标准作业程序

Part 1
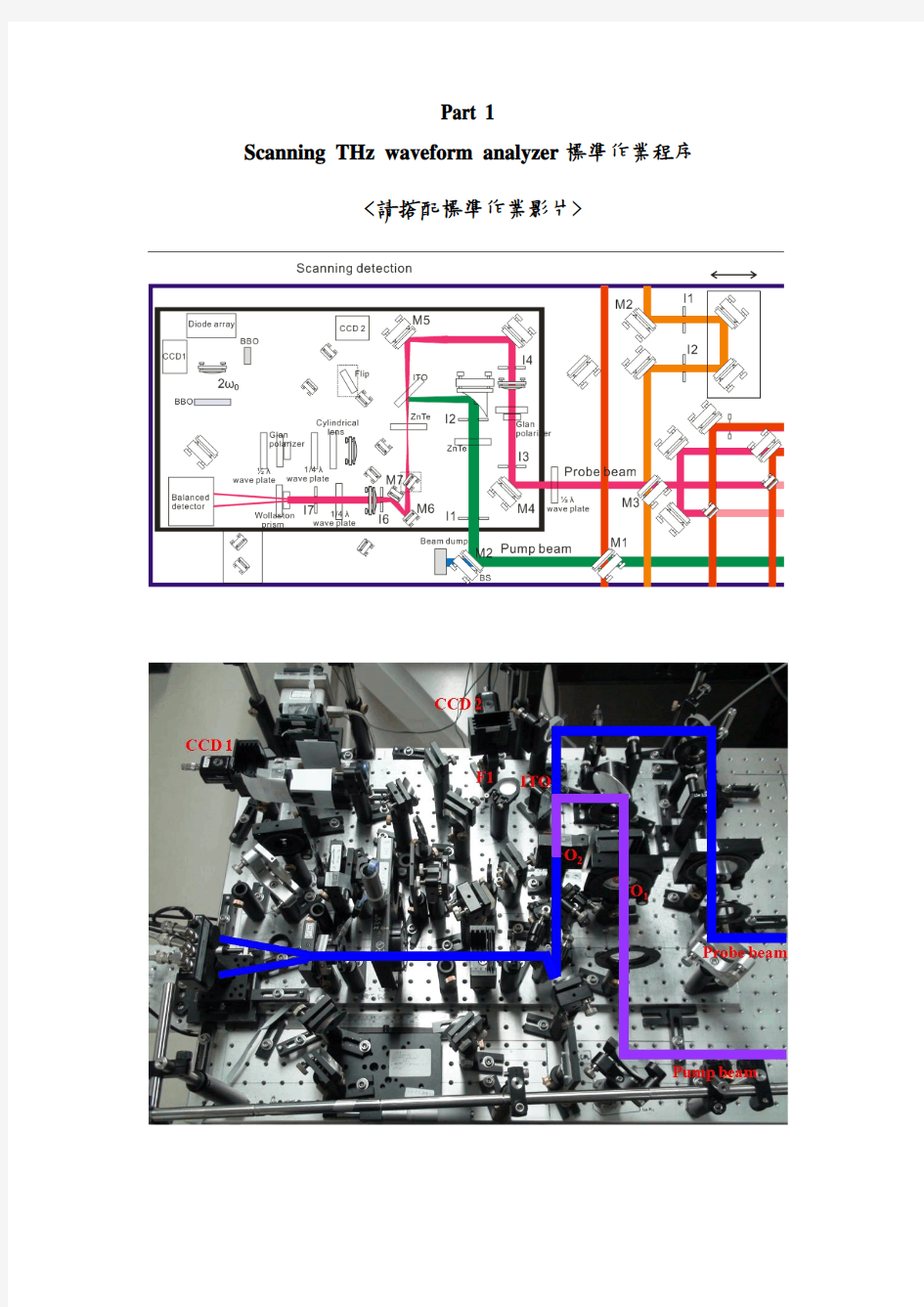
Scanning THz waveform analyzer標準作業程序 <請搭配標準作業影片>
雷射參數:
●4-pass輸出400 mW。
●Probe beam:CCD2 得到的probe beam profile peak intensity須
小於183 counts,DC背景約30 counts ( with filter NG4-1、
NG9-2、NG3-2);脈衝長度30fs。
●Pump beam:50 mW;脈衝長度30fs。
注意事項:Probe beam與pump beam能量不可超過上述標準,否則有打壞ZnTe晶體的危險,請操作人與使用人注意。
光學元件參數標記:
●Compressor中的分光鏡:R =80 %。
●λ/2波長板角度:265°(P)。
●glan polarizer角度:245°(P)。
●ZnTe (size:5x5x0.3 mm)角度:190°。
●ZnTe (size:20x20x1 mm)角度:233°。
●λ/4波長板角度:168°。
●Wollaston prism角度:248°。
●Pump beam grating position:650μm(當pump beam脈衝長度
為30fs)。
●ZnTe crystal damage threshold:3 mJ/cm2 with 800 nm。
THz反射率:
JML mirror:90%。
ITO:26%
Protected Au coating on Al substrate:99%
實驗操作流程如下:
步驟1. 光路校準
P robe beam:
(1)將probe beam出compressor的iris圈小至產生適當對光大小繞射條紋。
(2)調整反射鏡M1與M2將光對過光圈I1與I2。
(3)反覆調整反射鏡M1與M2至光路準直。
(4)調整反射鏡M3與M4將光對過光圈I3與I4。
(5)反覆調整反射鏡M3與M4至光路準直
(6)將probe beam出compressor的iris全開。
Pump beam:
(1)將pump beam出compressor的iris圈小至產生適當對光大小繞射條紋。
(2)調整反射鏡M1與M2將光對過光圈I1與I2。
(3)反覆調整反射鏡M1與M2至光路準直。
(4)將pump beam出compressor的iris全開。
注意事項:對光前先確認產生THz晶體O1已移除且偵測THz的晶體O2有貼卡片擋住光;對光時,probe beam energy tuner約開到5000,pump beam energy tuner 約開到3000。
步驟2. Pump與Probe beam的空間疊合
(1)安裝產生THz的晶體,並用IR viewer對反射光回I1。
(2)於probe beam光路上放置NG3-1 filter。
(3)使用CCD 1做遠的空間疊合(調整ITO)。
(4)立起flip F1,將光導到CCD 2做近的空間疊合(調整M5)。
(5)重複步驟(3)、(4)直到完成空間疊合。
注意事項: 對於probe beam來說,ITO玻璃有兩個反射面,第二個反射面的空間疊合才是我們需要的,因此以觀測螢幕的方向來說,左側的影像才為我們做空間疊合的目標,如下圖所示。
步驟3. Pump與Probe beam的時間疊合
(1)使用CCD 1觀測pump與probe beam的干涉條紋影像。
(2)Probe beam delay line的電動平移台連接到Oriel Encoder Mike的Y axis。
(3)用Labview 8.0開啟程式”LaserControl_v05.llb”,利用程式控制平移台位置
來抓干涉(粗抓step可用50,細抓step可用5),干涉條紋最清楚的平移台位置定為零點。
(4)程式停止。
(5)將power meter放在產生THz的晶體O1前校正pump beam能量,要注意入射
O1的能量不能超過50mW (ZnTe damage threshold:3 mJ/cm2 with 800 nm)。
注意事項: 做空間疊合提到的ITO兩個反射面問題在時間疊合仍存在,兩個反射面的干涉條紋影像並不同,詳細可參考標準作業影片。我們的經驗是找到第二個反射面的干涉條紋後再將平移台動-900μm可找到第一個反射面干涉條紋。
步驟4. 準備Balanced detector
(1)Probe beam energy tuner 降到0,接著才可移除晶體O2的擋光卡片。
(2)使用probe beam光路上的反射鏡M6與M7對過光圈I6與I7。
(3)確認打在Balanced detector的光點有完整被chip收進去且沒有被任何元件削
光。
(4)在產生THz的晶體O1後放上THz pass filter (MICROTECH)。
(5)Balanced detector上的output M+接到示波器(Tektronix TDS 3054B)的CH1,
M-接到CH3,以CH2當作trigger source。
(6)示波器接上網路線(可從示波器面板測試示波器是否與網路連線成功,方法如
下:push utility button→push system bottom button選擇system I/o→Ethernet Network Setting→Change Instrument Setting (此時Instrument IP Address所顯示的即是示波器連接上的IP位置,並記下此IP,之後輸入擷取程式) →OK Accept→Test connection顯示OK即完成網路測試)。
注意事項: 透過示波器來觀測只放pump beam還未放probe beam前要將M+與M-的雜散光訊號擋至低於5mV。放probe beam後M+與M-訊號約200mV。
步驟5. 存取數據
(1)開啟程式” LaserControl_v05.llb”,將平移台動到適當位置(掃小範圍動
-25μm,大範圍動-300μm)
(2)開啟程式” balanced detector(存每個點)_v2.vi”
(3)程式參數設定:
VISA resource name: 輸入示波器所接的網路線IP位置(ex
TCPIP::192.168.0.75)
共取幾個delay: 小範圍輸入30,大範圍輸入240(12 ps)
往前Length(μm): 7.5
一個delay取幾發: 10
Number of average:6
設定完存檔路徑後便可執行程式
注意事項: 程式面板中的Live trace顯示即時每一發數據而Average trace為顯示每個delay平均的數據。程式面板中的存檔路徑與檔案名稱對應所存的檔案是每個delay平均的數據,而存檔路徑2與檔案名稱2對應的檔案是將每一發的結果記錄下來,存檔路徑3與4分別存下M+與M-的資料。
故障排除
Part 2
Single-shot THz waveform analyzer標準作業程序<請搭配Part 1與標準作業影片>
步驟1. 光路校準
Pump beam:
(1)請參考Part 1步驟1 Pump beam的光路校正。
(2)放置產生THz的晶體於O1,並用IR viewer對反射光回I1。
Long probe beam:
(1)請參考Part 1步驟1 Probe beam的光路校正。
注意事項: 由於Short probe beam delay平移台還會進行調整,因此Short probe beam等抓完時間疊合再進行對光。
步驟2. Pump與Long probe beam的空間疊合
(1)請參考Part 1步驟2.
步驟3. Pump與Long probe beam的時間疊合
(1)使用CCD1觀測pump與long probe beam通過BBO晶體的干涉條紋。
(2)Probe beam delay line的電動平移台連接到Oriel Encoder Mike的Y axis。
(3)用Labview 8.0開啟程式”LaserControl_v05.llb”,利用程式控制平移台位置
來抓干涉(粗抓step可用50,細抓step可用5)。
(4)干涉的位置放在long probe beam的中心並將此點設為零點(干涉範圍約
380μm)。
(5)程式停止。
注意事項: 由於ITO有兩個反射面,正確的干涉條紋應為較寬的影像而非細條紋的影像。抓時間干涉其中一道beam是長脈衝因此需藉由BBO來找干涉條紋。
步驟4. 光路校準
Short probe beam:調整反射鏡M3與M4將光對過光圈I3與I4。
Long probe beam:
(1)調整反射鏡M5與M6將光對過光圈I5與I6。
(2)將power meter放在產生THz的晶體O1前校正pump beam能量,要注意入射
O1的能量不能超過50mW(ZnTe damage threshold:3 mJ/cm2 with 800 nm)。
步驟5. Short probe beam與Long probe beam的時間疊合
(1)用USB線連接電腦與diode array。
(2)diode array接上與雷射同步的trigger訊號。
(3)用Labview 7.1開啟程式”SSA(single shot version).llb”,點選”contiuously
save file from detector array.vi”,程示面板如下圖:
(4)執行程式之後即可在面板上的”continuously scan”看到diode array的訊號。
(5)調整short probe beam delay line平移台與最佳化BBO晶體位置及角度將訊號
調整至最大。
(6)Probe beam energy tuner 降到30。
(7)插上偵測THz的晶體O2。
(8)再次調整short probe beam delay line平移台將訊號調整至最大。
(9)關閉程式。
注意事項: trigger訊號要設定High Z impedance,若diode array訊號的count不對要設定DG535的delay。
步驟6. 存取數據
(1)用Labview 7.1開啟程式”SSA(single shot version).llb”,點選”contiuously
save file from detector array.vi”。
(2)參數設定:
是否存檔:請點選。
Dark current:請點選。
Numeric:輸入要取幾發去作平均。
Save path:輸入存取平均後的訊號結果的路徑。
Save path 2:存取每一發訊號結果的路徑。
(3)參數設定完畢即可執行程式。
注意事項:Labview的面板中的”Average autocorrelation trace”為平均後的結果,standard deviation為訊號的標準差。
故障排除
标准作业程序
标准作业程序 项目:必须熟悉的信息编号:NSH3001 日期: 项次 流程 步骤 要点说明 服务 语述 配备 1、酒店所在地的主要风土人情及习俗; 2、主要客源国的风土人情、人民的生活习惯、爱好、禁 忌等; 3、熟悉酒店所有服务设施、服务项目、营业时间、收费 标准; 4、了解酒店的组织体系,各部门的职责范围及有关负责 人的姓名; 5、熟悉酒店的各项规章制度; 6、熟悉国内、国际民航的大体情况; 7、了解酒店附近出租车到附近主要景点、机场、车站和 附近城市的里程,以及收费标准; 8、了解酒店所在地的娱乐场所营业时间及收费情况; 9、了解当地政府各部门、医院、公安、派出所、外事办 事旅游机构的地址及联系方式; 10、了解本市银行、主要购物点的地址及营业时间;
11、了解周边著名游览点的特点、名称、及抵达方法; 12、熟悉周边体育运动场所的地址、开放时间、比赛项目 及具体安排; 13、了解周边著名餐馆的经营特色、地址、营业时间; 14、了解当天的天气情况; 15、了解酒店的消防防范措施。 标准作业程序 项目:礼貌礼仪服务规范编号:NSH3002 日期:
项次流程 步骤 要点说明 服务 语述 配备 1.接待员应集中精神注意大堂的动态。 2.当客人距离前台3米时,接待员应主动与客人 目光交流,并微笑、点头示意。 3.当客人距离前台1米时,应主动向客人问候, 致辞欢迎 A、对准备入住的客人 B、对在住的或其他寻求帮助的客人: 4.当客人来到前台, A、请客人填写“入住登记表” B、客人填写后应 5.客人办理完入住手续后 早上/下午/晚上好! 先生/小姐,欢迎光 临! 早上/下午/晚上好, 先生/小姐能为您做 点什么吗? 先生/小姐,劳驾您 出示证件,并填写登 记表。 谢谢! 手续已办齐了,行李 生给您带路。祝您过 得愉快,再见!
作业指导书标准格式
检修作业指导书 作业项目:给水泵 作业日期: 批准:XXX X年X月X日 审核:XXX X年X月X日 编制:XXX X年X月X日 2009-12-31修订2010-01-01实施 大唐XXXX发电有限责任公司发布 给水泵检修作业指导书 1 目的 1.1规范检修行为,确保给水泵修后达到原设计要求。 1.2本作业指导书为所有参加本项目的工作人员所共同遵循的质量保证程序。
2 范围 适用于上海水泵厂生产的FK5D32LI型水泵标准检修。 3 职责 3.1 工作负责人职责:组织得当、分工明确,对安全和质量负责,指定专人做好记录, 确保记录真实、准确。 3.2 监护人职责:按安规要求对检修工的安全进行监护。 3.3 其他工作人员职责:按安规要求和作业指导书的要求认真完成工作负责人布置的任务。 3.4 质检员职责:负责项目质量验收、签证。 4 人员资质及配备 4.1 专责检修工1名:具有从事水泵专业五年以上工作经验,通过厂部组织的安规考试及拥有检修上岗资格证,熟悉设备结构与工作原理,具备较高的转动机械检修技能的资质或条件。 4.2 检修工3名:具有从事水泵专业三年以上工作经验,通过厂部组织的安规考试及拥有检修上岗资格证,了解设备结构与工作原理,具备基本的转动机械检修技能的资质或条件。 4.3 其他:行车司机和起重工各1名,具有通过厂部组织的安规考试及拥有特种检修上岗资格证的资质或条件。 5 检修内容(或流程) 本给水泵的检修作业内容包括给水泵抽芯包及水泵本身的解体检修。 5.1 给水泵检修的准备工作。 5.2抽出芯包。 5.3芯包解体。 5.4检查、更新和修理及清洗各零部件。 5.5芯包组装。 5.6芯包回装。 5.7小汽轮机与给水泵找中心。 5.8靠背轮检查及装复。 5.9装复各连接管道及仪器仪表。 6 质量标准 6.1导叶紧固蝶形弹簧不变形、无裂纹、所有螺杆无裂纹,螺纹完好、套装松紧适度。 6.2齿轮联轴器齿面啮合均匀,无严重磨损,光洁平整无毛刺。联轴器喷油管清洁畅通。6.3泵壳表面光洁,无裂纹,无吹蚀,各密封面平整无沟槽。叶轮、导叶轮流道光滑,密封环处无严重磨损,叶轮两端面与轴线垂直,平面光洁平整,无吹蚀。泵轴表面光洁无吹蚀、裂纹、丝扣完好。 6.4轴承清洁、无锈垢杂质、轴瓦、推力瓦块合金无夹渣、气孔、凹坑、裂纹、脱胎。 6.5泵轴弯曲度及推力盘瓢偏≤0.02mm。转子小装测量:传动端密封轴套处、各级叶轮密封环处、平衡轴套处、自由端密封轴套处径向晃度均≤0.05mm。 6.6轴径的椭圆度和不柱度应小于0.02MM(要改为mm),轴的径向晃度应小于0.03 mm,轴的弯曲度不大于0.02MM。 6.7叶轮和挡套等套装件的内径与轴的配合间隔,一般为0.03∽0.05MM,最好在0.03MM 以内。
标准化作业指导书范本
附件 供电公司 农电典型标准化作业指导卡范本 二〇〇八年十月
目录 110kV变电站作业类: 110kV变电站日常巡视作业指导卡 (5) 110kV变电站特殊巡视作业指导卡 (15) 110kV主变高压试验作业指导卡 (26) 110kV开关大修作业指导卡 (32) 110kV开关安装作业指导卡 (39) 110kV主变大修作业指导卡 (46) 110kV电流互感器安装作业指导卡 (53) 110kV变电站接地电阻试验作业指导卡 (59) 110kV变电站主变保护校验作业指导卡(微机) (63) 110kV变电站主变保护校验作业指导卡(继电器) (70) 110kV变电站站用交直流电源检修作业指导卡 (76) 110kV变电站站用蓄电池充放电作业指导卡 (80) 110kV变电站清扫作业指导卡 (84) 110KV输电线路作业类: 110KV线路日常巡视作业指导卡 (93) 110KV线路特殊巡视作业指导卡 (100) 110KV停电更换绝缘子作业指导卡 (105) 110KV电杆组立作业指导卡 (110) 110KV铁塔组立作业指导卡 (115) 110KV线路检修作业指导卡 (121) 110KV线路避雷器安装作业指导卡 (128) 110KV 输电线路砍伐树木作业指导卡 (133) 110KV 输电线路交叉跨越测量作业指导卡 (137) 110KV输电线路杆塔接地电阻测试作业指导卡 (141) 110KV电力电缆敷设(更换)作业指导卡 (145)
110KV电力电缆试验、核相作业指导卡 (151) 110KV线路清扫作业指导卡 (156) 35KV变电站作业类: 35kv变电站日常巡视作业指导卡 (164) 35kv变电站特殊巡视作业指导卡 (174) 35kv主变高压试验作业指导卡 (185) 35kv开关大修作业指导卡 (191) 35kv开关安装作业指导卡 (198) 35kv主变大修作业指导卡 (205) 35kv电流互感器安装作业指导卡 (212) 35kv站用变压器的安装作业指导卡 (218) 35kv变电站接地电阻试验作业指导卡 (224) 35kv变电站主变保护校验作业指导卡(微机) (228) 35kv变电站主变保护校验作业指导卡(继电器) (235) 35kv变电站站用交直流电源检修作业指导卡 (241) 35kv变电站站用蓄电池充放电作业指导卡 (245) 35kv变电站清扫作业指导卡 (249) 35KV输电线路作业类: 35KV线路日常巡视作业指导卡 (258) 35KV线路特殊巡视作业指导卡 (265) 35kv停电更换绝缘子作业指导卡 (270) 35kv电杆组立作业指导卡 (275) 35kv铁塔组立作业指导卡 (280) 35kv线路检修作业指导卡 (286) 35kv线路避雷器安装作业指导卡 (293) 35kv 输电线路砍伐树木作业指导卡 (298) 35kv 输电线路交叉跨越测量作业指导卡 (302) 35kv输电线路杆塔接地电阻测试作业指导卡 (306)
SOP标准作业程序与作业指导书
SOP标准作业程序与作业指导书 标准作业程序与作业指导书 我常常在咨询或者辅导企业的时候有人问到:“如何才能够增强执行力”,这个问题并不难;其实一个人先有了想法,才会有看法、说法和做法,您必须让执行作业的人,知道自己的岗位职责需要做哪一些事情?那就是想法;做好的标准那就是看法;执行业务的人能够很清楚地说出来以上要做的事流程、步骤、注意事项等等以及标准那就是说法,进一步现场去执行做好,那就是做法,从想法、看法、说法到做法,一个主管部门到底如何培育与培训员工?需要那一些资料?培训?工具呢?如何做好绩效考核?怎样才能够完善呢?我在之前写的博客有提到任何一个部门体系建立都需要建立在五个方面:1、制度标准化(System Standardization)、2、专业手册化(Specialized handbook)、3、培训标准化(Training standardization)4、考核量化(Inspection quantification)5、完善工具化(Perfect tool)。 建立体系需要的两个基本的概念与技术,那就是标准作业程序SOP与作业指导书,这两个工具与技术很简单,但是很多人不想去彻底做好它,所以导致执行力弱或者低下,当然做好之后的培训更是重要,让我们先看看看怎么做,下一篇文章再告诉大家怎样来培训与怎么做好执行力的培训? 标准作业程序SOP(Standard Operation Procedure) 什么是SOP(标准作业程序) 所谓SOP,是Standard Operation Procedure三个单词中首字母的大写,即标准作业程序,就是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作。 SOP的精髓,就是将细节进行量化,用更通俗的话来说,SOP就是对某一程序中的关键控制点进行细化和量化。 SOP的由来 在十八世纪或作坊手工业时代,制做一件成品往往工序很少,或分工很粗,甚至从头至尾是一个人完成的,其人员的培训是以学徒形式通过长时间学习与实践来实现的。随着工业革命的兴起,生产规模不断扩大,产品日益复杂,分工日益明细,品质成本急剧增高,各工序的管理日益困难。如果只是依靠口头传授操作方法,已无法控制制程品质。采用学徒形式培训已不能适应规模化的生产要求。因此,必须以作业指导书形式统一各工序的操作步骤及方法。 SOP的作用 1) 将企业积累下来的技术﹑经验,记录在标准文件中,以免因技术人员的流动而使技术流失; 2) 使操作人员经过短期培训,快速掌握较为先进合理的操作技术; 3) 根据作业标准,易于追查不良品产生之原因; 4) 树立良好的生产形象,取得客户信赖与满意。 5) 是贯彻ISO精神核心(说,写,做一致)之具体体现,实现
厨房标准化作业程序
一、验收流程 准备工作一-卸车/倒筐一-过称/检验一-运输/上架一-清理现场核对单据 二、验收流程说明 1.准备工作一一准备磅秤、垃圾桶、(蓝色菜筐、白色胶盒)、打皮刀等, 并摆放到指定位置。 2.卸车/倒筐一一食材卸车拆除包装,蔬菜类装蓝色菜筐,荤料装白色胶盒。 冰块、异物等垃圾放入垃圾桶 3.过称/检验一一对每一种原料称量,对数量和质量进行记录。(验收记录 表) 4.运输/上架一一所有原料上架并整齐摆放。如货架放不下,也应摆 放整齐。 5.清理现场一一验收完毕,立即安排专人清理现场。 6.核对单据收货员对照验收记录核对进货单。数量不足的情况,按实际数 量作账; 三、验收控制点 1.人员职责控制 ①验收工作必须由公司批准的权签人担任,餐饮部经理每周参与2 次验收工作。 ②如餐饮部需要增加验收员,必须报公司批准其签字权限后,方可 执行验收工作
2.数量控制 ①磅秤每周必须校正一次,校正参照物为20 包盐或标准砝码为准(磅秤 校正记录表) ②如数量异常须作记录并在验收工作完成后立即报知餐饮部经理或采购员 并跟进。 ③验收过程中注意原料内有无夹杂冰块、塑料等,如果有,应及时将其清理 出来。 3.质量控制 ①如有原料腐烂变质等其他异常情况,应及时通知餐饮部经理、作详细记录 并及时跟进(填写退货记录表)。 ②搬运原料时,须轻拿轻放(不得摔、踢、打、砸、扔原料),严禁在地 上拖、拉原料 ③饮料、调料、干货等其他整件原材料,在验收时按20%的比例对数量和 质量进行抽检(数量少于5 件时,必须最少检验1件)。 ④叶菜类超过5 公斤的须进行农残检测 ⑤肉类提供每日检疫证明。 ⑥厨房内禁用有色塑料袋。 4.卫生控制 ①原料在验收过程中如有散落应及时清理,保持地面卫生。 ②场地清理完毕须经验收员确认。
实验室相关标准操作规程完整
实验室生物安全实施标准操作规程 1、目的:预防与控制院感管理工作达到预期目标,防止医务人员发生职业暴露。 2、适用范围:检验部门工作人员。 3、定义:无 4、管理要求: 4.1进入规定 4.1.1在实验室入口处应贴生物危害警告标志。注明病原微生物、实验室生物安全等级和负责人电话。 4.1.2未经许可,非授权人员不应进入实验室。 4.1.3. 实验室门应保持关闭状态。 4.1.4. 与实验室工作无关的动物、个人衣物不应带入实验室。 4.2.个人防护 4.2.1.工作服 4.2.1.1. 在实验室工作时,应穿着工作服。 4.2.1.2. 不应穿着实验室工作服离开实验室。 4.2.1.3. 实验室工作服不应与日常服装放在一起。 4.2.2.手套 在进行可能直接或意外接触到血液、体液以及其他具有潜在感染性材料的操作时,应戴上合适的手套。脱手套后应洗手。用过的一次性手套应丢入感染性医疗废物袋内。 4.2.3.洗手 脱手套后以及离开实验室前,都应洗手。 4.2.4.其他防护 4.2.4.1. 当有可能受到喷溅物污染、碰撞或人工紫外线辐射伤害时,应戴合适的护目镜。 4.2.4.2. 不应再实验室内穿露脚趾的鞋子。 4.2.4.3. 不应在实验室工作区域进食、饮水、吸烟、化妆和处理接触镜(隐形眼镜)。 4.2.4.4. 不应在实验室工作区域内储存食品和饮料。 4.3.实验室工作区 4.3.1. 实验室应保持清洁整齐,严禁摆放和实验无关的物品。 4.3.2. 每天工作结束后,应消毒工作台面和生物安全柜台面。活性物质溅出后要随时消毒。 4.3.3. 所有受到污染的材料、标本和培养物应废弃于医疗废物容器内,不得与普通垃圾混放。需要清洁再利用的材料,应先压力蒸汽灭菌处理。 4.3.4. 需要带出实验室的手写文件应保证在实验室内没有受到污染。 参考文献:[1] WHO. 实验室生物安全手册,第3版.2004. 5、标准无 6、流程(无) 7、表单(无) 8、相关文件 8.1参考文献:[1] 中华人民共和国卫生部. 公共场所集中空调通风系统卫生规范[S].2006. [2] 中华人民共和国卫生部.医院空气净化管理规范[WS/T 368-2012].
标准作业程序
SOP SOP是Standard Operation Procedure三个单词中首字母的大写,即标准作业程序,就是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作。 一、SOP:标准操作程序 SOP的精髓 SOP(Standard Operational Process)的精髓,就是将细节进行量化,用更通俗的话来说,SOP就是对某一程序中的关键控制点进行细化和量化。 简介 从对SOP的上述基本界定来看,SOP具有以下一些内在的特征: SOP是一种程序。SOP是对一个过程的描述,不是一个结果的描述。同时,SOP又不是制度,也不是表单,是流程下面某个程序中关于控制点如何来规范的程序。 SOP是一种作业程序。标准作业指导。SOP是一种操作层面的程序,是实实在在的,具体可操作的,不是理念层次上的东西。如果结合ISO9000体系的标准,SOP是属于三级文件,即作业性文件。 SOP是一种标准的作业程序。所谓标准,在这里有最优化的概念,即不是随便写出来的操作程序都可以称做SOP,而一定是经过不断实践总结出来的在当前条件下可以实现的最优化的操作程序设计。说得更通俗一些,所谓的标准,就是尽可能地将相关操作步骤进行细化,量化和优化,细化,量化和优化的度就是在正常条件下大家都能理解又不会产生歧义。 SOP不是单个的,是一个体系,虽然我们可以单独地定义每一个SOP,但真正从企业管理来看,SOP不可能只是单个的,必然是一个整体和体系,也是企业不可或缺的。余世维在他的讲座中也特别提到:一个公司要有两本书,一本书是红皮书,是公司的策略,即作战指导纲领;另一本书是蓝皮书,即SOP,标准作业程序,而且这个标准作业程序一定是要做到细化和量化。 SOP的由来 在十八世纪或作坊手工业时代,制做一件成品往往工序很少,或分工很粗,甚至从头至尾是一个人完成的,其人员的培训是以学徒形式通过长时间学习与实践来实现的。随着工业革命的兴起,生产规模不断扩大,产品
SOP标准作业程序与作业指导书
标准作业指导书 SOP 1.什么是SOP(标准作业程序) 所谓SOP,是 Standard Operation Procedure三个单词中首字母的大写,即标准作业程序。就是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作。 2.SOP的格式 1)明确职责 明确职责:包括拟制者、校对者、审核者、批准者。 2)格式: A.每页SOP页眉处注明“标准操作规程”字样; B. 制定SOP单位全称; C.反映该份SOP属性的编码、总页数、所在页码; D.准确反映该项目SOP业务的具体题目; E.反映该项SOP主题的关键词,以利计算机检索; F.简述该份SOP的目的、背景知识和原理等; G.主体内容:具体内容简单明确,可操作性强,以能使具备专业知识和受过培训的工作 人员理解和掌握为原则; H.每份SOP的脚注处有拟制者、校对者、审核者、批准者的签名和签署日期; I.标明该份SOP的生效日期。 3.SOP的作用 1) 将企业积累下来的技术、经验记录在标准文件中,以免因技术人员的流动而使技术流失; 2) 使操作人员经过短期培训,快速掌握较为先进合理的操作技术; 3) 根据作业标准,易于追查不良品产生之原因; 4) 树立良好的生产形象,取得客户信赖与满意。 5) 是贯彻ISO精神核心(说,写,做一致)之具体体现,实现生产管理规范化、生产流程条理化、标准化、形象化、简单化。 6)是企业最基本﹑最有效的管理工具和技术数据。 4.SOP的特征 1)SOP是一种程序。SOP是对一个过程的描述,不是一个结果的描述。同时,SOP又不是制度,也不是表单,是流程下面某个程序中关控制点如何来规范的程序。 2)SOP是一种作业程序。SOP首是一种操作层面的程序,是实实在在的,具体可操作的,不是理念层次上的东西。如果结合ISO9000体系的标准,SOP是属于三阶文件,即作业性文件。 3)SOP是一种标准的作业程序。所谓标准,在这里有最优化的概念,即不是随便写出来的操作程序都可以称做SOP,而一定是经过不断实践总结出来的在当前条件下可以实现的最优化的操作程序设计。说得更通俗一些,所谓的标准,就是尽可能地将相关操作步骤进行细化、量化和优化,细化、量化和优化的度就是在正常条件下大家都能理解又不会产生歧义。 4)SOP不是单个的,是一个体系。虽然我们可以单独地定义每一个SOP,但真正从企业管
标准作业书和工艺流程书之间的差别
标准作业书和工艺流程书之间的差别 标准作业书和工艺流程书的区别是什么? ?两者相似——但又不一样。他们之间的微妙之处在于:好像看起来都相同,可是他们目的(及使用原因)实际上是各不相同的。我们可以尝试来理清其中的差别。 ?您是否曾坐在飞机的紧急出口旁?空乘人员可能会过来问您是否会说英文并且告诉你:?在起飞降落期间,请将随身携带的物品放在行李架上。 ?阅读安全手册,并熟悉紧急安全门的操作使用。 ?紧急情况时听从机组人员指挥,并拉动手柄一和手柄二打开安全门。 ?一定要按照机组人员的指挥,请不要擅自操作。 ?再次阅读安全卡片,并了解如何打开安全门。 诸如此类。假如我们观点一致,你会觉得很庆幸打开这扇门的机会是微乎其微的,因为如果你真的深陷危机的话,就身不由己了。流程书非常的清晰但在现实中又不够详细。 在我看来,工艺流程和标准作业之间的区别在于:
?来自于客户期望远景的工作目标。 ?按照便于管理的步骤,分解成工序元素。 ?由零部件、设备、工具、产能、及其他投入组成的必要条件。 ?用稳定的判定标准做出完成工作的明确决定(或许涉及了由主管编制的文件和培训)。 ?持续的确认、指导、以及改善。 标准作业书在关注工作结果的方面超出了工艺流程书,完成工作方式的效果,必须在安全、品质、周期时间、生产周期,以及工作中更高层次的细节之上,重点在于其接触到成功完成工作每一步骤所需的基础技巧。 打破标准 在实践中,标准作业书始于工作流程书的终结。标准作业书是管理者将努力的成果放进 控制工艺流程书中(通常是由工程师或部门其他的专家书写),并转化为更细节工作习惯,且每次都能自信地将工作成功完成。标准化作业实际地描述了每一步骤(眼动、手动、脚动)让其可遵循并以最小化浪费地做好工作。 管理人员的目标是让团队中的每个人在八小时内进行标准化作业。团队领导人的目标是 与团队成员们“打破”标准,建议更新、更好的方式来做好工作——这就是改善。没有标准作业书,就很难看到什么被改善了。没有改善,标准作业书很快就会被淘汰,并恢复成工艺流程书。
标准作业程序(SOP)管理办法
标准作业程序(SOP)管理办法 1.目的 确保本公司所有运行之文件系统化、标准化、有效化。 对文件之制定、分发、作废流程进行规范规范,使其能有效保存、便于查察,防止使用失效或作废文件。 2.适用范围 该办法适用于本公司与管理标准、技术标准、工作标准有关文件的控制。 3. 工作职责 管理部 负责标准作业程序(SOP)相关制度的制定和运行考核管理。 质管部 负责标准作业程序(SOP)文件现场执行的督导、结果提报工作。 3.3各职责部门 1.各部门主管职责: 是本部门标准作业程序(SOP)文件的最高指导者和督导者,对运行结果负责。具体: 1)全程督导文件的起草、会审、收发、试用、修订、保管工作。 2)全程督导文件内容的宣达、测试的组织及相关资料的存档工作。 3)全程督导文件内容的执行落实工作。 2. SOP小组成员职责:
1)具体执行标准作业程序(SOP)文件的起草、会审、收发、试用、修订、保管 工作。 2)具体执行标准作业程序(SOP)文件内容的宣达、测试的组织及相关资料的存 档工作。 3)标准作业程序(SOP)文件执行过程的指导和督导。 3.作业员职责: 1)积极配合文件的起草、会审、分发、试用、修订、保管工作。 2)积极参与文件内容的学习、测试,并顺利通过。 3)积极确保文件内容的执行。 4. 程序要点 文件格式 1. 封面:() 要点包含:公司名称、文件名称、制订日期、文件编号、制定部门、版本、制订、审核、核准。 2. 内页具备:修改记录表()、修改对照表()、正文。 3. 同类文件格式须一致。 4.文件及资料之编码原则: 顺序号 日 月 年 发文部门管理类:M 管理部:GL 商务部:SW 售服部:SF 生产技术部:SJ 质管部:ZG 风电事业部:FD 总务部:ZW 财务部:CW 钢结构部:HG 机工部:JG 电气部:DQ 液压部:YY 表面处理部:BM 安装队:AZ 采购组:CG 工装组:GZ 后勤组:HQ 技术类:J 工作类:Q 1)类别代码: 管理类:M,技术类:J,工作类:Q
作业指导书-标准操作规程SOP
标准操作规程(SOP)基础知识 标准操作规程(SOP)是各种标准化管理认证和产品认证的重要内容,各行业都有SOP的要求。什么是SOP?简单的讲,SOP就是一套包罗万象的操作说明书大全。一套好SOP 是确保产品或服务质量的必要条件。SOP不仅仅是一套技术性范本,它更重要的涵盖了管理思想、管理理念和管理手段。由于在成熟的行业,都有明确的管理规范和认证体系,因此其SOP的标准化和成熟性都比较高,编写SOP也有依据难度较低。由于目前还没有成熟的实验室管理和认证体系,因此,在检验工作中编写SOP会有些盲然。 首先,SOP具有行业特点,不同的行业都有不同的SOP。就检验工作而言,仪器有仪器的SOP,试剂有试剂的SOP,各个项目有各自不同的SOP,别说是细菌、生化免疫这些学科不同的有不同的SOP,就是同一学科内不同项目也有不同的SOP。所以检验SOP不是一个,而一套。 第二,SOP事无巨细,也就是说只要与项目有关,要详细全面,要包括所有的可能出现的细节。以飞行员操作规程为例,第一条竞然是“坐下”,由此可以看出,SOP涵盖细节程度。SOP不是简单的操作说明,而应该是实用操作大全,应该成为工具书性质的东西。一套理想的SOP应该让一个不懂的学了后就能成为专家。 第三,SOP不是仅仅是详尽的操作说明,它是管理规范的一部分,也包涵着质量控制和管理理念,从中甚至可以看到人员配置等情况。 虽然不同的行业SOP的具体内容是不同的,但是其是有确实的逻辑联系,因此借鉴其他行业特别相近行业的SOP要求是很有价值的。以药品生产SOP为例,其要求是GMP认证所要求的,根据GMP,其SOP的重点见附。 借鉴药品的SOP的重点,检验SOP应该包涵: 1、操作程序:实验和仪器的操作程序、实验器械的取用和实验后的处理、实验台的清洗、实验物溢漏的处理等 2、质量控制:实验和仪器的质量监控,如实验质控数量(高、中、低?),仪器的校正(人员、时间、方法等)、维护和保养、实验的原始记录等。实验原始记录很重要,发现问题和解决问题的重要手段,除病人资料外,还应有环境参数(天气情况、温湿度等)、使用仪器及仪器情况、样本性状和质量、试剂厂商及批号、同批质控结果以及处理方式(如复查、重抽、发报告)等,尽量详尽。 3、异常结果判断及处理:判断异常结果的指标,及分析处理原因方当及程序。如,是异常给果,还是实验误差或错误?怎么判断?样本正常范围是多少?非正常范围的标本如果处理,大于多少或小于多少复查或与临床联系? 4、流程:应包括样本收发、报告单收发审核、质量和仪器问题处理等都要有明确的流程规定。如谁收标本、谁发报告、多少时间收,多少时间发、向谁收、仪器故障的报养程序等等。 5、试剂和样品质量指标、验收及贮存:谁人进、谁人检、以什么方式贮存、如果保正贮存质量。如:贮存冰箱温度谁监测、试剂失效谁警告、标准菌多久转种等。 6、人员职责:人员职责明确是在流程过程中体现如来的,如仪器坏了,是向谁汇报、由谁处理、报告单谁审核,什么样的异常实验操作员处理,什么样的要报主管等等。当然有人员培训SOP更好。 检验SOP的编写,可以以仪器操作手册、试剂说明书为兰本,根据科室情况加上上下游内容,如样本收集处理、异常结果处理等内容就可以做为项目或仪器SOP使用。各项目SOP 加上样本收集、报告单发放、试剂购买、验收贮存、发放等SOP就基本完成。 附录:
标准作业指导书模板
篇一:标准作业指导书范本 作业指导书 wi作业指导书 篇二:标准化作业指导书范本1-15 范本1编号:q/××× 10kv××线路××号断路器以下架空线路停电 作业倒闸操作标准化作业指导书 编写: 年月日审核: 年月日批准: 年月日工作负责人: 工作时间: 年月日时分至年月日时 ×××县供电公司××供电所(施工队) 目次 1.标准化作业流程图 2.范围 3.引用文件 4.准备阶段 5.作业阶段 6.总结阶段 分1.标准化工作流程图配电倒闸操作标准化流程图2.范围 本工作指导书针对××号断路器以下架空线路停电作业倒闸操作工作,仅适用于该项工作。3.引用文件 1.《电力安全工作规程》(电力线路部分) 2.《配电作业安全管理规定》 3.《配电安全管理规定》 4.《配电工程安全管理暂行规定》 4.准备阶段 4.1 准备工作安排10kv××线××号断路器以下架空线路停电作业倒闸操作准备工作安排 4.2 工作人员要求 10kv××线××号断路器以下架空线路停电作业倒闸操作作业人员要求 4.3 工器具准备 10kv××线××号断路器以下架空线路停电作业倒闸操作工器具准备 工器具准备人:工器具收回人:年月日4.5 危险点分析及安全控制措施 10kv××线××号断路器以下架空线路停电作业倒闸操作危险点分析及安全控制措施 4.6 工作人员分工 10kv××线××号断路器以下架空线路停电作业倒闸操作作业人员分工 5.工作阶段 5.1作业内容、步骤及操作标准 10kv××线××号断路器以下架空线路停电作业倒闸操作作业内容、步骤及操作标准6.总结阶段 6.1 验收总结 10kv××线××号断路器以下架空线路停电作业倒闸操作验收总结 6.2 指导书执行情况评估10kv××线××号断路器以下架空线路停电作业倒闸操作指导书执行情况评估篇三:标准化作业指导书标准格式 修编格式说明 1、 2、 3、 工序中标注“★”的节不单独制成施工作业票。 施工方法及内容、危险点分析及控制措施(环保)、质量工艺要点中标注“▲”可不纳入施工作业票。施工方法及内容、危险点分析及控制措施(环保)、质量工艺要点中标注“●”的内容适用于改扩建工 程。 4、 每一个工序中如有需注意的环保因素,应在危险点分析及控制措施(环保)中列出,如无可不用列环保 一行。 篇四:作业指导书标准格式 检修作业指导书
ISO9001-2000标准培训教材(doc 93)
ISO9001-2000标准培训教材(doc 93)
ISO9000:2000标准培训教材(全新解读) 4.2 文件要求 4.2.1 总则 1. WHAT? 1.11.1本节明确了质量管理体系文件的 类型,即包括五类: a)质量方针和质量目标(见标准 5.3和5.4.1) b)质量手册 c)程序(本标准要求) d)所需的其它文件(为确保过程有 效策划、运作和控制) e)质量记录(本标准要求见4.2.4)1.1通常用下列金字塔图形来表述文件 的层次及类型 表2中将作业指导书从程序中独
立出来作为一类文件,作业指导书本身也属程序的范畴。 当组织的程序较多时,往往将采用表2的分层方法将具体作业操作文件及表格从程序中分离出来。 1.3 质量方针和质量目标 质量方针是指导由组织的最高管理者正式发布的该组织总的质量宗旨和质量方向。 (GB/T19000-2000 idt ISO9000:2000 3.2.4) 质量目标是指在质量方面所追求的目的(GB/T19000-2000 idt ISO9000:2000,3.2.5)。 质量方针和质量目标作为体系文件的最高一层文件,因为其是组织所追求的方向和目的,其它文件是为了实现方针和
目标而展开制订的。 1.4 质量手册见4. 2.2 质量手册作为文件的第二层对质量体系范围、程序、过程进行描述。 1.5程序 程序指为进行某项活动或过程所规定的途径。 本标准所要求形成文件的程序包括6个方面: 1)文件控制(标准4.2.3) 2)质量记录的控制(标准4.2.4)3)内部审核 4)不合格品控制(标准8.3) 5)纠正措施(标准8.5.2) 6)预防措施(标准8.5.3) 这些程序是标准明确的必须要形成的文件,但并不代表任何组织只需要5个
岗位标准操作规程
GMP车间岗位标准操作规程 二、适用范围:适用于仓库备料员及车间领料岗位。 三、责任者:QA质监员、领料操作人员。 四、操作法: 1 按生产指令,将需领原辅料、包装材料领回车间。 2 领料时要按《复核制度》的相关条款进行认真检查所领物料的品名、批号、规格、数量、产地。 3 发现下列问题时领料不得进行: a、未经检验或检验不合格的原辅料、包装材料。 b、包装容器内无标签或盛装单、合格证。 c、因包装被损坏、内容物已受到污染。 d、已霉变、生虫、鼠咬烂。 e、在仓库存放已过复检期,未按规定进行复检。 f、其他有可能给产品带来质量问题的异常现象。 4 做好物料领用记录,操作者、复核者必须在领料记录上签字。 5 将原辅料及包装材料推进脱包室。 6 领、发料员双方交接清楚并签名。
一、目的:建立脱包岗位标准操作规程,规范脱包工艺。 二、适用范围:适用于脱包岗位的操作人员及车间脱包暂存岗位。 三、责任者: QA质监员、岗位操作人员。 四、程序: 1 对待脱包的原辅料,要认真复核外包装上的品名、规格、数量是否相符,是否有随行质控部门下发的原辅料检验报告单,否则不得脱包。 2 发现以下问题时请保留现场,请现场质监员决定: 2.1 品名或规格、数量、批号不符。 2.2 包装破损、内容物被污染。 2.3 既无标签又无盛装单(或合格证)。 2.4 已霉变、生虫、鼠咬烂。 2.5 在仓库存放已过复检期而未复检的。 2.6 其他有可能给产品带来质量问题的异常现象。 3 脱外包装: 3.1 有数种原、辅材料要拆除外包装时,应先按品名、规格、批号分别堆放整齐,同一品名、规格、批号的原辅料拆包完成后,再拆另一品名、规格、批号的原辅料,不允许同时或交叉进行,防止差错。 3.2 如是桶装或箱装,拆开桶盖和纸箱,要集中放在一固定容器内,防止包装物带进生产场所。 3.3 轻轻除去外包装,将内容物连同内包装一起取出,用75%酒精喷洒或擦拭消毒后放在干净的容器内,并正确填写盛装单放在该容器内。 3.4 脱包需分种类进行,清洁卫生经检查合格后方能进行另一种物料的脱包。 3.5将脱包之后的原辅料及包装材料经联锁窗传至暂存间。 3.6 将脱下的外包装收集放入废物盛装袋,把退回的外包装运送到废物库。 4 及时填写岗位原始记录。 一、目的:建立粉碎/过筛岗位标准操作规程,使在岗的人员操作规范化。 二、适用范围:适用于粉碎/过筛岗位。
标准作业书(流程(flow)
作業中的判斷部分成為關鍵,其後的程序會根據判斷結果而改變,適用於以 下的作業。 以上的作業依個人經驗技能有別,結果會出現很大的差別。對於這種狀況,無論是誰來做都可確保高精密度,高效率的基礎就是標準作業書(流程)。 製作單位由各單位作業或編成一人區作業均可。 1. 目標時間的設定 所謂目標時間是記錄流程、判斷基準、重點後,取出各程序所需要的累計時間,加以記入。 把各程序的時間記錄於流程的各程序之右側的判斷基準?重點欄內。但是,剛開始時利用經驗者的實績經驗把整體時間記錄後,以後在訓 練時,再慢慢提高精密度。
流程圖(flow chart) 記號的種類(JIS C6270)
2. 製作流程時的注意點 憑經驗來製作流程圖(經驗者實際的作業) 製作上的規則 1) 流程的方向原則上從上往下。若不適合此流程方向時 ,離開主 流程時要加上箭頭。原則上YES 是從上往下。但是追查原因型的作業,也有NO 從上往下的案例。若兩者混在一起的話,很容易弄錯。 2) 追查原因型的開始,若兩種現象同時追查時會很複雜及困難。 (好的例子) (壞的例子) 3) Y -N (判斷) 不作有無的問句 (好的例子) (壞的例子) 是藍色嗎 有 無 4) 判斷的問題要肯定的 (否定的問題不容易判斷) (好的例子) (壞的例子) 是假日嗎 平日 不是假日 假日 假日 平日 5) 判斷基準儘可能放到記號中,但依照內容也可記入在註釋,補助,參考資料中。 (好的例子) 做~ 使合格 Y N Y N
○圖面參考△頁
6) 判斷記號儘可能不要往橫發展 (壞的例子) 在這種情況下,以下表將判斷及處置做出整理。 7) 過程記號的入口,出口各一個。 8) 流程的結論儘可能在2頁左右。 9) 單單主流程無法表現時,利用子流程,孫流程來補助。 10) 當流程的線交叉時,用以下的圖表現。 11) 流程中程序左邊的數字不要用○起來。 (會被誤認為結合子) 12)製作簡單明瞭的流程圖。 實際作業後確認,若有不足的地方再作修訂。 〔製作標準作業書〕前之〔確認〕基本上是實際作業後再確認,對於非定型作業來說,設定標準作業書時,有很多案例是無法事先確認的。因此在實施作業的同時作確認,並做修訂的意識會比其他標準作業書
SOP标准作业程序与作业指导书.
SOP标准作业程序与作业指导书.txt婚姻是键盘,太多秩序和规则;爱情是鼠标,一点就通。男人自比主机,内存最重要;女人好似显示器,一切都看得出来。标准作业程序与作业指导书我常常在咨询或者辅导企业的时候有人问到:“如何才能够增强执行力”,这个问题并不难;其实一个人先有了想法,才会有看法、说法和做法,您必须让执行作业的人,知道自己的岗位职责需要做哪一些事情?那就是想法;做好的标准那就是看法;执行业务的人能够很清楚地说出来以上要做的事流程、步骤、注意事项等等以及标准那就是说法,进一步现场去执行做好,那就是做法,从想法、看法、说法到做法,一个主管部门到底如何培育与培训员工?需要那一些资料?培训?工具呢?如何做好绩效考核?怎样才能够完善呢?我在之前写的博客有提到任何一个部门体系建立都需要建立在五个方面:1、制度标准化(System Standardization)、 2、专业手册化(Specialized handbook)、3、培训标准化(Training standardization)4、考核量化(Inspection quantification)5、完善工具化 (Perfect tool。建立体系需要的两个基本的概念与技术,那就是标准作业程序SOP与作业指导书,这两个工具与技术很简单,但是很多人不想去彻底做好它,所以导致执行力弱或者低下,当然做好之后的培训更是重要,让我们先看看看怎么做,下一篇文章再告诉大家怎样来培训与怎么做好执行力的培训?标准作业程序SOP(Standard Operation Procedure)什么是SOP(标准作业程序)所谓SOP,是Standard Operation Procedure三个单词中首字母的大写,即标准作业程序,就是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作。 SOP的精髓,就是将细节进行量化,用更通俗的话来说,SOP就是对某一程序中的关键控制点进行细化和量化。 SOP的由来在十八世纪或作坊手工业时代,制做一件成品往往工序很少,或分工很粗,甚至从头至尾是一个人完成的,其人员的培训是以学徒形式通过长时间学习与实践来实现的。随着工业革命的兴起,生产规模不断扩大,产品日益复杂,分工日益明细,品质成本急剧增高,各工序的管理日益困难。如果只是依靠口头传授操作方法,已无法控制制程品质。采用学徒形式培训已不能适应规模化的生产要求。因此,必须以作业指导书形式统一各工序的操作步骤及方法。 SOP的作用 1 将企业积累下来的技术﹑经验,记录在标准文件中,以免因技术人
装卸标准化作业程序
装卸标准化作业程序
目 次 1.适用范围 (2) 2.引用规范性文件 (2) 3.作业目的 (3) 4.作业程序图 (4) 5.作业标准流程图 (5) 6.执行本指导书有关规定 (14) 7.应急处理 (14)
1.适用范围 本指导书适用于铁路货场内的装卸、搬运作业,未尽事宜请参考相关规章、文电。 2.引用规范性文件 2.1 《铁路装卸桥式、龙门吊起重机作业标准》(TB1936.2) 2.2 《铁路装卸回转式起重机作业标准》(TB1936.3) 2.3 《铁路装卸轮胎式单斗装载机作业标准》(TB1936.4) 2.4 《铁路装卸链斗式装卸车机作业标准》(TB1936.5) 2.5 《铁路装卸小型叉车作业标准》(TB1936.6) 2.6 《铁路装卸人力作业标准》(TB1936.7) 2.7 《铁路运输货物堆码标准》(TB1937) 2.8 《铁路货物装卸安全技术规则》(铁总运〔2015〕244号) 2.9 《移动式胶带输送机装卸作业安全操作规程》 2.10《挖掘机卸车作业安全管理办法》 2.11《铁路局货车门窗盖阀关闭状态检查及辅助捆绑强化措施》 2.12《铁路局装载机称重装置运用管理办法》 2.13《铁路煤炭运输抑尘作业技术条件》(铁运函〔2009〕818号) 2.14《铁路局煤炭运输抑尘工作管理办法》 2.15《集装箱正面吊运起重机运用管理规定(试行)》(货函〔2015〕19号) 2.16《铁路局关于重新公布安全“红线”内容的通知》
3.作业目的 3.1 装卸人员装卸、搬运作业符合标准。 3.2 明确装卸、搬运作业标准,实现作业过程有序可控。
什么是 SOP(标准作业程序) 通俗解释
什么是SOP(标准作业程序) 所谓SOP,是Standard Operation Procedure三个单词中首字母的大写,即标准作业程序(标准操作程序),就是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作。 SOP的精髓,就是将细节进行量化,用更通俗的话来说,SOP 就是对某一程序中的关键控制点进行细化和量化。 SOP的特征 从对SOP的上述基本界定来看,SOP具有以下一些内在的特征: 1) SOP是一种程序。SOP是对一个过程的描述,不是一个结果的描述。同时,SOP又不是制度,也不是表单,是流程下面某个程序中关控制点如何来规范的程序。 2) SOP是一种作业程序。SOP首是一种操作层面的程序,是实实在在的,具体可操作的,不是理念层次上的东西。如果结合ISO9000体系的标准,SOP是属于三阶文件,即作业性文件。 3) SOP是一种标准的作业程序。所谓标准,在这里有最优化的概念,即不是随便写出来的操作程序都可以称做SOP,而一定
是经过不断实践总结出来的在当前条件下可以实现的最优化的操作程序设计。说得更通俗一些,所谓的标准,就是尽可能地将相关操作步骤进行细化、量化和优化,细化、量化和优化的度就是在正常条件下大家都能理解又不会产生歧义。 4) SOP不是单个的,是一个体系。虽然我们可以单独地定义每一个SOP,但真正从企业管理来看,SOP不可能只是单个的,必然是一个整体和体系,也是企业不可或缺的。余世维在他的讲座中也特别提到:一个公司要有两本书,一本书是红皮书,是公司的策略,即作战指导纲领;另一本书是蓝皮书,即SOP,标准作业程序,而且这个标准作业程序一定是要做到细化和量化。 SOP的作用 1) 将企业积累下来的技术﹑经验,记录在标准文件中,以免因技术人员的流动而使技术流失; 2) 使操作人员经过短期培训,快速掌握较为先进合理的操作技术; 3) 根据作业标准,易于追查不良品产生之原因; 4) 树立良好的生产形象,取得客户信赖与满意。 5) 是贯彻ISO精神核心(说,写,做一致)之具体体现,实现生产管理规范化、生产流程条理化、标准化、形象化、简单化。
标准操作规程的编制规程
标准操作规程的编制规程 Final approval draft on November 22, 2020
标准操作规程编制规程 1.目的:建立标准操作规程编制管理规程,规范标准操作规程的结构、内容、一般格式和编写方法。 2.范围:适用于本公司所有标准操作规程的编写管理。 3.职责:各部门负责人负责编制或指导编制本部门相应的SOP,并且负责培训。 4.内容: 4.1标准操作规程描述与实际操作有关的详细、具体工作,是文件体系的主要组成部分,主要有生产操作、检验操作、设备操作、设备维护保养、环境监测、质量监控、清洁和职责,用SOP表示。 4.2分类: 4.2.1生产操作SOP:描述产品制造过程中与各工序实际操作有关的详细具体的工作,在公司的文件体系中,这类文件主要由生产车间起草编写。 4.2.2检验操作SOP:描述原辅料、包装材料、工艺用水、中间产品、成品检验过程中有关的详细、具体的工作,这类文件主要由质量管理部、中心检验室起草编写。 4.2.3设备操作SOP:描述生产设备、检验仪器设备的使用方法和步骤、注意事项等,这类文件主要由设备工程部起草编写。 4.2.4设备维护保养SOP:描述生产、检验仪器设备的维护保养方法、程序,维护保养校验时间和频次、所使用的润滑剂等,由设备工程部起草编写。 4.2.5清洁SOP:描述各种设备设施、容器具的清洁方法和程序、所要达到的标准、间隔时间、使用的清洁剂或消毒剂,清洁工具的清洁方法和存放地点,以保证产品
生产和检验过程中不被污染或混淆,这类文件由实施部门起草编写。 4.3SOP编写原则 4.3.1所有设有记录与生产有关的制造、检验文件中的操作均以SOP的形式描述。 4.3.2对SOP的每一个步骤的表述应清晰、简明、准确,同时,要求文件形式完整,整个公司内部的SOP类文件必须保持一致性。 4.3.3SOP的编制人员必须是熟悉了解所描述程序的技术人员或管理人员,SOP编写完成后必须经各个相关部门或相关操作者讨论后,并经该部门负责人审核、经各主管副厂长批准后才能颁布执行。 4.4SOP的格式按《文件分类编号及编写格式管理规程》执行。 4.5SOP的编写:生产操作和清洁操作SOP应在此详细说明SOP的具体操作步骤、方法、技术指标、注意事项等,在具体编写时可根据具体情况把这一项分解成各具单元内容的若干小项,以便清楚地描述整个过程。检验操作SOP应说明所用仪器与用具、试剂、操作方法步骤、计算公式、允许偏差、结果判定、检验操作注意事项。 4.6SOP的审核和批准:每个SOP都要由本部门的部长审核,最后经公司主管该项工作的副厂长或厂长签字批准,以保证该文件符合国家法规和公司内部已经建立的制度和文件。 4.7SOP的管理:质量管理部负责全公司的SOP文件的管理,负责SOP的保存、分发和修订管理。当SOP中涉及到影响其正确使用的因素如:工艺操作和质量控制方法发生变更时,SOP要随着改变。否则,每两年更新一次。颁发部门即为SOP的管理部门。分发部门是指与本SOP的实施和管理有关的部门,这些部门将得到由颁发部门拷贝的正式复印件。