容易檢查出來。
、反修容易,其反修一般可以從后几道工序反修(主要指端面有不太嚴重的缺陷,黑點、划痕、膠圈等)。
缺點是:、壓力不可調節,完全依賴于研磨墊的硬度跟研磨時間的長短來調節端面的參數。
總體而言,研磨機比研磨機更穩定,操作上更為簡便。
lc光纤研磨3d指标

lc光纤研磨3d指标摘要:1.LC 光纤研磨简介2.LC 光纤研磨的3D 指标3.3D 指标的具体含义4.3D 指标对LC 光纤研磨的重要性5.结论正文:【LC 光纤研磨简介】LC 光纤研磨是一种用于制造光纤连接器的重要工艺,其质量直接影响到光纤连接器的性能。
在LC 光纤研磨过程中,需要对光纤进行精确的加工,以达到所需的连接器规格。
为了保证加工精度,需要对研磨过程进行严格的控制,其中包括对3D 指标的控制。
【LC 光纤研磨的3D 指标】LC 光纤研磨的3D 指标包括三个维度:直径(Diameter)、偏心率(Asphericity)和倾斜度(Tilt)。
这三个指标是评价光纤研磨质量的重要参数,它们的精度直接影响到光纤连接器的性能。
【3D 指标的具体含义】直径(Diameter)是指光纤的宽度,是研磨过程中需要控制的重要参数。
偏心率(Asphericity)是指光纤截面的非球面程度,它影响了光纤的聚焦性能。
倾斜度(Tilt)是指光纤轴线与研磨平面的夹角,它影响了光纤连接器的插入损耗和回波损耗。
【3D 指标对LC 光纤研磨的重要性】3D 指标对LC 光纤研磨具有重要的意义。
直径、偏心率和倾斜度的精度直接影响到光纤连接器的性能。
如果直径过大或过小,会导致光纤连接器的插入损耗增大;如果偏心率过大,会导致光纤的聚焦性能下降;如果倾斜度过大,会导致光纤连接器的回波损耗增大。
因此,精确控制3D 指标是保证LC 光纤研磨质量的关键。
【结论】LC 光纤研磨的3D 指标是评价研磨质量的重要参数,它们的精度直接影响到光纤连接器的性能。
sc光纤接头安装原理
SC光纤接头(Subscriber Connector)是一种广泛应用的光纤连接器,其安装原理主要包括以下几个步骤和要点:1. 光纤准备:- 首先对光纤进行清洁处理,确保端面无尘埃、油污等杂质。
- 使用光纤切割工具将光纤按照规定的长度裁剪平整,通常要求切口光滑且与轴线垂直。
2. 研磨或预成型:- 根据接头类型的不同,可能需要通过精密研磨机对光纤端面进行研磨。
例如,PC(Physical Contact)接头要求光纤端面被研磨成微球面以实现物理接触,UPC(Ultra Physical Contact)接头则需要更高质量的抛光,而APC(Angled Physical Contact)接头要求端面有一个8°的斜角以减少回波损耗。
3. 安装接头组件:- 将经过处理的光纤插入接头主体内,光纤会被固定在陶瓷插芯中,并保持与插芯中心轴精确对齐。
- 接头主体内部设计有机械卡扣结构,用于锁定光纤并保持稳定的位置。
4. 熔接或粘结:- 对于某些类型的SC光纤接头,比如热熔接接头,需要使用光纤熔接机将光纤与接头预先组装好的部件熔接在一起,形成永久性的物理连接。
- 其他类型的预装式接头,则可能是通过特殊的胶水或者预成型工艺直接将光纤固定在接头内部。
5. 测试验证:- 安装完成后,使用光时域反射仪(OTDR)或其他光纤检测设备进行光学性能测试,包括插入损耗、回波损耗等指标,确认接头安装质量是否达到标准。
6. 装配保护:- 安装合格的光纤接头会装入防尘帽或耦合器适配器中,以防止灰尘污染和物理损伤,保证长期稳定的光通信性能。
整个过程要求操作人员具有一定的专业技术知识和技能,确保光纤与接头之间的精确对接以及光纤端面的质量,从而保障光纤链路的传输质量和稳定性。
光纤研磨技术及工序
光纤研磨工艺介绍光纤研磨是指将光纤连接器和光纤进行接续,然后磨光的过程。
这是一项技术含很高的复杂工艺,所使用的工具和耗材,如表所示,操作流程如图所示:光纤研磨相关工具表光纤研磨加工安全防护在光纤研磨过程中,光纤的安全性操作是最被关注的问题之一。
光纤(光导纤维的简称)犹如人类的头发一样细小。
由于光纤是由玻璃和锋利的边缘组成,在操作时要小心以避免被伤害到皮肤。
曾经有人因为光纤进入血管而死亡,注意光异纤维不容易被X光检测到,当光纤进入人体后将随血液流动,一旦进入心脏地带就会引发生命危险;因此在进行光纤研磨操作时,应采取必要的保护措施。
1.安全的工作服穿上合适的工作服,会增强你的安全感,放心地和其他人一起高效率地工作。
一般情况下,在研磨实验中,要求穿着长袖的,面料厚实的外衣。
2.安全眼镜在一些环境中,带上安全眼镜不仅能保护你的眼睛,而且能减少意外事故的发生。
能防止光纤进入眼睛,在选购安全眼镜时应选择受外力而不易破碎或损坏的高质量眼镜。
3.手套在进行光纤研磨,熔接等操作时,手套是很有用处的,手套能防止细小的光纤刺入人体,保护操作者的安全。
4.安全工作区安全工作区是指进行光纤研磨操作的地点。
在选择时应避免选择那些污染严重,有灰尘和污染物的地点,因为在这种地方进行光纤的端接,可能会影响端接的效果。
此外也不能选择那些有风区作为为工作区,因为在这些地方进行光纤的端接存在一定的安全隐患,空气的流动会导致光纤碎屑在空气中扩散或被吹离工作区,容易落到工作人员的皮肤上,引起危险。
光纤研磨操作步骤1.专用注射器的准备工作从注射器上取下注射器帽,将附带金属注射器针头插入到针管上,旋转直至锁定。
注意:要保留注射器帽,以便盖住部分使用的注射器并放入盒中供以后使用。
2.混合胶水的配制将白胶和黄胶以3:1的比例进行调配。
并将调配均匀的混合胶水灌入专用针管内,完成后放在一边待用。
注意:此种混合胶水有一定的使用时限,大约在2 到3个小时后会自动干硬,因此希望及时使用。
3M重庆电信现场研磨型光纤连接器测试报告 盖章版本
3M重庆电信现场研磨型光纤连接器测试报告网络运行维护部:根据市公司生产任务单(中电信渝网络运行网络运行维护部指挥[2013]008号)的要求,2013年3月5日,网络监控维护中心(传输局)组织观音桥分公司、北新分公司、沙坪坝分公司、万州分公司、武隆分公司、奉节分公司的专业人员对3M 现场研磨型光纤连接器进行测试,现将测试情况报告如下: 测试说明与测试方法:测试说明(整个测试共分为二部分)一、第一部分测试GLC现场研磨型光纤插头与工厂预制的普通尾纤的插入损耗对比,以及GLC现场研磨型光纤插头与普通尾纤的匹配性。
二、第二部分测试GLC现场研磨型光纤插头反复使用的插入损耗变化以及与蝶形光缆的匹配性。
三、由于仪表的局限,本次测试数据只记录插入损耗。
测试方法:第一部分测试:与普通尾纤的对比测试一、将工厂制作的双头尾纤连接光源与光功率计,记录初始数值。
二、剪除一端的尾纤头,制作GLC现场研磨型光纤插头。
三、完成GLC研磨型光纤插头,研磨前后使用光纤端面分析仪进行对比。
四、连接仪表测试并记录数值。
第二部分测试:重复使用性测试。
一、步骤1:在蝶形光缆二端分别制作GLC现场研磨型光纤插头。
二、步骤2:将跳线连接仪表,记录初始值。
重复制作跳线一端的GLC现场研磨型光纤插头。
四、步骤4:再次将跳线连接仪表,记录数值。
测试结果以及初步分析:第一部分测试:与普通尾纤的对比测试No 工厂制作尾纤插入损耗初始值(1310nm) 单头GLC现场研磨形光纤插头变化值1 3.67 dB 4.04 dB +0.372 3.62 dB 3.76 dB +0.143 3.68 dB 3.64 dB -0.044 3.69 dB 3.72 dB +0.035 3.97 dB 3.82 dB -0.156 4.04 dB 4.02 dB -0.027 3.68 dB 3.64 dB -0.048 3.65 dB 3.72 dB +0.079 3.65 dB 3.59 dB -0.0610 3.65 dB 2.83 dB -0.82平均值 -0.052z共操作了10根跳线,现场剪掉工厂制作尾纤的一头,使用GLC 现场研磨形光纤插头替代。
光纤连接器端面多工位自动研磨与抛光机设计
耗 和 回波损耗 密 切相 关 。对 此 , 内外 学 者 开展 了许 国
多研 究 , 主要 集 中在 研 磨 与 抛 光 的工 艺 性 和 相 关
1 光纤连接器端面研磨 与抛光的基本 问题
如 图 1所示 , 了保 证 光 纤 连 接器 端 面 的物 理 接 为 触 , 光能 够最 大效 率地 传输 , 使 应该保 证连 接器 陶瓷 插 针 体端 面呈 微 球 面 形 状 。 。按 照 IC标 准 , 纤 与 j E 光 导 套 间 的偏 心 L应 满 足 : L≤5 m; 面半 径 应满 0w 球
解决 了光 纤连 续旋 转 的缠 绕 问题 , 终获 得 了一 台 多工序 组合 的 自动加 工机 。 最
关键 词 : 研磨
抛光
光 纤连接 器 自动加 工机 床
De in o t ma i l -sa in L p ig a d Poih n sg fAn Au o t Mut - tt a pn n l ig c i o s Ma hn o t a -f e n e t rEn s c ie f rOp i l- i rCo n c o d c b
Ke wo d y r s:L p i g;P ls n a pn o ihi g;Op i a i r Co ne tr;Autmai a hi tc l—f be n co o tc M c ne
光 纤连 接器 是光 纤通讯 领 域重 要 的一种 光无 源器
为此 T sio aa i o 提 出 了微 角度 研 磨 与抛 ohi hK rk —D y r
件, 是光 信号 传输 的纽 带 , 整体 制造 质 量将影 响信号 其 的传输质 量 与可靠 性 。特别 是连 接器 端 面 的宏 观 与微
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.9.2 光纤连接器磨接制作技术
采用光纤磨接技术制作的光纤连接器有SC光纤接头和和ST光纤接头两类,以下为采用光纤磨接技术制作ST光纤接头的过程.
(1)布置好磨接光纤连接器所需要的工作区,要确保平整,稳定;
(2)使用光纤环切工具,环切光缆外护套,如图5-93所示;
图5-93 环切光缆外护套
(3)从环切口处,将已切断的光缆外护套滑出,如图5-94所示;
图5-94 将光缆外护套滑出
(4)安装连接器的缆支撑部件和扩展器帽,如图5-95所示;
图5-95 安装缆支撑部件和扩展器帽
(5)将光纤套入剥线工具的导槽并通过标尺定位要剥除的长度后,闭合剥线工具将光纤的外衣剥去,如图5-96所示;
图5-96 用剥线工具将光纤外衣剥除
(6)用浸有纯度99%以上乙醇擦拭纸细心地擦拭光纤两次,如图5-97所示;
图5-97 擦拭光纤
(7)使用剥线工具,逐次剥去光纤的缓冲层,如图5-98所示;
图5-98 剥除光纤缓冲层
(8)将光纤存放在保护块中,如图5-99所示;
图5-99 光纤存放在保护块中
(9)将环氧树脂注射入连接器主体内,直至在连接器尖上冒出环氧树脂泡,如图5-100 所示;
图5-100 将环氧树脂注射入连接器主体内
(10)把已剥除好的光纤插入连接器中,如图5-101所示;
图5-101 将光纤插入连接器中
(11)组装连接器的缆支撑,加上连接器的扩展器帽,如图5-102所示;
图5-102 安装连接器的缆支撑部件
(12)将连接器插入到保持器的槽内,保持器锁定到连接器上去,如图5-103所示;
图5-103 将保持器锁定到连接器上去
(13)将已锁到保持器中的组件放到烘烤箱端口中,进行加热烘烧,如图5-104所示;
图5-104 将已锁到保持器中的组件放到烘烧箱端口中
(
14)烘烧完成后,将已锁在保持器内组件插入保持块内进行冷却,如图5-105所示;
图5-105 将锁在保持器内组件插入保持块内冷却
(15)使用光纤刻断工具将插入连接器中突出部分的光纤进行截断,如图5-106所示; 图5-106 使用刻断工具截断突出连接器的部分光纤
(16)将光纤连接器头朝下插入打磨器件内,然后用8字形运动在专用砂纸上进行初始磨光,如图5-107所示;
图5-107 用8字形运动来磨光连接器接头
(17)检查连接器尖头,如图5-108所示;
图5-108 检查连接器尖头
(18)将连接器插入显微镜中,观察连接器接头端面是否符合要求,如图5-109所示.通过显微镜可以看到放大的连接器端面,根据看到的图像可以判断端面是否合格,如图5-110所示;
图5-109 用显微镜检查连接器接头端面
图5-110 显微镜下合格端面和不合格端面的图像(19)用罐装气吹除耦合器中的灰尘,如图5-111所示;。