各种焊条焊丝的主要用途及选择
焊丝的型号与牌号对比

可以用型号和牌号来反映焊丝的主要性能特征及类别。
焊丝的型号是国家标准规定的能反映焊丝的主要特征,不同类型焊丝的型号表示方法有所不同。
牌号是对焊丝产品的具体命名,它可以由生产厂制定,也可由行业组织统一命名,制定全国焊接行业统一牌号,但必须按照国家标准要求,在产品样本或包装标签上注明该产品“符合国标”或不加标注(即与国标不符),以便用户结合产品性能要求,对照标准去选用。
1实芯焊丝的型号与牌号(1)实芯焊丝型号1)气体保护焊用碳钢、低合金钢焊丝气体保护焊用碳钢、低合金钢焊丝按化学成分和采用熔化极气体保护焊时熔敷金属的力学性能分类。
焊丝型号的表示方法为ER××-×,字母“ER”表示焊丝,ER后同的两位数字表示熔敷金属的抗拉强度最低值,短划“-”后面的字母或数字表示焊丝化学成分分类代号。
如还附加其他化学元素时,直接用元素符号表示,并以短划“-”与前面数字分开。
焊丝型号举例:2)铸铁气焊焊丝铸铁气焊焊丝型号中的字母“R”表示焊丝,字母“Z”表示焊丝用于铸铁焊接,在“RZ”字母后用焊丝主要化学元素符号或金属类型代号表示(见表1),再细分时用数字表示。
焊丝型号举例:表1铸铁焊丝的分类及型号类别名称型号铁基焊丝灰铸铁焊丝RZC 合金铸铁焊丝RZCH 球墨铸铁焊丝RZCQ3)铜及铜合金焊丝铜及铜合金焊丝型号的表示方法为HSCu××-×,字母HS表示焊丝,其后以化学元素符号表示焊丝的主要组成元素,在短划“-”后的数字表示同一主要化学元素组成中的不同品种,如HSCuZn-1,HSCuZn-2等。
4)铝及铝合金焊丝焊丝型号以“丝”字的汉语拼音第一个字母“S”表示,“S”后面用化学元素符号表示焊丝的主要合金组成,化学元素符号后的数字表示同类焊丝的不同品种。
铝及铝合金焊丝的分类及型号见表2。
表2铝及铝合金焊丝的分类及型号类别焊丝型号类别焊丝型号纯铝SAl-1SAl-2SAl-3铝镁合金铝铜合金铝锰合金SAlMg-5SAlCuSAlMn铝镁合金SAlMg-1SAlMg-2SAlMg-3铝硅合金SAlSi-1SAlSi-25)镍及镍合金焊丝镍及镍合金焊丝型号的表示方法为ERNi××-×,字母ER表示焊丝,E R后面的化学符号Ni表示为镍及镍合金焊丝,焊丝中的其他主要合金元素用化学符号表示,主在符号Ni的后面,短划“-”后面的数字表示焊丝化学成分分类代号。
常用焊接材料选用明细
常用焊接材料选用明细焊接是一种常见的金属加工方法,通过熔化母材和填充材料,使其融合在一起形成牢固的连接。
在选择焊接材料时,需要考虑多个因素,如母材的材质、焊接过程的特性以及所需的焊接强度等。
下面将介绍几种常用的焊接材料及其选用明细。
1.铁素体不锈钢焊接材料铁素体不锈钢焊接材料主要用于焊接含铁素体不锈钢的结构件,如304、321、316L等。
选用明细如下:-母材为304、321、316L等铁素体不锈钢时,选择相同或类似成分的焊丝,如ER308、ER321、ER316L等。
-当焊接不锈钢与低合金钢时,选择焊丝ER307、ER309L等。
-焊接厚度较大的构件时,可选择焊丝ER309L、ER310、ER312等。
2.铝合金焊接材料铝合金焊接材料主要用于焊接铝合金构件,如6061、5083、7075等。
选用明细如下:-母材为铝合金时,选用相同或类似成分的焊丝,如ER4043、ER5356等。
-焊接高强度铝合金时,可选择焊丝ER5183、ER5556等。
3.钛合金焊接材料钛合金焊接材料主要用于焊接钛合金构件,如Ti-6Al-4V等。
选用明细如下:-母材为钛合金时,选择相同或类似成分的焊丝,如ERTi-6Al-4V等。
4.镍合金焊接材料镍合金焊接材料主要用于焊接镍合金构件,如Hastelloy、Inconel 等。
选用明细如下:-母材为镍合金时,选择相同或类似成分的焊丝,如ERNiCr-3、ERNiCrCoMo-1等。
5.碳钢焊接材料碳钢焊接材料主要用于焊接碳钢构件,如Q235、A36等。
选用明细如下:-母材为普通碳钢时,选择相同或类似成分的焊丝,如ER70S-6等。
-焊接高强度碳钢时,选择焊丝ER80S-G等。
6.高合金钢焊接材料高合金钢焊接材料主要用于焊接高合金钢构件,如P91、P92等。
选用明细如下:-母材为高合金钢时,选择相同或类似成分的焊条,如E9015-B9等。
总的来说,选择焊接材料时需要考虑母材的材质、焊接条件和要求的焊接强度等。
焊条的组成和应用及焊条的选择
焊条的组成和应用及焊条的选择4课时。
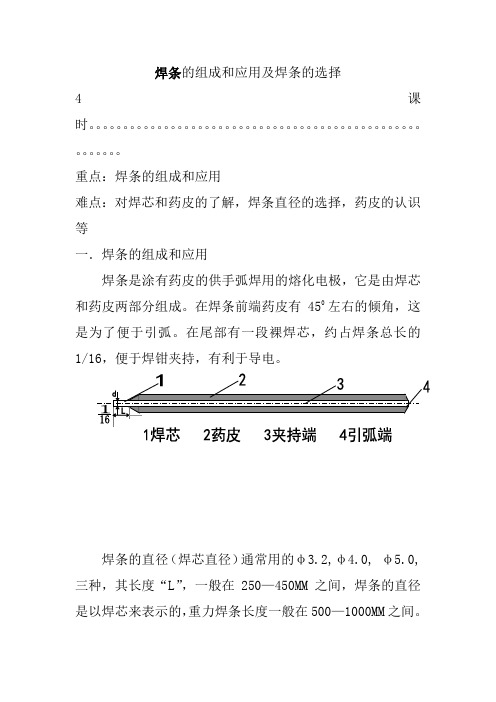
重点:焊条的组成和应用难点:对焊芯和药皮的了解,焊条直径的选择,药皮的认识等一.焊条的组成和应用焊条是涂有药皮的供手弧焊用的熔化电极,它是由焊芯和药皮两部分组成。
在焊条前端药皮有450左右的倾角,这是为了便于引弧。
在尾部有一段裸焊芯,约占焊条总长的1/16,便于焊钳夹持,有利于导电。
焊条的直径(焊芯直径)通常用的φ3.2,φ4.0, φ5.0, 三种,其长度“L”,一般在250—450MM之间,焊条的直径是以焊芯来表示的,重力焊条长度一般在500—1000MM之间。
手工电弧焊时,焊条即为电极,在焊条熔化后又作为填充金属,直接过渡到熔池,与液态母材熔合形成焊缝金属。
(一),焊芯焊条中被药皮包覆的金属芯称焊芯。
焊芯一般是一根具有一定长度及直径的钢丝。
焊接时焊芯有两个作用,一是传导焊接电流,产生电弧把电能转为热能,二是焊芯本身熔化作为填充金属与液体母材金属熔化形成焊缝。
手弧焊时,焊芯金属约占整个焊缝金属的50%—70%,所以焊芯的化学成分,直接影响焊缝的质量,因此,做焊芯用的钢丝都是经过特殊冶炼的,并规定了它的牌号与成分,这种焊接专用钢丝,用来制造焊条就是焊芯。
如果用于埋弧焊(自动埋弧焊),气体保护焊,气焊等熔焊方法作填充金属时,则称为焊丝。
1.焊芯中含有多种合金元素,对焊缝的质量有着不同程度的影响,其中有:碳C,锰Mn,硅Si ,铬Gr,镍Ni,硫S,磷P,等。
1)低碳钢焊芯的含碳量一般≤0.1%2)焊重要结构时磷的含量不得大于0.03%2.焊芯的分类及牌号1),碳素结构钢丝H08 Mn A(焊08锰高)H:焊接用钢丝 08:含碳是为0.08% Mn:主要含金元素为Mn含碳量1%左右A:高级优质钢碳素结构钢:焊08(H08)焊08高(H08A)焊15高(H15A)2),合金结构钢H 08 Mn2 Si (焊08锰2硅)H:焊接用的钢丝 08:含碳量为0.08%Mn2 Si:主要合金元素( Mn2含锰量为2%左右 Si:含硅量为1%左右)如:焊08锰2 钼钒高(H08Mn2MoVA)3),不锈钢H 0 0 Gr19Ni9 (焊0铬19 镍9)H:焊接用钢丝 00:含碳量为≤0.03%(超低碳)Gr9Ni9:主要合金元素为(Gr19含量为19%左右,Ni9 含镍量为9%左右)如:焊铬5钼(HGr5M)焊芯牌号末尾注有“A”表示焊芯含磷量均小于0.03% (二),药皮压涂在焊芯表面的涂料层叫药皮1.药皮的作用就是提高焊接电弧的稳定性,保持熔化金属不受外界空气的影响,防止空气对熔池的侵入,保证焊缝金属顺利脱氧,添加合金,提高焊缝性能,保证焊接质量。
焊条的分类及应用场合

---------------------------------------------------------------最新资料推荐------------------------------------------------------焊条的分类及应用场合焊接工艺问答 1 什么是焊条?对焊条有什么要求?涂有药皮的供手弧焊用的熔化电极称为焊条。
它由药皮和焊芯两部分所组成。
对焊条的基本要求是:1 )电弧应容易引燃,在焊接过程中电弧燃烧平稳,再引弧容易。
2)药皮应均匀熔化,无成块脱落现象。
药皮的熔化速度应稍慢于焊芯的熔化速度,使焊条熔化端部能形成喇叭形套筒,有利于金属熔滴过渡和造成保护气氛。
3)焊接过程中不应有过多的烟雾或过大、过多的飞溅。
4)保证熔敷金属具有一定的抗裂性、所需的力学性能和化学成分。
5)焊后焊缝成形正常,焊渣容易清除。
6)焊缝射线探伤应不低于 GB332387《钢熔化焊对接接头射线照相和质量分级》所规定的Ⅱ 级标准。
2 焊条是如何分类的?按照已颁布的国家标准,焊条的类别分为:GB/T51 1 71 995 碳钢焊条、 GB/ T51 1 81 995 低合金钢焊条、GB9831 995 不锈钢焊条、 GB98485 堆焊焊条、 GB366983 铝及铝合金焊条、GB/T36701 995 铜及铜合金焊条和 GB1 0044881 / 20铸钢焊条及焊丝。
作为商品出售的焊条,按原国家机械工业委员会编制的《焊接材料产品样本》中规定将焊条分为 1 0 类:第一类结构钢焊条、第二类钼和铬钼耐热钢焊条、第三类低温钢焊条、第四类不锈钢焊条、第五类堆焊焊条、第六类铸铁焊条、第七类镍及镍合金焊条、第八类铜及铜合金焊条、第九类铝及铝合金焊条和第十类特殊用途焊条。
3 试述焊芯的主要成分及其牌号表示焊条中被药皮包覆的金属芯称为焊芯。
焊接钢用的焊芯材料有碳素结构钢、合金结构钢和不锈钢三类,其中主要的常存元素和杂质是 C、 Mn、 Si、 S 和 P;对于不锈钢还胡 Cr、 Ni、 Ti、 Nb 等。
焊接冶金学 1焊接材料的组成及作用

1.1 焊条 1.1 焊条 一.焊条的组成及作用
2. 药皮
纤维 素型 药皮中含有15%以上的有机物、一定数量的造渣 剂以及锰铁等。
药 药皮中含有大量的碳酸盐、相当数量的氟石和铁 皮 低氢型 合金以及少量的硅酸盐和二氧化钛。 的 类 药皮中含有适量的石墨,以保证焊缝金属的石墨 石墨型 型 化,主要用于铸铁焊条。
1.1 焊条 1.1 焊条 一.焊条的组成及作用
2. 药皮
机械保护作用 药皮熔化成渣,形成熔渣保护;冶金产生气体,形成气 体保护。因此,避免了空气侵入及其对焊缝的危害、氢、硫和磷等有害元素,向焊缝填加 有益的合金元素,实现了焊缝的净化和合金化。 工艺性能改善作用 合理设计药皮组分,可使电弧易于引燃且能稳定燃烧, 能降低焊接飞溅,提高脱渣性能,使焊缝成形美观,增 强全位置焊接的适应性。
1.1 焊条 1.1 焊条 一.焊条的组成及作用
2. 药皮
氧化 简称钛型,含有35%以上的二氧化钛、相当数量 钛型 的硅酸盐和锰铁以及少量的有机物。
药 简称钛钙型,含有30%以上的二氧化钛、20%以 氧化钛 皮 钙型 下的碳酸盐以及相当数量的硅酸盐和锰铁,不含 的 或含少量的有机物。 类 含有30%以上的钛铁矿、一定数量的硅酸盐和锰 型 钛铁
低碳钢焊芯中含有碳、锰、硅、硫和磷等元素,为 提高焊接质量,应对其含量加以合理的控制。 焊芯牌号的第一个字母H表示焊芯; H之后的数字表示碳的质量分数,单位为万分之一; 最后的字母质量等级,A-优质,E-特优,C-超优; H08A表示焊芯平均含碳量为0.08%,质量等级为优。
1.1 焊条 1.1 焊条 一.焊条的组成及作用
各种常见钢材的焊接焊条及焊接工艺选用一览表

焊接工艺及焊接材料
序号
材质
工艺方 法
焊丝
1
1Cr18Ni9Ti
2
0Cr19Ni9
H1Cr19Ni9Ti 、 H0Cr18Ni9Ti H1Cr19Ni9 、 H0Cr20Ni10
3
0Cr18Ni11Nb
4
0Cr18Ni11Ti
5
0Cr23Ni13
6
1Cr20Ni14Si2
H0Cr25Ni13
R307 J507 R317 R307 J507
A302、A307
A302、A307
A302、A307
A302、A307
A302、A307
A302、A307
A132、A137 A132、A137 A132、A137 A132、A137 A132、A137 A132 A132 ENiCrFe-2 A132 ENiCrFe-2 E9015-B9 A302 A302
12Cr1MoV+1Cr18Ni9Ti 23
#20+316
#20+316L
#20+1Cr18Ni9Ti
316+1Cr18Ni9Ti
24 316L+316L
1Cr18Ni9Ti+1Cr18Ni9Ti
1Cr18Ni9Ti+1Cr18Ni9Ti 25
316L+1Cr18Ni9Ti 26 TP316+316ss 27 316SS+1Cr18Ni9Ti 28 T91+TP316 29 TP316+TP316 30 T91+1Cr18Ni9Ti 31 T91+T91 32 TP316+A216Grade WCB 33 TP316+A105
二氧化碳气体保护焊特点及适用范围操作规程焊丝选择方法与注意事项
二氧化碳气体保护焊特点及适用范围操作规程焊丝选择方法与注意事项1.适用范围广:二氧化碳气体保护焊适用于钢材、铸铁、不锈钢等大部分金属的焊接。
因为二氧化碳气体的成本较低且易于获得,所以在工业生产中应用较为广泛。
2.焊接速度快:二氧化碳气体的冷却效果好,使焊接过程中的熔融池温度急剧下降,因此焊接速度较快。
对于需要进行高强度但焊接时间有限的场合,二氧化碳气体保护焊是一个很好的选择。
3.熔深较大:二氧化碳气体的流速较高,对熔融池的保护效果好,从而获得较大的熔深。
这使得焊缝质量较好,焊接强度高。
4.操作简单:二氧化碳气体保护焊的操作相对简单,操作人员只需要掌握一定的焊接技巧,就可以进行高质量的焊接。
操作规程:1.准备工作:包括准备焊接设备、工件清洗、熔池准备等,确保焊接环境整洁、干净。
2.焊接参数设置:根据焊接材料和工件的要求,设置合适的焊接电流、电压、送丝速度等参数。
3.焊接姿势:选择合适的焊接姿势,确保焊条与工件之间的角度适当。
4.焊接方法:尽量采用平稳的焊接速度,保持稳定的焊接电流和电压,保证焊接质量。
5.焊缝处理:焊接完成后,应进行适当的焊缝处理,如打磨、清理,以消除焊接产生的气孔、裂纹等缺陷。
焊丝选择方法:1.焊材的力学强度要与基体金属接近。
焊接过程中,焊丝与基体金属融合,必须具有与基体金属相似的材料强度,避免焊接接头强度下降。
2.焊材的熔点要低于基体金属。
焊接时,焊丝需要在合适的温度下熔化,与基体金属融合。
因此,焊材的熔点要低于基体金属。
3.焊材的化学成分要与基体金属相近。
焊材的化学成分应与基体金属相同或相近,以减少合金元素的交换和产生产生不均匀分配的问题。
注意事项:1.避免气泡和孔隙:焊接时,应注意保持合适的焊接电流和电压,避免产生气泡和孔隙。
2.控制焊接温度:焊接温度过高会导致焊接变形、裂纹等问题,应注意控制焊接温度。
3.熔深不均匀:焊接时,应保证焊丝与工件的角度适当,焊接速度平稳,以避免熔深不均匀,导致焊接质量下降。
焊接焊材知识点总结
焊接焊材知识点总结一、焊接概述焊接是一种加工工艺,它通过加热金属或非金属材料至熔化或半熔化状态后,并施加外力,使焊接材料(通常为焊条或焊丝)与工件表面熔化并形成常规结合的工艺。
焊接工艺广泛应用于机械制造、航空航天、轨道交通、船舶建造、汽车制造、建筑工程、石油化工、冶金、电力、核工业等领域。
在现实生产中焊接工艺的应用越来越广泛,焊接产业的经济效益也变的越来越重要。
二、焊接材料(一)焊接材料分类1. 焊条:是以熔点较高金属制成弧焊棒,具有良好的导电性、导热性、机械性能和腐蚀性能。
2. 焊丝:是金属或合金粉末经过一系列的成型工序,成为细丝形,称为焊接线,其中从熔化的焊丝中滴落的熔滴补充熔渣剂,从而形成自动焊坡的工艺。
(二)焊接材料的性能1. 电导率电导率是导体指材料导电性的一个重要指标,焊接材料的电导率会直接影响到焊接的效率及焊接质量。
一般正常情况下,焊接材料导电性强,电导率越高,其电阻就越小,电流通过时消耗的能量也就越小,因此电流也会越大。
2. 热导率热导率是指材料导热性的指标,它是材料单位温度梯度时导热量的多少,热导率高的材料,代表着这种材料对热能的传导速度较快。
3. 耐腐蚀性耐腐蚀性是指材料在特定的环境下对腐蚀的抵抗力。
焊接材料的耐腐蚀性能对焊接质量有着很大的影响。
因为焊接材料在焊接过程中,会受到热量、火焰等化学成分的影响,所以所有的焊接材料都需要具有良好的抗腐蚀性。
三、焊接材料的种类(一)常见的焊接材料有1. 电焊丝:电焊细丝是焊接中常见的一种焊丝,主要用于电弧焊。
电焊细丝可以是纯金属打制而成的,也可以是金属的合金。
2. 气保丝:气保丝又叫作气保焊丝,是一种熔化金属焊丝,主要用于气保焊(Oxy Acetylene Welding)和气保割(Oxy Acetylene Cutting)。
3. 无芯焊丝:无芯焊条又叫通用焊丝,是不含药芯的焊丝。
在这类焊丝上包裹着有纯金属的薄膜。
4. 钎焊材料:钎焊材料主要用于钎焊和软焊接的金属焊接的材料。
模具维修焊条使用规范
HRC 52-55 HRC 57-59 HRC 57-59 HRC 57-59 HRC 54-57 HRC 45 台湾 日本
各种焊条的特点及焊接注意事项
序号 1 牌号 CHE 507 CHE 422 特 点 焊接方法及注意事项 ⒈焊前焊条须经350℃烘焙1小时,随烘随用。 ⒉焊前必须对焊件清除油、锈、水份等杂质。 ⒊采用短弧操作,窄道焊方法。 具有优良的塑性、韧性和抗裂性能,焊 接工艺性能优良、飞溅少、成型美观、脱渣 容易 具有优良的焊接工艺性能,电弧稳定, 焊道美观、飞溅少,交直流两用。可进行全 位置焊接 Z408是镍铁合金焊芯,强还原性石墨药 皮的铸铁焊条,具有强度高、塑性好、线膨 胀系数低等特点。抗裂性对灰口铸铁与Z308 差不多,但对球墨铸铁则比Z308强,对含磷 量高(0.2%P)的铸铁,也具有良好的效果, 切削加工性能比Z308和Z508稍差。
模具焊条使用规范
模具焊条的通用用途
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 牌 号 类 型 用 途 硬 度 产地 CHE 507 CHE 422 Z408 G241 NH-10S NH-100S
CARBOTRODE92
结构钢焊条 普通碳钢焊条 铸铁焊条 铸铁直接堆焊焊条 铸铁直接堆焊焊条 拉延筋堆焊专用焊条 铸铁焊条 高硬度钢接合用 硬面制作打底用 钛钙型药皮的不锈钢焊 条
40~70
—
—
—
—
25~50
—
—
—
Φ2.5
70-110
60~100
—
—
—
—
50~80
—
—
—
Φ2.6
—
—
—
70~90
焊条和焊丝的区别
不锈钢焊丝MIG与MAG的区别熔化极气体保护电弧焊通常用的保护气体有氩气、氦气、CO2气或这些气体的混合气。
以氩气或氦气为保护气时称为熔化极惰性气体保护电弧焊(在国际上简称为MIG焊);以惰性气体与氧化性气体(O2,CO2)的混合气为保护气时,或以CO2气体或CO2+ O2的混合气为保护气时,统称为熔化极活性气体保护电弧焊(在国际上简称为MAG焊)。
焊条和焊丝的区别个人觉得焊条和焊丝完全是两个不同的概念,并不需要做什么特别的区分,焊条是由药皮和焊芯所组成,焊芯是一根实芯金属棒,焊接时作电极,传导焊接电流,使之与焊件之间产生电弧,并且本身提供填充金属。
药皮在焊接过程中起保护,冶金处理,改善焊接工艺性能。
焊条主要用于手动电弧焊。
而焊丝主要用于MIG/MAG,TIG等焊接方法。
(即是埋弧焊/气保焊、电渣焊、气焊等用的主要焊接材料)。
焊丝分为药芯焊丝和实心焊丝,其作用主要是填充金属或同时用来传导焊接电流。
此外,有时通过焊丝向焊缝过渡合金元素,对于自保护药芯焊丝,在焊接过程中还起到保护、脱氧和去氮等作用。
焊丝有利于实现自动焊,提高制作自动化.规范焊接.手工电弧焊主要依赖焊工的操作水平.但如都是手工操作,用焊条比用焊丝生产效率高,焊接性能好。
关于不同型号焊条的区别与特性看图纸的时候,常看到焊接型号有很多种,较为常见的是J422,A103,A102等等,不知道高人们能否指点一下这些焊条的特性和主要区别呢1、前两位表示抗拉强度的十分之一.2、请你认真阅读JB/T4709钢制压力容器焊接规程,该标准规定了焊接的基本要求,对焊接过程、焊接材料有详细的规定,其中表1是常用钢号推荐选用的焊材。
3、这种焊条表示方法是过去国内自己的牌号,第一位字母表示性质,第二、三位表示熔敷金属强度,最好一位表示药皮的成分,现在一般不用这种表示方法了,J422是现在的E4303表国标焊条型号与焊条牌号对照表常用焊条、焊剂牌号对照及烘焙要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
——仅供参考 结构钢焊条的主要用途 牌 号 型 号 主 要 用 途 J423 E4301 焊接较重要的低碳钢结构 J422 E4303
J422CrCu E4303 用于耐候钢、耐海水腐蚀的焊接 J421 J4313 用于一般低碳钢薄板结构的焊接 J421X 用于碳钢薄板向下立焊和间断焊 J421Fe 用于低泰山压卵风薄结构的铁粉焊条,焊接效率较高 J427 E4315 焊接重要的低碳钢及同强度级别的低合金钢结构,如压力容器、锅炉、船
舶桥梁等 J427Ni
J426 E4316 用于薄板结构的低碳钢的焊接 J422Fe13 E4323 焊接重要的低碳钢结构的高效铁粉焊条 J422Fe16 J422Z13 焊接低碳负结构的高效重力焊焊条 J203 E5001 焊接低碳钢及同强度合金钢的一般结构 J503Z 船舶、锅炉、船舶、桥梁、车辆中低碳钢、低合金钢结构重力焊焊条 J502 J502Fe E5003 焊接同强度的低合金钢(如16Mn)一般结构
J505 E5010-G 焊接同等强度的低合金钢结构件 J505G 焊接16Mn钢管的管道焊条 J505MoG E5011 用于厚壁容器及钢管的打底 底层焊条 J507 E5015 焊接重要的低合金钢结构,如16MnR钢做的压力容器 J507H 越低氢焊条,用于海洋平台、船舶、压力容器等重要低合金钢结构的焊接 J507X 立向下焊条,用于低合金钢的角接或搭接焊 J507D 底层焊条,用于钢管及厚壁容器打底焊、单面焊双面成形 F507XG E5015 管子立向下焊条,用于圆管下行焊或壁厚大于9mm的圆管下行打底焊 J507 NiCu 用于相同强度级别的耐候钢及耐海水腐蚀钢的焊接 J507R 用低合金钢压力容器焊接,低温韧性较高 J507GR 高韧性焊条,表于低合金重要结构件的焊接 J507RH 越低氢焊条,用于低合金钢结构如船舶、高压管道的间接
JJ507Mo 用于含Mo、V、Al耐腐蚀钢的焊接、如12MoVAl钢及抗400°CS、H2腐蚀钢的焊接 J507CuP 用于Cu、P耐候及耐海水腐蚀钢的焊接 J506 E5016 用于中碳及强度级别相当的低合金钢(16Mn、0916Mn2Si的)焊接 J506X 用于强度级别相当的低合金钢立向下焊焊条 J506DF 用于通风不良或容器内焊接的低尘低毒焊条 J506D 专用于底层焊、单面焊双面成形封底焊 J506GM 船舶、车辆、工程机械、压力容器的盖面焊、装饰焊 J506WCu E2016-G 用于耐 候及耐海水腐蚀钢的焊接,如0916Mn2Ti J506R 具有高的低温韧性,用于海洋平台、船舶、高压容器等重要结构 焊接 J506RH 高韧性焊条,用于低合金 钢压力容器和船舶的焊接 J506NiCu 用于 强度级别的耐候、耐海水钢的焊接 J506H E5016-1 越低氢焊条,用于海上平台、船舶、压力容器的低合金钢的焊接,抗裂性好 ——仅供参考
续表1 牌 号 型 号 主 要 用 途 J506LMA E5018 耐吸潮碳素钢焊条,用于低碳钢、你合金钢及钢性较大的船舶结构的焊接 J507Fe 铁粉你型焊条,焊接重要的碳钢及低合金钢结构 J506Fe
J506Fe16 J506Fe18 J507Fe16 高效铁粉焊条,用于16 Mn、16 MnR等低合金钢的焊接平焊和平角焊
J553 E5501-G 焊接低合金钢结构。如15 MnV、15 Mn2Ti钢结构 J556 E5516-G J557 E5515-G J557Mo J557 MoV 用于15 MnV、15 MnVN、14 Mn MoVN低合金钢结构焊接
J607RH E6015-G
具有良好的低温韧性,用于海上采油平台、船舶、压力容器的中低合金高强
度钢结构 J607Ni 焊接相应强度等级的低合金钢结构 J707 E7015-D2 用于15MnMoV 14MnMoVB 18MnNb及CrMo等低合金 钢焊接 J757Ni E7515-G 用于相应强度等级的低合金钢结构的焊接 J757
不锈钢焊条的主要用途 牌 号 型 号 主 要 用 途 ——仅供参考
— E209 E219 E240
焊接相同类型的不锈钢、你碳钢和不锈钢的异种钢焊接,在低碳钢上堆
焊以防腐
E307 常用于奥氏锰钢与碳钢件或铸件的焊接 A107 E308-15
常用于焊接相同类型不锈钢,如Cr19Ni9Cr18Ni12型不锈钢 A101 A102 A102T E308-16
A102A E308-17 E308H A002 E308L-16 用于焊接越低碳不锈钢如00Cr19Ni11、00Cr18Ni10的结构 A002A E308L-17
— E308Mo E308MoL 通常用于焊接相同类型的不锈钢,也可用于Cr18N Mo型不锈钢锻件的焊接 A307 E309-15
16 通常用于焊接相同类型的不锈钢,也可用于焊接在强腐蚀介质中使用的
要求焊缝合金元素含量较高的不锈钢或异种钢的焊接,如Cr18Ni9型不锈钢与碳钢铁焊接 A302 A062 E309L-16
— E309Nb 通常用于0Cr18Ni11 Nb型复合钢板的焊接或在碳钢上堆焊,Nb合焊缝金属抗晶间腐蚀能力和高温强度提高 A312 E309Mo 通常用于0Cr17Ni11 Nb型复合钢板的焊接或在碳钢上堆焊。309 MoL熔
敷金属含碳量低,焊缝抗晶间腐蚀能力较强 A042 E309MoL-16
A402 E310-16 通常用于焊接相同类型的不锈钢,如0Cr25Ni20 型不锈钢 A407 E310-15
A432 E310H-16 熔敷金属含碳量较高,通常用于相同类型的耐热耐 腐蚀不锈钢铸件折焊接和补焊,如HK40耐热钢,不宜在高硫气氛中或有剧烈冲击条件下使用,因为在820~870oC长时间停留时,可促使形成δ相和二次碳化物,降低耐 腐蚀性和韧性 — 310 Nb 通常用于耐热钢铸件、0Cr18Ni11 Nb型复合钢板或在碳钢上堆焊 A412 E310 Mo-1b 常用于耐热钢铸件、0Cr18Ni12 Mo2型复合钢板的焊接,或碳钢上堆焊
— E312 通常用于高镍合金与其他金属的焊接,焊缝金属为奥氏休基体上分布的大量铁素体,构成双相组织。即使在被大量奥氏体形成元素所稀释时仍保持双相组织,因此具有较高的抗裂能力,不宜在420oC以下温度使用,以避免二次脆化相的形成
A201 A202 A207
E316-16 E316-15 通常用于焊接0Cr17Ni12 Mo2型不锈钢及相类似的合金。由于钼提高了抗蠕变能力,因此也可用于焊接在较高温度下使用的不锈钢,当焊缝金
属存在连续或非连续网状铁素体,且焊缝铬钼比小于8.2~1小时,如焊缝在腐蚀介质中,焊缝 金属可能发生快速腐蚀
— E316H 除含碳量限制在上限外,熔敷金属合金 含量与E316相同,由于 含碳量较高,在高温下具有较高的抗强度和蠕变强度
A022 E316L-16 除含碳量较低外,熔敷金属合金元素含量与E316相同,由于 含 碳量低,因此,在不含Nb、Ti等稳定元素时,也能抵抗因碳化物析出而产生的 续表1 牌 号 型 号 主 要 用 途 ——仅供参考
A022 E316L-6 的晶间腐蚀。通常用于焊接低碳含钼奥氏体钢,当焊缝金属含 碳量限制在0.04%以下时,在绝大多数情况下都 厅以防止晶间腐蚀,高温强度不如E316H型焊条
A242 E317 熔敷金属合金 元素含量,特别是钼,略高于E316型焊条,通常 用于焊接相同类型的不锈钢,可在强腐蚀条件下使用
— E317L 除含 碳量较低外,熔敷金属合金 元素含量与E317相同。由于 含 碳量低,因此在不含 Nb、Ti等稳定化元素时,也能抗碳化物析出而产生的晶间腐蚀。焊缝强度不如E317型焊条
— E317 MoCu 熔敷金属中含铜量较高,因而具有较高的耐腐蚀能力,通常 用于焊接相同类型的含铜不锈钢
A032 E317 MoCuL 熔敷金属中含Mo较高长含 有铜,因此在硫酸介质中具有较高的耐 腐蚀能力。通常 用于焊接在稀、中浓度硫酸介质中工作的同类型 越低碳不锈钢
A212 E318 除加铌处,熔敷金属中含较高长含中合金元素含量与E316相近,Nb提高了焊缝金属抗晶间腐蚀能力,通常 用于焊接相同类型的不锈钢,如 0Cr18i12 Mo2Ti
A232 A237 E318V-16 E318V-15
除加钒外,熔敷金属中合金元素与E316相近,钒提高了焊缝金属热强性
和抗腐蚀能力,通常 用于焊接相同类型含钒不锈钢
A902 E320-16 熔敷金属中加入铌后,提高 了抗晶间腐蚀能力,通常 用于焊接各种化工设备,强在硫酸、亚硫酸及其盐类等强腐蚀介质中工作的相同类型的不锈钢,也可焊接不进行后热处理的相同类型的不锈钢。当熔敷金属不含 铌时,可用于含 铌不锈钢负有重任年的补焊,但焊后必须进行固溶处理
— E320LR 除C、Si、S、P元素含量较低外,熔敷金属合金元素含量怀E320相同,常用于焊接相同,常用于为获得铁素体的奥氏体不锈钢的焊接,焊张强度比E320型焊条低
— E330 通常用于焊接在980oC工作的,要求具有耐热性能的设备,并广泛用于相同类型的不锈钢铸件的补焊及铸造合金与锻造合金的焊接
— E330H 除含 碳量较高外,熔敷金属合金 元素与E330常用于相同类型的耐热及耐腐蚀高合金铸件的焊接和补焊
A607 E330-MoMn WNb
除加入W Nb及较高的MoMn外,熔敷金属合金元素含量与E330相同,通
常 用于在850~950oC 高温下工作的 热及耐腐蚀高合金 钢,如Cr20Ni30和Cr1Ni37型不锈钢等的焊接和补焊
A132 A137 E347-16 E347-15
用铌或铌加钽作稳定化元素,提高抗晶间腐蚀的能力,常用于焊接以Nb
或Ti作稳定元素的成分相近的铬镍合金
— E349 熔敷金属合金元素中加入了Mo、W及Nb后,使焊缝金属具有良好的高温强度,熔敷金属中的铁素体含量较高,提高了焊缝的抗裂性能,常用于焊接相同类型的不锈钢 续表2 牌 号 型 号 主 要 用 途