容器零部件设计(1)
压力容器设计

六、封头
按构造形状分为: 半球形封头
凸形封头 椭圆形封头 碟形封头
锥形封头 平盖封头:
1、凸形封头
(1)半球形封头
是半个球壳。 从受力来看,
球形封头是最理想旳构造。 但整体冲压困难,加工工作 量大。
其厚度计算公式:
p c
Di
4[ ]t
p
c
(2)碟形封头
由球面、过渡段及圆柱 直边段三段构成。成型加 工以便,但在三部分连接 处,因为经线曲率发生突 变,受力情况不佳。
2、锥形封头
有两种,一种是无折边锥 形封头,另一种是与筒体连接 处有一过圆弧和一圆柱直边段 旳折边锥形封头。在厚度较薄 时,制造比较以便。
3、平板封头
是最简朴,制造 最轻易旳一种封头。 但相同直径和压力旳 容器,平板封头厚度 过大,材料花费过多 而且十分笨重。
第四节 压力容器附件
设备旳壳体能够采用铸造、铸造或焊接成一种整体, 但大多数化工设备是做成可拆旳几种部件,然后把它们 连接起来。这一方面是设备旳工艺操作需要开多种孔, 并使之与工艺管道或其他附件相连接;另一方面也是为 了便于设备制造、安装和检修。化工设备中旳可拆连接 应该满足下列基本要求:
在设计或选用压力容器零部件时需要将操作温 度下旳最高操作压力(或设计压力)调整为所要 求旳公称压力等级,然后再根据DN与PN选定零 部件旳尺寸。
练一练: P27,1-2,1-3 拟定计算压力、许用应力 P61,6,7 P62,2-3 拟定计算压力、许用应力
四、压力容器旳校核: 1、圆筒容器旳校核
筒体旳强度计算公式:
pD t
2
公式旳应用: 拟定承压容器旳厚度 对压力容器进行校核计算 拟定设计温度下圆筒旳最大允许工作压力 在指定压力下旳计算应力
压力容器零部件设计(一)
压力容器零部件设计(一)压力容器零部件设计压力容器是一种存储、运输和加工液体、气体或固体的设备。
压力容器不仅需要能够耐受压力、温度等因素的影响,还需要具备高度的安全保障。
零部件是构成压力容器的基础,好的压力容器零部件设计可保障压力容器的安全、寿命和性能。
缺陷分析压力容器零部件设计需要避免以下缺陷:1. 结构强度不足:压力容器工作环境的压力、温度等因素对容器本身的材质和结构有很高的要求。
设计时若结构强度不足会导致容器的爆炸等严重后果。
2. 材料选择不当:材料的选择不当可能导致零件在高压、高温等复杂环境下出现失效,进而对容器的整体安全性造成影响。
3. 缺乏必要的松弛缝:由于容器的变形,需要把材料和结构上的缺陷转化为必要的松弛缝,以避免材料和结构的锁死和破裂,也避免了过多的应力集中。
关键设计指标压力容器零部件设计需要符合以下关键设计指标:1. 固定力:压力容器需要通过零部件的固定力将所有部件固定在一起。
2. 尺寸和形状:零部件的尺寸和形状要和容器本身的尺寸和形状相匹配,保证不会出现空隙或者松动的情况。
3. 材质选取:针对不同的工作环境,压力容器零部件的选择需要合理,确保零部件的耐久性能、超压时的性能以及高温环境下的性能等都能满足要求。
4. 强度和稳定性:设计时需要遵循国家标准,零部件的强度和稳定性能够贯穿整个容器的运作寿命。
设计原则对于压力容器零部件设计,有以下几个原则:1. 材料要优先选择纯度高、强度和韧性较好的材料。
2. 控制整体重量,减小材料成本。
3. 尽可能地减少零部件数量,从而减少加工成本和组装成本。
4. 优先考虑贴近整个容器的结构,避免孤立的点,整体性较强可以提高体积利用率。
5. 通过分阶段设计来避免未来的改进成本和时间成本。
压力容器是关系到人们生命和财产安全的装备,所以对于设计要求非常高,本文阐述压力容器零部件设计的缺陷分析、关键设计指标和原则,以期为日益重要的压力容器行业提供帮助。
容器设计基础PPT课件
2、按承压性质分类
(1)压力方向 真空容器与外压容器的区别
内压容真器空容器指外部压力来源于大气的压 外力压(容外器压(为真1个空大容气器压:外,P即=00..11MMpPaa,)内,P<即0.1Mpa) 将设备内空气抽掉,内部压力小于大气压 (2)力压。力大小(设计压力大小) 压力外不压限大容小器低指。压外容部器压:力0来.1≤源P<于1介.6质M压Pa力, 内压容器 中压容器:1.6≤P<10 MPa
二类容器
高度、极度毒性 ≥0.2
三类 容器
4、按容器壁温或材料分类
低温容器:≤-20℃ 常温容器:-20~200℃ 中温容器:200~420 ℃ 高温容器:达到材料蠕变温度
蠕变碳:素在钢应或力低不合变金的钢条>件4下20,℃应变随时间延长 而增合加金的钢现>象4。50它℃与屈服现象不同,屈服现象 通常奥在氏应体力不超锈过钢弹>性5极50限℃之后才出现,而蠕变 只要应力的作用时间相当长,它在应力小于弹 性极限时也能出现。
10.2 内压薄壁容器设计
一、薄壁容器设计的理论基础
1、薄壁容器 容器
厚壁容器 K>1.2 薄壁容器 K ≤1.2
δ/Di≤0.1
根据容器的外径D0和内径Di的比值K来判断。
K D0 Di 2 1 2
Di
Di
Di
石油、化工中使用的压力容器大多为薄壁容器。
2、圆筒薄壁容器承受内压时的应力
2
1 2 p R1 R2
pr
1 2 cos
pr
2 cos
pr
1 2 cos
pr
2 cos
锥形壳的环向应力是经向 应力的2倍,并且应力随着 半锥角α的增大而增大。
一般α≤45°,不宜太大。
压力容器--设计基础(一)
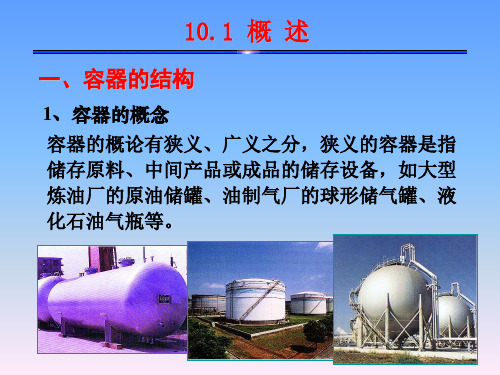
压力容器的强度与设计(江苏省压力容器检验员培训考核班专题讲座)董金善南京工业大学过程装备研究所第一节概述一、容器的结构在工厂中可以看到许多设备。
在这些设备中,有的用来储存物料,如各种储罐、计量罐;有的进行热量交换,如各种换热器、蒸发器、冷凝器、结晶器等;有的用来进行化学反应,如反应釜、聚合釜、发酵罐、合成塔等。
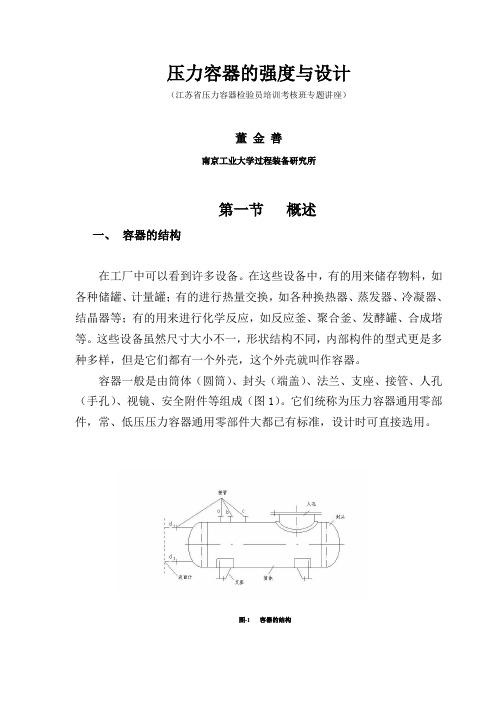
这些设备虽然尺寸大小不一,形状结构不同,内部构件的型式更是多种多样,但是它们都有一个外壳,这个外壳就叫作容器。
容器一般是由筒体(圆筒)、封头(端盖)、法兰、支座、接管、人孔(手孔)、视镜、安全附件等组成(图1)。
它们统称为压力容器通用零部件,常、低压压力容器通用零部件大都已有标准,设计时可直接选用。
图-1 容器的结构二、压力容器常用标准1.国务院《特种设备安全监察条例》(2003)2.国家质量技术监督局《压力容器安全技术监察规程》 (1999)3.国家质量监督检验检疫总局《特种设备行政许可工作程序》 (2003)4.国家质量监督检验检疫总局《特种设备行政许可实施办法》 (2003)5.国家质量监督检验检疫总局《特种设备行政许可分级实施范围》(2003)6.国家质量监督检验检疫总局《锅炉压力容器制造监督管理办法》(2003)7.国家质量监督检验检疫总局《锅炉压力容器制造许可工作程序》(2003)8.国家质量监督检验检疫总局《锅炉压力容器制造许可条件》 (2003)9.国家质量监督检验检疫总局《锅炉压力容器产品安全性能监督检验规则》 (2003)10.国家质量监督检验检疫总局《压力容器压力管道设计单位资格许可与管理规则》 (2002)11.G B150-1998《钢制压力容器》12.G B151-1999《管壳式换热器》13.J B/T4735-1997《钢制焊接常压容器》14.J B4710-1992《钢制塔式容器》15.J B4731-XXXX《钢制卧式容器》16.H G/T20569-1994《机械搅拌设备》17.G B12337-1998《钢制球形储罐》18.G B16749-1997《压力容器波形膨胀节》19.J B4732-1994《钢制压力容器-分析设计标准》20.H G20580-1998《钢制化工容器设计基础规定》21.H G20581-1998《钢制化工容器材料选用规定》22.H G20582-1998《钢制化工容器强度计算规定》23.H G20583-1998《钢制化工容器结构设计规定》24.H G20584-1998《钢制化工容器制造技术要求》25.H G20585-1998《钢制低温压力容器技术规定》26.H G20531-1993《铸钢、铸铁容器》27.J B/T4734-2002《铝制焊接容器》28.J B/T4745-2002《钛制焊接容器》29.G B/T15386-1994《空冷式换热器》30.G B16409-1996《板式换热器》31.H G/T2650-1995《钢制管式换热器》32.G B5842-1996《液化石油气钢瓶》33.J B/T4750-2003《制冷装置用压力容器》34.J B/T6539-1992《微型空气压缩机用钢制压力容器》35.J B8701-1998《制冷用板式换热器》36.J B/T4751-2003《螺旋板式换热器》37.G B18442-2001《低温绝热压力容器》38.G B12130-1995《医用高压氧舱》39.G B9019-1988《压力容器公称直径》40.J B/T4700~4707-2000《压力容器法兰》41.H G20592~20635-2009《钢制管法兰、垫片、紧固件》42.G B/T9112~9124-2000《钢制管法兰》43.J B/T74~90-1994《管路法兰及垫片》44.J B/T4746-2002《钢制压力容器用封头》45.J B/T4736-2002《补强圈》46.H GJ527-1990《补强管》47.J B/T4712-1992《鞍式支座》48.J B/T4713-2007《腿式支座》49.J B/T4724-1992《支承式支座》50.J B/T4725-1992《耳式支座》51.G B16749-1997《波形膨胀节》52.H G501~502-1986《压力容器视镜》53.H G21588~21591-1995《玻璃板液面计》54.H G21592-95《玻璃管液面计》55.H G/T21584-95《磁性液面计》56.H G21514~21527-1995《碳钢、低合金钢人孔》57.H G21528~21535-1995《碳钢、低合金钢人孔》58.H GJ504~509-1986《不锈钢人孔》59.H GJ510~513-1986《不锈钢手孔》60.H G21537-1992《填料箱》61.H G21571~21572-1995《机械密封》62.H G21563~21569-1995《搅拌传动装置》63.H G5-220~222-1965《搅拌器》64.H G/T21574-1994《设备吊耳》65.G B41-1986《I型六角螺母-C级》66.G B6170-1986《I型六角螺母-A和B级》67.G B5780-1986《六角头螺栓-C级》68.G B5782-1986《六角头螺栓-A和B级》69.J B/T4714-1992《浮头式换热器和冷凝器型式与基本参数》70.J B/T4715-1992《固定管板式换热器型式与基本参数》71.J B/T4716-1992《立式热虹吸式重沸器型式与基本参数》72.J B/T4717-1992《U型管式换热器型式与基本参数》73.H G21503-1992《钢制固定式薄管板列管换热器》74.G B567-1989《拱形金属爆破片形式与参数》75.G B/T14566-93《正形金属爆破片形式与参数》76.G B/T14567-93《反形金属爆破片形式与参数》77.G B/T14568-93《开缝形金属爆破片形式与参数》78.H G/T20668-2000《化工设备设计文件编制规定》79.T CED41002-2000《化工设备图样技术要求》80.G B6654-1996《压力容器用钢板》81.G B713-1986《锅炉用碳素钢和低合金钢板》82.G B3531-1996《低温压力容器用低合金钢钢板》83.G B4237-1992《不锈钢热轧钢板》84.G B8165-1987《不锈钢复合钢板》85.G B8163-1999《输送流体用无缝钢管》86.G B9948-1988《石油裂化用无缝钢管》87.G B6479-1986《化肥设备用高压无缝钢管》88.G B5310-1995《高压锅炉用无缝钢管》89.G B/T14976-94《流体输送不锈钢无缝钢管》90.G B13296-91《锅炉、热交换器用不锈钢无缝钢管》91.J B4726-2000《压力容器用碳素钢和低合金钢锻件》92.J B4727-2000《低温压力容器用碳素钢和低合金钢锻件》93.J B4728-2000《压力容器不锈钢锻件》94.G B/T983-1995《不锈钢焊条》95.G B/T5117-1995《碳钢焊条》96.G B/T5118-1995《低合金钢焊条》97.G B5293-1985《碳素钢埋弧焊用焊剂》98.G B12470-1990《低合金钢埋弧焊用焊剂》99.G B/T14957-1994《熔化焊用钢丝》100.GB/T14958-1994《气体保护焊用钢丝》101.GB/T8110-1995《气体保护电弧焊用碳钢、低合金钢焊丝》102.JB/T2835-1979《低温钢焊条》103.JB4708-2000《钢制压力容器焊接工艺评定》104.JB/T4709-2000《钢制压力容器焊接规程》105.JB4730-1994《压力容器无损检测》106.JB/T4711-2003《压力容器涂敷与运输包装》107.JB/T613-1993《锅炉受压元件焊接技术条件》108.HG20660-2000《压力容器中化学介质毒性危害和爆炸危险程度分类》109.GB/T18182-2000《金属压力容器声发射检测及结果评价方法》三、压力容器许可证1. 锅炉制造许可证3. 压力容器设计许可证注:①锅炉设计图纸由省级交由被核准的检验检测机构鉴定;②气瓶(B类)、氧舱设计图纸由总局核准的检验检测机构鉴定;③客运索道、大型友游乐设施设计图纸由总局核准的检验检测机构鉴定。
化工机械基础111容器零部件设计
4
一、法兰联接结构与密封原理
组合件
联接件强度破坏很少见,多是密封不
好而泄漏。设计中要防止介质泄漏。
可整理ppt
5
法兰密封的原理
预紧力压紧垫片。
压紧应力(垫片密封比压力)到一定 数值使垫片变形,密封面上微隙被填 满,形成初始密封条件。
密封比压力主要决定于垫片材质。
垫片材质确定后,垫片越宽,为保证
比压力,预紧力越大,螺栓和法兰尺
有足够大的强度和刚度,不发生过大
的变形。
可整理ppt
7
二、法兰的分类
可整理ppt
8
(一)整体法兰
1.平焊法兰,制造容易,应用广 泛,但刚性较差。
可整理ppt
9
平焊法兰的适用范围:
法兰附近筒壁的截面上,将产生 附加的弯曲应力。所以平焊法兰 适用的压力范围较低
(PN<4.0MPa)。
可整理ppt
10
承插式联接。
可整理ppt
3
可拆卸联接应确保接口密封的可靠性。
法兰联接强度较好和紧密性,适用尺 寸范围宽,设备和管道应用最普遍。
法兰联接不能很快装配与拆卸,制造 成本较高。
❖设备法兰与管法兰均已制定出标准。 根据公称直径和公称压力,可以从 标准中查到,少量超出标准规定范 围法兰,才需进行设计。
可整理ppt
垫片性能;
法兰刚度;
操作条件。
可整理ppt
15
㈠ 螺栓预紧力
螺栓预紧力是影响密封一个重要因素。
❖预紧力使垫片压紧并实现初始密封。
❖预紧力过大则垫片被压坏或挤出。
预紧力通过法兰密封面传递给垫片, 良好的密封,必须使预紧力均匀地作 用于垫片。
当需要预紧力一定时,采取增加螺栓 个数、减小螺栓直径对密封有利
章教案容器零部件化工机械与设备
第一章教案容器零部件化工机械与设备教学目标:1. 了解容器零部件的基本概念和作用。
2. 熟悉常见容器零部件的名称、特点和应用。
3. 掌握容器零部件的选材和设计原则。
教学内容:1. 容器零部件的定义和分类。
2. 容器零部件的作用及其在化工机械与设备中的应用。
3. 常见容器零部件的名称、特点和应用。
4. 容器零部件的选材和设计原则。
教学过程:一、导入(5分钟)1. 引导学生回顾化工机械与设备的基本概念。
2. 提问:“什么是容器零部件?它在化工机械与设备中有什么作用?”二、新课内容讲解(15分钟)1. 讲解容器零部件的定义和分类。
2. 讲解容器零部件的作用及其在化工机械与设备中的应用。
3. 介绍常见容器零部件的名称、特点和应用。
4. 讲解容器零部件的选材和设计原则。
三、案例分析(15分钟)1. 提供几个容器零部件的案例,让学生分析其选材和设计原则。
2. 学生分组讨论,汇报分析结果。
四、课堂小结(5分钟)1. 回顾本节课的主要内容。
2. 强调容器零部件在化工机械与设备中的重要性。
五、课后作业(课后自主完成)1. 复习本节课的内容,整理笔记。
2. 完成课后练习题,巩固所学知识。
教学评价:1. 课后作业完成情况。
2. 课堂参与度和表现。
3. 案例分析的深度和准确性。
第二章教案容器零部件化工机械与设备教学目标:1. 了解容器密封件的基本概念和作用。
2. 熟悉常见容器密封件的名称、特点和应用。
3. 掌握容器密封件的选材和设计原则。
教学内容:1. 容器密封件的定义和分类。
2. 容器密封件的作用及其在化工机械与设备中的应用。
3. 常见容器密封件的名称、特点和应用。
4. 容器密封件的选材和设计原则。
教学过程:六、导入(5分钟)1. 回顾上一章的内容,引导学生了解容器零部件在化工机械与设备中的重要性。
2. 提问:“什么是容器密封件?它在化工机械与设备中有什么作用?”七、新课内容讲解(15分钟)1. 讲解容器密封件的定义和分类。
容器体积设计计算

序号零部件项目代码参数单位备注1筒体(直筒段)直径(筒体内径)Dt 3.2m不包括直边内半径_筒体或封头Rt 1.6m长度L9.5m筒截面积S8.042m2液面高度h100%h 3.2m1体积Vt76.404m32封头(EHA)直径D 3.2m曲面深度h i0.8m直边高度hz0.04m总高度H0.84mh-Rt 1.6体积Vf-3.4879E-16m3计算值0.000L体积Vf 4.611m3查表值3总容积=筒体体积+封头体积x2V76.404m34操作容积=下封头体积+直筒段液位体积最大操作液位(实际)95%直筒高度最大操作高度(实际)0.009025m直筒高度0.07m35液位-体积-质量的关系:物料密度855.4kg/m3远传液位计测量高度Ht-790.5mm远传液位计0%高度Ht0200mm现场液位计测量高度Hx-790.5mm现场液位计0%高度Hx0200mm5液位-体积-质量的关系:序号液位(远传)%液位(现场)高度m容积m3物料质量kg备注10%0 1.6081375.9125%-0.040 1.2911103.99310%-0.0790.973832.08415%-0.1190.655560.17520%-0.1580.337288.25625%-0.1980.01916.34730%-0.237-0.299-255.57835%-0.277-0.617-527.49940%-0.316-0.935-799.401045%-0.356-1.252-1071.321150%-0.395-1.570-1343.231255%-0.435-1.888-1615.141360%-0.474-2.206-1887.061465%-0.514-2.524-2158.971570%-0.553-2.842-2430.881675%-0.593-3.160-2702.801780%-0.632-3.478-2974.711885%-0.672-3.795-3246.62注释:1.现场液位计和远传液位计测量高度和安装高度一致;。
压力容器的设计单元十三 压力容器零部件(支座及开孔)52p
B=2d d=接管内径+2C (C=C1+C2)
h 1
dSnt
或实际外伸高度的值较;小
h 2
dSnt
或实际内伸高度的值较;小
等面积补强,纵截面上的投影面积要满足下式:
A1+A2+A3≥A A1—壳体的贡献(有效壁厚减去计算壁厚部分); A2—接管的贡献(有效壁厚减去计算壁厚部分); A3—焊缝金属截面积; A—壳体上需要补强的截面积。(表6-20 P179)
椭圆形人孔(或称长圆形人孔)的最小 尺寸为400mm×300mm。
人孔:筒节、法兰、盖板和手柄。
使用中常打开,可用快开式结构人 孔。
水平吊盖人孔
手孔(HG21515~21527-95) 和人孔(HG21528~2153595)已有标准,
设计时根据设备的公称压力, 工作温度以及所用材料等按 标准直接选用。
(2)加强元件结构 (3)整体补强结构
若须补强的接管较多, 可采取增加壳体壁厚 的办法,也称为整体 补强。
(四).等面积补强的设计方法
1. 开孔有效补强范围及补强面积的计算 等面积补强——补强的金属量等于或大于开孔所
削弱的金属量。 图上看,应该考虑的截面是强度削弱较大的截面
——轴(纵)向截面的面积:
三、手孔与人孔
检查设备内部空间以及安装和拆 卸内部构件。
手孔直径150mm~250mm,标准
手孔公称直径有DN150和 DN250两种。
手孔结构:容器上接一短管,其 上盖一盲板。
人孔:
设备直径超过900mm,有手孔也设 人孔。
人孔的形状有圆形和椭圆形。
椭圆形人孔短轴与筒身轴线平行。
圆形人孔直径400mm~600mm,容 器压力不高或有特殊需要时,直径 可以大一些。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
㈡ 圈座
采用圈座的情况:
✓对于大直径薄壁容器和真空容器, 因其自身重量可能造成严重挠曲;
✓多于两个支承的长容器。
除常温常压下操作的容器外,至少应 有一个圈座是滑动支承的。
可整理ppt
9
㈢ 腿式
支座
简称支腿
连接处造成严重的局部应力,
只适用于小型设备
(DN≤1600、L≤5m)。
腿式支座的结构型式、系列参
根据容器公称直径和重量选用。 由横向筋板、若干轴向筋板和底板焊
接而成。在与设备连接处,有带加 强垫板和不带加可强整理p垫pt 板两种结构。4
鞍座包角120°或150°,安放稳定。
高度200、300、400和500mm。
宽度b根据容器公称直径ຫໍສະໝຸດ 出。可整理ppt5
鞍座的种类与安装:
鞍座分为A型(轻型)和B型(重型), 重型又分为BⅠ~BⅤ五种型号。A 型和B型的筋板和底板、垫板等尺寸 不同或数量不同。
可整理ppt
18
思考题:
1、卧式容器和立式容器的支 座有哪几种?
2、双鞍座卧式容器支座位置 按哪些原则确定?
可整理ppt
19
(按2个计算)的负荷Q值;
(2)确定支座型式,从表4-19或表
4-20按允许负荷Q允大于实际负荷Q,
选支座。
❖小型设备耳式支座,可支承在管子 或型钢制的立柱上。
❖大型设备的支座往往搁在钢梁或混
凝土制的基础上可整。理ppt
14
㈡ 支承式支座
用钢管、角钢、 槽钢制作, 或用数块钢 板焊成,
型式、结构、
简单轻便
局部应力较大,当壳体刚度较小、 壳体和支座材料差异或温度差异较 大时,或壳体需焊后热处理,应设 置加强板。
加强板的材料应和壳体材料相同或
相似。
可整理ppt
17
㈢ 裙式支座
塔设备最常用裙式支座。
目前还没有标准。
各部分尺寸均需通过计算或实 践经验确定。
有关裙式支座的结构及其设计 方法详见第十七章。
当设备较大或器壁较薄应加垫板。
不锈钢制设备,用碳钢作支座,防
止合金元素流失,也需加一个不锈
钢垫板。
可整理ppt
12
已标准化JB/T 4725-92 《耳式支座》。
该标准分A型(短臂)和B型(长臂) (有保温层或直接放在楼板上)
每类又分带垫板与不带垫板两种结构
可整理ppt
13
耳式支座选用的方法:
(1)估算设备总重,算每个支座
数等参见标准JB/T 4714-92
《腿式支座》。
可整理ppt
10
二、立式容器的支座
立式容器的支座主要有 耳式支座 支承式支座 裙式支座
中、小型直立容器常采用前二种, 高大的塔设备则广泛采用裙式支座。
可整理ppt
11
㈠ 耳式支座
简称耳座,筋板和支脚板。
广泛用在反应釜及
立式换热器等直立设备上。
简单、轻便,但局部应力较大。
尺寸及材料
JB/T 4724-
92 《支承式
支座》。
可整理ppt
15
适用范围和结构:
支承式支座分A型和B型。
形 支座 适用的公称直径 式 号 (mm)
结构特征
A
1~6
DN800~3000
钢板焊制, 带垫板
B
1~8
DN800~4000
钢管焊制, 带垫板
可整理ppt
16
支承式支座的选用:
选用见标准规定,尺寸按表4-22查。
可整理ppt
6
每种型式鞍座又分为固定式支座(代 号F):底板上开圆形螺栓孔和
滑动式支座(S) :底座开长圆形螺栓 孔(安装)
可整理ppt
7
鞍座与筒体端部距离A确定:
当L/D较大,且无加强圈,应尽量
利用封头对支座处筒体的加强作
用,取A≤0.25D;
当筒体的L/D较小,d/D较大,或 有加强圈时,取可整理pApt ≤0.2L。 8
第二节 容器支座
可整理ppt
1
概述:
容器支座,支承容器重量、固定容器 位置并使容器在操作中保持稳定。
结构型式由容器自身的型式决定,分 卧式容器支座 立式容器支座 球形容器支座
可整理ppt
2
一、卧式容器的支座
卧式容器的支座有三种: 鞍座 圈座 支腿
可整理ppt
3
㈠ 鞍式 支座
应用最广泛的卧式容器支座。 已有标准JB/T4712-92 《鞍式支座》,