1000MW等级汔轮相汽缸铸钢件生产技术
1000MW超超临界燃煤机组汽轮机
4、 高中压转子通流部分采取独有技术风格 小直径、多级 数,制造成本会增加,但效率高,转子应力小。 各叶片级与静 叶对应的转子上也装有汽封,形成较大的漏汽阻尼。 动叶基本采用 ‘T‘叶根,与侧装式叶根相比,可减少轴向漏汽损 失
5 、主调门及再热调门的独特技 术风格 布置在汽缸两侧,切向进汽, 损失小;起吊高度低。 阀门直接支撑在基础上。 阀门与汽缸采用大型罩螺母 方式连接。 西门子采用两个主调门及两 个再热主调门,其结构及布置 风格也是与众不同的。下为主 蒸汽进汽部分
2、高压缸的特点: • 高压缸采用双层缸设计。外缸为桶形设计, 内缸为垂直纵向平分面结构。由于缸体为 旋转对称,避免了不理想的材料集中。使 得机组在启动停机或快速变负荷时缸体的 温度梯度很小,这也就是将热应力保持在 一个很低的水平。
A、圆筒型高压缸圆筒后外缸圆筒前外缸H型 单流圆筒型高压缸 无中分面的圆筒型高压缸有极高的承压能 力,汽缸应力小,即使内缸有中分面,但 其螺栓应力也小,安全可靠性好。目前用 于玉环机型的高压缸积木块H30,其设计压 力达到30MPa,与25MPa相比,提高经济 性还有约0.7%的潜力。
1、总体特点: • 机组具有超群的热力性能;优越的产品运行业绩及可靠 性;高效、高可用率、容易维护、检修所花时间少、运 行灵活、快速启动及调峰能力。 • 机组采用一只高压缸、一只中压缸和二只低压缸串联布 置。汽轮机四根转子分别由五只径向轴承来支承,除高 压转子由两个径向轴承支承外,其余三根转子,即中压 转子和两根低压转子均只有一只径向轴承支承。这种支 承方式不仅是结构比较紧凑,主要还在于减少基础变形 对于轴承荷载和轴系对中的影响,使得汽机转子能平稳 运行。这五个轴承分别位于五个轴承座内。
• 整个高压缸静子件和整个中压缸静子件由它们的 猫爪支承在汽缸前后的二个轴承座上。而低压部 份静子件中,外缸重量与其它静子件的支承方式 是分离的,即外缸的重量完全由与它焊在一起的 凝汽器颈部承担,其它低压部件的重量通过低压 内缸的猫爪由其前后的轴承座来支承。所有轴承 座与低压缸猫爪之间的滑动支承面均采用低摩擦 合金。它的优点是具有良好的摩擦性能,不需要 润滑,有利于机组膨胀畅顺。
西门子1000MW型汽轮机本体安装技术质量控制
西门子1000MV型汽轮机本体安装技术质量控制1 引言国华徐州发电厂汽轮机是由上海汽轮机XX公司和德国西门子(SIEMENS公司联合设计制造的超超临界,一次中间再热、单轴、四缸四排汽、双背压、凝汽式、八级回热抽汽、功率1000 MW、主汽门前压力26.25MPa、温度600C、再热阀前温度600C、给水温度292.5 C。
平均背压5.39/4.4 kPa, 夏季背压9.61/7.61 kPa。
该汽轮机由一个单流圆筒型H30高压缸,一个双流M30中压缸,两个N30双流低压缸组成。
汽轮机四根转子分别由五只径向轴承来支承,高压转子由两个径向轴承支承外,其余三根转子,即中压转子和两根低压转子均只有一只径向轴承支承,这种机组布置紧凑,主要还在于减少基础变形对于轴承荷载和轴系对中的影响,使得汽机转子能平稳运行。
2基础检查技术质量控制2.1汽轮机基础是钢筋混凝土制成,当汽轮发电机基座的强度达到设计值后,要保证基础的外形尺寸及标高、纵向中心线对凝汽器或发电机横向中心线垂直度偏差、与发电机基座的横向中心线垂直度偏差值均为小于2mm/m基础表面应平整、无裂缝、无蜂窝、无油污、无麻面、无露筋等缺陷,敲击基础表面(声音检查),不能有松软灰浆层及空穴。
2.2地脚螺栓孔内必须清理干净,无油污和杂物;确认轴承座基础上的工程预埋件数量、位置正确并与内主钢筋焊牢。
3轴承座安装技术质量控制将轴承座内部各部件解体取出并做好标记, 清理轴承座结合面,不得有油漆和污垢。
接触面应均匀,无沟道划痕。
轴承座吊装至基础后,通过调整各轴承座的纵横中心线和标高来确定轴承座位置;紧固地脚螺栓,注意紧固力矩。
轴承座安装灌浆应分为两次浇灌,所有二次浇灌层,都要剔除基础表面浮浆层和被油污染的部位,露出新的混凝土表面,用压缩空气吹扫干净;浇灌后要保持灌浆部位七天养护期,在此期间应使灌浆层保持湿润。
4低压缸安装技术质量控制4.1低压外缸安装技术质量控制4.1.1低压外缸直接坐落在凝汽器颈部,由端板、侧板、钢架(附带支撑管)、圆弧支撑和中间段壳板组成。
1000MW汽轮机高压内缸硬质合金堆焊技术的应用
t c n lg sn a d al y S e l e 2 . Th o g l ig smu a i n o h p cme s e d o h r d c ,i e h o o y u ig h r — l t l t- 1 o i r u h wed n i lt n t es e i n i ta ft ep o u t t o n
i ns r d t a e ly w edi n t H P-nne sng i e sbl. M o e v r, t e b te l i g pa a e e s se u e h tov ra l ng o he i rCa i s f a i e roe h e t r we d n r m t r
i n HP— n r Ca i f 1 0 M W t a Tu b n s I ne sng o 0 0 S e m r i e
ZHAO J a i n,LI Xi U a,L, — a y n,L儿,M i n
( h n h i l c r o rGe e a i n E u p n o. t .Sh n h i u b n l n ,Sh n h i 0 2 0 , ia S a g a e ti P we n r t q ime tC ,L d E c o a g a r ie P a t T a g a 0 4 Ch n ) 2
了保证 汽缸 良好 的密 封性 , 要 在 密 封 面上 堆 焊 需
焊 接 试 件 采 用 与 内 缸 产 品 相 同 的 材 料 Gx1 C Mo 2 r VNb — 1 材 料 主 要 成 分 如 表 1所 N9 , 示, 并模 拟产 品将试 件加 工成槽状 , 试件 尺 寸及 堆
焊 厚度 与产 品对 比如 图 1所示 。
第一章 1000MW汽机
第一章概述汽轮机是以水蒸汽为工质的旋转式热能动力机械,它接受锅炉送来的蒸汽,将蒸汽的热能转换为机械能,驱动发电机发电。
与其它类型的原动机相比,它具有单机功率大、效率高、运行平稳、单位功率制造成本低和使用寿命长等一系列优点,不仅是现代火力发电厂和核电站中所普遍采用的发动机,而且还广泛用于冶金、化工、船运等部门用来直接驱动各种泵、风机、压缩机和船舶螺旋桨等。
汽轮机设备是火力发电厂的三大主要设备之一,汽轮机设备包括汽轮机本体、调节保安及供油系统和辅助设备等。
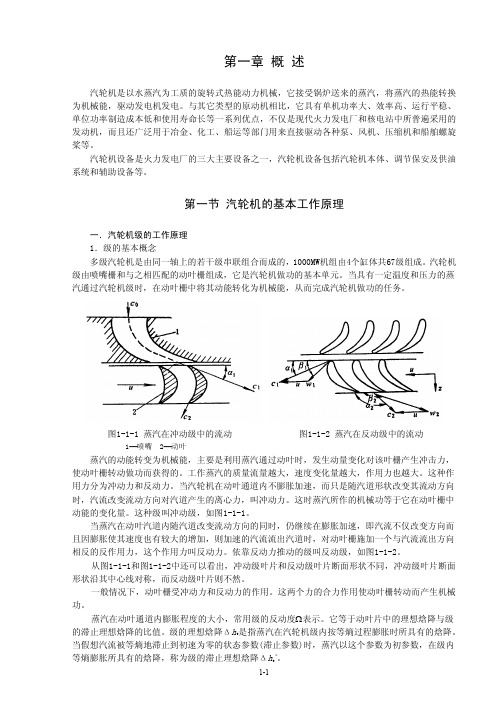
第一节汽轮机的基本工作原理一.汽轮机级的工作原理1.级的基本概念多级汽轮机是由同一轴上的若干级串联组合而成的,1000MW机组由4个缸体共67级组成。
汽轮机级由喷嘴栅和与之相匹配的动叶栅组成,它是汽轮机做功的基本单元。
当具有一定温度和压力的蒸汽通过汽轮机级时,在动叶栅中将其动能转化为机械能,从而完成汽轮机做功的任务。
图1-1-1 蒸汽在冲动级中的流动 图1-1-2 蒸汽在反动级中的流动 1⎯喷嘴 2⎯动叶蒸汽的动能转变为机械能,主要是利用蒸汽通过动叶时,发生动量变化对该叶栅产生冲击力,使动叶栅转动做功而获得的。
工作蒸汽的质量流量越大,速度变化量越大,作用力也越大。
这种作用力分为冲动力和反动力。
当汽轮机在动叶通道内不膨胀加速,而只是随汽道形状改变其流动方向时,汽流改变流动方向对汽道产生的离心力,叫冲动力。
这时蒸汽所作的机械功等于它在动叶栅中动能的变化量。
这种级叫冲动级,如图1-1-1。
当蒸汽在动叶汽道内随汽道改变流动方向的同时,仍继续在膨胀加速,即汽流不仅改变方向而且因膨胀使其速度也有较大的增加,则加速的汽流流出汽道时,对动叶栅施加一个与汽流流出方向相反的反作用力,这个作用力叫反动力。
依靠反动力推动的级叫反动级,如图1-1-2。
从图1-1-1和图1-1-2中还可以看出,冲动级叶片和反动级叶片断面形状不同,冲动级叶片断面形状沿其中心线对称,而反动级叶片则不然。
1000MW超超临界机组汽轮机设计介绍..

1、超超临界的定义
在工程热力学中,水在临界状态点的参数是:压力22.115MPa, 温度374.15℃。在临界点以及超临界状态时,将看不见蒸发现象, 水在保持单相的情况下从液态直接变成汽态。当水蒸汽参数大于这 个临界点的参数值,则称其为超临界参数。从物理意义上讲,水的 物性只有超临界和亚临界之分。 发电厂蒸汽动力装置中汽轮机比较典型的超临界参数为 24.2MPa/566/566℃。有一种观点认为,温度566℃事实上一直 是超临界参数的准则,任何超临界新汽温度或再热汽温度超过这一 数值时也被划为超超临界参数范畴,或者称为提高参数的超临界机 组。在国外的技术资料上,Ultra Super Critical(USC)通常用来 代表这类参数的机组,中文译成超超临界,也可理解为优化的或高 效的超临界机组。
(哈汽-东芝)哈尔滨汽轮机厂通过泰州2×1000MW 超超临界项目的技术转让及合作设计制造引进了日本东 芝公司的超超临界汽轮机技术。
5、汽轮机主要热力性能参数
超超临界,一次中间再热、单轴、四缸、四排汽、双 背压、凝汽式、八级回热抽汽。THA工况的保证热耗 率不高于7400kJ/kW.h。 上汽采用26.25MPa/600℃/600℃的进汽参数 。 哈汽、东汽的进汽参数均为25MPa/600℃/600℃ 。 排汽压力(凝汽器背压)根据循环水温度经过冷端优 化决定。
随着材料与关键技术的成熟,国外目前1000MW级初压为24.1~ 31.0MPa、温度580~600℃等级一次再热的超超临界机组的设计、 制造和运行技术已经成熟,可用率可以说与亚临界机组的不分上下。 现阶段的发展主要是集中在日本和欧洲。
2、日本超超临界机组的发展 日本发展超临界机组起步较晚,但发展速度很快,收效 显著。日本对超超临界火电机组的研究始于八十年代初, 由于借鉴了欧美国家的成功经验及失败教训,走了一条 引进、消化、模仿、材料研究优先的路子,取得了巨大 的成功。
大型铸钢件铸造工艺技术

大型铸钢件铸造工艺技术大型铸件生产周期长、工序复杂,一般要经历众多工序(如图2—1所示),合理设置其铸造过程中各项工艺是决定铸件最终成功铸造的关键要素。
图2—1大型铸钢件铸造工艺流程2.1大型铸钢件造型用砂铸钢件尤其是大型铸钢件大都采用自硬砂地面造型。
大型铸钢件通常具有厚大断面和高的金属静压头、浇注时间较长,加上铸件凝固过程中金属液体与砂型之间的热作用、机械作用、化学反应非常强烈;铸件表面,尤其在砂芯或砂型凹陷及转角处极易产生金属渗透粘砂,易造成铸件尺寸稳定性差和表面缺陷。
因而大型铸钢件对砂型的高温力学性能、型砂材料的抗粘砂能力要求非常高。
目前国内重机行业用于大型铸钢件的造型用砂主要有水玻璃砂(C02吹气硬化和有机醋自硬化)、树脂自硬砂〔峡喃树脂自硬砂、碱酚醛树脂自硬砂)国内一些主要大型铸件生产企业已逐步完成使用自硬砂铸造工艺的技术改造。
大型铸钢件的面砂一般采用铬铁矿砂等特种砂,这些原砂比硅砂的价格高出很多。
因此,对于旧砂再生系统中铬铁矿砂与石英砂的分离技术也是一项合理利用资源及降低成本的关键性技术。
2.2 铬铁矿砂在造型中的应用2.2.1铬铁矿呋喃树脂砂面砂应用实例(见表2—1)222 铬铁矿砂成份及选择铬铁矿砂属于铬尖晶石。
一般以(FeMg 0・(CrAIFe)2Q形式存在,其中杂质主要为CaO MnQ SiO2、TQ2等金属氧化物和碳酸盐化合物。
铬铁矿砂的比重为(4.4〜4.5 )3 3kg/cm,堆积比重为(2.0〜2.7 )kg/cm ,耐火度为2000土25C,熔融触点2040C。
铬铁矿砂的选择主要依据需要配制的型(芯)砂后的工艺参数、铸件质量以及旧砂再生回收率的高低来不断摸索确定。
铬铁矿砂的化学成分及质量分数(%见表2—1。
表2—1 铬铁矿砂的化学成分及质量分数(%2.2.2.1 酸耗值我们在采用呋喃树脂砂工艺时其催(固)化剂为磺酸、苯磺酸之类酸性固化剂硬化,要求原砂呈中性,如存在诸如滑石粉的碱性化合物,固化剂的消耗必然要加大,从而砂型固化慢甚至不能硬化。
(完整word版)1000MW汽轮机系统介绍
一、1000MW汽轮机及其辅助系统设备介绍一、1000MW汽轮机系统介绍邹县电厂四期工程安装有两台1000MW燃煤汽轮发电机组,电力通过500KV输电线路送入山东电网。
机组运转层标高17m。
邹四工程为汽轮机组由东方汽轮机厂和日本株式会社日立制作所合作设计生产,性能保证由东汽厂和日立公司共同负责。
汽轮机为超超临界、一次中间再热、四缸四排汽、单轴、双背压、凝汽式、八级回热抽汽,机组运行方式为定-滑-定,采用高压缸启动方式,不设高排逆止门。
额定主汽门前压力25MPa,主、再汽温度600℃,设计额定功率(TRL)为1000MW,最大连续出力(TMCR)1044.1MW,阀门全开(VWO)下功率为1083。
5 MW.THA工况保证热耗为7354kJ/kwh。
汽机采用高压缸、中压缸和两个低压缸结构,中压缸、低压缸均为双流反向布置.机组外形尺寸为37。
9×9。
9 × 6.8(米).主蒸汽通过布置在机头的4个主汽门和4个调门进入高压缸,做功后的蒸汽进入再热器.再热蒸汽经2个中压联合汽门由两个进汽口进入中压缸做功后再进入两个双流反向布置的低压缸,乏汽排入凝汽器.以下分系统设备分别介绍:1、汽缸和转子高中低压转子全部采用整锻实心转子,可在不揭缸的情况下进行动平衡调整。
其中高压转子重24。
2吨,中压转子重28.8吨,低压A转子重78.5吨,低压B转子重78.8吨。
高、中压转子采用改良12Cr锻钢,低压转子采用Ni-Cr—Mo-V钢.汽轮机由一个双调节级的单流高压缸、一个双流的中压缸和两个双流的低压缸串联组成。
高、中、低压汽缸全部采用双层缸,水平中分,便于检查和检修,通过精确的机加工来保证汽缸的接合面实现直接金属面对金属面密封.低压缸上设有自动控制的喷水系统,在每个低压缸上半部设置的排汽隔膜阀(即大气阀),该阀有足够的排汽面积,排汽隔离阀的爆破压力值为34.3kPa(g).低压缸与凝汽器的连接采用不锈钢弹性膨胀节方式,凝汽器与基础采用刚性支撑,即在凝汽器中心点为绝对死点,在凝汽器底部四周采用聚四氟乙烯支撑台板,使凝汽器壳体能向四周顺利膨胀,并考虑了凝汽器抽真空吸力对低压缸的影响.2、汽机轴承汽轮机四根转子由8只径向轴承支承,#1~#4轴承,即高中转子支持轴承采用可倾瓦、落地式轴承,#5~#8轴承,即两个低压转子支持轴承采用椭圆形轴承,轴承直接座落在低压外缸上.轴承采用球面座水平中分自调心型。
一张表看出三大汽轮机厂家1000MW汽轮机的区别
一张表看出三大汽轮机厂家1000MW汽轮机的区别限时领取| 电厂汽轮机/锅炉/脱硫/阀门/仪表/除尘等视频动画大全,各类系统一目了然!(点击上方桔字,下载资料)本文介绍国内三个汽轮机制造厂家分别引进技术合作生产的超超临界1000MW汽轮机的结构特点等情况。
1. 本体结构东汽、哈汽为冲动机型。
上汽为反动机型,高压外缸为轴向对分筒形结构,高压内缸筒形结构、对剖垂直中分面。
2. 进汽方式东汽采用复合配气(喷嘴调节+节流调节)调节方式,哈汽采用喷嘴调节。
但这两种调节方式在部分进汽的情况下调节级叶片承受严苛的强度、振动问题,不得不使用双流调节级,对提高高压缸缸效不利。
上汽采用全周进汽+补气阀调节方式,无调节级,高中压第一级斜置静叶、切向进汽,第一级动叶与一般压力级无异;阀门(不含补气阀)全开时对汽轮机效率有利,但在夏季工况下补气阀全开后效率要低,调频任务由补气阀来承担。
3. 转子支撑方式东汽与哈汽都为双轴承支撑,上汽为N+1轴承支撑,转子短8~10M ,振动较好。
国内典型超超临界1000MW汽轮机技术特点对比项目上海汽轮机厂哈尔滨汽轮机厂东方汽轮机厂技术支持方德国西门子日本东芝日本日立型号N1000—25.0/600/600CCLN1000-25/600/600N1000—25.0/600/600高压型式单流双流调节级+单流压力级双流调节级+单流压力级级数15 2×1+92×1+8转子整锻无中心孔整锻无中心孔整锻无中心孔第一级叶片斜置式静叶、全周高压喷嘴采用渗硼调节级整体围带+模块进汽处理、部分进汽铆接围带成组其余叶片整体围带,马刀形三维叶片冲动式、三维、整体围带高压1、2压力级铆接围带,其余级整体围带汽缸轴向对分筒形外缸内、外缸,螺栓连接水平中分面内、外缸,螺栓连接水平中分面中压模块型式双流双流双流级数2×142×72×6转子整锻无中心孔整锻无中心孔整锻无中心孔第一级叶片斜置式静叶喷嘴采用涂陶瓷材料铆接围带、高负荷扭曲叶片其余叶片整体围带叶片铆接围带叶片汽缸内、外缸,螺栓连接水平中分面内、外缸,螺栓连接水平中分面内、外缸,螺栓连接水平中分面低压模块型式两缸四排汽两缸四排汽两缸四排汽级数2×2×62×2×62×2×6转子整锻无中心孔整锻无中心孔整锻无中心孔末级叶片自由叶片、枞树形叶根、空心静叶、激光表面硬化整体围带、套筒拉筋、圆弧纵树形叶根整体围带和凸台拉筋,8叉叶根,加焊司太立合金片次末级叶片整体围带,全三维特殊的疏水收集器整体围带,三维设计其余叶片整体围带,马刀形三维叶片整体围带铆接围带、高负荷扭曲叶片末级排汽面积4×10.964×11.874×10.11低压缸与凝汽器连接刚性连接弹性连接弹性连接转子支承方式单轴承支撑(5个)双轴承支撑(8个)双轴承支撑(8个)调节方式滑压调节(定-滑)喷嘴调节(定-h滑-定)喷嘴调节(定-h滑-定)防固体颗粒侵蚀(SPE)措施全周进汽。
东方1000MW 超超临界汽轮机设计特点
东方1000MW 超超临界汽轮机设计特点王建录喻刚(东方汽轮机厂)1 总体介绍1.1 总体结构东方超超临界1000MW 汽轮机为一次中间再热、单轴、四缸四排汽、凝汽式汽轮机。
从机头到机尾依次串联一个单流高压缸、一个双流中压缸及两个双流低压缸。
高压缸呈反向布置(头对中压缸),由一个双流调节级与8 个单流压力级组成。
中压缸共有2×6 个压力级。
两个低压缸压力级总数为2×2×6 级。
末级叶片高度为43″。
其总体结构如图1.1.1 所示。
图1.1.1 汽轮机总体结构图1.2 主要技术规范⑴型号N1000-25.0/600/600(2)额定参数功率1000MW高压主汽阀前蒸汽压力25.0MPa.a,温度600℃中压主汽阀前蒸汽压力 4.25MPa.a,温度600℃正常排汽压力(平均值) 0.0051 MPa(a)最终给水温度298.5℃主蒸汽流量2733t/h额定转速3000r/min机组总长37.9m(不含电机)旋转方向逆时针冷却水温(设计水温)21.5℃维持额定功率时的最高计算冷却水温36℃配汽方式全电调(阀门管理)(3)通流级数:热力级为20 级,结构级为45 级,其中高压缸I(双流调节级)+8 压力级中压缸2X6 级(单缸双流程)低压缸(A、B) 2X2X6 级(双流程)2 主机设计特点2.1 经济性好2.1.1 先进的非定场全三维通流设计技术叶片各截面沿叶高三维空间成型,在叶道内沿径向形成“C”型压力分布,即:压力两端高,中间低(C 型),二次流由两侧向中间流动汇入主流,减小了端部二次流损失(见图2.1.1)。
2.1.2 动叶叶顶整圈自带冠采用减振效果优良的单层自带冠结构,静态时连接件间留有最佳安装间隙,在一定转速下开始接触,在额定转速时连接件接触面产生一定的最佳正应力,在此正应力作用下,阻尼件将大大地消耗叶片振动能量,衰减振动,降低叶片的动应力(见图2.1.2)。
上海1000MW汽轮机介绍(TC4F)
一、汽轮机总体概貌
1、主要参数和规范
¾型式: ¾额定功率: ¾进汽参数: ¾高压缸排气参数: ¾再热汽参数: ¾背压: ¾额定流量: ¾给水温度:
N1055-27/600/600(TC4F) 1055MW 25.362MPa/600℃ 5.864MPa/365.2℃ 5.394MPa/600℃ 5.2kPa 2732.9112t/h 291.8 ℃
¾Z3准则:主蒸汽过热度大于10℃
¾Z4准则:再蒸汽过热度大于10℃
三、汽轮机自启动介绍
2、判断条件简介
2.2 X-准则
汽轮机启动过程中,启动工质需要满足一定的条件,用来判断主汽门、调门是否
可以开启、汽轮机是否可以升速到额定转速以及是否可以并网,这些条件在自启动 控制系统中被称为X准则
¾X1准则 ¾X2准则 ¾X4准则 ¾X5准则 ¾X6准则 ¾X7a准则 ¾X7b准则 ¾X8准则
三、汽轮机自启动介绍
1、自启动程序简介
汽轮机自启动顺控开始
NO Z3、Z4准则
X2 准则 YES
开启高压主汽门ES 冲转到暖机转速
NO TSC温度裕度 X7a X7b准则
YES
冲转到额定转速
NO TSC温度裕度
X8准则 YES
并网带负荷
汽轮机自启动顺控结束
一、汽轮机总体概貌
2、总体结构特点 特点三:独特的膨胀滑销系统
中压外缸与低压内缸、低压内缸之间推拉杆
一、汽轮机总体概貌
2、总体结构特点
特点四:补汽技术的应用
百万机组汽轮机的进汽方式有:东汽采用复合配汽(喷嘴+节流) 哈汽采用喷嘴调节方式 上汽采用全周进汽+补汽调节技术
¾解决了保持额定负荷和低负荷的高效率、非节流状态下的调峰能力、第一级叶片的 安全可靠性及避免进汽不均对转子的附加汽隙激振等四大技术难题