测量圆弧半径的卡尺
卡尺千分尺使用说明
卡尺千分尺使用说明
图示为:齿厚游
标卡尺测量齿轮 与蜗杆
二、千分尺的使用
卡尺千分尺使用说明
千分尺的分类
分类 按用途和结构可分:外径千分尺、内径千分尺,深度千分 尺、螺纹千分尺、公法线千分尺、多测头千分尺等。
卡尺千分尺使用说明
名称:数显外径千分尺
规格:0-25mm 测量精度:0.001mm 用途:用于检验外径及厚度
下图读数为:3.06
卡尺的使用及保养
读数时,视线应与刻线相垂直。 不能用卡尺测量运动着的工件。 卡尺不要放在强磁场附近。 卡尺使用完后,应擦净放在量具盒内。
卡尺千分尺使用说明
齿厚游标卡尺的使用说明
是用来测量齿轮(或蜗杆)的弦齿厚和弦齿顶。这种游标卡尺由两互相垂 直的主尺组成,因此它就有两个游标。A的尺寸由垂直主尺上的游标调整;B的 尺寸由水平主尺上的游标调整。刻线原理和读法与一般游标卡尺相同。
精度:0.01mm
卡尺千分尺使用说明
用途:用于测量外合齿轮的公法线长度
注意:测量时不要 使公法线千分尺测 量面在其边缘05mm处与齿面接触, 因为测量面0-5mm 处允许有塌边,同 时也存在测力的影 响。如在边缘接触, 测量面变形就会较 大。应尽可能接触 在里面一些。
如何校对公法线千分尺
如:0-25mm的千分尺,两测砧贴合后直接对零 但对测量范围大于25mm的公法线千分尺,零
(3)测量长度时,若用量块为标准比较测量,可提高 测量的准确度。
卡尺千分尺使用说明
螺纹千分尺
螺纹千分尺的用途:主要用于测量螺纹中径
卡尺千分尺使用说明
螺纹千分尺的结构
螺纹千分尺的结构特点: 螺纹千分尺与普通的外径千分尺不同的是测砧是可调的,测砧和 活动测量杆的顶端可有一小孔,可插入各种不同规格的插头。螺纹千 分尺的插头有V形插头、圆锥形插头,如下图所示:
与游标卡尺有关的五个问题
与游标卡尺有关的五个问题人们都知道,游标卡尺有10分度、20分度和 50分度三种,对应的精确度分别为0.1mm、 0.05mm、0.02mm,相应的游标总长度分别为 9mm、19mm和49mm,其基本的使用方法和读数原理早已为广大中学师生所熟知,在此不必赘述。
为了让师生真正掌握好游标卡尺的原理和使用方法,在这里,有必要提出以下五个问题与大家共同探讨。
1 游标卡尺的读数是否一定不需要估读对于这个问题,初步看来好象有点多余,因为高中物理教材上明明讲了游标卡尺的读数不需要估读,我也曾与多位中学物理教师一起研究、讨论过多次,最终仍是无果而终。
现以10分度游标卡尺为例,它的精确度为0.1mm,测量物体时以毫米(mm)为单位,小数点后应只有一位小数,应当不存在估读位,但这里的前提条件是游标上有某一条刻度线与主尺上某一条刻度线完全对齐了。
若是游标上没有一条刻度线与主尺的刻度线完全对齐呢?这里我们就应当选择游标上某条与主尺上刻度线对得最齐的一条刻度线来读数,这里本身就存在一个估读的过程,甲测量者可能估计第n条线对得最齐,而乙测量者则可能认为第(n+1)或(n-1)条线对得最齐,因此,游标卡尺的读数是需要估读的,或者说已存在了估读的过程,只是不需要在结果后再多加一位小数而已。
2 游标卡尺的两种读数方法使用游标卡尺时,有两种最基本的读数方法,即“加法法”和“减法法”。
大多数教师和学生都热衷于应用“加法法”读数,其实“减法法”原理更利于学生的理解,解题更加可靠。
因为采用“加法法”时读数包含了读毫米整数和毫米小数两个过程,然后相加才是物体的长度;而采用“减法法“时直接用主尺上对齐的毫米整数减去游标对齐刻度线前端的长度即为物体的长度。
例1 如图1所示是利用20分度的游标卡尺测量某物体长度的实际情况,其读数应为-----。
分析若采用“加法法”,则从主尺上读出毫米整数部分为12mm,从游标尺上可以看出第15条刻度线与主尺上第27mm刻度线对齐。
测量圆弧半径专用检具的设计
尺寸快速准确测量的要求 , 尤其 要测 量具体数据更是
困难 。为满 足 生产 和 检测 要 求 , 据 被 测 零 件 的 结 构 根 和 精度 , 计 了一种 应 用 比较法 测 量 圆弧 半 径 的 专用 设 检具 , 较好 地解 决 了这个 难题 。
为中间车钩体端部结构简图( 图中只标出部分尺寸 ) ,
测 数据 的准 确性 。
专用检具的结构见图 2 通过精巧 的结构设计 , , 实 现 了工 件准 确 的定位 。 11 检具本体设计 .
检具本体为专用检具主要构架 , 结构如图 3 所示。
测座 通过 内六 角螺 钉 固定 在 检具 测 身 上 , 轴 定 位 块 芯
c mp n n sw t r . h a r u
Ke wo d y r s:To g e Ca iy;Ar d u n u vt c Ra i s;S c a a u ig To l pe ilMe s rn o
Th1 S eng nT 工艺与检测 C0y de 0a l
测 量 圆弧 半 径 专 用 检 具 的设 计
袁礼彬
( 南车戚 墅堰 机 车车 辆工 艺研 究所 有 限公 司 , 苏 常州 2 3 1 ) 江 10 1 摘 要 : 绍 了一 种 圆弧半 径 尺寸 专用 检 具 的设 计 方 案 。 用 于 密 接 式 车 钩 体 钩 舌腔 半 径 的 工序 间快 速 测 介 适 量 。详细 描述 了这 种 专用检 测 装置 的工 作原 理和 结 构特 征 。此 检 具 不 仅 能满 足 圆 弧半 径 尺 寸 准确 测量 。 而且 还提 高 了检 测效 率 , 同时对 结构 相似 的零件 测量 具有 较大 的研 究参 考价 值 。
游标卡尺使用方法AA
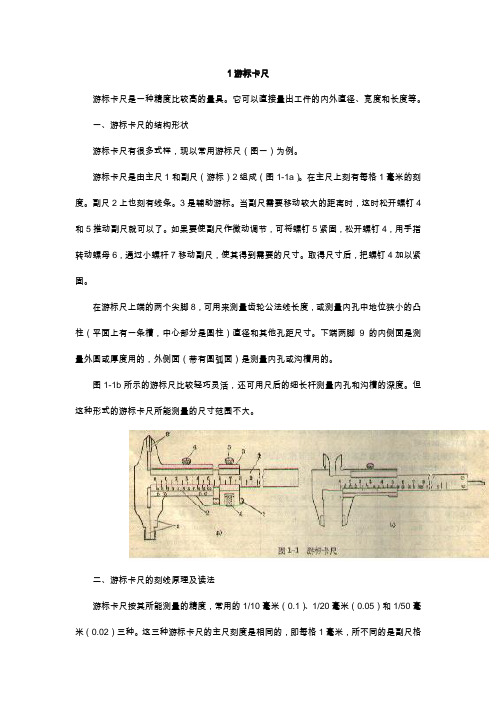
1游标卡尺游标卡尺是一种精度比较高的量具。
它可以直接量出工件的内外直径、宽度和长度等。
一、游标卡尺的结构形状游标卡尺有很多式样,现以常用游标尺(图一)为例。
游标卡尺是由主尺1和副尺(游标)2组成(图1-1a)。
在主尺上刻有每格1毫米的刻度。
副尺2上也刻有线条。
3是辅助游标。
当副尺需要移动较大的距离时,这时松开螺钉4和5推动副尺就可以了。
如果要使副尺作微动调节,可将螺钉5紧固,松开螺钉4,用手指转动螺母6,通过小螺杆7移动副尺,使其得到需要的尺寸。
取得尺寸后,把螺钉4加以紧固。
在游标尺上端的两个尖脚8,可用来测量齿轮公法线长度,或测量内孔中地位狭小的凸柱(平面上有一条槽,中心部分是圆柱)直径和其他孔距尺寸。
下端两脚9的内侧面是测量外圆或厚度用的,外侧面(带有圆弧面)是测量内孔或沟槽用的。
图1-1b所示的游标尺比较轻巧灵活,还可用尺后的细长杆测量内孔和沟槽的深度。
但这种形式的游标卡尺所能测量的尺寸范围不大。
二、游标卡尺的刻线原理及读法游标卡尺按其所能测量的精度,常用的1/10毫米(0.1)、1/20毫米(0.05)和1/50毫米(0.02)三种。
这三种游标卡尺的主尺刻度是相同的,即每格1毫米,所不同的是副尺格数与主尺相对的格数。
现分别简述如下:1、0.1毫米游标卡尺主尺每小格1毫米,当两脚合并时,主尺上9毫米刚好等于副尺上10格(图1-2),则副尽每格=9毫米÷10=0.9毫米。
主尺与副尺每格相差=1毫米-0.9毫米=0.1毫米另一种是主尺上19毫米对副尺的10格,则副尺每格=19毫米÷10=1.9毫米,主尺2格与副尺1格相差=2-1.9=0.1毫米.这种刻线方法的优点是线条清晰,容易看准。
在游标尺上读尺寸时可以分三个步骤:第一步读出副尺上零线在主尺多少毫米后面;第二步读出副尺上哪上条线与主尺上对齐(第一条零线不算,第二条起每格算0.1毫米);第三步把主尺上和副尺上的尺寸加起来。
大半径短圆弧用三坐标测不准?知道为什么吗?

大半径短圆弧用三坐标测不准?知道为什么吗?短圆弧(一般为30º以下圆心角所对应的圆弧)的测量在实际测量中有许多应用,如测量样板、异形零件等。
常用的非完整圆弧半径测量方法包括圆弧样板法、卡尺法和弓高弦长法等,这些方法的精度、量程、特点和应用场合不同。
圆弧样板法仅用于检验圆弧半径是否在公差带范围内;卡尺法适用于精度不高的场合,测量范围受弧长的限制,卡尺量程受横向定位架的限制;而弓高弦长法的操作比较繁琐。
上述方法一般只用于对工件做静态的离线测量。
短圆弧测量的难点在于圆弧上的特征点数少,受到的噪声大。
下面介绍用三坐标(CMM)对大半径短圆弧的测量方法。
CMM测量大半径短圆弧的误差分析从测量原理上讲,CMM直接测得的是被测工件上一些特征点的坐标位置,为了获得被测参数值,需要通过测量软件的数据处理和运算。
因此,被测参数的测量精度主要与CMM的系统误差、测头系统误差、工件形状误差、算法误差、环境误差、采样策略和敏感系数等因素有关。
而对于大半径短圆弧测量,采样策略和敏感系数对精度的影响更大。
1、采样策略对CMM测量的影响采样策略是指如何在被测物体表面合理安排采样点,采集多少点最为合理,且使检测误差达到最小。
所谓合理是指在同一台测量机上,在相同的环境下,测量同一个零件,怎样安排测量点的位置和测量点数,可以获得较高的测量准确度,且耗费的时间比较经济。
采样数量和采样位置会影响测量结果的原因在于:1)被测元素并非理想元素,存在形状误差;2)CMM采点及计算方法有局限性,存在测量误差。
以圆为例说明采样策略对测量结果的影响:图1实际圆形具有三叶形误差,当测量点在a、b、c三点时,测得的直径为最小;当测量点选择在A、B、C三点时,测得的直径最大,由于工件任意摆放,测得的可能是他们之间的任意值。
这是被测元素形状误差对测量结果的影响。
图2为采样点对圆参数测量结果的影响,如果采样点选在A、B、C三点,测得的圆直径如图中圆3所示,如果选在A'、B'、C'三点,则测得的直径很大,如圆1所示;若在A'、C'两点的测量误差向外,而B'点的误差向内,测得的圆直径更大,如圆4所示。
钢卷尺——精选推荐

化工建设工程质量常用测量检验一、常用测量器具的基本知识1、常用的测量器具及其使用1.1钢卷尺钢卷尺是压力容器制造现场几何尺寸检验最常用的长度测量检具之一,又称为卷尺、盒尺。
它是一种有线纹刻度的尺,根据结构不同,卷尺分为遥卷盒式卷尺、自动式卷尺、制动式卷尺和侧探钢卷尺。
使用钢卷尺时,首先要检查卷尺的各个部位:对自动式和制动式卷尺来说,拉出和收卷尺带时,应轻便、灵活,无卡住现象:制动式卷尺的按钮装置应能有效地控制尺带收卷,不得有阻滞失灵现象:盒式和架式遥卷尺在遥卷时应灵活,尺带表面不得有锈迹和明显的斑点、划痕,线纹应清晰。
使用卷尺应以“0”点端为测量基准,这样便于读数,当使用非零点作为测量基准时要特别注意其起端的线纹的数字,避免读数时读错。
使用中的钢卷尺不允许有影响使用性能的缺陷,被测工件的表面和卷尺工作面应擦干净。
使用钢卷尺时应特别注意:钢卷尺是否经检定合格,已多次出现使用质量低劣、误差很大的钢卷尺而发生的案列。
在多次反复测量同一工件尺寸时,必须采用同一把钢卷尺。
1.2金属直尺金属直尺也是压力容器制造现场几何尺寸检验常用的长度测量检具之一。
金属直尺是具有一组或多组有序的标尺标记及标尺数码所构成的金属制板状的测量器具,又称为钢直尺或钢板尺。
它只适用于低精度的工作测量,它是压力容器长度测量和检验常用检具。
首先检查金属直尺。
不允许有影响使用性能的外观缺陷,例如碰弯、划痕、刻度断线或看不清刻度线等缺陷。
金属直尺上至少应标有制造厂名或注册商标、分度值、标称长度。
金属直尺包装盒上至少应标有制造厂厂名或注册商标。
产品名称、标称长度。
使用金属直尺时,要以端边的“0”刻线作为测量基准,测量中,金属直尺要放平、放正,刻度面朝上,朝外,不得前后左右歪斜,被测的平面要平,否则测出的数也不是被测件的实际尺寸。
1.3钢围尺和∏尺钢围尺和∏尺是通过测量圆柱形工件的周长,直接从尺寸上读得直径尺寸的专用测量工具,钢围尺尺带的同一面上有上下两种刻度,上一刻度线为直径尺的分度值,下排刻线为周长尺的分度值,他们之间有相应关系,直径尺的测量范围为640mm-960mm,周长尺的测量范围为2000mm和3000mm。
卡尺的分类
卡尺的分类
卡尺可以分为以下几种分类:
1.普通卡尺:也称为直尺,通常是由金属或塑料制成,具有一
定的硬度和刻度。
用于测量长度、宽度和深度等尺寸。
2.游标卡尺:游标卡尺是一种具有称距的测量工具,通过滑动
游标来进行精确测量。
游标卡尺常用于测量物体的内外径、深度和间隙等尺寸。
3.卷尺:卷尺是一种卷起来的带有刻度的可伸缩测量工具,通
常由带有刻度的钢尺和卷起来的弹簧组成。
卷尺常见的长度为
1米或2米,并可根据需要进行定制。
4.深度量规:深度量规用于测量物体的深度,具有测量范围较大、精度较高的特点,通常由阻尼装置、导杆和刻度表面组成。
5.高度规:高度规用于测量物体的高度或厚度等尺寸,通常由
底座、导轨、活动臂和刻度表面等部分组成。
6.微米卡尺:微米卡尺是一种非常精密的测量工具,其测量精
度高达0.01毫米。
微米卡尺常用于对非常细小的尺寸进行测量,如机械零件的精度测量等。
除了以上常见的分类,根据具体的测量需求,还可以有更多特殊的卡尺分类,如角度卡尺、半径卡尺、圆柱卡尺等。
不同的
卡尺有不同的测量方式和应用范围,选择合适的卡尺可以提高测量的准确性和效率。
游标卡尺的工作原理
游标卡尺的工作原理游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成,如图2.3-1所示。
若从背面看,游标是一个整体。
游标与尺身之间有一弹簧片(图中未能画出),利用弹簧片的弹力使游标与尺身靠紧。
游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。
尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。
深度尺与游标尺连在一起,可以测槽和筒的深度。
尺身和游标尺上面都有刻度。
以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。
量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,……,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐,如图2.3-2。
当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。
这时它的第一条刻度线恰好与尺身的1毫米刻度线对齐。
同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度,……,依此类推。
在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。
编辑本段游标卡尺的使用用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。
如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这件规定方法与数轴的规定一致,原点以右为正,原点以左为负)。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数.编辑本段游标卡尺的读数读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。
然后看游标上第几条刻度线与尺身的刻度线对齐,如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫米(若没有正好对齐的线,则取最接近对齐的线进行读数)。
线管弯曲半径
线管弯曲半径线管弯曲半径是指线管在弯曲过程中所形成的曲率半径。
线管是一种用于保护电线电缆和其他导体的管状物,通常由塑料或金属材料制成。
在安装和使用过程中,线管需要经常进行弯曲,以适应不同的安装环境和使用需求。
而线管弯曲半径则是影响线管弯曲性能和寿命的重要参数之一。
一、弯曲半径的定义及意义1. 弯曲半径的定义弯曲半径是指在某一截面上,线管内侧表面与外侧表面之间距离最小处所形成的圆弧半径。
2. 弯曲半径的意义弯曲半径直接影响到线管内部导体受力情况和折损程度。
如果弯曲半径太小,会导致导体受到较大的压力和拉力,从而加速导体老化、断裂或短路等故障发生;同时也会使得线管材料产生变形、开裂等问题,从而降低了线路系统整体可靠性。
二、弯曲半径与材料特性1. 材料硬度材料硬度是影响弯曲半径的重要因素之一。
硬度越高的材料,其弯曲半径也就越大,而软性材料则相反。
2. 材料厚度线管材料的厚度也会影响弯曲半径。
厚度越大的线管,其弯曲半径也就越大。
3. 弹性模量线管材料的弹性模量越大,则其在受力后恢复原状的能力就越好,从而能够承受更小的弯曲半径。
三、弯曲半径与安装环境1. 安装方式不同的安装方式对线管弯曲半径有不同要求。
例如,在垂直安装时,线管弯曲半径可以比水平安装时小;在穿过墙壁或地板时,需要考虑到墙壁或地板孔洞大小以及角度等因素。
2. 环境温度和湿度环境温湿度变化也会影响线管的弯曲半径。
在高温、高湿环境下,线管容易变形和老化,从而导致其弯曲半径变小。
四、弯曲半径与电缆类型不同类型的电缆对弯曲半径也有不同要求。
例如,金属屏蔽电缆、光纤电缆等需要较大的弯曲半径,而一般塑料绝缘电缆则相对较小。
五、弯曲半径的选取方法1. 根据线管材料特性和电缆类型选取合适的弯曲半径。
2. 根据安装环境和使用要求,确定合适的弯曲半径范围。
3. 选择合适的线管和接头,并按照厂家提供的技术参数进行安装。
六、弯曲半径检测方法1. 直接测量法:用测量工具(如游标卡尺)直接测量线管内侧表面与外侧表面之间距离最小处所形成的圆弧半径。
钳工常用的量具的使用
(2)测量前应将游标卡尺擦干净,并将两量爪合并,检 查游标卡尺的精度状况;大规格的游标卡尺要用标准棒 校准检查。
(3)测量时,被测工件与游标卡尺要对正,测量位置要 准确,两量爪与被测工件表面接触松紧合适。
(4)读数时,要正对游标刻线,看准对齐的刻线,正确读 数;不能斜视,以减少读数误差。
米数。再看微分筒哪一刻线与固定套管的基准线对齐, 读出不足半毫米的小数部分。最后将两次读数相加, 即为工件的测量尺寸。
12+240.01=12+0.24=12.24mm
32.5+150.01=32.5+0.15=32.65mm
注意:固定套筒上刻有水平长刻线为零基准线,基准线下方 刻有整毫米线,每格为1mm;基准线上方为0.5mm线,每 条刻线均分上方的整毫米线。
千分尺的使用方法及注意事项
1)根据被测工件的特点、尺寸大小和精度要求选用合适的类 型、测量范围和分度值。一般测量范围为25mm。如要测量 20±0.03的尺寸,可选用0~25mm的千分尺。 2)测量前,先将千分尺的两测头擦拭干净再进行零位校对。
3)测量时,被测工件与千分尺要对正,以保证测量位置准确。 使用千分尺时,先调节微分筒,使其开度稍大于所测尺寸, 测量时可先转动微分筒,当测微螺杆即将接触工件表面时, 再转动棘轮,测砧、测微螺杆端面与被测工件表面即将接触 时,应旋转测力装置,听到“吱吱”声即停,不能再旋转微分筒。
量块一般都做成多块一套,装在特制的木盒内。 常用的有83块一套、46块一套、10块一套和5块一套 等多种。
六、常用测量技术
钳工在进行零件加工或设备制造过程中,均需要 满足一定的精度要求。零件加工精度或设备制造精度 主要包括尺寸精度、形状精度、位置精度以及表面质 量等,零件或设备在加工、制造完成后是否满足精度 要求,需要进行检测才能确定。