石化企业过程控制与优化
关于石油化工过程装备与控制的探讨

关于石油化工过程装备与控制的探讨石油化工过程装备与控制是指在石油化工生产中使用的各种装备和控制技术。
石油化工是将原油和天然气等石油化工原料通过物理、化学和生物反应转化为石油化工产品的过程。
石油化工产业是世界上最大的工业之一,其产品广泛应用于能源、交通、化工、农业、医药、轻工等众多领域。
石油化工过程装备涵盖了炼油装置、石化装置、化工装置等多个领域。
炼油装置主要包括原油分离、裂化、重整、脱硫、脱硝和脱氢等单元。
石化装置则是将炼制出的部分产品进一步转化为石油化工产品,主要包括聚合、热塑性塑料、精细化工等单元。
化工装置包括合成氨、合成甲醇、纯碱等单元。
这些装置不仅要满足生产需求,还要满足安全、节能、环保等要求。
在石油化工过程中,装备的选择和设计是至关重要的。
装置设计需要综合考虑生产工艺、材料选型、装置结构以及安全环保等因素。
装置的材料选型要考虑到原料性质、工艺条件和使用环境等方面的要求,选择合适的材料能够延长设备的使用寿命和提高生产效率。
装置的结构设计要简化工艺流程,提高能源利用率和生产能力。
安全环保是石油化工过程装备设计的重要指标,要设立完善的安全防护装置和环保设施,以确保生产过程的稳定和环境的保护。
另外,石油化工过程装备的控制也是至关重要的。
装置的控制系统需要能够实时监测和控制各种参数,以确保装置的正常运行。
控制系统主要包括仪表仪器、控制阀、自动化控制系统等。
仪表仪器用于测量和监测各种参数,如温度、压力、流量等。
控制阀则用于调节和控制介质的流量和压力。
自动化控制系统可以对装置进行自动化管理,提高生产的稳定性和效率。
石油化工过程装备与控制的发展离不开科技的进步。
近年来,随着信息技术的发展,石油化工过程装备的控制系统逐渐实现了数字化、网络化和智能化。
现代化的控制系统能够实时监测和分析装置运行数据,通过对数据的分析和处理,实现装置的自动化管理和优化控制,提高生产效率和产品品质。
同时,装置的智能化控制还能够实现远程监控和操作,提高工作效率和安全性。
化工流程企业运营计划管理一体化优化研究

化工流程企业运营计划管理一体化优化研究石油和化学工业是典型的流程企业,也是国家重要的基础工业,是我国国民经济的重要组成部分。
入世后,石化企业的经营环境更为复杂,竞争日趋激烈,转变与趋势相符的现代运营管理思路,建立现代运营管理理念,引进现代运营管理决策机制,提高核心竞争力已经成为企业最迫切的要求和机遇所在。
而管理信息化、决策智能化成为新时代石化企业提高运营管理竞争力的重要途径。
流程企业运营管理的发展和计划管理是密不可分的,从MRP、MRPⅡ、JIT等到ERP,均是从企业的计划作为出发点进行改造的,由此可见,计划管理在企业运营管理中的地位。
石化流程企业的计划是有层次性的,整个计划体系存在内在的平衡机制和递阶控制机制,如何基于计划体系的这种内在的平衡机制和递阶控制机制进行计划的一体化优化管理,并能进行决策支持,是企业计划管理部门急需解决的问题。
从国内外目前的研究现状不难发现,多年来的研究重点是针对石油化工企业计划的优化工作,其原因是石油化工企业一般均以石油炼制作为“前导”,整个石油化工生产流程具有“模块式”特点,从而其生产系统的结构清晰规范,因此便于分析研究。
然而对于石化工业中另一重要的组成“化学工业”而言,由于化学工业产品众多,生产流程多样化,不具备石油化工这种比较规范的“模块式”特点。
因此,针对化学工业(简称化工企业)这方面的研究往往是针对具体个案。
尽管人们已经意识到生产计划与企业的销售计划、采购计划、库存等是紧密联系的,也因此研究了针对具体个案的生产计划优化,然而从理论到实践均缺乏对运营管理计划一体化优化的研究。
深究其原因,主要是化工流程企业生产过程多样化的特殊性导致缺乏相应的模型体系支持优化。
因此,本论文将重点针对化工流程企业,对企业运营计划一体化优化技术体系进行了研究,深入研究了具有递阶控制性的一体化优化模型系列并给出了模型的求解,对支持流程企业一体化优化管理的智能决策支持系统进行了分析和设计,并给出了系统原型。
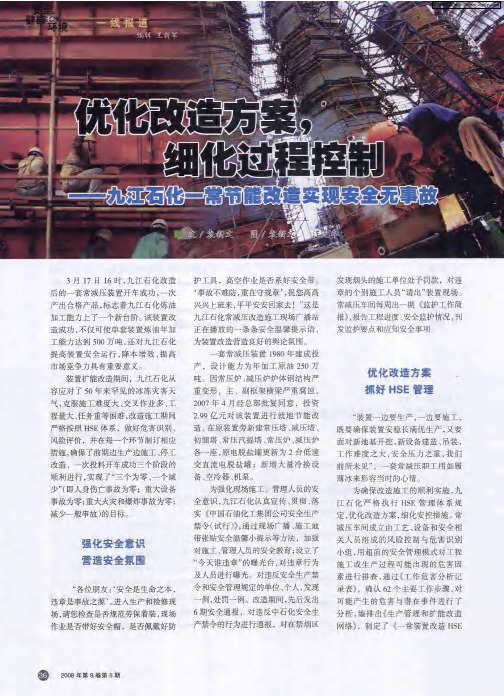
优化改造方案,细化过程控制——九江石化一常节能改造实现安全无事故
今 天 谁违章 的曝光 台 对违 章行 为
,
”
施 工 或 生 产 过 程 可 能 出现 的危 害 因
工 素进 行 排查 通 过 《 作危 害分 析 记
,
及 人 员进 行 曝光
。
对 违 反 安 全 生 产禁
、
各位 朋 友 : 安 全 是 生 命 之 本
’ 。
‘
,
令 和 安 全 管 理 规 定 的单 位 个 人 发 现
,
,
套 常减压 装置
19 8 0
年建成 投
市场 竞 争 力具 有 重 要 意 义
。
产 吨
,
设 计 能 力为年加工 原 油 2 50 万 因 常压 炉 减 压 炉 炉 体 钢 结 构 严
、
装 置 扩 能改造期 问 容应 对 了
,
,
九 江 石 化从
德 谴 改遗 离秦 掇 好 黝S 嚣 管 理
“
。
50
年 来 罕 见 的 冰冻 灾 害 天
、 、
重变形
2007 2 99
.
,
主
4
、
副框 架 横 梁 严 重 腐 蚀
,
,
气 克服 施 工 难 度 大 交 叉 作 业 多 工
程 量 大 任 务 重 等 困 难 改造施 工 期 间
、 ,
年
月 经 总 部 批 复 同意
投资 装置
一
亿元 对该 装置 进 行就地 节 能改
、
边要 生产
一
,
边要施T
,
,
严 格按 照
要 求看 火 人 做 好 现 场 监 护 发 现 情 况 及 时 报 告 和 处 理 有权 制 止 危 害装 置
石油企业扁平化管理和生产流程优化--以胜利油田现河采油厂为例
石油企业扁平化管理和生产流程优化--以胜利油田现河采油厂为例梁刚【摘要】目前,石油企业尤其是东部老油田既面临来自国际油价持续低迷、企业外部市场竞争加剧等多重挑战,同时又存在着管理层次多、管理流程环节多、生产运行效率低、用工数量大等突出矛盾。
为了推动企业可持续性发展,提高工作效率和经济效益,胜利油田现河采油厂结合生产现状,深入剖析管理体制、管理流程存在的弊端,通过优化管理层级和流程,提升信息化水平,实现了劳动生产率、生产管理指标和安全环保等经营管理水平的稳步提高。
%Currently,petroleum enterprises,especially the old eastern oil fields,are facing multiple challenges such as the continuing downturn of the international oil price and the intensified competition from the external markets;at the same time they have prominent contradictions such as multiple internal management levels,multiple management process links,low pro-duction efficiency and the large amount of labor force.In order to promote sustainable development of enterprises,improve work efficiency and economic benefits,and combined with production status,Xianhe Oil Production Plant of Shengli Oilfield has deeply analyzed the drawbacks existing in the management system and management processesby optimizing the management levels and processes,enhancing the informatization level,achieving a steady increase in labor productivity,production manage-ment indicators and operating management level such as safety and environmental protection.【期刊名称】《胜利油田党校学报》【年(卷),期】2016(029)002【总页数】3页(P105-107)【关键词】石油企业;现代管理;扁平化管理;流程优化【作者】梁刚【作者单位】胜利油田现河采油厂,山东东营 257068【正文语种】中文【中图分类】C931.2随着社会经济的快速发展,市场竞争不断加剧。
化工生产过程中的控制与优化研究
化工生产过程中的控制与优化研究化工生产是一个高度复杂的过程,需要掌握许多技术和理论知识。
在这个领域中,控制和优化对于生产效率和产品质量的提高都非常重要。
本文将从控制和优化两个方面探讨化工生产的研究现状和未来发展趋势。
一、控制在化工生产中,控制系统有着重要的作用。
它们能够监测和控制各种反应条件和流程参数,以确保生产过程的稳定性。
目前,化工生产的自动控制系统已经非常成熟,可以精确控制温度、压力、流量、浓度和pH值等各种参数。
1. 传统控制技术传统控制技术包括反馈控制和前馈控制。
反馈控制是通过传感器对反应器内的实际参数进行实时监测,并根据反馈信号调整控制器输出信号,以使实际参数与给定参数一致。
前馈控制是在反馈控制的基础上,通过预测未来反应器内的参数变化,提前调整控制器输出信号,以避免反应器参数偏离给定值。
这些传统控制技术在化工生产中都得到了广泛应用。
它们能够精确控制反应物质的质量比例、物料输送和工艺参数等,从而提高生产效率和质量,减少能源消耗和废料排放。
2. 先进控制技术随着科学技术的不断发展,先进的控制技术也逐渐在化工生产过程中得到了广泛应用。
模型预测控制(MPC)是一种先进的控制技术,它能够利用物理和化学模型来预测反应器的未来状态,然后对系统进行调整。
MPC技术能够较好地解决非线性和多变量问题,提高反应器的反应速率和产品质量。
目前,许多大型化工企业已经开始使用MPC技术,例如在炼油、石化和化肥制造领域中。
另一个先进的控制技术是多元统计过程控制(MSPC)。
MSPC技术能够对反应器内的多个变量进行分析和建模,以提高生产效率和产品质量。
相比传统控制技术,它可以更好地处理多变量问题,并且不需要事先了解反应器内部机理。
MSPC 技术在制药和特种化工等领域中已经得到了应用,但在工业化程度还需要进一步提高。
二、优化优化是化工生产中一个更加重要和广泛的领域。
化学工艺的优化旨在提高生产效率、降低成本、减少废物排放,并且保证产品质量。
连续重整装置过程控制与优化
连续重整装置过程控制与优化摘要:对于我国石油加工行业来说,连续重整装置具有重要的作用,不仅能够提供便宜的氢气,还能生产较好的清洁汽油组分。
但是在该装置的运行过程中,还存在一些问题,严重影响了重置装置的长周期运行情况。
本文主要讨论其过程的控制与生产优化。
关键词:连续重整装置;过程;控制:长周期引言随着我国石化行业规模的不断扩大,连续重整装置的先进管理和控制可以有效提高产量,满足国家降低能耗的设计要求。
与连续重整装置的传统控制技术相比,先进控制技术以其良好的性能优势得到了广泛的应用。
在实际功率范围内提高机组的稳定性能,实现装置经济效益最大化,准确控制生产过程中的数据,利用估算技术科学预算产量,减少石化行业复杂因素对生产中获取准确数据的影响。
1连续重整装置过程控制现状连续重整装置的控制一直在随工艺优化而不断改进。
在先进控制的广泛应用中,石油化工生产控制系统不断改善,连续重整装置在投用先进控制器后,不仅极大改善了装置的平稳性,同时对相关工艺流程的生产起到了促进作用。
因此,先进控制的出现,大大改善了连续重整装置的控制方式,这一控制方法也为许多商业公司带来了发展方向与研究方向,许多自主研发的先进控制算法,商业化先进控制软件应运而生。
先进控制给连续重整装置的控制带来的稳定性改善,平稳性改善,使操作简化,使产品收率大大提升。
2连续重整装置过程控制与优化2.1预处理单元2.1.1温度在进行预加氢反应操作的过程中,反应温度具有重要作用,是该过程的关键参数。
如将反应温度提高,可以加快加氢脱氮的反应速率,但要注意,不能让该温度过高,否则会生成硫醇,这样就会导致脱硫率大幅降低。
因此,在操作过程中,应控制装置,保障预加氢反应温度小于340摄氏度。
2.1.2压力通过氢分压,可以体现出反应压力的影响,而操作压力、原料油的汽化率以及氢油比决定着氢分压。
若压力提高,不仅可以使催化剂上的积炭量减少,也能加速加氢反应,进而更好的去除一些杂质。
化工系统工程在大型炼化一体化企业管理优化中的策略与模型

化工系统工程在大型炼化一体化企业管理优化中的策略与模型化工系统工程是一门综合性学科,通过运用系统理论和工程技术的知识与方法,对化工生产过程进行系统分析、设计、优化与控制。
在大型炼化一体化企业中,化工系统工程的应用可以提供有效的管理优化策略与模型,帮助企业实现资源高效利用、能耗降低、安全生产和环境保护的目标。
一、化工系统工程在大型炼化一体化企业中的应用大型炼化一体化企业涉及多个化工生产过程,包括原料处理、催化剂制备、反应器设计、装置运行和产品分离等。
通过应用化工系统工程的理论和方法,可以对这些过程进行模拟、优化和控制,实现企业的管理优化。
1.1 过程模拟和设计化工系统工程可以开展对生产过程的模拟和设计工作。
通过建立模型,可以分析、预测和评估不同操作条件对生产过程的影响,从而为工艺参数的优化和控制提供依据。
例如,在炼油生产中,可以通过模拟和设计工作确定最佳的操作温度、压力和催化剂用量,以提高产品质量和产量。
1.2 资源优化和能耗降低在大型炼化一体化企业中,资源优化和能耗降低是重要的管理目标。
化工系统工程可以通过优化调度和控制策略,实现资源的高效利用和能耗的降低。
例如,在石化企业中,可以通过合理的物料配送和设备优化配置,降低能耗和原料损耗。
1.3 安全生产和环境保护安全生产和环境保护是大型炼化一体化企业的重要任务。
化工系统工程可以通过建立安全评估模型和优化控制策略,提高生产过程的安全性和环境友好性。
例如,在化工企业中,可以通过建立模型和优化算法,实现对危险品储存和转运等环节的安全监控和管理。
二、化工系统工程在大型炼化一体化企业管理优化中的策略针对大型炼化一体化企业的管理优化,可以采用以下策略:2.1 数据采集与分析通过建立和完善数据采集系统,及时获取生产过程中的各项数据,并进行有效的分析。
基于数据分析结果,可实现对生产过程的监控和控制,及时发现问题和异常,并采取相应措施进行调整。
2.2 模型建立与优化建立生产过程的模型,并通过优化算法对模型进行求解,得到最佳的操作参数和控制策略。
石化过程安全与完整性管理

一、石化过程安全管理
3、安全、安全性、危险和危险性的相互关系
(1)安全 安全是指一切与生产与生活领域当中,都不发 生人身伤害、物质损失以及生态环境破坏的状况。美国哈佛 大学劳伦斯教授将安全定义为:被判断为不超过允许极限的 危险性,也就是损害概率在允许范围内的通用术语。 (2)安全性 安全性是指确保安全的程度,是衡量系统安 全程度的客观量。 (3)危险 是指在生产活动过程中,可能对人、物或者环 境造成潜在伤害或破坏的可能性。 (4)危险性 是指产生某种危险事件或发生事故的可能性或 者概率。 (5)安全性和危险性之间的相互关系:假定系统的安全性 为S,危险性为D,则有S =1-D。显然,D越小,S就越大;反 之亦然。若在一定程度上削减了危险因素,就等于创造了安 全。
导轨连接螺栓全部 断裂,导轨脱落。
阀板脱落, 阀杆弯曲。
翼阀边缘口磨损严重
内构件问题
双动滑阀故障
二级旋分器衬里脱落
待生催化剂立管磨损穿孔 石过程安全与完整性管理
设备隐患多 催化装置:在五大类装置中非计划停工次数最多,超过停工总数的1/3。
反应器内部结焦严重
结焦 烟机故障
反应器提升管底部基本堵死
烟机转子损坏
问题
石化过程安全与完整性管理
一、石化过程安全管理
1、石化企业安全生产现状 一是生产设备大型化、复杂化,工艺过程自动化,连 续化,设备投资巨大,设备与能耗物耗密切相关,非 计划停产损失巨大。 生产过程对设备的依赖程度越来越高,设备高效、 安全、稳定、长周期运行至关重要。
石化过程安全与完整性管理
一、石化过程安全管理
拼设备,弓太满容易断
亩产万斤
把企业当实验田
石化过程安全与完整性管理
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
应用过程控制与优化技术实现节能减排
基于关键组分的多变量预测控制系统方案设计
扰动(反应器抽出水)或 ( PX进料量+回流温度)
XD(塔底H2O含量 ) XB(塔顶HAC含量 ) DP(全塔压差)
FV1(蒸汽流量阀位) FV2(回流量阀位)
L(回流量设汽流量设定值 ) GC
制
T(塔底温度回路设定值 )
器
目标: 稳定塔釜组成DI1702(釜水) 降低塔顶酸耗和能耗
国石化行业,每年估计因缺乏对异常事件的有效监控而损失 200亿美元
工业生产过程应用现状:
限幅传感:超过定义阈值即报警,最为普遍、常用 偏差监测:仿真结果与实际观测值比较,依赖于模型准确性
目前基于仪表检测信息的单变量监控应用普遍
满足工业装置运行需求
工业过程故障分析
产品不合格,不安全的操作条件,设备损坏等 不能及时检测和确认故障源将导致损失巨大经济损失,仅美
《国务院关于加快振兴装备制造业的若干意见》指出,在“发展重大 工程自动化控制系统和关键精密测试仪器,满足重点建设工程及其他 重大(成套)技术装备高度自动化和智能化的需要 ”实现重点突破。
用自动化技术提高流程工业自主创新能力
石油和化学工业发展需求
国民经济的支柱产业 2019年石油和化学工业总产值达到33762亿元,占国 民生产总值(182321亿元)的18.5%
过程控制与优化如何实现节能降耗
➢ 过程用能组合优化
夹点技术提升和设计换热网络
对工厂换热网络运行进行优化操作,可节省操作费20 %~50%,投资回收期一年左右;
对新建工厂换热设备进行优化设计,比传统方法可节省 投资10%~20%,操作费节省30%~50%。
Exergy分析方法
注重能量的质量高低或有效能的大小 工艺装置能量优化、工艺装置及与其它单元之间的热联
关键石化技术国际供应商在模型上对我国实行技术 封锁,需要自主地进行流程的设计、优化和提升
先进控制与优化技术面临的挑战
过程模型和优化技术的创新与进步
模型的准确性和效率、在线模型参数调整、测量 仪表故障补偿、系统扰动克服、系统框架优化设 计、系统长期维护困难等是造成现有技术在工业 装置上长期有效运行不理想的主要原因;
过程监控 – 改进、提高运行效率
Control + Optimization + Monitoring = Profits
Planning、RTO、APC 的作用
计划优化系统 (PIMS)
每月/周
调度约束、 价格等
计划、调度 的过程变量
在线优化
(RTO)
小时
优化目标
过程约束
先进控制
(APC)
分钟
控制要求
安全、平稳
优质、高产、低消耗
三 (90年代)
控制论、信息论、系 统论、人工智能等学 科交叉
计算机网络、现场总 线系统与智能仪表
市场预测、快速响应、 柔性生产、创新管理
控制水平
简单控制系统
先进控制系统 综合自动化(CIPS)
先进的控制工具, DCS、现场总线控制系统的出现与完善;
现代控制理论的不断发展与提高。如预测控制、自适应控制、非线 性控制、鲁棒控制以及智能控制等控制策略与方法仍然为目前国内 外学术界与工程界的热点研究课题。
《国家中长期科学和技术发展规划纲要》将“流程工业的绿色化、自 动化及装备”列为优先发展主题,重点研究开发“基于生态工业概念 的系统集成和自动化技术,流程工业需要的传感器、智能化检测控制 技术、装备和调控系统。”
《中国国民经济和社会发展第十一个五年规划纲要》装备制造业振兴 的重点:“推进百万吨级大型乙烯成套设备和对二甲苯、对苯二甲酸 成套设备国产化。”(自动化技术非常重要)
过程模型化技术和优化技术特别是在线模型校正 与优化技术等关键技术的创新对流程模拟、先进 控制和过程优化至关重要;
二、过程控制与优化的现状
过程控制发展的回顾
阶段
一 (年代70以前)
二 (70~80年代)
控制理论
经典控制理论
现代控制理论
控制工具
常规仪表 (气动、液动、电动)
分布式控制计算机 (DCS)
RTO 优化目标
RTO的目标:在保证产品要求和过程变量满足最小/最大约束 的前提下最大化当前的操作利润
最大化利润 =
产品价值 - 原材料费用 - 公用工程费用
产品要求(炼油为例)
塔顶轻组分质量指标 侧线采出组分质量指标 塔底重组分质量指标
最小/最大约束条件
先进控制器(MPC)的主要约束条件
合、全厂低温热优化利用以及蒸汽动力系统综合优化 应用于实际工业装置的优化设计和节能改造中,可取得
极大的经济效益与社会效益。
先进控制和优化应用的效益
Aspen公司 数据表明:
实施APC取得的效益中,降低能耗占10%,产品质 量提高占10%,提高装置生产平稳与安全性占15%, 提高回收率占15%,提高加工能力占30%。 Chemshare公司数据表明: 用DCS改造常规仪表获得10%的效益,在DCS上实 现APC获得40%的效益,在APC上实现RTO获得40 %的效益。 Foxboro公司数据表明: 效益比:DCS为 1 : ARC为 3 : APC为 5 : RTO 为 9。
与基于严格机理的模型相结合 如,关键指标预估
在线优化技术(RTO)
目标:
自动、实时完成最优目标值 最大化经济效益(一个或多个装置)
主要特点:
非线性模型-基于工艺机理模型 根据装置运行数据自动实现模型的在线修正 基于经济定价的优化 基于装置运行信息反馈的优化 最优目标的自动、闭环实现 针对当前约束条件下效益最高的装置单元
RTO 系统对APC的要求
APC能够保证系统达到稳态 在RTO实现过程中,优先考虑控制器中MV和CV的约束。
因此,应确保不能有不合理的箝位限制 APC 能够平稳实现RTO的优化目标并保持这一目标,同时
满足所有 MV/CV的约束
值得注意的是: 必要情况下,牺牲经济指标满足控制需求, 控制稳定性更为重要。
原材料信息获取/生产计划优化
Raw Material Acquisition / Run Plan Optimization
采用简化模型,仅考虑主要约束条件 优化全厂装置 优化预期进料、操作条件和价格 以效益最大化为驱动目标,实现经济定价 生产计划-每月/每周平均计划
操作条件实时优化
Current - Real Time - Operations Optimization
APC、RTO、PMC 的作用
随着工业过程日益朝着集成化、大型化方向发展,系 统的复杂性不断增加,表现为控制目标多元化,变量 数目增多且相关性增强以及存在多种约束。
先进控制
优化/在线优化
过程监控
Operators
先进控制 – 确保操作运行在局部约束条件
边界上
工程界形成共识:
优化 /在线优化 – 追求效益最大化目标
主要特点:
基于装置测试数据的过程动态模型(非机理、基于经验) 应包括装置单元的所有主要约束条件 其包含优化是指实现操作目标(推向边界条件),或包含简
单的经济指标 实现DCS层面上控制回路设定值的自动改变
技术创新:
多变量测试与辨识技术
应用举例
PTA溶剂脱水塔的APC应用:
溶剂脱水塔先进控制系统
ASPHALT
先控 工程师
FC 101
操作工程师
进料/产品分析
实验室
分析工程师 系统工程师
RTO 系统平台
DCS界面
过程控制与优化的位置
月/周 周/天 小时 分钟 秒
计划
调度 实时优化
(RTO) 先进控制 (APC) 常规控制回路
DCS – 仪表
先进控制技术(APC)
目标:
处理多变量的约束控制 提供单元的局部约束优化与动态控制
三、工程应用中过程 控制的新方向
过程监控 自适应控制器
过程监控
过程监控问题:
过程参数的变化:催化剂中毒、热交换器结垢等 干扰参数的变化:进料流股中的浓度变化、环境温度变化等 执行器问题:卡住、空气泄露、气源故障等 传感器问题:堵塞、结垢、标定误差等造成仪表损坏或偏差 控制器问题:控制性能等
APC/RTO 实现过程
目标函数、定价、逻辑
计划调度 人员
价格 驱动力 限制约束
离线学习
终端用户
RTO 模型 及其在线应用
CRUDE CRUDE CRUDE CRUDE CRUDE ASSAY BLEND
优化 工程师
APC应用
OVEREAHD
PA1
LIGHT ENDS
LVN
TO
SS1
PWF
HF
PA2
• 动态经验模型 (假定过程响应是线 性的)
• 更新偏差/预测误差
• 进料信息特性描述简单
• 简单线性规划优化
• 线性规划只是几个操作变量的代 价函数
RTO 应用
• 包含全部过程
• 严格的、基于工艺机理的、稳态、 非线性模型
• 更新工程参数
• 详尽的进料信息,如组分、比例
• 非线性优化
• 详细的经济参数,有关原料供应、 产品、公用工程的价格等
RTO 如何提升操作性能
冷凝器约束
进料 溢流液泛线
-精馏塔控制示例
再沸器约束 塔压设计约束
塔压
漏液线
实时优化过程