螺距误差补偿流程
基于SINUMERIK828D数控系统的数控机床螺距误差与反向间隙的测量与补偿

机构存在轴 向间隙。该轴 向间 隙在丝杠反 向转动时表现为丝 杠转动 一定角度 。而螺母未 移 动 ,形成 了反 向间隙口 ] 。反 向 间隙也 叫反 向差值 。如图 1中 点 A和点 c处即为滚珠丝杠 的 图 1 滚珠 丝杠 的 反 向间隙。
反向间隙
基于 S I N U M E R I K 8 2 8 D数 控 系统 的数 控 机床 螺距 误 差 与 反 向 间隙 的测 量 与 补偿
张 勇,齐晓华
( 郑 州铁 路职 业技 术 学 院机 电工程 系,河 南郑 州 4 5 0 0 5 2 )
摘要 :探讨 了数控机床螺距误差 和反 向间隙的形成原理 。针对采用 西 门子 S I N U M E R I K 8 2 8 D数控 系统的数控机床 ,给 出了测量数控机床位置偏差 的运 动程 序 ,介 绍了螺距误差和反 向间隙测量和补偿 的方法和步骤 。 关键词 :S I N U ME R I K 8 2 8 D数 控系统 ;螺距误差 ;反 向间隙 ;测量 ;补偿 中图分类号 :T G 6 5 9 文献标 志码 :B 文章编号 :1 0 0 1 — 3 8 8 1( 2 0 1 7 )1 6 — 1 9 9 - 4
数 控机床加工精度的一个 有效方法。 基于面板的 S I N U M E R I K 8 2 8 D是德 国西门子公 司
由于滚珠丝杠 的制造误差 、安装误差 以及使用 中
的磨损等会导致滚珠丝杠的螺距实际值与理论值有一 定 的偏差 。这个偏差就是通常所说的螺距误差 。反 向 间隙是滚珠丝杠 和螺母无相对转动时 ,丝杠和螺母之 间的最大窜动 。由于螺母结 构 本身 的游 隙以及它受轴 向载 荷
Z h e n g z h o u H e n a n 4 5 0 0 5 2 ,C h i n a )
间隙补偿和螺距补偿

丝杠补偿一般指丝杠的螺距误差补偿.间隙补偿包括所有传动链中的间隙(包括丝杆螺母付)的补偿.由于丝杆螺距的不均匀性,传动链正,反向运动的间隙,都会直接影响数控精度,有些通改进运动付的结构,例如采用滚珠丝杆,使之正反向间隙得以消除,但螺距误差是避免不了的.所以必须进行补偿,以求较高的精度.同样,齿轮啮合需要间隙才能正常运行,这种累计间隙误差也需要通过补偿,才能提高控制精度.丝杆(丝杠)反向间隙又称丝杠背隙、丝杠间隙、丝杠失动量在数控机床的进给传动链中.齿轮传动、滚珠丝杠:螺母副等均存在反向间隙,这种厦向间隙的存在会造成机床丁作台反向运动时,伺服电动机空转而工作台实际不运动。
对于采用半闭环伺服系统的数控机球.反向问隙的存在会影响到机床的定位精度和重复定位精度,从而影响到产品的加工精度这就需要数挫系统提供反向间隙补偿功能,以便在加工过程中自动补偿一些有规律的误差,提高加工零件的精度。
并且随着数控机床使用时删的增长,反向间隙还会因磨损造成的运动副间隙的增大而逐渐增加,因此需定期对数控机床各坐标轴的反向问隙进行测定和补偿。
1.反向间隙补偿过程在数控系统无补偿的条件下,于机床测量行程范围内,在靠近行程的中点及两端的三个位置上分别进行多次测量,用千分表或百分表测量m各日标点位置P的平均反向间隙B.以所得平均值中的最大值为反向隙值B,并输人到数控系统反向间隙补偿参数中。
CNC系统在控制坐标轴反向运动时,自动先让该标轴反向运动,然后再按指令进行运动.即数控系统会控制伺服电动机多走一段距离,这段距离等等于反向间隙值B.从而补偿反向间隙。
需要指出的是这种方法只适合于半闭环数控系统.对于全闭环数控系统则不能采取以上补偿办法。
2.反向间隙补偿方法可使用激光干涉仪和百分表/千分表百分表/千分表方法:用手脉发生器移动相关轴,(将手脉倍率定为1×100的挡位,即每变化一步,电机进给0.1mm),配合百分表观察相关轴的运动情况。
西门子840D数控系统双向螺距误差补偿

颗粒度 > 2 4 2 4 — 4 0
求。 使用旋液分离器后无水柠檬酸细颗粒 中大颗粒 比例增加 , 缓
解 了无水细颗粒产品因颗粒小 , 容 易结块 的现象 , 同时保证 了产
细颗粒
4 0 — 6 0 6 0 - 1 0 0 < l 0 0
品质量而且可以通过操作方法 的改变 , 实现无水柠檬酸成 品粗 、
变化 。
( 又称摩擦力补偿) 。可分为常规( 静态)象限误差补偿和神经网
络( 动态 ) 象限误差补偿 ; 漂移补偿和电子重量平衡补偿。 在西 门子 8 4 0 D功能说 明样本 和资料 中所列 的众 多补偿功
能中, 都没有指 出该系统具有双向螺距误差补偿功能。 但是在下
2 . 西 门子 8 4 0 D下垂补偿功能参数分析
文献标识码 B 垂补偿功能描述中却指 出 , 下垂 补偿 功能具有方 向性。这样 , 如
通过对 8 4 0 D系统中的下垂补偿功能的分析研究, 找到 了一种 方法 , 成功解决 了进行双向螺距误 差补偿的问题。
双 向螺距 误差
中图分类号
T H1 7
由于机床丝杠在制造 、 安装 和调整等方面的误 差 , 以及磨损 等原 因, 造成机械正反向传动误差 的不一致 , 导致零件加工精度 误差不稳定。 因此也必须定期对 机床坐标精度进行补偿 , 必要时
5 8 . O 6 %。
表 2 无水柠檬酸粗颗粒产 量比例 l 东套系统新旋流器使用后粗颗粒比例
项目
使用前
粗料/ l t l 细料/ t l 总量I t l 粗料比例, %
1 8 . 9
使用后 l
五、 结 论
颗粒成 品颗 粒度进行平 均分析 , 旋 液分离 器安装使 用后 , 无水
海德汉系统螺距补偿设定

海德汉I530系统镭射补正设定方法一. 设定补偿类型1.补偿类型参数参数号功能及设定范围方式/转换备注MP730 选择线性/非线性坐标误差补偿格式: %xxxxxxxxxxx111输入: 位0至13表示轴1至140: 线性坐标误差补偿1: 非线性坐标误差补偿PLCRUN选择: 非线性坐标误差补偿2进入系统参数界面的方法按键再按系统显示如下界面:请在黑色输入框内输入修改参数密码:95148 按ENT进入参数设定界面:按FIN键在蓝色输入框内输入需修改或查找的参数号按ENT 键即可找到需修改的参数号可根据要求进行修改修改后按结束而不是按ENT键此点需注意,否测会造成参数内容或格式的错误,修改其它参数按同样操作,以下不作说明.3.背隙补正参数 MP 710如上 710.0为x 轴 .1 为y 轴 .2 为z 轴……..(1).旋转编码器(2).直线编码器二. 镭射检测机床坐标系的设定1在手动操作模式下直接按可进入坐标系选择界面上下移动光标使 POSITION 1 和2上移动再按 ENT 键使其显示为”REF” (参考坐标系) ,补正时需在机械坐标系内补正.三. 补正文件的配置按进入参数设定界面方法但密码为807667 进入文件配置界面再按进入X轴补偿值输入到 –文件中 Y 轴补偿值输入到 – 两个文件中, 如正向进机补到 反向进机补到–中其它轴按相同要求设定四.测试程序举例0 100 900 +1000补偿时以原点为起始点正向进机,每100 为间隔共10段然后反向进机每-100 为一步返回原点0 BEGIN PGM hppp2 MM1 L X0 FMAX M912 L IX-1 FMAX3 L IX 1 FMAX4 CYCL DEF 9.0 DWELL TIME5 CYCL DEF 9.1 DWELL46 LBL 17 L IX+100 FMAX8 CYCL DEF 9.0 DWELL TIME5 CYCL DEF 9.1 DWELL46 CALL LBL 1 REP97 L IX 1 FMAX8 L IX-1 FMAX9 CYCL DEF 9.0 DWELL TIME10 CYCL DEF 9.1 DWELL411 LBL 212 L IX-100 FMAX13 CYCL DEF 9.0 DWELL TIME14 CYCL DEF 9.1 DWELL415 CALL LBL 2 REP916 L M3017 END PGM hppp2 MM说明:测试时以什么位置开始及段数必须与 .com 文件中的设定一致,否则按如下修改点此键在”DATUM”中输入基准点在” DISTANCE”中输入间隔修改后按结束五.干涉仪的调整及操作(略)说明海德汉系统为双向绝对补偿,分析分据时以各自补偿绝对值分析,将补偿数据分别补到 .COM 及 - .COM 中。
广州数控螺距补偿参数
广州数控螺距补偿参数
标题:“广州数控螺距补偿参数”
正文:
数控螺距补偿参数是广州地区数控加工过程中的重要技术指标。
它对于保证零件加工精度、提高加工效率具有关键作用。
在本文中,我们将探讨广州数控螺距补偿参数的概念、影响因素以及优化方法。
首先,我们需要了解什么是螺距补偿参数。
螺距补偿参数是指在数控加工过程中,通过调整机床控制系统中的螺距补偿参数来修正由于机床误差、刀具磨损等原因引起的工件加工误差。
螺距补偿参数通常包括补偿量、补偿方向、补偿位置等多个参数。
广州地区的数控加工受到多种因素的影响,如环境温度、湿度、机床磨损程度等。
这些因素会导致螺距补偿参数的变化,影响加工精度和效率。
因此,在确定螺距补偿参数时,需要考虑这些因素,并进行优化调整。
为了确定合适的螺距补偿参数,可以采用试加工的方法。
即通过实际加工一定数量的样件,测量其几何尺寸精度,然后根据测量结果进行参数调整。
通过不断优化,找到最佳的螺距补偿参数组合,从而提高加工精度和效率。
然而,在确定螺距补偿参数时,需要注意避免侵权争议。
确保所使用的数据和信息不侵犯他人的版权,遵守相关法律法规。
同时,在文章中也不得出现任何敏感词和不良信息,以确保文章内容的健康和积极性。
总之,广州数控螺距补偿参数是数控加工过程中至关重要的技术指标。
在确定螺距补偿参数时,需要考虑多种因素,并通过优化调整找到最佳参数组合。
同时,注意遵守法律法规,保持文章内容的健康和积极性。
通过合理的螺距补偿参数设定,可以提高加工精度和效率,达到更好的加工效果。
两种数控系统螺距补偿方法
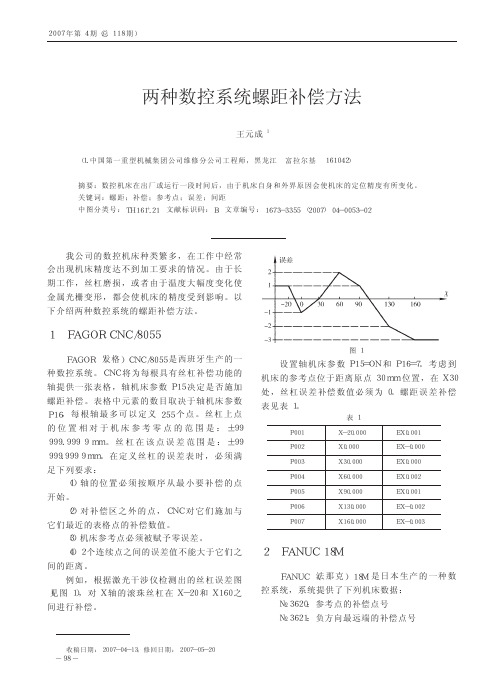
(2) 对补偿区之外的点, CNC 对它们施 加 与 它们最近的表格点的补偿数值。
(3) 机床参考点必须被赋予零误差。 (4) 2 个连续点之间的误差值不能大于它们之 间的距离。 例如, 根据激光干涉仪检测出的丝杠误差图 (见图 1), 对 X 轴的滚珠丝杠在 X- 20 和 X160 之 间进行补偿。
参考点的号码
40
参数设定如下:
№3620=40
№3621=33
№3622=48
图2
表2
P033
+2
P041
+2
P034
+1
P042
+1
P035
-2
P043
0
P036
-2
P044
-1
P037
0
P045
-1
P038
-1
P046
-2
P039
0
P047
0
P040
0
P048
+1
的。法那克的误差采用增量值, 而发格采用绝对
收稿日期: 2007- 04- 10; 修回日期: 2007- 05- 12
- 99 -
ANSYS 软件是一个功能强大的结构设计分析 用于进行结构的静力分析、动力分析、结构的高
和结构优化软件包, 具有多物理场耦合的功能, 度非线性分析、电磁分析、计算流体动力学分
允许在同一模型上进行各种各样的耦合计算, 如 析、设计优化、弹性接触分析等等。实体建模采
热结构耦合, 磁结构耦合, 流体热耦合等, 可以 用基于 NURBS 的三维实体 描 述 法 、 几 何 体 素 以 !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
FANUC数控系统螺距误差补偿功能.
FANUC数控系统螺距误差补偿功能数控机床的直线轴精度表现在轴进给上主要由三项精度:反向间隙、定位精度和重复定位精度,其中反向间隙、重复定位精度可以通过机械装置的调整来实现,而定位精度在很大程度上取决于直线轴传动链中滚珠丝杠的螺距制造精度。
在数控机床生产制造及加工应用中,在调整好机床反向间隙、重复定位精度后,要减小定位误差,用数控系统的螺距误差螺距补偿功能是最节约成本且直接有效的方法。
FANUC数控系统已广泛应用在数控机床上,其螺距误差补偿功能有一定的典型性。
螺距补偿原理是将机械参考点返回后的位置作为螺距补偿原点,CNC系统以设定在螺距误差补偿参数中的螺距补偿量和CNC移动指令,综合控制伺服轴的移动量,补偿丝杠的螺距误差。
1 螺距误差补偿前的准备工作回参考点后,编程控制需要螺距误差补偿的轴,从参考点或机床机械位置某一点间歇移动若干个等距检测点,用激光干涉仪等检测计量仪器检测出各点的定位误差。
检测点数量可根据机床的工作长度自设。
2 设定螺距误差补偿参数打开参数开关在MDI方式下设置参数PWE=1,系统出现1000报警,同时按CAN和RESET键清除报警。
⑴参考点的螺距误差补偿点号码参数X轴参数No.1000Z轴参数No.2000⑵螺距误差补偿倍率参数参数No.0011的PML1,PML2。
.PML2 PML1 倍率( 0 0 31,0 1 32,1 0 34,1 1 38)设定的螺距补偿值,乘上该倍率,即为输出值.⑶螺距误差补偿点间隔X轴参数No.756Z轴参数No.757螺距误差补偿点为等间隔,设定范围从0到999999999。
一般设定单位是0.001毫米。
⑷螺距补偿点数目各轴从0到127共128个螺距补偿点⑸螺距补偿量及螺距补偿点的号X轴参数No.(1001+螺距补偿点号)Z轴参数No.(2001+螺距补偿点号)每个螺距补偿点螺距补偿量的范围为(-7)~(+7)乘以螺距补偿倍率。
负侧最远补偿点的号=原点补偿点-(负侧的机床长/补偿点间隔)+1正侧最远补偿点的号=原点补偿点+(正侧的机床长/补偿点间隔)3设定好螺距补偿参数后,在MDI方式下,设置参数PWE=0,关闭参数写状态。
数控机床螺距误差测量与补偿
2 辩枷除。岬.鑫、
O ■
看.2
群-4 .6 .8 轴线何置,m“ (b)补偿之后的螺距误差
图3补偿前后螺距误差对比图
(下转第53页)
第9期
李勇勇等:超声辅助电火花沉积装备的设计
·53·
可以降低应力集中。在截面突变处加适当的圆弧过 渡,不仅可以降低应力集中,而且可以使实际谐振频 率恢复到计算值,这一过渡圆弧称为最佳过渡圆弧, 其过渡圆弧半径可以从图4中求取。计算过程如下:
对于FANUC系统,设定下列参数: No.3621=0(各轴负方向最远一端的螺距误差 补偿点的号码); No.3622=20(各轴正方向最远一端的螺距误差 补偿点的号码); No.3620=O(各轴参考点的螺距误差补偿点号码); No.3624=30000(补偿点的间隔); No.3623=0(补偿的倍率); No.1851=26(各轴的反向间隙补偿量); 并将增量值的滚珠丝杠螺距误差输入到系统中。 4.2补偿结果分析
关键词:数控机床;螺距误差;反向间隙;激光干涉仪 中图分类号:TC,659 文献标识码:A 文章编号:1001—3881(2009)9—037—2
Thread Pitch Error Measure and Compensation in CNC Machine
CHEN Fang
(Shenzhen Polytechnic Institute,Shenzhen Guangdong 518055,China)
固定反射镜
基准臂
活矧 射镜
I
.
≥.Mil.1
豳
:复二光主L I 7∥ 分光镜
图1干涉镜原理
如图1所示,光源在半银色透镜表面分开,一半 的光呈90。反射至一个固定距离透镜,剩余的一半则 透过一个可移动的透镜。两个透镜互相准直,以使从 透镜反射的还原光束互相平行,并一同向观察者反射 回去。若每一个透镜与半透镜的距离完全相同,则光 束会同步到达观察者处,并发生相长性干涉,使光更 为明亮。若可移透镜放得再远一点,使其位置偏移大
840D自动生成螺距补偿文件方法
自动生成螺距补偿的方法:先修改38000号参数,修改后将NC备份再回传(此时要产生报警,切忌不要复位或进行其它操作),然后再选择服务档位选择NC生效数据,在NC-生效-数据,再选择测量系统误差补偿,把里面的文件在数据管理中复制到工件的文件夹中再把你复制过来的的文件在程序管理-重命名中改文件类型,改成MPF。
这就可以使用了。
补充(您把文件复制过来以后,在程序中调用该程序就生效了,重新补偿时,您先将32700修改为0,然后在自动中选择该文件,运行,运行后再将32700修改为1.NCK复位重新回零新的补偿数据即生效了。
螺距补偿时要注意是在开环还是闭环下补偿。
要在相应位参数设置,你自动生成的补偿文件也会根据你参数设置是开环还是闭环生成,如果你参数开闭环都设置1,那么自动生成的补偿文件也是开闭环都有,补偿要选择相应部分进行数据输入。
)。
常见数控系统的螺距补偿方法
从第127位开始输入对应的螺 补补偿,间距对应关系为127位, 永远为0值,四轴为0°;126位对 应间距40mm,四轴为5°;125 对应间距80mm,四轴为10°; 124对应间距120mm,四轴为 15°;123对应间距160mm,四 轴为20°,以此类推。
1.M A Z AT R O L系统螺距 补偿
螺距补偿需要点击“诊断” 页面,先按“版本”,翻页后, 输入密码1131,如图1所示。进 入补偿画面,进行螺距补偿时, M A Z AT R O L系统中,X轴定义为 1,如图2所示,Y轴定义为2,Z
轴定义为3,4轴定义为4。 P1参数标准设置为80 000,
螺距补偿针对不同系统机床有不同的方 法,但补偿原理基本一致,补偿过程中需要注 意的细节问题也比较多,因而,在我们平时工 作过程中,要注意积累经验,归纳总结各种补 偿方法,以便于调整恢复各类机床精度。
参考文献: [1] 俞鸿斌. 数控机床中螺距误差补偿原理及测量方
法研究 [J]. 组合机床与自动化加工技术,2008 (1):42-46. [2] 王元成. 两种数控系统螺距补偿方法 [J]. 一重技 术,2007(4):98-99. [3] 欧阳航空,陆林海,侯彦丽. 精密定位平台的系 统误差分析及螺距误差补偿方法的实现 [J]. 机 电工程,2005,22(1):22-26.
螺距误差补偿只对机床补偿 段起作用,根据机床所测轴长度 合理分段(分段越多,机床实际 移动距离检测越接近真实位移曲 线,所得误差数据分析经过补偿 后机床精度越高),编制被测轴 螺距补偿程序,然后对螺距补偿 相关参数进行设定。