焊条焊丝好评评语
02 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录
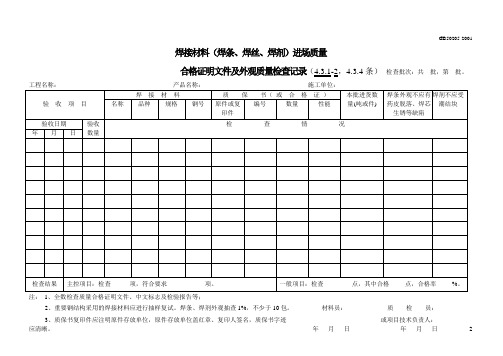
焊接材料(焊条、焊丝、焊剂)进场质量
合格证明文件及外观质量检查记录(4.3.1-2,4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:
验收项目
焊接材料
质保书(或合格证)
本批进货数量(吨或件)
焊条外观不应有药皮脱落、焊芯生锈等缺陷
焊剂不应受潮结块
名称
品种
规格
钢号
应清晰。年月日年月日2
原件或பைடு நூலகம்印件
编号
数量
性能
验收日期
验收数量
检查情况
年
月
日
检查结果
主控项目:检查项,符合要求项。
一般项目:检查点,其中合格点,合格率%。
注:1、全数检查质量合格证明文件、中文标志及检验报告等;
2、重要钢结构采用的焊接材料应进行抽样复试。焊条、焊剂外观抽查1%,不少于10包。材料员:质检员:
3、质保书复印件应注明原件存放单位,原件存放单位盖红章、复印人签名,质保书字迹或项目技术负责人:
30crmnsi钢焊接用焊丝焊条 规格1.2-3.2mm

30crmnsi钢焊接用焊丝焊条规格1.2-3.2mm
30CrMnSiA是一种常用的高强度合金结构钢,常用于制造各种重要零部件,如齿轮、轴、螺栓等。
对于30CrMnSiA钢的焊接,可以选择相应的焊丝和焊条,规格范围在1.2~3.2mm之间。
在选择焊丝和焊条时,主要考虑以下几个因素:
1. 母材的化学成分和力学性能:焊接材料的化学成分应与母材相近,以保证焊接接头的机械性能和耐腐蚀性能。
2. 焊接工艺和要求:根据焊接工艺要求,如手工焊接、自动焊接、焊接电流、焊接速度等,选择适合的焊丝和焊条规格。
3. 焊接成本和效率:在满足使用要求的前提下,应优先选择成本较低、效率较高的焊丝和焊条规格。
具体选择哪种规格的焊丝和焊条还需要根据具体的焊接条件、工件厚度、接头形式等因素进行综合考虑。
如有疑问,建议咨询专业人士或查阅相关技术资料。
各种焊条焊丝的主要用途及选择.doc
各种焊条焊丝的主要⽤途及选择.doc 结构钢焊条的主要⽤途牌号型号主要⽤途 J423 E4301 焊接较重要的低碳钢结构 J422 E4303 J422CrCu E4303 ⽤于耐候钢、耐海⽔腐蚀的焊接 J421 J4313 ⽤于⼀般低碳钢薄板结构的焊接 J421X ⽤于碳钢薄板向下⽴焊和间断焊 J421Fe ⽤于低泰⼭压卵风薄结构的铁粉焊条,焊接效率较⾼ J427 E4315 焊接重要的低碳钢及同强度级别的低合⾦钢结构,如压⼒容器、锅炉、船舶桥梁等 J427Ni J426 E4316 ⽤于薄板结构的低碳钢的焊接 J422Fe13 E4323 焊接重要的低碳钢结构的⾼效铁粉焊条 J422Fe16 J422Z13 焊接低碳负结构的⾼效重⼒焊焊条 J203 E5001 焊接低碳钢及同强度合⾦钢的⼀般结构 J503Z 船舶、锅炉、船舶、桥梁、车辆中低碳钢、低合⾦钢结构重⼒焊焊条 J502J502Fe E5003 焊接同强度的低合⾦钢(如16Mn)⼀般结构 J505 E5010-G 焊接同等强度的低合⾦钢结构件 J505G 焊接16Mn钢管的管道焊条 J505MoG E5011 ⽤于厚壁容器及钢管的打底底层焊条 J507 E5015 焊接重要的低合⾦钢结构,如16MnR钢做的压⼒容器 J507H 越低氢焊条,⽤于海洋平台、船舶、压⼒容器等重要低合⾦钢结构的焊接 J507X ⽴向下焊条,⽤于低合⾦钢的⾓接或搭接焊 J507D 底层焊条,⽤于钢管及厚壁容器打底焊、单⾯焊双⾯成形 F507XG E5015管⼦⽴向下焊条,⽤于圆管下⾏焊或壁厚⼤于9mm的圆管下⾏打底焊 J507NiCu ⽤于相同强度级别的耐候钢及耐海⽔腐蚀钢的焊接 J507R ⽤低合⾦钢压⼒容器焊接,低温韧性较⾼ J507GR ⾼韧性焊条,表于低合⾦重要结构件的焊接 J507RH 越低氢焊条,⽤于低合⾦钢结构如船舶、⾼压管道的间接 JJ507Mo ⽤于含Mo、V、Al耐腐蚀钢的焊接、如12MoVAl钢及抗400°CS、H2腐蚀钢的焊接 J507CuP ⽤于Cu、P耐候及耐海⽔腐蚀钢的焊接 J506 E5016 ⽤于中碳及强度级别相当的低合⾦钢(16Mn、0916Mn2Si的)焊接 J506X ⽤于强度级别相当的低合⾦钢⽴向下焊焊条 J506DF ⽤于通风不良或容器内焊接的低尘低毒焊条 J506D 专⽤于底层焊、单⾯焊双⾯成形封底焊 J506GM 船舶、车辆、⼯程机械、压⼒容器的盖⾯焊、装饰焊 J506WCu E2016-G ⽤于耐候及耐海⽔腐蚀钢的焊接,如0916Mn2Ti J506R 具有⾼的低温韧性,⽤于海洋平台、船舶、⾼压容器等重要结构焊接 J506RH ⾼韧性焊条,⽤于低合⾦钢压⼒容器和船舶的焊接J506NiCu ⽤于强度级别的耐候、耐海⽔钢的焊接 J506H E5016-1 越低氢焊条,⽤于海上平台、船舶、压⼒容器的低合⾦钢的焊接,抗裂性好续表1牌号型号主要⽤途 J506LMA E5018 耐吸潮碳素钢焊条,⽤于低碳钢、你合⾦钢及钢性较⼤的船舶结构的焊接 J507Fe 铁粉你型焊条,焊接重要的碳钢及低合⾦钢结构 J506Fe J506Fe16J506Fe18J507Fe16 ⾼效铁粉焊条,⽤于16Mn、16MnR等低合⾦钢的焊接平焊和平⾓焊 J553 E5501-G 焊接低合⾦钢结构。
常用焊条焊丝质量证明书,合格证

常用焊条焊丝质量证明书,合格证《常用焊条焊丝质量证明书,合格证》编号:XXXXXXXX产品名称:常用焊条焊丝生产厂家:XXX焊接材料有限公司生产日期:XXXX年XX月XX日尊敬的客户:感谢您选择我们的常用焊条焊丝产品。
本质量证明书及合格证旨在证明您所购买的焊条焊丝符合相关的质量标准和技术要求。
请您在购买后认真核对本证明书的各项内容,如有任何问题,请及时与我们联系。
一、产品质量信息1. 型号与规格:根据您的订单需求,本次提供的焊条焊丝型号及规格为XXXXX。
2. 质量标准:本产品符合国家相关标准,并严格按照ISO 9001质量管理体系生产。
3. 检验与测试:在生产过程中,我们对焊条焊丝进行了严格的检验与测试,确保其性能稳定、质量可靠。
二、产品性能特点1. 焊接性能优良:本产品具有良好的焊接性能,焊接过程中熔滴过渡均匀,焊缝成形美观。
2. 强度高、韧性好:焊缝金属具有较高的强度和韧性,能够满足各种焊接需求。
3. 耐腐蚀性强:本产品具有良好的耐腐蚀性能,适用于多种环境下的焊接作业。
三、合格证明本产品已通过国家质量监督检验部门的检测,并获得合格证明。
请放心使用。
四、使用注意事项1. 请在使用前仔细阅读产品说明书,了解产品性能、使用方法和安全注意事项。
2. 存放焊条焊丝时,请避免潮湿、高温和阳光直射,以免影响产品质量。
3. 焊接过程中,请遵循相关安全操作规程,确保操作人员的人身安全。
五、售后服务如您在使用过程中遇到任何问题,欢迎随时与我们联系。
我们将竭诚为您提供技术支持和售后服务。
生产厂家:XXX焊接材料有限公司地址:XXXXX电话:XXXXX邮箱:XXXXX日期:XXXX年XX月XX日常用焊条焊丝质量证明书,合格证(1)《常用焊条焊丝质量证明书,合格证》编号:XXXXXXXXXXXX产品名称:常用焊条焊丝生产厂家:XXX焊接材料有限公司生产日期:XXXX年XX月XX日一、产品概述本产品为我公司生产的常用焊条焊丝,采用优质原材料,经过精细加工而成,具有良好的焊接性能和稳定的物理性能。
无铅焊料的评价内容5页

二、无铅焊料的评价内容理想中的无铅焊料最好是与原来Sn-Pb 共晶焊料特性相同的靠近低熔点处的类似型焊料。
共晶焊料的主要特性,除具备低熔点外,能够像纯金属那样在单一温度下熔融、凝固。
作为Sn-Pb 共晶替代物的无铅焊料,也希望具有与Sn-Pb 相同的熔融温度范围、良好的接合性能、润湿性等。
在开发研制过程中,要完全达到原有焊料相同的性质是困难的,只有通过对Sn 基合金添加AS/Bi、In、Cu等元素,组成性能最接近于原来使用焊料的替代物,同时要考虑到替代物(无铅焊料)的无毒性,制造成本,保存稳定性等因素。
图2.1 是无铅焊料中候补合金系示意。
对Sn-Ag 共晶和Sn-Zn 共晶添加Bi、In ,目的是降低其溶点,添加Cu是为了使其组织细微化,并抑制Cu的溶解,随着某些应用上的要求,今后也可能添加Ce、Ni、P等元素。
目前对无铅焊料进行评价,衡量的报告比较少,只有在替代实用过程中,或根据所用素材本身的润湿,使用性能来比较鉴别,以促进无铅焊料的应用发展。
无铅焊料的特征比较见表2.1,含添加了0.5%程度的Cu。
2 无铅焊料的熔融温度范围Sn 基无铅焊料的熔点测定方式有下面三种(l)同原来的热分析(TA )页码;(2)示差热分析(DTA );(3)示差扫描热量分析(DSC )。
通常采用第3种方式,对焊料由液体状态向固体状态转化时,测定其冷却曲线。
这在回流焊接中,因焊料的熔融动态形成的润湿、流向、弯月面是个重要的因素。
各种熔融温度的测定方法特征和低熔点共晶、对固相线、液相线测定的适用性由表2.2 表示,可以看出,低熔点共晶在加热时的DSC 或DTA ,对固相线冷却时的热分析或加热时的DSC ,在液相线冷却时求得是最适宜的。
无铅焊料属Sn 基合金,应充分理解由过冷却因素,需在冷却时进行液相线、固相线温度测定的这个特征。
表2.2 各种熔融温度的侧定方法特征图2.2 是对Sn-3.SAg 合金的测定例,图中(a)的热分析可明显地看到冷却过程时的过冷却,凝固中回到共晶温度时不发生液相线温度误差。
喷涂药芯焊丝特点

喷涂药芯焊丝特点大家好呀!今天咱就来好好聊聊喷涂药芯焊丝的那些特点。
这玩意儿在工业领域那可是相当重要的,很多地方都离不开它呢。
一、焊接效率高。
你想想啊,在一些大型的工程或者生产线上,时间就是金钱呀。
喷涂药芯焊丝在这方面就表现得特别棒!它的送丝速度比较快,能够在短时间内完成大量的焊接工作。
就好比你吃饭,别人还在慢悠悠地嚼呢,它已经风卷残云般把活儿干得差不多啦。
而且啊,它不需要像传统焊丝那样频繁地更换焊条,这样就大大减少了中间停顿的时间,让整个焊接过程更加流畅高效,简直就是焊接界的“效率达人”。
二、焊接质量好。
这可是喷涂药芯焊丝的一大亮点哟!它在焊接的时候,能够产生比较稳定的电弧,就像一个听话的小助手,始终稳稳地帮你完成焊接任务。
而且呀,药芯里面的各种成分在焊接过程中会发挥神奇的作用,能够有效地去除焊缝中的杂质和气体,让焊接出来的焊缝更加致密、均匀,强度也更高。
就好像给焊接部位穿上了一层坚固的铠甲,质量杠杠的!比如说在一些对质量要求特别高的汽车制造或者航空航天领域,喷涂药芯焊丝就大显身手啦,为这些重要的产品保驾护航。
三、工艺适应性强。
喷涂药芯焊丝就像一个万能选手,各种焊接位置和材料它都能轻松应对。
不管是平焊、立焊、横焊还是仰焊,它都不在话下。
而且对于不同的金属材料,像碳钢、不锈钢、合金钢等等,它也能根据具体情况进行焊接。
就好比一个厨师,不管你给他什么食材,他都能给你做出美味的菜肴来。
这种强大的适应性,让它在很多不同的行业都得到了广泛的应用,真的是超级实用呢!四、操作方便。
对于那些焊接工人来说,操作方便可是很重要的一点哟!喷涂药芯焊丝在这方面也考虑得很周到。
它的使用方法相对简单,不需要太复杂的操作技巧,就算是新手也能比较快地上手。
而且它的飞溅比较小,这样在焊接过程中就不会搞得周围到处都是飞溅的金属颗粒,既保证了工作环境的整洁,也减少了对工人身体的伤害。
就像是一个贴心的小伙伴,让工人们在工作的时候更加舒心、安心。
常见焊条焊丝型号牌号对照一览表 (2)

THT-308LSi
THS-308LSi
H03Cr21Ni10Si1
用于改善填充金属的工艺性、焊接操作性及流动性
THT-309
THS-309
H12Cr24Ni13Si
用于异种钢的焊接,如碳钢、低合金钢与不锈钢的焊接
THT-309Mo
THS-309Mo
H12Cr24Ni13Mo2
THJ507-1
E5015-1
0.12
1.60
0.75
0.030
0.030
—
400
490
22
-46℃
27
适用于碳钢或低合金钢及船用A、B、C、D、E级钢重要结构。
低合金钢焊条
牌号
型号
GB
熔敷金属化学成分(%)(≤)
熔敷金属力学性能(≥)
特点与用途
C
Mn
Si
S
P
其余
Rel/RP0.2
MPa
Rm
MPa
A
%
AKV
J
THJ502WCu
E5003-G
(TB)
0.12
0.30/0.90
0.40
0.030
0.030
Cu0.20/0.50
W0.20/0.50
425
(例值)
540
(例值)
27
(例值)
-40℃
35
(例值)
耐候钢专用焊条,用于铁路耐候车辆的焊接
THJ502NiCu
E5003-G
(TB)
0.12
0.30/0.90
THR507
E5MoV-15
—
THQ-50CG4
焊条烘烤、发放规定
焊条烘烤、发放规定1、焊接采购时,必须要求有供应商提供所购焊材的材质证明书原件,若为复印件必须加盖经销商的印章。
项目部供应部门应保管好焊材的材质证明书,以备查证及作为存档、交工资料。
2、焊材在入库前,应经材料责任师、焊接责任师和质检员检查合格后,方可入库贮存(必要时,经质量检验人员确认)。
检查验收的主要内容为:焊材的型号(牌号)规格、炉批号是否与材质证书一致;焊材的外观是否合格,应无锈蚀、药皮脱落等现象。
如上述内容不全或有怀疑时,应对焊材进行复验。
3、焊材库必须干燥通风,库房内不得放置有害气体和腐蚀介质。
焊材应存放在架子上,架子离地面的高度和墙壁的距离均不少于300mm,严防焊材受潮。
库房内的焊材应按种类牌号、批号、规格和入库时间分类堆放,每垛应有明确的标识,不得混放。
焊材库内应配备抽湿设备、温度计、湿度计,保持库内温度为5~35℃,相对湿度不大于60%,并做好焊材库监测记录。
4、设专人负责焊材的保管、烘烤、发放、和回收,并有详细记录。
5、焊条、焊丝启封后,应进行表面检查,凡药皮脱落、腐蚀严重的焊材严禁使用。
6、焊条使用前,应按设计文件要求或本身的说明书进行烘焙。
当设计文件、本身的说明书均无特别要求时,按下列要求进行烘烤。
a、低氢型焊条烘焙温度为350~400℃,恒温时间为1小时,烘焙结束后120℃保温贮藏,本工程涉及焊条有J427、J507、R307等;b、酸性焊条和不锈钢焊条烘焙温度为100~150℃,恒温时间为1小时,烘焙结束80℃保温贮藏;7、焊条在使用前,应按设计文件、焊接工艺规程或标准、规范要求,在恒温箱中保存,但保存时间不宜超过七天。
8、焊条、焊剂烘干后,由焊材烘焙员按焊接责任师交底单统一发放。
每次发放量以焊工能在4小时内用完的数量为限。
(每位焊工焊条一次发放量以3千克为限)焊工应用焊条保温筒领取焊条、用容器领取焊剂。
每次领取的焊条型号(牌号)以一种为宜。
发放的焊条、焊剂应在4小时之内用完。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊条焊丝好评评语
1、所购买的低温焊条焊丝具有良好的润湿性、导电率、热导率,易上锡。
2、焊条型号比较小,的优点是适合焊接较薄的工件,但焊厚工件时效率有点低了
3、这家的焊条型号大,焊厚工件效率高的优点,不易焊薄工件。
3、焊丝,适用气保护焊用,焊接性能良好,焊接飞溅少,焊后化学物理性能符合标准。
4、焊条靠谱,而且焊接的很结实。
5、焊条、焊丝质量杠杠滴,我公司一年就用近千万的货。
6、耐磨焊丝不错的,使铜铝管焊接质量稳定,即焊接电流稳定。
7、实心焊丝和药芯焊丝,优点是对各种钢材的焊接,适应性强调整焊剂的成分和比例极为方便和容易,可以提供所要求的焊缝化学成分。
8、不锈钢焊条质量还是很不错的,性价比也是比较高的,我觉得是很不错的,可以选作电站、化工、石油等设备材料。
9、焊丝物流服务很好,是正牌产品,很棒。
10、焊丝熔敷速度快,熔敷效率(大约为85%-90%)和生产率都较高。
11、焊条质量很好,拉忽很好,焊水稳定不流成鱼鳞状,焊接质量很好,我们这儿好几个施工单位都是用的这家焊条。