和谐型机车车轴技术规范
各车轴或车轴组技术上允许的最大质量
各车轴或车轴组技术上允许的最大质量随着交通运输业的快速发展,车辆的质量和技术要求也越来越高。
在车辆设计和制造过程中,车轴及车轴组的质量是一个非常重要的技术指标。
本文将探讨各车轴或车轴组技术上允许的最大质量,包括其定义、测量方法以及对车辆运行安全的影响。
一、定义车轴或车轴组的最大质量是指在满足相关技术标准和要求的前提下,该车轴或车轴组所能承受的最大重量。
通常以吨或千克作为单位进行计量。
这一指标是衡量车辆承载能力的重要参数,也是保障车辆运行安全的重要保障。
二、测量方法1. 静态测试:静态测试是最常用的测量车轴或车轴组最大质量的方法之一。
该测试采用专业的测力仪器,将车轴或车轴组固定在特定的测试设备上进行加载,直至达到所设定的最大质量。
通过测量仪器所显示的受力数值,即可得出车轴或车轴组的最大质量。
2. 动态测试:动态测试是另一种常用的测量方法。
该方法通常在实际车辆运行状态下进行,通过安装负载传感器等设备,监测车轴或车轴组在行驶中的受力情况,从而得出其最大质量。
三、影响因素车轴或车轴组的最大质量受多种因素影响,包括但不限于车辆类型、材料选择、制造工艺等。
具体而言,以下几个因素对最大质量起到决定性作用:1. 车辆类型:不同类型的车辆对车轴或车轴组的质量要求不同。
货车对车轴的承载能力要求较高,因此其最大质量相对较大;而轻型客车的最大质量则较小。
2. 材料选择:车轴或车轴组的制造材料直接影响其最大质量。
高强度合金钢和碳素钢是常用的材料,其最大质量相对较高;而铝合金和镁合金等轻量化材料最大质量则要低一些。
3. 制造工艺:制造工艺对车轴或车轴组的质量具有重要影响。
精密的锻造和热处理工艺可以提高材料的强度和耐磨性,从而提高车轴或车轴组的最大质量。
四、对车辆运行安全的影响车轴或车轴组的最大质量直接关系到车辆的承载能力和运行安全。
一旦超载,将导致车辆行驶不稳定,加速车辆部件的损耗,甚至引发交通事故。
控制车轴或车轴组的最大质量,对于保障车辆运行安全至关重要。
TB1488-1983 铁路机车车轴排列型式表示方法
TB 中华人民共和国铁道部部标准
TB/T 1488-83 铁路机车车轴排列型式表示方法
1983—11—24发布 1984—07—01实施中华人民共和国铁道部发布
中华人民共和国铁道部部标准
TB 1488—83 铁路机车车轴排列型式表示方法
本标准是对铁路机车车轴排列型式(简称轴列式)表示方法所作的统一规定。
本标准表中未列出之轴列式,可依据本标准相应规定类推。
1. 蒸汽机车
蒸汽机车轴列式,按机车导轴、动轴和从轴的排列顺序,分别以阿拉伯数字表示,阿拉伯数字之间用短横线分开,阿拉伯数字的数值分别与导轴、动轴,从轴的数量相一致,如表1:
2. 内燃、电力机车
2.1. 内燃、电力机车车轴排列,单节机车从机车I端或前端开始,重联机车从机车两端开始,按同种相邻车轴数量分别以相应的大写拉丁字母,阿拉伯数字和数学符号表示。
大写拉丁字母表示驱动轴,阿拉伯数字表示非驱动轴,正号“+”表示铰接,负号“-”表示无联接。
单独驱动的驱动轴,在相应字母的右下角注一“0”字,成组驱动的驱动轴,不加注角,如:
A 表示一根驱动轴,
B0表示二根单独驱动的驱动轴,
C0表示三根单独驱动的驱动轴,
B 表示二根成组驱动的驱动轴,
C 表示三根成组驱动的驱动轴:
I 表示一根非驱动轴,
2 表示二根非驱动轴,
……其余类推。
2.2. 内燃、电力机车轴列式,按2.1条规定分别以表2、表3和表4所列方式表示。
附加说明:
本标准由中华人民共和国铁道部提出,铁道部标准计量研究所负责起草并归口。
本标准主要起草人郑天锡。
和谐内5型内燃机车资料.
控制系统:
• HXN5型机车的运行控制系统采用由通用电气公司 开发的“综合控制架构”(Consolidated Control Architecture,CCA)系统,与AC6000CW型柴油机 车的控制系统大致相同。该系统以3台智能显示器 作为机车的控制计算机,采用主频为166MHz的英 特尔“奔腾MMX”微处理器,通过一个串联的 ARCNET局域网通讯网络,控制机车上所有其他计 算机和控制装置的运行,包括柴油机控制、牵引 控制、制动控制、辅助电源控制、重联控制、粘 着控制、故障诊断和检测等功能。网络传输介质 为屏蔽双绞线,数据传输率为5Mbit/s。
总体结构:
HXN5型柴油机车采用高强度车架承载式结构车体,设有单端 司机室、双侧外走廊;车体底架采用双箱形梁结构及整体承 载式燃油箱,可用容量达到9000升。机车上部从前向后分为 司机室、主变流器室、 发电机室、柴油机室及冷却室。司机 室内部前后装有主、副两个操纵台,以便司机选择任意一个 方向操纵机车,设有司机控制台、微机显示屏、电台等操纵 设备,以及冰箱、微波炉、饮水机、厕所等司机生活设备; 司机室地板下设有外接电源变压器、空气制动机和空调装置。 主变流器室内装有牵引变流器、发电机励磁控制器、牵引电 动机控制器等各种电器设备。发电机室内设有主发电机、辅 助发电机及配套冷却风机组,上方装有三个卧式电阻制动模 块。柴油机室位于车体中部,安装了一台柴油机,以及空气 滤清器、膨胀水箱、燃油泵、机油热交换器、机油滤清器等 辅助设备及各种管路。冷却室内安装了散热器、水箱、风扇 等设备,并设有牵引电动机通风机和两台螺杆式空气压缩机。 机车下部两台转向架之间设有蓄电池箱和主风缸。空气制动 系统采用克诺尔公司的“CCB II”微机控制电空制动系统。机 车并具有最多三台机车重联运用的功能,可通过27芯重联电 缆和重联空气软管连接。
JIS E 4502-1日本工业标准---铁路车辆用车轴中文版
日本工业标准---铁路车辆用车轴UDC 629.4.027.11JIS E 45021.范围本日本工业标准规定了用于铁路车辆的碳钢车轴(以下称“车轴”)。
注:本标准中括号内所给的单位和数字是传统中的单位,在此附上作为信息参考。
2.级别和符号车轴的级别和符号规定在表表1中。
表1 级别和符号级别符号主要用途A SFA 55A级别1B SFA 55B拖车车轴A SFA 60A 级别2B SFA 60BA SFA 65A 级别3B SFA 65BA SFAQA 级别4B SFAQB 动车车轴和拖车车轴注:次级A相对于次级B在化学成分中P和S的含量较少,因而适合于超声波试验和表面裂纹试验。
3.化学成分当按照8.1条对车轴材料的化学成分进行试验时,应根据表表2的规定。
表2 化学成分(%)级别P SA 0.035 max 0.040 maxB 0.045 max 0.045 max4. 力学性能当按照8.2条在热处理后对车轴材料的力学性能进行试验时,应根据表表3的规定。
不过,级别4给出的值是在高频淬火前的值。
5.外观车轴不应有有害于使用的裂纹和其它缺陷。
当进行车轴表面裂纹检测时,缺陷指示的级别的判定应根据JIS G 0565标准中的9.3.1条级别1和9.3.2条1组。
6.超声波透射当进行车轴超声波检查时,几乎不应有由于内部缺陷而使超声波减弱和回波产生,也不应有因有害裂纹缺陷的回波产生。
原文注:适用的标准,相当于的国际标准和参考标准见12页。
表3 力学性能 弯 曲 参考 级别 屈服点 (N/mm ²) ㎏f/mm ² 抗拉强度 (N/mm ²) ㎏f/mm ²延伸率 % 断面收缩率% 弯曲角度 度 内半径 mm 冲击吸收功 J(㎏f-m) 级别 1 275(28.0) min 540(55.1) min23 min 35 min180 16 39(4.0) min 级别 2 295(30.1) min 590(60.2) min20 min 30 min180 22 31(3.2) min 级别 3 345(35.2) min 640(65.3) min23 min 45 min180 16 39(4.0) min 级别 4295(30.1) min 590(60.2) min 20 min 30 min180 22 31(3.2) min 注:级别4高频淬火和回火部位的表面硬度应为HS 55或以上。
和谐系列电力机车系列
和谐系列电力机车和谐系列货运电力机车是南车集团和北车集团与国外企业合作,引进消化技术,并国产化的新一代交流传动货运机车。
分为每轴1200KW的和谐1、2、3型(1、2型为八轴,3型为六轴),以及六轴,每轴1600KW的和谐1B、2B、3B两代9600KW大功率机车。
设计最高时速均为120km/h。
目录展开8轴9600KW大功率双节重连电力机车和谐1型HXD1型电力机车是干线货运用8轴大功率交流电传动电力机车。
该型机车是中国铁路由中外企业联合研发的交流电传动电力机车产品之一。
在被命名为「和谐」型之前,称为DJ4,当时DJ4共有两个型号,第一款是由厂及德国研发,编号由0001起,以EuroSprinter 系列机车作为技术平台,后车型代号改为HXD1(数字是生产厂商代号:1代表株洲电力机车),一般称为“和谐”1型电力机车(车辆编号HXD1xxxx)。
另外一款命名为“DJ4”的机车则由大同机车厂及法国研发,编号由6001起,即后来的。
两种型号机车均采用交流电牵引电动机,交—直—交流电传动以及双节固定重联,单节车轴式Bo-Bo,即两个两轴转向架。
HXD1型电力机车由两节完全相同的单端司机室四轴车通过内重联环节连挂成八轴机车,成为一完整系统。
司机可在一个司机室对重联机车进行控制;装有远程重联控制系统,适合于多机分布式重载牵引;机车车体采用中央梁承载方式;独立通风方式;轴式2(Bo-Bo);每轴交流电牵引电动机功率1200千瓦,八轴机车总功率为9600千瓦;机车轴重按25吨,去掉车内配重压铁可实现机车轴重23吨的转换;控制系统采用西门子SIBAS 32系列的微机控制,TCN网络通讯技术;辅助和主电路系统集成在一体,采用变频异步牵引电机、IGBT功率模块牵引逆变器、MVB及WTB等技术。
受电弓使用株洲九方电器设备公司制造的TSG15型,其技术由西门子旗下的MWW公司提供。
基础制动为盘形制动系统,采用CCBⅡ空气制动系统,电制动采用再生制动。
《和谐系列动车组空心车轴超声波探伤规程》(2013)100
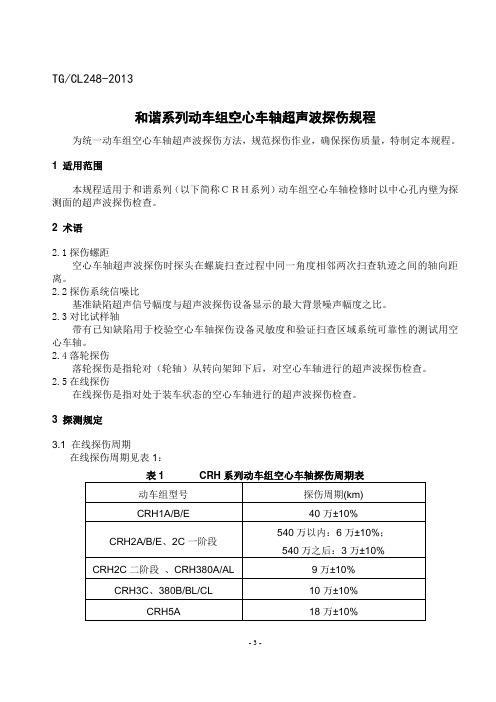
TG/CL248-2013和谐系列动车组空心车轴超声波探伤规程为统一动车组空心车轴超声波探伤方法,规范探伤作业,确保探伤质量,特制定本规程。
1 适用范围本规程适用于和谐系列(以下简称CRH系列)动车组空心车轴检修时以中心孔内壁为探测面的超声波探伤检查。
2 术语2.1探伤螺距空心车轴超声波探伤时探头在螺旋扫查过程中同一角度相邻两次扫查轨迹之间的轴向距离。
2.2探伤系统信噪比基准缺陷超声信号幅度与超声波探伤设备显示的最大背景噪声幅度之比。
2.3对比试样轴带有已知缺陷用于校验空心车轴探伤设备灵敏度和验证扫查区域系统可靠性的测试用空心车轴。
2.4落轮探伤落轮探伤是指轮对(轮轴)从转向架卸下后,对空心车轴进行的超声波探伤检查。
2.5在线探伤在线探伤是指对处于装车状态的空心车轴进行的超声波探伤检查。
3 探测规定3.1 在线探伤周期在线探伤周期见表1:3.2 空心车轴超声波探伤对CRH2A/B/E、CRH2C一阶段动车组空心车轴超声波检测时,须采用横波斜探头对横向表面缺陷进行探测;其他车型须采用横波斜探头对横向表面缺陷进行探测,采用双晶片聚焦纵波探头或直探头对车轴内部缺陷进行探测。
3.3 动车组颠覆或脱轨时,须对全列轮对的空心车轴按3.2条规定进行超声波探伤检查。
4 质量保证4.1 动车组空心车轴超声波探伤的质量保证期:在正常运用的情况下,动车组空心车轴超声波探伤检查的质量保证期为表1中规定的运行里程上限(本次探伤作业完成后,上一次质量保证期终止计算)。
4.2 在超声波探伤质量保证期内,发生因漏探导致的事故时,由动车组空心车轴探伤单位负责。
4.3 超出超声波探伤质量保证期,发生因表面缺陷或内部缺陷导致的事故时,由动车组配属管理单位负责。
4.4 因内部缺陷导致的事故,同时由动车组制造单位负责。
5 人员要求5.1 探伤人员5.1.1从事动车组空心车轴超声波探伤的人员须具有中专或以上学历;视力(包括矫正视力)达到5.0及以上,非色盲。
和谐5型内燃机车

和谐5型内燃机车美国中国中华人民共和国铁道部HXN5型柴油机车是中国铁路的柴油机车车型之一,由南车戚墅堰机车有限公司及美国通用电气公司(GE)共同研制,该型机车是在通用电气公司为北美市场提供的“创新”系列柴油机车和AC6000CW型柴油机车基础上,根据中国铁路技术规范改进设计而成6000马力交流传动货运柴油机车,机车轴式Co-Co,轴重25吨,采用单司机室外走廊车架承载结构车体、“GEVO-16”电子喷射柴油机、IGBT 牵引变流器、“CCA”微机控制系统等技术,可在平直线路上单机牵引5,000吨货运列车,最高运用速度为120公里。
发展历史背景自2003年刘志军出任中华人民共和国铁道部部长后,提出并实施铁路“跨越式发展”,以尽快缩小在铁路机车车辆装备上与国际先进水平的差距。
2003年11月,中国铁道部与中国南车、北车集团及其重点企业共同制定了《加快铁路机车车辆装备现代化实施纲要》,并选择了6家机车制造企业作为引进先进技术和自主创新依托的主体。
2004年1月,中国国务院常务会议通过了《中长期铁路网规划》;2004年4月,国务院常务会议研究通过的铁路机车车辆装备现代化实施方案明确指出,“加快我国铁路运输装备现代化,要按照引进先进技术、联合设计生产、打造中国品牌的总体要求,力争在较短时间内,使我国机车车辆生产能力达到世界先进水平”[1][2]。
根据国务院确立的上述方针,中国国家发改委与铁道部于2004年7月联合下达了《大功率交流传动电力机车技术引进与国产化实施方案》,正式开始了新型交流传动大功率机车的采购过程。
引进2003年,中国南车集团戚墅堰机车车辆厂被中国铁道部列为铁路装备行业技术引进重点扶持的六强企业之一,在铁道部的协调下,戚墅堰机车车辆厂选定了美国通用电气公司(GE)作为合作伙伴,并进行广泛接触和交流,在从技术转让到人员培训等种种细节方面达成共识。
2004年10月28日,中国技术进出口总公司《大功率交流传动内燃机车采购和技术引进项目》询价书正式发标。
和谐1型系列交流传动重载高速电力机车轮对技术
及承受来 自车体 、 钢轨 的各种力 的作 用 。简单 的讲 , 轮对
的主要功能是承载和导 向。 轮对将机 车 的绝 大部分 垂直 载荷 直接作 用于 轨道 ,
机车成功 实现单 一列车牵 引 2 吨 的国内历史 记 录 , 万 使 得我国铁路在 真正意义上进人世界铁路重载运输行列 。 机车实现重 载高速运输 ,轮对重 载技术 的突破 功不 可没。 轮对是转 向架乃 至机车的重要关键部件 , 直接关 系
W ANG n - u Pi g h a
( S h zo l tcLcmov o,t. Z uhu 4 2 0 , hn ) C RZ uh uEe r oo t e .Ld, hzo 10 1 C ia ci i C
Ab t a t e e f y e HXo lcrcl o t e i t e man t p f o o t e i o si e v a i g a d h g p e s r c :S r so p i t lAC ee t i o moi i y e o c mo i n d me t h a y l dn n ih s e d c v sh l v c o t n p r t n i d s y Aso eo ec r a t,t etc n lg f e le r o tn . h sp p rp e e t te a p ia i t f r s o t i u t . n f h o ep r a ao n r t s h h oo yo es t s e wh i mo ei mp r t T i a e r s n sh p l b l yo a c i c reaie tc n lg n mn a d o e le fs re ft e HXo . n l z g o h e n xe e e o i g ma e a n o rl t e h oo y a d s d r fwh es t e s o v o i p y 1 By a a y i n w e la d a l ,d v lp n trl a d n i tsi gs mee a n t n, t n so t h t h es t a e er q i me t n e e c n i o f ih s e d a d h a y la a d et n o x mi a i o i f d u a e le n me t h e u r i t w C t e n d rt o d t no g p e e v d, n u h i h n o
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
和谐型机车车轴技术规范(草案)1 范围本技术规范规定了铁路和谐型机车用车轴钢坯的技术要求、检验方法、检验规则、标志及质量证明书。
本技术规范规定了铁路和谐型机车用轧制或锻造的实心或空心车轴的技术要求、检验方法、检验规则、标志、质量证明书、包装及质量保证。
对于空心车轴,本技术规范仅适用于使用轧制或锻造车轴进行钻孔加工而成的空心车轴。
本技术规范适用于铁路和谐型机车用车轴钢坯及车轴的制造、订货和检验。
2 规范性引用文件下列文件对于本技术规范的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本技术规范。
GB/T 222—2006 钢的成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 226—1991 钢的低倍组织及缺陷酸蚀检验法GB/T 228—2002 金属材料室温拉伸试验方法GB/T 229—2007 金属材料夏比摆锤冲击试验方法GB/T 231.1—2002 金属布氏硬度试验第1部分:试验方法GB/T 1979—2001 结构钢低倍组织缺陷评级图GB/T 4336—2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 6394—2002 金属平均晶粒度测定法GB/T 7736—2001 钢的低倍组织及缺陷超声波检验法GB/T 10561—2005 钢中非金属夹杂物含量的测定——标准评级图显微检测法GB/T 20066—2006 钢和铁化学成分测定用试样的取样和制样方法TB/T 1618—2001 机车车辆车轴超声波检验TB/T 1619—1998 机车车辆车轴磁粉探伤3 产品分类和谐型机车用车轴钢分为碳素钢及合金钢,碳素钢用JZW表示,J、Z和W分别为机车、轴和50的汉语拼音第一个字母,合金钢用HJZ表示,HJ和Z分别为合金和轴的汉语拼音第一个字母。
4 运用要求4.1 最大商业运营速度(km/h) 1604.2 轴重(t) 254.3 轨距 (mm) 14354.5 环境条件(℃) -45~+505 技术要求5.1化学成分5.1.1 化学成分是指钢的熔炼成分,每种成分的含量应符合表1的规定。
5.1.2 在钢坯或车轴上取样复验时,化学成分允许偏差应符合GB/T 222—2006的规定。
表1代号牌号C Mn Mo Cr Si P S Cu Ni V%JZW JZ50 0.47~0.570.60~0.90—≤0.300.17~0.37≤0.030≤0.030≤0.25≤0.30—HJZ1 25CrMoA 0.22~0.290.60~0.900.15~0.300.90~1.20≤0.40≤0.020≤0.015≤0.20≤0.25≤0.06HJZ2 30CrMoA 0.26~0.330.40~0.700.15~0.250.80~1.100.17~0.37≤0.020≤0.015≤0.20≤0.25≤0.06HJZ3 35CrMoA 0.32~0.400.40~0.700.15~0.250.80~1.100.17~0.37≤0.020≤0.015≤0.20≤0.25≤0.065.2 钢坯尺寸、外形、重量及允许偏差5.2.1 尺寸及允许偏差5.2.1.1 钢坯的截面尺寸及允许偏差应符合表2的规定。
5.2.1.2 钢坯的定尺或倍尺长度由供需双方协议商定,并在合同中注明。
其定尺或倍尺长度的允许偏差为L +800mm。
表2 单位为毫米截面尺寸允许偏差高度宽度250⨯250 ±4.0 +8.0 -5.0280⨯280 ±4.0 +8.0 -5.0300⨯300 ±5.0 +8.0 -6.0320⨯320 ±5.0 +8.0 -6.0φ270 +8.0 -3.05.2.2 外形5.2.2.1 方钢钢坯截面的角部应成圆弧形,其圆角半径应为公称边长的0.1~0.2倍。
经供需双方协议,可供应其它圆角半径的钢坯,并在合同中注明。
5.2.2.2 方钢钢坯在同一截面的对角线差(相对圆角之间距离)应小于高度公差带的70%。
5.2.2.3 方钢钢坯表面的凸凹度应分别小于相应高度或宽度公差带的50%。
5.2.2.4 圆钢钢坯在同一截面的直径差应小于直径公差带的70%。
5.2.2.5 钢坯弯曲度每米应小于5mm,总弯曲度应小于总长度的0.5%。
5.2.2.6 钢坯两端切斜度或突出部分应不大于公称边长或直径的20%。
5.2.2.7 剪切时,钢坯端部的压扁值应小于公称边长或直径的15%。
5.2.3 重量5.2.3.1 钢坯应按实际重量或理论重量交货。
按理论重量交货时,重量按下式计算:方钢:G=0.981×10-9×(25+L)a2⋅ρ(1)圆钢:G=πr2×10-9×(25+L)ρ(2)式(1)和式(2)中:G——每根钢坯的重量,kg;a——方钢钢坯截面公称边长,mm;L——定尺长度(或倍尺长度)或非定尺长度减25mm,mm;r——圆钢钢坯的半径,mm;ρ——钢的密度,7850 kg/m3;0.981——考虑方钢钢坯圆角半径和换算得出的系数。
5.2.3.2 钢坯的理论重量应符合表3的规定。
表3截面尺寸mm 理论重量kg/m250⨯250 481.3280⨯280 603.7300⨯300 693.1320⨯320 788.6φ270 449.45.3 钢坯的冶炼及轧制5.3.1 钢坯应采用碱性氧化转炉或电炉冶炼,并经真空脱气处理。
5.3.2 钢液中氢含量应不大于2.0×10-6,氧含量应不大于25×10-6。
5.3.3 碳素钢要求钢中残留铝应不小于0.015%。
5.3.4 钢坯应采用轧制或锻制等方法制造。
轧制钢坯从钢锭(以钢锭最小断面计算)到钢坯的压延比(面积比)应不小于6:1;锻制钢坯的锻压比(面积比)应不小于3.5:1。
5.3.5 轧制时,应严格控制钢锭加热温度,避免由于出现“过烧”或“过热”而产生其它的有害缺陷。
5.4 交货状态钢坯以热轧或锻制后经退火或高温回火状态交货,表面硬度应不大于229HBW。
5.5 力学性能5.5.1 碳素钢用经正火处理的样坯制成的试样,测出钢的力学性能应符合表4的规定。
表4代号牌号抗拉强度R mMPa下屈服强度R eLMPa断后伸长率A%断面收缩率Z%JZW JZ50 ≥610 ≥345 ≥20 ≥375.5.2 合金钢用经调质处理的样坯制成的试样,测出钢的力学性能应符合表5的规定,试样尺寸φ25mm或25mm⨯25mm。
表5代号牌号热处理工艺力学性能淬火回火抗拉强度R mMPa下屈服强度R eLMPa断后伸长率A%断面收缩率Z%冲击吸收功KU2J(常温)加热温度℃冷却剂加热温度℃冷却剂HJZ1 25CrMoA 850 油540 水、油≥650 ≥420 ≥20 ≥60四个试样平均值≥71 HJZ2 30CrMoA 880 油540 水、油≥650 ≥420 ≥20 ≥60四个试样平均值≥71 HJZ3 35CrMoA 850 油550 水、油≥680 ≥510 ≥19 ≥55四个试样平均值≥68 表中所列热处理温度允许调整范围:淬火为±15℃;回火为±50℃5.6 低倍组织5.6.1 钢坯的横向酸浸低倍试片上不应有白点、裂纹、残余缩孔、分层、气泡和夹杂(非金属和异金属)及翻皮等。
5.6.2 钢坯酸浸低倍组织中,一般疏松、中心疏松、锭型偏析及斑点状偏析级别应符合表6的规定。
表6代号一般疏松中心疏松锭型偏析斑点状偏析JZW ≤2.5 ≤2.5 ≤2.5 ≤2.0HJZ ≤1 ≤1.5 ≤2 不允许5.7 非金属夹杂物钢中非金属夹杂物级别应符合表7的规定。
表7代号A(硫化物类)B(氧化铝类) C(硅酸盐类)D(环状氧化物类) DS(单颗粒球状类)粗系细系粗系细系粗系细系粗系细系JZW ≤2 ≤2.5 ≤1.5 ≤2.5 ≤1.5 ≤2.5 ≤1.5 ≤2.01.5 HJZ ≤1.5 ≤2 ≤1.5 ≤2.0 ≤1.5 ≤2.0 ≤1.0 ≤1.55.8 晶粒度经样坯制成的试样,晶粒度应不低于6级,且最高与最低级别差不超过3级。
5.9 表面质量5.9.1 钢坯端面不应有缩孔残余、夹杂和分层。
5.9.2 钢坯表面不应有裂纹、结疤、夹杂、折叠及气泡,如有上述缺陷意应清除。
深度不超过2 mm的压痕、氧化铁皮脱落造成的麻点及深度不超过0.2mm的裂纹可不清除。
5.9.3 钢坯表面的清除应符合如下规定:a) 如用火焰清除钢坯表面缺陷时,应在钢坯温度不低于100 ℃状态下进行;b) 清除深度从钢坯实际尺寸算起应符合表8的规定,清理时要沿钢坯的长度方向进行,其边缘应圆滑过渡,清理的宽度与深度比应不少于6:1;c) 同一截面达到最大清除深度应不多于1处,清除深度大于5mm、小于最大清除的应不大于4处。
表8 单位为毫米截面尺寸清除深度φ270及≤300⨯300 ≤8>300⨯300 ≤105.10 其他要求根据用户需要,经供需双方协商,也可规定其他项目的要求,并在合同中注明。
5.11 车轴锻造、热处理5.11.1 车轴制造单位,应根据车轴轴型,按表2选择钢坯的截面尺寸。
5.11.2 钢坯在锻造前应按本标准有关规定进行复验,复验合格后方可投入锻造。
5.11.3 钢坯下料应采用机械切割,不得使用火焰切割。
5.11.4 车轴锻造时应均匀加热钢坯,不得发生钢坯“过烧”或“过热”。
5.11.5 车轴应使用快锻机、水压机、精锻机及其配套的工艺装备进行锻造。
5.11.6 轴坯下料时,应预留带延长体试样的车轴。
每一热处理的批次中,带延长体试样的车轴应不少于5%~7%。
5.11.7 每根车轴锻造完毕后,应在热态下用钢印在车轴轮座处的外圆部位刻打锻造单位代号(内部加工的可不打)、锻造年月(分别用两位阿拉伯数字表示)、熔炼炉(罐)号(由钢坯制造单位自编,用阿拉伯数字表示)和锻造顺序号(轴号,用四位阿拉伯数字表示,从0001~9999循环刻打)等标记,其字高不小于14 mm,字深3mm左右。
5.11.8 碳素钢车轴的热处理工艺为一次正火和一次回火;合金钢车轴的热处理工艺为调质处理。
5.11.8.1 正火车轴加热到高于临界转变的适当温度后,在空气中均匀冷却,这种热处理称为正火。
可以用加强空气流通的方法加快冷却速度,但必须使车轴各部位均匀冷却。
正火时车轴的入炉温度应低于500 ℃,不允许使用台车炉。
5.11.8.2 调质淬火加高温回火通常称为调质。
将车轴加热到某一适当温度并保持一段时间,在淬冷介质中以适当速度均匀冷却,这种热处理称为淬火。
5.11.8.3 回火把经过正火的车轴重新缓慢加热到并保持在低于临界温度的适当温度,然后以适当的速度冷却,这种热处理称回火。