冲压车间新进员工培训教材
冲压岗前培训课程表
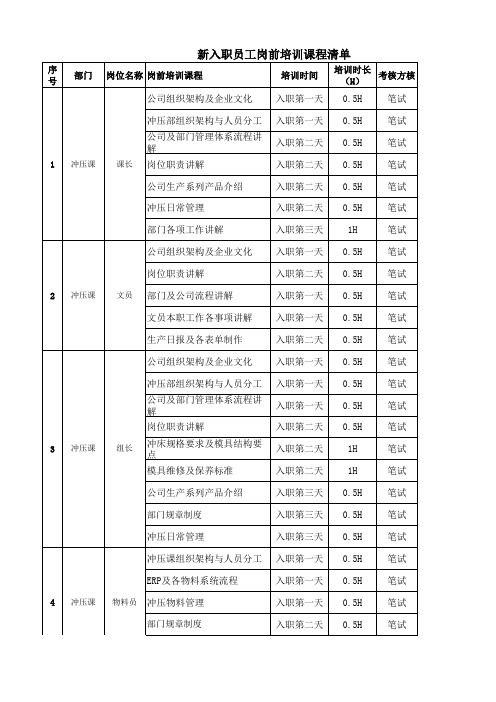
入职第二天 0.5H
笔试
冲压日常管理
入职第二天 0.5H
Байду номын сангаас
笔试
部门各项工作讲解
入职第三天 1H
笔试
公司组织架构及企业文化
入职第一天 0.5H
笔试
岗位职责讲解
入职第二天 0.5H
笔试
2 冲压课 文员 部门及公司流程讲解
入职第一天 0.5H
笔试
文员本职工作各事项讲解
入职第一天 0.5H
笔试
生产日报及各表单制作
公司及部门管理体系流程讲解 入职第二天
8 冲模课 高级工程师 公司生产系列产品介绍
入职第二天
模具设计标准
入职第二天
冲模设计管理方法
入职第三天
冲模设计流程
入职第三天
公司组织机构及企业文化 入职第一天
冲压部组织架构与人员分工 入职第一天
9 冲模课 冲模设计师 模具设计标准
入职第二天
1H 0.5H 0.5H 0.5H
笔试
公司生产系列产品介绍
入职第三天 0.5H
笔试
部门规章制度
入职第三天 0.5H
笔试
冲压日常管理
入职第三天 0.5H
笔试
冲压课组织架构与人员分工 入职第一天 0.5H
笔试
ERP及各物料系统流程
入职第一天 0.5H
笔试
4 冲压课 物料员 冲压物料管理
入职第一天 0.5H
笔试
部门规章制度
入职第二天 0.5H
交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管 交接人&部门主管
冲压车间安全培训教材模版(四篇)
冲压车间安全培训教材模版第一章前言1.1 培训目的和意义冲压车间是一种高风险的工作环境,员工在工作中面临着各种安全风险。
为了保障员工的安全和健康,提高工作效率,本培训教材将重点介绍冲压车间的安全知识和操作规程。
1.2 冲压车间的安全风险冲压车间的安全风险主要包括机械伤害、电气伤害、化学品伤害、火灾爆炸等。
通过本培训教材的学习,员工将了解到各种安全风险的预防措施和紧急处理方法。
第二章冲压车间的安全管理2.1 公司安全政策和目标公司安全政策是保障员工安全的基本原则和规定,培训教材将介绍公司的安全政策和目标,以及员工的安全责任和义务。
2.2 冲压车间的安全组织冲压车间需要建立一套完善的安全管理制度和组织架构,培训教材将介绍冲压车间的安全组织和职责分工。
2.3 安全培训和安全意识教育冲压车间的员工要接受定期的安全培训和安全意识教育,本培训教材将介绍安全培训的内容和方法,以及提高员工安全意识的方式。
第三章冲压车间的机械安全3.1 机械设备的安全操作冲压车间主要使用各种机械设备进行生产,本培训教材将重点介绍机械设备的安全操作规程和注意事项。
3.2 机械设备的维护与保养机械设备的维护与保养是确保其安全运行的重要环节,本培训教材将介绍机械设备的维护与保养方法和注意事项。
3.3 机械事故的处理和应急措施在冲压车间,机械事故可能随时发生,本培训教材将介绍机械事故的处理方法和应急措施,以及如何及时报告和调查事故。
第四章冲压车间的电气安全4.1 电气设备的安全操作冲压车间使用大量的电气设备,员工需要掌握电气设备的安全操作规程和注意事项,本培训教材将介绍相关内容。
4.2 电气设备的维护与保养电气设备的维护与保养对于预防电气事故至关重要,培训教材将介绍电气设备的维护与保养方法和注意事项。
4.3 电气事故的处理和应急措施发生电气事故时,员工需要迅速采取应急措施,并及时报告和调查事故,培训教材将介绍电气事故的处理方法和应急措施。
《冲压培训教材》课件

保养记录
建立保养记录,对每次保养和维修进行详细 记录,以便追踪和管理。
CHAPTER
05
冲压生产管理
生产计划与调度
生产计划
根据市场需求、订单和产品特点,制 定合理的生产计划,确保按时交付产 品。
调度管理
根据生产计划,合理安排生产设备和 人员,确保生产流程顺畅,提高生产 效率。
生产成本控制
成本核算
《冲压培训教材》PPT 课件
CONTENTS
目录
• 冲压工艺简介 • 冲压设备与工具 • 冲压材料 • 冲压模具 • 冲压生产管理 • 冲压技术发展趋势
CHAPTER
01
冲压工艺简介
冲压工艺的定义与特点
总结词
冲压工艺是一种利用冲压设备对金属板材进行加工,制造出各种形状和尺寸的零件的工 艺技术。它具有高效、低成本、高精度等特点,广泛应用于汽车、家电、电子、航空航
外观检查
观察材料表面是否有缺陷、锈蚀、划痕等问 题。
机械性能测试
对材料进行拉伸、压缩、弯曲等试验,检测 其机械性能是否达标。
尺寸检测
使用测量工具检查材料的尺寸是否符合要求 。
无损检测
采用超声波、X射线等技术检测材料内部是 否存在缺陷。
CHAPTER
04
冲压模具
模具的种类与结构
冲裁模
用于完成冲裁工序,主要结构包括凹 模、凸模和固定板。
压加工。
冲压工具的选择与使用
冲头
根据加工需求选择合适 的冲头,如平底冲头、
球形冲头等。
凹模
根据零件形状选择合适 的凹模,以确保零件的
成型精度。
凸模
根据零件形状选择合适 的凸模,以确保零件的
成型精度。
冲压车间安全培训教(三篇)

冲压车间安全培训教一、生产安全及劳动纪律要求1.生产时, 必须穿戴好劳动防护用品, 包括防护眼镜、耳塞、工作服、工作鞋、防割袖套及手套等。
2.生产前, 必须检查设备、模具及安全装置是否正常, 完成每日设备点检工作。
3.按照公司规定准时上下班, 在指定地点休息;吸烟需到指定吸烟区。
二、班组工艺、流程及安全生产规章制度介绍冲压工艺流程: 下料成型冲压翻边整形三、班组危险源介绍及工作岗位安全注意事项介绍1.生产过程中, 主要是切边废料容易划伤;对策: 劳防用品穿戴正确及整齐, 发现破损及时更换2.地面油污较多, 容易摔倒;对策: 及时对地面清扫, 保证地面无油污3.生产过程中, 注意产品边缘毛刺, 发现破损手套及时更换4.在拿放产品过程中, 注意产品上的油污, 放置产品滑落四、班组设备安全装置功能及使用要求介绍1.冲压小线冲床: 光珊, 防止手进入模具区域;双手按钮, 保证落模时双手在进行操作;安全后面, 保证员工从后门进入冲床内时冲床停止;安全枕木, 用于修模时进行防错。
2.冲压大线冲床:光珊, 防止手进入模具区域;双手按钮, 保证落模时双手在进行操作;安全枕木, 用于修模时进行防错。
五、劳动工具安全使用事项介绍1.使用打磨机时:(1)检查打磨机是否可用, 相关线路是否完好(2)使用时必须配戴口罩、防护眼镜及手套, 在光线合适的区域进行(3)初次上岗者作业前必须进行相关操作培训, 方可上岗作业。
2.使用打孔机时:(1)气管是否漏气, 电线是否露白;(2)通气(电)后, 枪是否能够正反运转自如;(3)使用时, 电线或气管是否跨过工作区域, 影响正常工作与使用。
使用完后, 将设备定置定位正确放置。
六、应急事件处理流程介绍1.按要求正确使用灭火器:(1)当现场发生起火现象时, 首先找到消火栓, 拿出灭火器(2)拔下灭火器上的安全销(3)对准火源根部用力按压灭火器夹(4)使用完毕, 放回原处,并呈报给班组长, 等待班组长处理(5)注:日常工作时严禁动用灭火器, 违者按违纪处理2.设备运装或模具发现异常时:(1)立即按紧急急停按钮, 使设备停止运转(2)通知班组长, 待维修确认, 方可开机冲床安全操作规程一、高速精密自动冲床是一种高效, 高精度, 高自动化程度的设备, 模具系价格昂贵、精度较高的级进模, 非操作人员未经许可, 不准随意开动机器。
冲压岗位操作规程培训(3篇)
第1篇一、培训目的为确保冲压岗位操作人员掌握正确的操作技能和安全知识,提高生产效率,降低事故风险,特进行冲压岗位操作规程培训。
二、培训对象本培训适用于所有从事冲压岗位操作的人员。
三、培训内容1. 冲压设备的基本知识(1)冲压设备的种类及用途(2)冲压设备的组成及工作原理(3)冲压设备的主要技术参数2. 冲压工艺流程及操作步骤(1)原材料准备(2)模具安装与调试(3)设备启动与运行(4)送料与取料(5)生产过程中注意事项3. 安全操作规程(1)操作前的安全检查(2)操作中的安全注意事项(3)操作后的安全处理4. 事故应急处理(1)常见事故类型及原因(2)事故应急处理措施(3)事故报告与处理流程四、培训方法1. 理论讲解:由专业讲师进行冲压设备、工艺流程、安全操作规程等方面的讲解。
2. 实操演示:现场操作人员跟随讲师进行实际操作演示,加深对操作规程的理解。
3. 互动问答:学员就培训内容提出疑问,讲师现场解答。
4. 考试评估:培训结束后,进行理论考试和实践操作考核,确保学员掌握培训内容。
五、培训时间根据实际情况确定,一般为1-2天。
六、培训考核1. 理论考试:占总成绩的60%,满分为100分。
2. 实践操作考核:占总成绩的40%,满分为100分。
3. 考核合格标准:理论考试和实践操作考核均达到80分以上。
4. 考核不合格者,可进行补考,直至合格。
七、培训总结1. 对培训内容进行总结,强调操作规程的重要性。
2. 对学员提出的问题进行解答,确保学员对操作规程的理解。
3. 强调安全生产意识,要求学员在今后的工作中严格遵守操作规程。
4. 对培训效果进行评估,为今后的培训提供改进方向。
通过本次冲压岗位操作规程培训,希望各位学员能够熟练掌握操作技能和安全知识,确保生产过程中的安全,为公司的发展贡献力量。
第2篇一、培训目的为确保冲压岗位操作人员的安全、高效、规范作业,提高产品质量,降低生产成本,特制定本操作规程培训。
冲压车间安全培训教材(正式版)

文件编号:TP-AR-L5917In Terms Of Organization Management, It Is Necessary To Form A Certain Guiding And Planning Executable Plan, So As To Help Decision-Makers To Carry Out Better Production And Management From Multiple Perspectives.(示范文本)编订:_______________审核:_______________单位:_______________冲压车间安全培训教材(正式版)冲压车间安全培训教材(正式版)使用注意:该安全管理资料可用在组织/机构/单位管理上,形成一定的具有指导性,规划性的可执行计划,从而实现多角度地帮助决策人员进行更好的生产与管理。
材料内容可根据实际情况作相应修改,请在使用时认真阅读。
一、生产安全及劳动纪律要求1. 生产时,必须穿戴好劳动防护用品,包括防护眼镜、耳塞、工作服、工作鞋、防割袖套及手套等。
2. 生产前,必须检查设备、模具及安全装置是否正常,完成每日设备点检工作。
3. 按照公司规定准时上下班,在指定地点休息;吸烟需到指定吸烟区。
二、班组工艺、流程及安全生产规章制度介绍冲压工艺流程:下料??成型??冲压??翻边整形三、班组危险源介绍及工作岗位安全注意事项介绍1. 生产过程中,主要是切边废料容易划伤;对策:劳防用品穿戴正确及整齐,发现破损及时更换2. 地面油污较多,容易摔倒;对策:及时对地面清扫,保证地面无油污3. 生产过程中,注意产品边缘毛刺,发现破损手套及时更换4. 在拿放产品过程中,注意产品上的油污,放置产品滑落四、班组设备安全装置功能及使用要求介绍1. 冲压小线冲床:光珊,防止手进入模具区域;双手按钮,保证落模时双手在进行操作;安全后面,保证员工从后门进入冲床内时冲床停止;安全枕木,用于修模时进行防错。
冲压车间员工培训资料

冲压车间员工培训资料冲压车间员工理论知识培训生产一部品质培训1、冲压生产的注意事项⑴操作者要按要求穿戴劳保用品⑵生产前应认真检查好工装,确保设备和模具等是完好的⑶修模后,必须经检验员确认,才能进行生产⑷所有模具不能直接放在地面上,必须放在卡木/模具台上。
⑸装模前先把工作台擦拭干净,确认模具上、下面是否附有废料、废料、砂粒等⑹。
生产前,先将模具工作表面擦拭干净⑺操作人员首次进行冲压生产时,5件(首检)以内必须送检验员检查,经检验员检查合格后才能生产。
⑻及时清理废料⑼原则上要求操作人员每生产30件进行一次自检⑽。
发现产品质量问题必须马上停止生产,找出问题原因并解决。
如不能解决,应及时向班长主管报告⑾生产结束后必须搞好模具卫生及现场卫生2、产品质量【工人、:了解】1)毛刺判断方法:用眼睛看原因:凸凹模间隙大。
处理办法:修模2) 少孔判断方法:与样件比较。
原因:冲头断掉。
处理办法:立即停止生产并立即报告班长,通知修模。
3)孔(凸包)变形(凌腾产品)判断方法:用眼睛看。
原因:冲头磨损。
处理办法:轻微的打油,严重的打油仍出现变形的应报告班长,主管,通知修模。
4)折边不良判断方法:与样件比较原因:件没摆好,定位装置问题。
处理办法:将工件摆好,如仍不良,应向班长,主管报告,通知模修人员修模。
5)压印,压伤判断方法:用眼睛看原因:模具上模工作面粘附有颗粒状杂质。
处理办法:将模具上模擦拭干净。
6)碰伤、划伤判断方法:用眼睛看原因:进料或出料碰到模具等硬质物体。
处理办法:进出料要小心,产品要轻拿轻放,必要时将模具的闭合高度调大。
3、不合格品的控制:“三检”“三自”“三分析”“一控”自检的频次为:一般的外观件至少每30件检一次,其他件至少每50件检一次,自检合格的方可继续生产。
发现不合格品时应采取以下措施:标识和隔离(对不合格的冲压件进行明显的标识并隔离);记录和传递(对不合格品做好记录,并将记录及时地传递和上报到相关单位或部门)。
冲压课新进人员培训教材

3-1注意檢驗重點
•根據以上標準,每個面的標準不一,故在檢驗時 要根據每個面的檢驗標準做判定. •根據有外觀要求特別嚴的客戶, NEC客戶機種 如SR11900系列單件, 外觀不可噴中鋼漆.另針 對SGCC料的產品,不可噴中鋼,也不可皮膜,外 觀面壓傷或刮傷的現象做重點管制.
制程生產每工序操作重點及注意事項
PC71023-02第4工程
1.在上線前檢查模具表面是 否清潔,不可有異物. 2.檢查後如模具無異常,則按 照班長指定的操作標準進行 操作.將產品放置到定位內, 並用手輕拍產品,確認產品有 無放到位. 3.按照生產SOP的要求,每生 產5-10pcs用風槍清理模具 內異物,避免有壓傷的現象. 4.在用風槍清理的過程中,要 注意模具內的鑲件及定位不 可被吹出,如有發現異常,則 停止操作,通知班長處理OK 後再進行. 5. 在產品進行沖制前,先檢 查上工站的產品是否是良品, 產品表面是否有異物,如無問 題再進行沖制.
PC71023-02第1工程
1.檢查素材不能堆疊過高,不 可超過2包. 2.在上線前檢查模具表面是 否清潔,不可有異物. 3.檢查後如模具無異常,則按 照班長指定的操作標準進行 操作.將產品放置到定位內, 並用手輕拍產品,確認產品有 無放到位. 4.按照生產SOP的要求,每生 產5-10pcs用風槍清理模具 內異物,避免有壓傷的現象. 5.在用風槍清理的過程中,要 注意模具內的鑲件及定位不 可被吹出,如有發現異常,則 停止操作,通知班長處理OK 後再進行.
1-4.立興陳沖床認識
4 3 1.閉模高度表 2.光電安全裝置 3.行程指針. 4.沖床噸位 5.操縱盤
1
2
2 5
2-1, 沖床開啟程序及嚴禁事項
11
3-1,沖床操作注意事項
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压车间新进员工理论知识培训教材一、冲压车间简介【新进技术工人、新进大学生、新招聘人员:了解】冲压车间成立于1998年4月,整个车间的占地面积增加到16848㎡,是公司的四大汽车生产工艺之一,主要承担“猎豹"轻型越野车车身覆盖件的生产任务。
现共有员工278人(含外协人员),其中管理人员10人,专业工程技术人员10人,下设生产科、技术科和14个班组。
目前,冲压车间共有A0、A、B、C、D五条条冲压生产线,其中A、B是目前主要的主要生产线,其两台1300T、四台630T、四台315T共十台大型的薄板拉伸液压机组成,猎豹汽车大型的车身覆盖件包括外板件都在这3条生产线生产。
A0线则是新建的自动化生产线,是公司重点的技改项目之一,新生产线由5台机械式的压力机组成(其中1600T一台,800T四台),5台机器人及控制系统全部从德国引进,附有一条自动化的废料输送线,将主要承担CS6和M1A车型大型冲压覆盖件的生产。
目前,该生产线正在作最后的生产调试,可望很快投入批量生产。
C线为辅助性的液压冲压生产线,而形状尺寸较小的冲压件则基本上在吨位较小的机械式冲压生产线-—D线生产,D线设备均为小型的机械式冲床,共有125T、63T、40T 四种吨位。
冲压车间的工艺装备主要为各类冲压模具,共有整车冲压片件模具2200多副。
车间现有的模具基本上都是通过招标采购、由日本和台湾知名的模具制造厂家制作,采取引进三菱技术和自主开发,产品生产工艺水平和技术性能达到了国内的先进水平,形成年产车身5万台的生产能力.二、冲压工艺知识介绍【新进技术工人、新进大学生(技术类):熟知、掌握;新进大学生(非技术类)、新招聘人员:了解】(一)冲压模具1、模具模具是一种专用工具,用于装在各种压力机上,通过压力把金属或非金属材料制出所需另件的形状制品,这种专用工具即统称模具。
2、模具的分类模具分类方法很多,常使用的有:按模具结构形式分类,如单工序模,复式冲模等;按使用对象分类,如汽车覆盖件模具、电机模具等;按加工材料性质分类,如金属制品用模具,非金属制用模具等;按模具制造材料分类,如硬质合金模具等;按工艺性质分类,如拉深模、粉末冶金模、锻模等。
这些分类方法中,有些不能全面地反映各种模具的结构和成形加工工艺的特点,以及它们的使用功能。
冲压工艺是通过冲压模具来实现的,汽车车身片件主要是通过冲模生产的。
按工序性质可分为落料模、冲孔模、切断模、整修模、弯曲模、拉深模、成形模等。
3、模具的结构凡是模具,无论其结构形式如何,一般都是由固定和活动两部分组成.固定部分是用压铁、螺栓等紧固件固定在压力机的工作台面上、称下模;活动部分一般固定在压力机的滑块上,称上模。
上模随着滑块作上、下往复运动,从而进行冲压工作2在切边模中凸模或凹模刃口小块剥落的现象称为崩刃。
试模是指模具装配完成后进行的试验性冲压,以考核模具性能及冲压件质量. 相互配合的凸模和凹模相应尺寸的差值或其间的空隙称为间隙。
冲模在工作位置下极点时上模座上平面和下模座平面的距离称为闭合高度。
(二)基本的冲压工艺1、冲压冲压是通过模具对板材施加压力或拉力,使得板材塑性成形,有时对板料施加剪切力而使板材分离从而获得一定尺寸、形状和性能的一种零件加工方法。
2、冲压工艺的分类根据通用的分类方法,冲压工艺一般可分为分离工序和成形工序(又分弯曲、拉深、成形等等)两大类.分离工序是在冲压过程中使冲压件与坯料沿一定的轮廓线相互分离,同时冲压件分离断面的质量也要满足一定的要求;成形工序是使冲压坯料在不破坏的条件下发生塑性变形,并转化成所要求的成品形状,同时也应满足尺寸公差等方面的要求。
按照冲压时的温度情况有冷冲压和热冲压两种方式。
这取决于材料的强度、塑性、厚度、变形程度以及设备能力等,同时应考虑材料的原始热处理状态和最终使用条件.我们机械部冷冲压只涉及冷冲压,一般工件的一般工序为:拉深――切边――冲孔—-翻边-—整形等。
其中拉深是利用模具使平板毛坯变成开口的空心零件的冲压加工方法,利用模具把板材上的孔缘或外缘翻成竖边的冲压加工方法叫做翻边。
3、冲压工艺卡冲压工艺卡是机械部的冲压作业指导书,在生产过程中要认真按照冲压工艺卡进行作业。
4、冲压工艺参数在拉深工序中要产生两种压力,即主缸压力和液压垫压力(拉延压力),而其他冲压工艺一般只有主缸压力,另外在拉深工序中还正确设置好顶杆高度,生产前要根据冲压工艺卡设置好以上各个参数.1)主缸压力:作用是使模具闭合,材料成形到位。
判断成形是否到位:看压力点是否清晰。
2)液压垫压力:控制材料进入模具的速度,防止起皱。
5、冲压生产的注意事项⑴操作者要按要求穿戴劳保用品⑵生产前应认真检查好工装,确保设备和模具等是完好的⑶修模后,必须经检验员确认并签字,才能进行生产⑷所有模具不能直接放在地面上,必须放在枕木上。
⑸生产前必须开启和调好光电保护装置。
⑹装模前先把工作台擦拭干净,确认模具上、下面是否附有废料、废料、砂粒等. ⑺按照冲压工艺卡的标准,正确设定加工条件。
⑺按照冲压工艺卡的标准,正确设定加工条件⑻生产前,先将模具工作表面擦拭干净⑼操作人员首次进行冲压生产时,10件以内必须送检验员检查,经检验员检查合格后才能生产⑽拉伸工序中,为了使所有材料在同一位置,材料要对好定位销后再投料,拉伸完成后,要确认材料末端是否整齐同一。
⑾及时清理废料⑿废料剪切口上有废料时,不要加工下一件,每次生产中产生的废料必须从刀口上取下⒀原则上要求操作人员每生产30件进行一次自检并盖章⒁发现产品质量问题必须马上停止生产,找出问题原因并解决.如不能解决,应及时向班长报告⒂生产结束后必须搞好模具卫生及现场卫生⒃装好的产品架从生产线调出前,要确认产品架的整体状态,按要求认真填写产品标识⒄模具安装完毕后,有安全垫块的模具必须由专人将模具安全垫块全部取出,置于指定地点,卸模应将安全垫块全部放回模具上6、关键工序⑴关键工序:有国家法规要求的安全、环保项其生产加工过程(或工序);发生质量问题较⑵为集中或频率相对较高的加工工序(或过程).⑶对关键工序公司程序文件中规定:对关键工序实施连续监视,对其过程参数进行严格控制。
⑷冲压车间的关键工序:①顶蓬拉深、切边、整形等工序;②翼子板拉深、切边、斜冲、翻边等工序;③引擎盖拉深、切边、折边等工序;④左、右前门拉深、切边、折边等工序;⑤左右后侧围外板拉深、切边、折边等工序。
三、产品质量【新进技术工人、新进大学生(技术类):熟知、掌握;新进大学生(非技术类)、新招聘人员:了解】1、冲压件常见缺陷的判断以及处理方法、预防措施对于外板件,要求较高,不能有明显的缺陷.内板件主要不能出现开裂、暗裂,对于拉深件,应首先检查压力点是否清晰,然后检查是否有暗裂,然后用手摸、用油石推.1)凸凹不平判断方法:手摸、用油石推,用眼睛看. 推荐用油石推,亮点为凸起,暗点为凹陷。
原因:如发现不平,应检查模具内是否有沙粒等异物,处理办法:如有沙粒,应用擦模纸将模具擦拭干净。
2)开裂(暗裂)判断方法:用眼睛检查拉深件的转角处等材料变形较大的地方,应翻过反面来检查。
原因:可能是模具拉伤、压边力偏大.处理办法:检查工件是否拉伤严重,适当降低压边力。
3)起皱判断方法:用眼睛看原因:压边力小处理办法:适当增加压边力。
4)毛刺判断方法:用眼睛看原因:凸凹模间隙大。
处理办法:修模5)孔偏判断方法:上检具检查,与样件比较. 原因:工件没摆好,模具定位装置问题。
处理办法:如工件摆正后仍孔偏,应报告班长,通知修模。
6)少孔判断方法:与样件比较。
原因:冲头断掉。
处理办法:立即停止生产并立即报告班长,通知修模。
7)孔变形判断方法:用眼睛看。
原因:冲头磨损。
处理办法:轻微的打油,严重的打油仍出现变形的应报告班长,通知修模。
8)拉深不到位判断方法:看压力点是否清晰. 原因:主压力偏小。
处理办法:适当调高主压力。
9)折边不良判断方法:与样件比较原因:件没摆好,定位装置问题。
处理办法:将工件摆好,如仍不良,应向班长报告,通知模修人员修模。
10)压印判断方法:用眼睛看原因:模具上模工作面粘附有颗粒状杂质. 处理办法:将模具上模擦拭干净.11)拉伤判断方法:用眼睛看原因:模具工作面磨损,模具硬度不够。
处理办法:修模。
12)砂粒判断方法:用油石推原因:材料或模具表面不干净。
处理办法:检查材料或将模具表面擦拭干净。
13)碰伤、划伤判断方法:用眼睛看原因:进料或出料碰到模具等硬质物体。
处理办法:进出料要小心,产品要轻拿轻放,必要时将模具的闭合高度调大。
2、不合格品的分类:A类不合格品:经返工、返修后,其质量特性仍不能符合标准要求,又不能满足预期的使用要求;B类不合格品:经返修后,其质量特性不能符合标准的要求,但基本能够满足预期的使用要求; C类不合格品:经返工后,能使其质量特性完全符合标准的要求。
3、不合格品的控制:“三检”“三自”“三分析"“一控”自检的频次为:重要的外观件(含关键工序件)每件必检,其余的外观件和重要的内板件至少每30件检一次,其他件至少每50件检一次,自检合格的方可继续生产,并在自检件上盖章确认发现不合格品时应采取以下措施:标识和隔离(对不合格的冲压件进行明显的标识并隔离);记录和传递(对不合格品做好记录,并将记录及时地传递和上报到相关单位或部门)。
——对于A类不合格品,由责任班长填写《不合格品记录表》(QG/CFA 01。
156-01)和《机械部报废品处置表》(QG/JXB 01.014-01),经检验员和入库班的质量和数量确认后,《不合格品记录表》(QG/CFA 01.156-01)报技术科,而《机械部报废品处置表》(QG/JXB 01.014-01)则报生产科进行统计,再传递到部财务室。
——对于B类不合格品,由责任班长填写《不合格品记录表》(QG/CFA 01.156—01)经检验员确认后报技术科,同时入库班要确认不合格品的实物数量.——对于C类不合格品,填写《修整报告》(QG/JXB 01.014—02)经入库班(确认不合格品的实物数量)和检验员(确认不合格品的实物质量)确认后送整形班进行返修,入库班和检验员应分别在生产流程表和检验记录卡上记录相关的不合格品情况。
4、如何保证冲压件质量:①保持高度的责任心,树立良好的质量意识;②开工前应检查设备、模具是否正常; ③确认使用的作业文件是有效版本;④按文件的要求安装模具(布置顶杆)、调整设备参数、验证材料;⑤成品首件应由检验员确认合格,操作者自检应按样件及质量检查要点图核对产品的问题点.生产过程中操作者应按50件/次(关键件30件/次)的频率检查产品,尾件应按样件及要点图进行验证;⑥认真填写产品标识,对自己的工作质量负责. 5、冲压件质量检查中应注意的要点:⑴主缸压力、拉延缸压力;⑵裂隙;⑶皱纹;⑷麻点;⑸凹陷;⑹毛刺;⑺孔数;⑻凸缘散乱、不足;⑼变形;⑽识别标记;⑾压印;⑿拉伤。