S型φ700×1800四辊压延机改造
引进四辊压延缓冲胶片生产线简介
稳定 , 生产效率高 , 设备运行可靠。
关键词 :四辊压延机 ; 缓 冲层 ; 气密层 ; 子 口胶 ; 热贴合 中图分类号 :T Q3 3 0 . 4 4 文献标志码 :B 文章编号 :1 6 7 4 - 8 6 4 6 ( 2 0 1 3 ) 0 6 - 0 0 7 6 - - 0 3
I l nt r 0 d ’ uc t ‘ i ‘ 0 U o O f l f o u r r o l l c a l e nd na e r b u fe r il f m
pr o d u c t i o n l i n e
TI AN Yun — s he n g
牡丹江桦林佳通轮 胎有 限公 司引进的意大利倍 耐力公 司子 午胎 生产 技 术 , 其产 品 比斜 交胎 行 驶里 程 高 5 0% 一
1 5 0 %, 比 国 内 自 主 开 发 的 同 类 产 品 子 午 胎 行 驶 里 程 高
辊组进行冷却 , 通过后储பைடு நூலகம்器 、 调偏装置后 由卷取装置进行 定 长卷 取成 布卷 , 然后运至成型工段 。
第 4卷 第 6期
2 0 1 3年 6月
黑 龙 江 科 学
HEI LONGJ I ANG SC I ENC E
V0 1 . 4 NO . 6
J u n e . 2 01 3
引进 四辊 压 延缓 冲胶 片 生产 线 简 介
田 云 生 ( 牡丹江桦林佳通轮胎有限公司 , 黑龙江 牡丹江 1 5 7 0 3 2 )
( H e i l o n g i f a n g Hu a L i n G i t i T i r e C o L T D, Mu d a n j i a n g 1 5 7 0 3 2, C h i n a )
S型四辊压延机导胶边装置的改造

改 造后 的工作 原理 为 : 常生 产时 , 正 首先将 力 矩 电动 机控 制器 面板上 的开关 打 到“ ON” 置 , 位 使 导胶辊 能够 正常 运 转 , 当帘 布 经过 裁 刀 与 胶边 裁 切辊后 , 成合格 帘布 及胶 边 , 分 合格 帘 布经过 辅线
制 方法 , 由三相 网路相 位 同步控 制 , 以保证三 相输 出 自动 平衡 , 过输 出反馈 控制 , 通 可有 效地 防止 电
接驱动 不 粘胶 导 辊 方 式 代 替 之 前 的皮 带 传 动 方
式 , 实现胶 边 的顺利 导 出 。 可 2 2 改 造 要 点 .
12 3 4 5
/厂 —
() 1 针对 胶边 不能 及时 导 出现象 , 析认 为主 分
要是 由于 导胶速 度与 主机速 度不 匹配 导致胶 边受
本 次签 约合 作 , 滨公 司将 结 合 实 际把 该 公 横
司先 进 的技术 力量 和管 理经 验导入 兴达公 司 的研
度 等新 兴 国家轮 胎 投 资 有 明显 放 慢 迹 象 , 其 是 尤
印度 近期 轮胎 设备 采购 大 幅度减 少 。德 国大 陆轮 胎公 司调 低 2 1 O 2年 度 轮 胎 投 资 预 算 , 在 我 国 其 轮胎 扩 产 及 俄 罗 斯 新 建 轮 胎 项 目 目前 未按 计 划 启动 。
兴达 公 司是集 全 钢 工 程 机 械子 午 线 轮 胎 、 全
一
S型 四辊 压 延机 导 胶 边装 置 的 改造
中 图 分 类 号 : Q3 0 4 T 3 . 3 文 献 标 志码 : B
钢 丝帘 布 压 延 机 是 生 产 轮 胎 的关 键 设 备 之
压延成型

压延机操作因素:辊距与辊间存料量
• 压延机的辊距,除最后一道与产品厚度大致相等之外,其它各道都比 这个数值要大,而且按压延机辊筒的排列次序自下而上逐渐增加,借 以使辊筒间隙中有少量存料,辊筒间隙存料在压延成型中起储备.补 充和进一步塑他的作用。
• 存料的多少与存料旋转的状态宜接影响产品质量。 – 存料过多,薄膜表面出现毛糙和云纹,并容易产生气泡。在硬片 生产中还会出现冷疤。此外,存料过多对设备也不利,因为增加 了辊筒的负荷。 – 若存料过少,则因压力不足造成薄膜表面毛糙。如在硬片中会出 现变形孔洞。存料过少通常容易引起边料的断裂,以致不易牵致 压延机再用。存旋转也不佳,会使产品横向厚度不均匀,薄膜有 气泡,硬片有冷疤。 – 存料旋转不好的原因在于料温太低,辊筒温度也低或辊距调节不 当,所以综上所述可知辊隙存料是压延操作中需要经常观 察和调节的。
辊筒变形与解决办法
辅助过程中的因素:冷却定型阶段的影 响因素
(1)冷却 冷却必须适当,当冷却不足时,薄膜会发粘发皱,卷取后收
缩率也大;若冷却过度,辊筒表面处会因温度过低而有冷凝水珠 也会影响制品质量。在多雨潮湿季节里尤为需要注意。 (2)冷却辊流道的结构
冷却辊进水端辊面温度必然低于出水端,所以薄膜两端冷却的 程度不同,收缩率也就不一样。解决的办法是改进冷却辊的流道 流向结构,务必使冷却辊表面温度均匀一致。 (3)冷却辊速比
• 避兔蜡状物形成的方法有:
– ①选用适当的稳定剂。硬脂酸钡的正电性高,所以在配方中要尽 量控制用量。此外最好不用月挂酸盐而用液体稳定剂。
– ②掺入吸收金属皂类更强的填料,如含水氧化铝等。 – ③ 加入酸性润滑剂,如硬脂酸等。酸性润滑剂对金属皂有更强的
亲合力,可以首先占领辊筒表面并对稳定剂起润滑作用,因而可 避免稳定剂粘附辊筒表面。但硬脂酸的用量不宜过多,否则物料 不好塑化,也容易在薄膜中析出或在膜的二次加工时影响粘接性。
《高分子材料成型加工设备》--第五章--压延机
2.1 辊筒长度和长径比 这是表征压延机规格大小的特征参数。
1、辊筒长度和直径 辊筒长度是指辊筒工作部分的长度,表征了可压
延制品的最大幅度。 辊筒直径是指辊筒工作部分的直径。表征了压延
机规格的大小。
L+X L
July 13, 2024
D
2、辊筒长径比 辊筒工作部分长度和直径的比值叫长径比(L/D)。
A、压延时两辊筒消耗功率与辊筒的线速度成正比 若两辊筒线速度分别为V1、V2,功率分别为N1、
N2,则: N1/N2=V1/V2
July 13, 2024
B、贴胶时所消耗的功率仅为总功率的6% N贴=0.06N总η
式中 N贴——贴胶辊功率, N总——有效总功率, η——传动总效率。
根据以上两点,就可以计算出各个辊筒所占的功 率。
式准确地求得。现介绍几种经验公式近似地计算: 1)单台电动机传动时的功率计算
A、按辊筒线速度计算 N =a·L·v
B.按辊筒数目计算 N=K·L·n
式中 a, K——计算系数 L——辊筒工作部分长度 v——压延线速度 n——辊筒个数。
July 13, 2024
以上两式的共同缺点是没有考虑被加工胶料的性 质和加工方法,以及辊筒的直径对功率的影响, 而它们对功率消耗的影响又是十分大的。可见上 述二个公式都是片面的。
July 13, 2024
3)超前角 超前区和滞后区的交界面称之为临界面即cd面,即 胶料运动速度等于辊筒的线速度的面,其厚度为h, co’或do与辊筒中心线的夹角φ称为超前角。
4)计算 假定:压延材料从辊距中引出后其厚度等于辊距的 大小。经过推导,可以得出如下结果:
a、超前角φ:
July 13, 2024
压延机调偏控制器改造设计
同的 控 制器 4台 ( 指 扩布 器处 用 2台 ) 三 ,若 外
的控制板 安装 在控制柜 内 ,共用一个 ± 5 V 电源 1
( 购 ± V、3 A开 关 电源作 为该 电源 ) 外 1 5 ,光源
为 + 1 V, 遮挡 时 一1 V。最后 确定 R9用 5 无 5
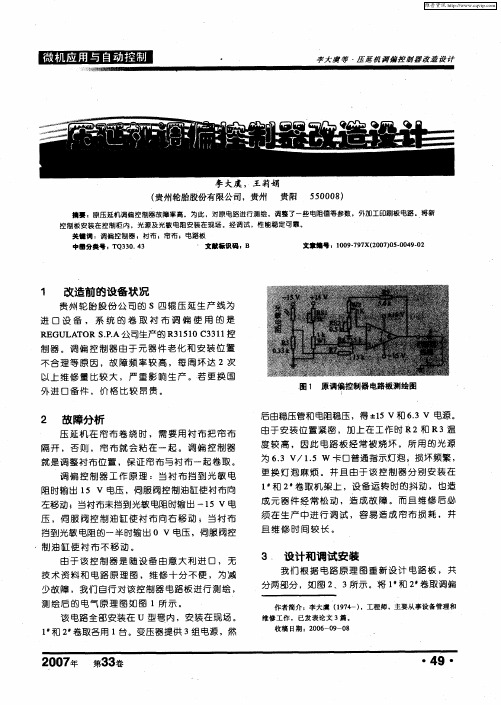
图 2 改造后调偏控制器柜 内安装部 分原理 图
8 0 K的 电阻 。运放使 用普通 的 L 0 M7 1 4 。 把调 试好的 电路板 安装在 现场控 制柜 内 ,
光敏 电阻 和 LE 灯 装在 原来 的 u 型 弯内 ,无 需 D
现 场 调 试 ,即 能 正常 使用 。由 于 电路 板在 柜 内 , 没 有 抖 动 ,元 器件 不 会 松 动 并且 电路 板 上 没 有 发 热 元件 ,保证 该 电路 的 稳定 性 。用 L ED 发 光 二极 管指示 灯 ,又降低 电压 使用 ,寿 命更 长 。运 行近 1年 ,没 有 发 生 故 障 。 通 过 以 上 设 计 和 改 造 ,解 决 了备 品备 件 的
后由稳压管和 电阻稳压 ,得 " 5 V和 63V 电源 。 4 - 1 .
由于 安 装位 置 紧 密 ,加 上 在工 作 时 R2和 R3温
度 较 高 ,因 此 电路 板 经 常 被 烧 坏 。所 用 的 光 源 为 6 3 V/15 w 卡 口普通 指示灯 泡 ,损坏 频繁 , . .
更 换 灯 泡 麻 烦 。 并且 由于 该 控 制 器 分 别 安 装 在
1 和 2 卷 取机 架 上 ,设 备 运 转 时的抖 动 ,也 造 ・ 成 元 器 件 经 常 松 动 ,造 成 故 障 。而 且 维 修 后 必
S型四辊压延机电气传动和自控系统改造

艺要 求 。
() 2 直流传 动
① 主 机 和 辅 机 有 8 台 英 国 产 C ~ e tr2 T M no
数字 式直 流调 速器 ( 取设 备 的 2台已于 2 0 年 卷 08 改造 ) 。其 中励 磁部分 损坏 , 急采用 外挂 整流桥 应 的有 3台 ; 面板按 键损 坏 , 用 临时外接 微 动开关 采 的有 2台 ; 张力 软 件板 发 烫 、 常跳 闸和停 机 , 经 采
力 、 接头 压力 等均无 法实 现 自动控 制 , 过 达不 到工
作者 简 介 : 建 宁 ( 9 9) 男 , 夏 银 川 人 , 川 佳通 长 城 轮 洪 1 5一 , 宁 银 胎有 限公 司 工 程 师 , 要 从事 电 气设 备 管理 工 作 。 主
提高设 备 的综合 保护 水平 和符 合生产 工艺 条件 的 基础 上 , 高产 品质 量 , 低原 材 料 消耗 ; ~5年 提 降 3
前后 操作箱 进行 反馈 为各 自张 力区 内的测力轴
由 P C控制 S型 四辊压 延机 1 L O台直 流 电机
中 图分 类 号 : TQ3 0 4 3 . 4 文 献标 识 码 : B 文章 编 号 : 0 6 8 7 ( 0 0 0 — 4 50 1 0 ~ 1 1 2 1 ) 70 3 — 3
我公 司对 S型 四辊压 延机 电气 传动 和 自控 系 统进 行 了改 造 , 一 次试 车成 功 。本 次 改 造 的范 并 围为 S型 四辊压延 机 可编程 控制 器 ( L ) 8台 P C和 数字 式直 流调 速器及 相关 的其 它设 施 。 目前该 设 备 已通过验 收 , 运行 稳定 。 S型 四辊压 延机 改造 是我 公 司实 现设 备 长 周
革制品压延成型概述—压延法生产人造革的工艺流程
压延设备
压延机 分类
辊筒数目 排列形式
辊筒数目
即开炼机 通常应用于塑炼和压片
二辊
一般用于橡胶的压延成 型
三辊
辊筒 数目
五辊 一般用于硬质PVC片材
四辊
一般用于塑料的压延成 型
辊筒数目的增加
受压延的次数增加,制品质量提高。
可以提高转速,提高生产率。
三辊压延机
辊筒排列形式
I型 三角型
四辊压延机
I型
出料卷重量/kg 20~30
成条状连续运输
塑料压延成型
(3)、压延成型
600×1200三辊压延机压延(0.5~0.7)mm×910mm×1850mm片材时工艺参数
辊筒号
上辊
中辊
下辊
温度/℃
180
185
190~195
650×1800三辊压延机压延(0.5~0.7)mm×930mm×1810mm片材时工艺参数
压延制品
薄膜、薄片和人造革,复合薄膜(如 AI+PE+PET+纸等复合包装薄膜) 的贴合,PVC包装膜,PVC板材、地 板等。
人造革:以布、纸或玻璃布为增强材 料,用辊筒法把粘流态塑料的薄层粘 附在增强材料上。PVC、PU人造革。
压延成型特点
连续成型,生产能力大,操作方便,易自动化; 产品质量均匀,致密、精确; 成型不用模具,辊筒为成型面,表面可压花纹; 制品为薄层连续型材,断面形状固定,制品尺寸大; 成型适应性不是很宽;
T2
① 辊筒加热 ② 摩擦与剪切生热
T3
T4
塑料压延成型
工艺参数
辊速
压延物的情况
1辊
硬质PVC
压延软PVC薄膜时的辊速/(m/min) 42
意大利COMERIOERCOLE公司_S_形四辊钢丝压延机的自动控制原理
意大利COMERIO ERCOLE 公司“S”形四辊钢丝压延机的自动控制原理文峰,迭华,陈飞 (贵州轮胎股份有限公司全钢分公司,贵州贵阳 550008)摘要:从生产工艺的角度,将钢丝压延机的控制系统分成张力控制系统、厚度控制系统、辅助系统等三大部分,论述各部分功能及自动控制原理。
关键词:钢丝压延机;张力控制系统;厚度控制系统;上位机;工控机;PLC中图分类号:TQ330.44 文献标识码:B 文章编号:1009–797X(2002)02–0051–04在全钢子午线轮胎的生产设备中,钢丝压延机以其生产精度要求高,控制系统复杂,生产能力大等特点,占据了很突出位置,是全钢子午线轮胎的关键生产设备之一。
从生产工艺的角度来看,压延机的控制系统可分成张力控制系统,厚度控制系统,辅助系统等三大部分。
张力控制系统由钢丝锭子张力控制装置、生产线直流拖动系统及贮布架液压系统等构成;厚度控制系统由厚度测量系统、辊距调节系统、辊弯曲及轴交叉构成;辅助控制系统由温度控制系统、积胶控制系统、卷取定中装置、压延机润滑系统、主机压力辊伺服控制等构成。
下文将围绕这三大系统展开论述。
限于篇幅,本文只讨论压延机的自动工作模式。
1 控制系统构成我公司引进的意大利Comerio Ercole公司“S”形四辊钢丝压延机,其自动控制系统由上位机、测厚系统工控机、西门子S7-300型PLC构成(见图1)。
2 张力控制系统压延机张力控制的好坏,是影响钢丝帘布质量的重要因素之一。
因此,在整个控制系统中张力控制系统占据了较大的比重。
以主机3#辊为准,可将压延机的张力控制分为压延前和压延后张力控制。
压延前张力由美国RJS 公司提供的气动式张力控制装置控制,通过手动调节压缩空气回路的减压阀来控制钢丝锭子的导开张力。
压延后张力控制分为三段,由上位机和PLC 控制。
2.1 冷却辊段张力该段张力是由冷却辊直流电机和主机3#辊直流电机的设定速度差产生的。
当然,由于钢丝的伸长率很小,因此如忽略钢丝的伸长变形和传动机构的打滑现象,压延生产线各点的实际线速度是一致的,均等于钢丝的导开速度。
2子午胎生产关键设备之压延机
• 在实际设计制造中,通常采用圆弧的一
部分或椭圆的一部分或抛物线的一部分
作辊筒中高度的补偿曲线来近似地补偿。
3 辊筒的挠度补偿
• 理论上根据材料力学可以求得辊筒在工作负荷作用下的实际挠度方程
为:
其中:P--辊筒横压力;E--辊筒材料的弹性模数; J--辊筒断面惯性矩 L--辊筒工作表面长度; a--轴承压力作用点到轴肩距离;x--从轴 肩开始发起的任一距离
纤维帘布压延生产线
1 概述
1.4 工作原理
• 相对回转---两个相邻的辊筒在有速比或等速情况下相对回转; • 胶料在摩擦力作用下被拉入辊隙中; • 由于辊隙截面的逐渐减少,使胶料
受到强烈的挤压与剪切,完成延展 成型(压片);或把胶料挤压在钢 丝帘布上(双面贴胶);胶胚表面 压花(压型);多层胶片的贴合等。
• 不管是那一种加工曲线都是二次曲线,而实际变形曲线则是四次曲线。
因此中高度法是不能完全补偿辊筒挠度的。所以通常中高度法与其他方 法联合使用。
• 辊筒的中高度值在没有其他补偿方法联合使用时,通常在0.02—
0.10mm范围,在与其他方法联合使用时,通常在0.02—0.06mm范围。 由于每个辊筒所处的地位和作用不同,因而,每个辊筒的中高度值也不 一样,应根据实际情况确定。
1843年三辊压延机应用于生产中; 1880年四辊压延机制造出来了。
• 我国压延机的设计与生产起步较晚,但发展较快。
1958年就成功地制造出了φ610×1730毫米压延机,填补了国产压延机 生产的空白,其后各种不同规格与用途的压延机不断的应用于生产中, 并已系列化。
• 现在我国已经可以制造用于钢丝帘布压延的压延机。
4 压延机的发展
5、压延供胶
• 用销钉机筒冷喂料螺杆挤出机,有的甚至用高压(50MPa)齿泵挤出系统
4300mm精轧机机架辊模块化改造
4300mm精轧机机架辊模块化改造陈鹏①(河钢集团舞钢公司第一轧钢厂 河南舞钢462500)摘 要 本文介绍了河钢集团舞钢公司第一轧钢厂4300mm精轧机机架辊在生产运行中存在的问题及难点,并针对此进行的模块化改造及检修方案的优化攻关,并对相关设备的改造提供了详实的改造经验及方案。
关键词 4300mm精轧机 机架辊 模块化改造 检修方案优化中图法分类号 TG155.4 文献标识码 ADoi:10 3969/j issn 1001-1269 2023 Z2 0621 前言本文介绍了了我公司新建4300mm精轧机自建成以来,机架辊在运行过程中存在很多问题,设备运行不稳定。
一轧钢厂如何对精轧机机架辊模块化改造及检修方案优化进行了项目攻关。
2 概述根据舞钢公司的生产组织的需求,公司在一轧钢新建了一台4300mm精轧机及其附属设备,并于投产与2019年8月6日正式投产。
精轧机经过一年多以来的运行调试,目前已进入高效、稳定的生产阶段。
2020年11月与4200mm粗轧机双机架运行共轧制钢板12 6万余吨,一举突破历史最高水平。
2022年6月份,更是定下了全月16余万吨的产量,创下历史最佳水平,为一轧钢迎来了新的荣誉和发展。
一轧钢4300mm精轧机被赋予了舞钢公司新的使命和任务。
因此如何保证精轧机能够正常、高效、稳定的运行,就成了摆在一轧钢设备线全体人员面前棘手的问题。
对此,一轧钢厂组织设备线的精干力量,对精轧机进行了技术攻关。
提出了精轧机提产保量、稳定运行,全月非计划停时为零的攻关目标,并先后对轧机辊系稳定性、机架辊运行不稳定更换困难、主传动运行不稳定等具体的设备难题进行了攻关。
并按照点检定修制的要求,制定了详细的“点检标准”、“给油脂标准”、“维修技术标准”、“检修作业标准”等四大标准,同时在精轧机区域设备实行了操作点检,专业点检相结合的设备点检保障机制,对设备存在的隐患能够及时发现。
并利用换辊定修、月修、年修相结合的维修策略,对设备进行预防维修,使精轧机一直维持在较高的生产作业率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
售收入增长11.7%,载重轮胎和相关经销网络增
长10.6%,航空轮胎、工程机械轮胎、农业轮胎、
力车轮胎及其它业务也实现了3.6Yoo的增长。
米其林亚洲市场的业务依然蓬勃发展,继续
成为推动全球市场发展的生力军。2006年第l
季度,集团在亚洲市场的增长额表现突出,特别是
在载重轮胎和轿车/轻载轮胎的原配胎市场,分别
的工厂预定于2007年下半年投产,年产量可达
1 000万条。
米其林拥有韩泰2.4%的股份,根据2003年
签订的协议,还将购买韩泰7.6Yoo的股份。
(涂学忠摘译)
万方数据
收稿日期:2006—02—06
米其林2006年一季度销售收入创新高
中图分类号:F27
文献标识码:D
米其林集团日前宣布,2006年第1季度销售
收入达到39.8亿欧元,与2005年同期相比,增长
3.7亿欧元,涨幅达10.2%。
与去年同期相比,集团所有业务部门均有不
俗表现,其中轿车/轻载轮胎及其相关经销网络销
3 改造后设备技术参数
统自动控制。 2.3温控系统
压延帘布最大宽度 稳定运行线速度(连续可调)
(1 530±20)mm 6~60 m·min 1
(1)干燥箱温度由热电偶、温度变送器、PID 帘布各张力区段张力波动
≤2%(设定值)
调节器、隔膜调节阀和电气转换器等组成的温度 闭环调节系统(意大利鲁道夫公司产品)控制。
(2)前储布人口与出口处各安装l套日本
(4)主机辊筒温度设定和实际值显示、存储及
IHI公司的光电液压帘布对中纠偏装置。
打印。
(3)帘布干燥箱入口与出口处各安装l套双
(5)空气压力、水压和蒸汽压力值显示。
曲辊对中扩布装置,出口处还安装1套光电液
(6)前后长度计量数值显示及长度累计。
压帘布对中纠偏装置(意大利鲁道夫公司产
1
2
3
4
5
6
7
8
9 lo 11
12
图1 s型0700x 1800四辊压延生产线结构
1--导开装置;2过接头装置;3 1“驱动装置;4前储布器;5一干燥辊和2“驱动装置;6--压延主机;7上下摆胶装置
8-冷却辊和3 8驱动装置;9~后储布器;10 45驱动装置;11-1‘卷取装置;12…垫布导开装置。
(7)实时参数值打印。
品)。
(8)故障点存储、报警和打印。
(4)卷取工位帘布入口处安装1套IHI公司
(9)子站故障检测显示和提示信息等。
的光电液压帘布对中纠偏装置。
自动控制系统界面采用国外进口工业组态软
(5)卷取双工位垫布导开位置安装1套意大 件编制,屏幕操作采用菜单方式。
利鲁道夫公司的光电液压对中纠偏装置。 除全幅扩布器外的所有纠偏装置均由液压系
1改造前存在的问题 原S型西700×1800四辊压延生产线如图1
所示,为1 9 7 9年试制产品,受当时制造条件限
制,该机前后辅机最大张力只有8 kN,且性能不 稳定,反馈滞后,不能适应压延锦纶帘布的要求, 一直未能正常使用。该机主机轴瓦为青铜轴瓦结 构,提高张力将会增大轴瓦负荷,从而造成轴瓦磨 损加快或过早损坏;配套的前后辅机和电控系统 技术落后,难以改造,若重新制造,不仅耗时长,且 至少需投资1 000万元;过接头装置无快速打开 功能,生产帘布时损耗大,且不能适应连续生产 需要。
2.1 张力控制系统
2 设备改造
(1)第1张力区
为了节省投资,缩短改造时间,佳通集团将安
第1张力区采用闭环张力控制,主要由气动
徽佳通轮胎有限公司和福建莆田佳通轮胎有限公 制动器、张力测力轴承、张力控制器、电气转换器
司原两用压延机改造为钢丝压延机后剩余的帘布
组成,辅以长度计量装置以控制1 8驱动装置
压延辅机部分调往我公司进行利用。
9上摆胶装置;lo一全幅扩布器;11--压延主机;12下摆胶装置;13—2。张力装置;14--冷却辊和3 8驱动装置; 15~后储布器;16-卷取装置;1 7垫布改向辊;18一帘布摆头装置;19 4。驱动装置。
控制系统。
司可移动式加热冷却交换器。
(3)第6张力区
2.4自动控制系统
第6张力区由卷取牵引电机、西门子6RA70
张力提高了50%以上,自动化水平得到大大提高,满足了绵纶帘布的生产要求。
关键词:四辊压延机;联动生产线;张力控制;纠偏系统
中图分类号:TQ330.4+4
文献标识码:B
文章编号:1006 81 71(2006)06 03j一03
我公司2004年对S型qD700×1800四辊压 延机及联动生产线进行了全面技术改造,2005年 5月完成图纸设计、制造、安装和试车等各项工 作,使常年闲置的生产线重新投人生产。现将改 造情况及效果介绍如下。
帘布各张力区段张力调节范围 第1张力区
0.3~1 kN
(2)干燥箱内配有自动灭火装置(意大利鲁道
第2张力区
0.5~5 kN
夫公司产品)。
第3张力区
1~15 kN
(3)加热冷却系统采用台湾玮吉机械有限公
第4张力区
1—~15 kN
万方数据
第6期
王 军等.S型垂,700×1800四辊压延机改造
363
第5张力区
速度。
改造后的压延生产线结构如图2所示,主要
(2)第2~5张力区
由张力控制系统、纠偏系统、温控系统和自动控制
第2~5张力区采用液压闭环控制张力的方
系统组成。
式,由液压站、液压站控制器与位移传感器、各
作者简介:王军(1970),男,黑龙江牡丹江人,桦林佳通轮胎 有限公司工程师,学士,主要从事设备的管理与设计工作。
区牵引电机、西门子6 RA70系列控制器及内置 T400工艺控制板等组成储布器浮动辊位移闭环
万方数据
轮胎工业
2006年第26卷
图2改造后s型q,700X 1800四辊压延生产线结构
1导开装置;2过接头装置;3 1 8驱动装置;4一前储布器;5-2‘驱动装置;6扩布装置;7干燥箱;8 1“张力装置
实现了20.0%和10.4%的增长率,两类轮胎在替
换胎市场上分别增长8.0%和5.0%。
值得关注的是,中国市场在一季度再次成为
最大的亮点。得益于中国经济的高速发展,轿车/
轻载轮胎市场的一季度销售收人成功保持了两位
数高增长率的势头。中国载重轮胎市场表现出的
迅猛发展态势也带动了整个亚洲市场的发展。随
着载重轮胎子午化在中国稳步推广(预计2006年
m·min 。
4 结语 S型垂,700×1800型四辊压延机及联动生产
线的改造利用了集团内部闲置设备,节省了投资, 缩短了改造时间,使一条多年闲置的生产线重新 投入使用。
设备改造使工程技术人员对压延生产线的工 艺流程、自控原理、设备性能、构造有了更全面和 细致的了解,为公司今后设备改造与维护打下了 坚实的基础。
传感器和显示仪表,以显示各区段张力的实际测
改造后自动控制系统主要新增了以下功能。
量值。
(1)速度给定、速度实际值显示。
2.2 纠偏系统
(2)各张力区张力给定、各张力实际值显示。
(1)帘布主机入口处增设1套德国EI。公司
(3)辊距、轴交叉、反弯曲、预负荷等参数的给
的全幅扩布器。
定及实际值显示和电流显示。
l~2.5 kN
第6张力区0.5~2 kN
纠偏定中心装置帘布偏移量 卷取最高线速度
≤5 mm 105 m·min叫
导开最高稳定运行线速度
105 m·rainl
帘布接头机温度
(180±2)℃(蒸汽加热)
由于主机轴瓦为青铜轴瓦,考虑到改造后
张力将增大50%以上,因此线速度设计值虽然仍 为6 0 rn·min ,但使用时控制线速度在4 0
年底,中国载重轮胎子午化率将达到26%),其替
换胎市场一季度成绩喜人;原配胎市场方面,继
2005年11月首度合作之后,米其林与北京市又
签订了第2批公交客车原配轮胎的供应合作协
议。此外,2006年3月,米其林在中国推出了一
项旨在推动中国道路移动性和安全性的重磅服
务——“随你行”。
(本刊编辑部 吴秀兰供稿)
湖等韩国公司带来了希望,因为这些汽车公司可
能会寻找价格比较低廉的汽车配件。
但是,由于汽车公司为购买原配件所出的价格
往往大大低于轮胎公司的期望值,因此韩国轮胎公
司的业务不可能在短期内获得重大改善。福特公
司最近已将韩泰公司选为其最好的供应商之一。
韩泰在本土的两家工厂和中国的两家工厂每
年共生产5 800万条轮胎。该公司在匈牙利新建
第6期
王 军等.s型qD700×1800四辊压延机改造
S型0700 X 1800四辊压延机改造
王 军,张长伟 (桦林佳通00型四辊压延机及联动生产线的改造。通过完善压延生产线张力控制系统、纠偏系 统、温控系统和自动控制系统,使设备可以正常稳定生产,改造后生产线速度控制为40 ITI·min 。与原机相比,帘布
剩、原材料费用高涨和欧元疲软都不会对利润产
生正面影响。韩泰预测今年原材料费用将增长
10%,增幅高于去年。韩泰2005年销售额同比增
长7.5%,约为20多亿美元。
韩泰将在靠近美国和拉美地区的某国建一个
新厂。到2008年或2009年欧洲厂成功投入运营
后,公司将做新的战略决策。
美国通用等汽车公司的财政困难给韩泰和锦
压延生产线自动控制系统采用CC—Link现
系列控制器及内置的T400工艺控制板、线速度
场总线。由1台三菱Q系列PLC作为控制主
传感器、测力轴承等构成帘布恒张力闭环控制
站,另1台三菱Q系列PI.C做辅助控制,4台远
系统。