作业指导书文件清单
IATF16949文件清单
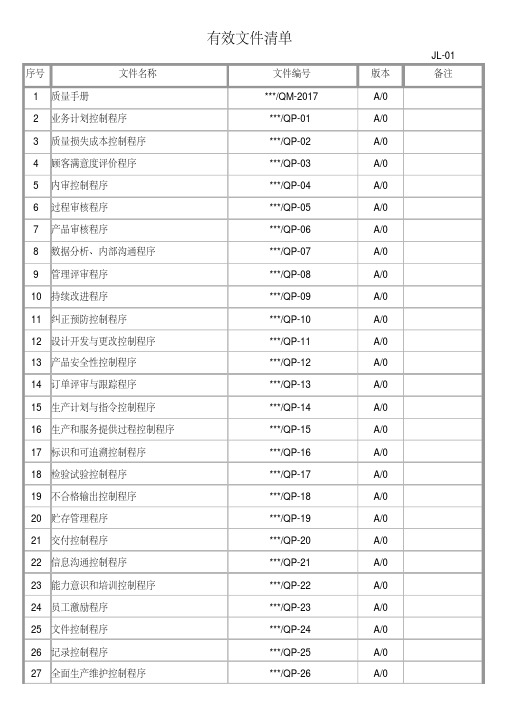
1质量手册***/QM-2017A/0 2业务计划控制程序***/QP-01A/0 3质量损失成本控制程序***/QP-02A/0 4顾客满意度评价程序***/QP-03A/0 5内审控制程序***/QP-04A/0 6过程审核程序***/QP-05A/0 7产品审核程序***/QP-06A/0 8数据分析、内部沟通程序***/QP-07A/0 9管理评审程序***/QP-08A/0 10持续改进程序***/QP-09A/0 11纠正预防控制程序***/QP-10A/0 12设计开发与更改控制程序***/QP-11A/0 13产品安全性控制程序***/QP-12A/0 14订单评审与跟踪程序***/QP-13A/0 15生产计划与指令控制程序***/QP-14A/0 16生产和服务提供过程控制程序***/QP-15A/0 17标识和可追溯控制程序***/QP-16A/0 18检验试验控制程序***/QP-17A/0 19不合格输出控制程序***/QP-18A/0 20贮存管理程序***/QP-19A/0 21交付控制程序***/QP-20A/0 22信息沟通控制程序***/QP-21A/0 23能力意识和培训控制程序***/QP-22A/0 24员工激励程序***/QP-23A/0 25文件控制程序***/QP-24A/0 26记录控制程序***/QP-25A/0 27全面生产维护控制程序***/QP-26A/028外部供方的选择评价与开发程序***/QP-27A/0 29采购控制程序***/QP-28A/0 30外部供方业绩评价程序***/QP-29A/0 31监视测量设备管理程序***/QP-30A/0 32测量系统分析程序***/QP-31A/0 33变更控制程序***/QP-32A/0 34组织的知识控制程序***/QP-33A/0 35风险与机遇控制程序***/QP-34A/0 36不符合和纠正措施控制程序***/QP-35A/0 37质量损失成本核算项目细则***/QT-01A/0 38特殊特性分类管理办法***/QT-02A/0 39员工行为准则***/QT-03A/0 40原材料外协件贮备定额***/QT-04A/0 41成品贮备定额***/QT-05A/0 42应急计划***/QT-06A/0 43先进先出管理办法***/QT-07A/0 44仓库管理制度***/QT-08A/0 456S管理规定***/QT-09A/0 46内审员能力规定***/QT-10A/0 47内部审核实施方案***/QT-11A/0 48返工作业指导书***/QT-12A/0 49产品审核检查项目及缺陷分级***/QT-13A/0 50产品审核作业指导书***/QT-14A/0 51过程审核作业指导书***/QT-15A/0 52测量系统分析(MSA)作业指导书***/QT-16A/0 53SPC过程控制方法***/QT-17A/0 54(FMEA)作业指导书***/QT-18A/055控制计划作业指导书***/QT-19A/0 56设备操作规程***-GC A/0 57原材料检验标准JH-YCL-JY-01A/0 58过程检验指标准JH-GC-JY A/0 59成品检验指标准JH-CP-JY A/0 60作业指导书JH-ZDS A/0。
SOP标准作业程序与作业指导书

标准作业指导书 SOP1.什么是SOP(标准作业程序)所谓SOP, 是 Standard Operation Procedure三个单词中首字母的大写, 即标准作业程序。
就是将某一事件的标准操作步骤和要求以统一的格式描述出来, 用来指导和规范日常的工作。
2.SOP的格式1)明确职责明确职责: 包括拟制者、校对者、审核者、批准者。
2)格式:A.每页SOP页眉处注明“标准操作规程”字样;B.制定SOP单位全称.C.反映该份SOP属性的编码、总页数、所在页码;D.准确反映该项目SOP业务的具体题目;E.反映该项SOP主题的关键词, 以利计算机检索;F.简述该份SOP的目的、背景知识和原理等;G.主体内容: 具体内容简单明确, 可操作性强, 以能使具备专业知识和受过培训的工作人员理解和掌握为原则;H.每份SOP的脚注处有拟制者、校对者、审核者、批准者的签名和签署日期;I.标明该份SOP的生效日期。
3.SOP的作用1) 将企业积累下来的技术、经验记录在标准文件中,以免因技术人员的流动而使技术流失;2) 使操作人员经过短期培训,快速掌握较为先进合理的操作技术;3) 根据作业标准,易于追查不良品产生之原因;4) 树立良好的生产形象, 取得客户信赖与满意。
5) 是贯彻ISO精神核心(说, 写, 做一致)之具体体现, 实现生产管理规范化、生产流程条理化、标准化、形象化、简单化。
6)是企业最基本﹑最有效的管理工具和技术数据。
4.SOP的特征1)SOP是一种程序。
SOP是对一个过程的描述, 不是一个结果的描述。
同时, SOP又不是制度, 也不是表单, 是流程下面某个程序中关控制点如何来规范的程序。
2)SOP是一种作业程序。
SOP首是一种操作层面的程序, 是实实在在的, 具体可操作的, 不是理念层次上的东西。
如果结合ISO9000体系的标准, SOP是属于三阶文件, 即作业性文件。
3)SOP是一种标准的作业程序。
所谓标准, 在这里有最优化的概念, 即不是随便写出来的操作程序都可以称做SOP, 而一定是经过不断实践总结出来的在当前条件下可以实现的最优化的操作程序设计。
质量体系文件清单

HR 09.00.39 换向器特性矩阵图
HR 09.00.40 换向片特性矩阵图
HR 09.00.41 云母片特性矩阵图
HR 09.00.42 产品包装规范
HR 09.00.43 产品包装评价表
HR 09.00.44 产品质量策划总结和认定
HR 09.00.45 零件提交保证书
HR 09.00.46 产品包装技术要求
HR 15.00.26 回孔_月份生产日报表
HR 15.00.27 车削车间_月份生产日报表
HR 15.00.28 铣槽车间_月份生产日报表
HR 15.00.29 折弯车间抛光_月份生产报表
HR 15.00.30 折弯车间头弯_月份生产报表
HR 15.00.31 折弯车间_月份弯钩生产报表
HR 15.00.32 折弯车间_月份整体弯钩生产报表
三级文件
HR/QI XX.XX
(规定/作业指导书类)
HR/QI 09.01 控制计划编制指导书
HR/QI 09.02 FMEA应用管理办法
HR/QI 09.03 特殊特性管理办法
HR/QI 09.04 样品送样管理规定
HR/QP 09
产品质量先期策划 控制程序
HR/QM-2018 质量手册
HR/QP 10 采购管理控制程序
HR 01.00.02 中长期经营计划
HR 01.00.03 部门KPI 清单
HR 01.00.04 工作跟踪记录
HR 02.00.01 报废明细表
HR 02.00.02 返工明细表
HR 02.00.03 内部损失成本统计表
HR 02.00.04 退货明细表
HR 02.00.05 非正常性费用调查表
HR 14.00.05 打饼工艺流程卡
公司文件编码规则,格式,清单
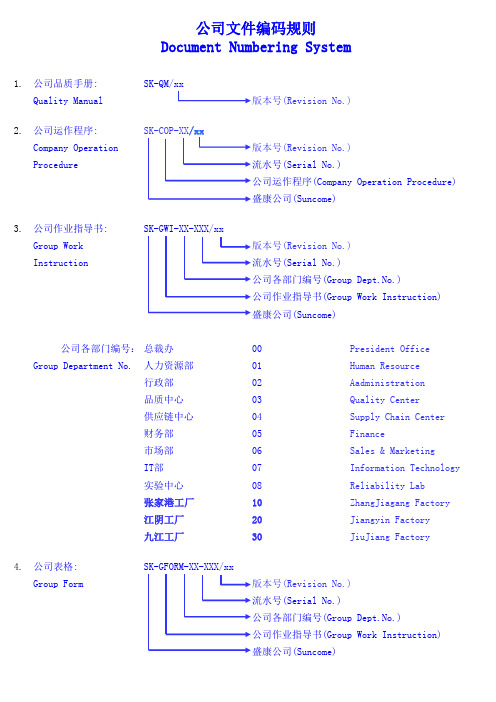
1.公司品质手册:SK-QM/xxQuality Manual2.公司运作程序:Company Operation ProcedureSerial No.))3.公司作业指导书:SK-GWI-XX-XXX/xxGroup Work InstructionSerial No.)Group Dept.No.)Group Work Instruction)公司各部门编号:总裁办00President Office Group Department No.人力资源部01Human Resource 行政部02Aadministration 品质中心03Quality Center 供应链中心04Supply Chain Center 财务部05Finance市场部06Sales & Marketing IT部07Information Technology 实验中心08Reliability Lab 张家港工厂10ZhangJiagang Factory 江阴工厂20Jiangyin Factory 九江工厂30JiuJiang Factory4.公司表格:SK-GFORM-XX-XXX/xxGroup FormSerial No.)Group Dept.No.)Group Work Instruction)公司文件编码规则Document Numbering System5.工厂作业指导书:SK-WI-XXXX-XXX/xxFactory WorkInstruction Serial No.)XXXX说明:前面两个XX参照各工厂编号(First 2 XX refer to factory No.)后面两个XX:(Final 2 XX:)工厂通用文件:00Factory general document工程部01Engineering department生产部02Production department品质部03Quality department供应链04Supply Chain财务部05Finance人力资源06Human resource行政07Administration实验室08Reliability Lab6.工厂操作指导书:SK-XXX-XXXX-XXX/xxFactory OperationInstruction工厂操作指导书类型:(示例)Type of factory IIP Incoming Inspection PlanOperation Instruction PIP Process Inspection Plan(Example)FIP Final Inspection PlanQCP Quality Control Plan………………( The types decided by factory department)工厂表格:版本号(Revision No.)Factory form流水号(Serial No.)工厂各部门编号(Factory department No.)工厂编号(Factory No.)工厂表格(Factory No.)盛康公司(Suncome)。
IATF16949受控文件清单

受控文件清单BX/QR7606 监测设备申购单BX/QR7607 监测设备报废审批表BX/QR7608 监测设备启用、封存申请单BX/QR8201 顾客满意度调查计划(24)BX-QP-13顾客满意度调查管理程BX/QD8201BX/QR8202 顾客满意度调查表(C5 顾客满意)BX/QR8203 顾客满意度调查分析报告BX/QR8204 年度内部审核计划(25)BX-QP-04内部审核控制程序BX/QR8205内部质量审核实施计划(M4 内部审核)BX/QR8236 内审检查表BX/QR8207 不符合项报告BX/QR8208 不符合项分布表BX/QR8209 质量体系审核报告BX/QR8210 内审首末次会议签到表BX/QR8211过程审核计划BX/QD8202BX/QR8212 过程审核表BX/QR8213 过程审核评价报告BX/QR8214 产品审核计划BX/QD8203BX/QR8215 产品质量审核记录表BX/QR8216 产品质量审核评价报告BX/QD8204 外购外协件检验/试验指导书BX/QR8217 外购外协件产品入库检验记录(26)BX-QP-21检验和试验控制程序BX/QD8205 半成品检验/试验指导书BX/QR8218 过程检验记录(S9 检验和试验)BX/QD8206成品检验/试验指导书BX/QR8219 成品检验记录BX/QR8220出货检验报告BX/QR8301 不合格品评审及处置单(27)BX-QP-20不合格品控制程序BX/QR8302 退货单(S10 不合格品控制)BX/QR8303让步接收申请单BX/QD8301BX/QR7538退料单BX/QR8304 返工单BX/QR8305 产品特采放行单BX/QR8306 报废申请单BX/QR8307不合格品统计表BX/QR8501年度持续改进项目计划表(28)BX-QP-18数据分析和持续改进程BX/QR8502 持续改进项目实施验证报告(M5 持续改进)BX/QR8301 不合格品评审及处置单(29)BX-QP-19纠正和预防措施管理程BX/QR8503 纠正预防措施通知单(S11 纠正和预防措施)BX/QD8501BX/QR7545 顾客反馈意见处理书BX/QR8504 纠正预防措施一览表BX/QR85058D报告编制/日期: 批准/日期: 3.2010年返工(返修)作业指导书3年无5年过程审核指导书 VDA6.33年产品审核指导书 VDA6.5 8D编写指导书3年3年顾客满意度统计分析方法长期无3年。
技术部文件清单
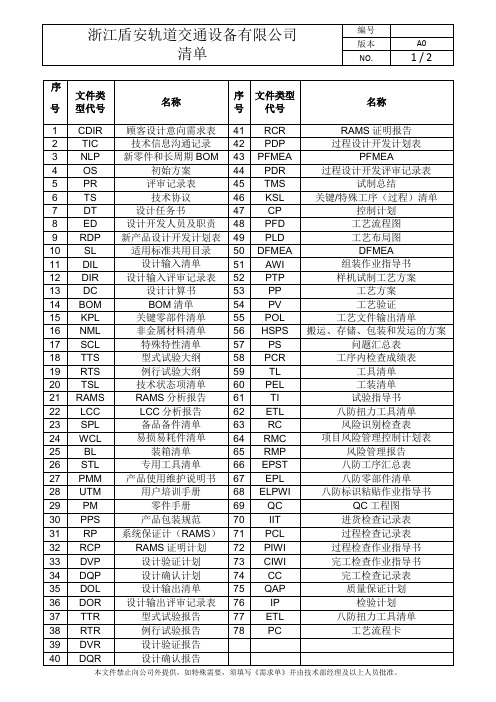
序号文件类型代号名称序号文件类型代号名称1 CDIR 顾客设计意向需求表41 RCR RAMS证明报告2 TIC 技术信息沟通记录42 PDP 过程设计开发计划表3 NLP 新零件和长周期BOM 43 PFMEA PFMEA4 OS 初始方案44 PDR 过程设计开发评审记录表5 PR 评审记录表45 TMS 试制总结6 TS 技术协议46 KSL 关键/特殊工序(过程)清单7 DT 设计任务书47 CP 控制计划8 ED 设计开发人员及职责48 PFD 工艺流程图9 RDP 新产品设计开发计划表49 PLD 工艺布局图10 SL 适用标准共用目录50 DFMEA DFMEA11 DIL 设计输入清单51 AWI 组装作业指导书12 DIR 设计输入评审记录表52 PTP 样机试制工艺方案13 DC 设计计算书53 PP 工艺方案14 BOM BOM清单54 PV 工艺验证15 KPL 关键零部件清单55 POL 工艺文件输出清单16 NML 非金属材料清单56 HSPS 搬运、存储、包装和发运的方案17 SCL 特殊特性清单57 PS 问题汇总表18 TTS 型式试验大纲58 PCR 工序内检查成绩表19 RTS 例行试验大纲59 TL 工具清单20 TSL 技术状态项清单60 PEL 工装清单21 RAMS RAMS分析报告61 TI 试验指导书22 LCC LCC分析报告62 ETL 八防扭力工具清单23 SPL 备品备件清单63 RC 风险识别检查表24 WCL 易损易耗件清单64 RMC 项目风险管理控制计划表25 BL 装箱清单65 RMP 风险管理报告26 STL 专用工具清单66 EPST 八防工序汇总表27 PMM 产品使用维护说明书67 EPL 八防零部件清单28 UTM 用户培训手册68 ELPWI 八防标识粘贴作业指导书29 PM 零件手册69 QC QC工程图30 PPS 产品包装规范70 IIT 进货检查记录表31 RP 系统保证计(RAMS)71 PCL 过程检查记录表32 RCP RAMS证明计划72 PIWI 过程检查作业指导书33 DVP 设计验证计划73 CIWI 完工检查作业指导书34 DQP 设计确认计划74 CC 完工检查记录表35 DOL 设计输出清单75 QAP 质量保证计划36 DOR 设计输出评审记录表76 IP 检验计划37 TTR 型式试验报告77 ETL 八防扭力工具清单38 RTR 例行试验报告78 PC 工艺流程卡39 DVR 设计验证报告40 DQR 设计确认报告。
IATF16949中APQP各阶段对应的文件清单
第 1 页,共 3 页
备注
IATF16949中APQP各阶段对应的文件清单
阶段及序号
APQP项目
28
第三阶段工作保证计划书(过程设计和开发)
29
正式过程流程图
APQP小组 运营部 品质部 品质部 技术部 技术部 品质部 品质部 品质部 APQP小组 技术部 APQP小组 APQP小组
第 2 页,共 3 页
备注
IATF16949中APQP各阶段对应的文件清单
阶段及序号
APQP项目
59
第五阶段工作保证计划书(反馈、评定和纠正措施)
60
制造过程质量记录
61
Cpk分析报告
30
过程流程图检查表
31
产品和过程特殊特性清单(正式)
32
特殊特性矩阵图
33
车间平面布置图
34
过程潜在失效模式及后果分析(PFMEA)
35
包装标准与规范
36
产品过程质量检查表37源自BOM表(正式)38
控制计划表(试生产)
39
SOP作业指导书
40
SIP检验指导书
41
包装作业指导书
42
测量系统(MSA)分析计划
55
零件提交保证书
56
控制计划表(生产)
57
产品质量策划总结和认定报告
58
第四阶段评审报告(产品和过程确认)
第五阶段:反馈、评定和纠正措施
负责部门 计划开始时间 计划完成时间 APQP小组 技术部 APQP小组 技术部 技术部 生产部 FMEA小组 技术部 APQP小组 技术部 技术部 技术部 品质部 技术部 品质部 品质部 技术部 APQP小组
隐患排查治理作业指导书
有限公司隐患排查治理体系建设作业指导书1、名称解释1.1一般事故隐患危害和整改难度较小,发现后能够立即整改排除的隐患。
1.2重大事故隐患危害和整改难度较大,无法立即整改排除,需要全部或者局部停产停业,并经过一定时间整改治理方能排除的隐患,或者因外部因素影响致使生产经营单位自身难以排除的隐患。
以下情形为重大事故隐患:➢违反法律、法规有关规定,整改时间长或可能造成较严重危害的;➢涉及重大危险源的;➢具有中毒、爆炸、火灾等危险的场所,作业人员在10人以上的;➢危害程度和整改难度较大,一定时间得不到整改的;➢因外部因素影响致使生产经营单位自身难以排除的;➢设区的市级以上负有安全监管职责部门认定的。
2、安全生产与职业病危害隐患排查治理体系建设流程图3、编制隐患排查项目清单各部门、分公司应依据安全生产风险分级和职业病危害风险分级确定的各类风险点的全部控制措施和基础安全管理要求,编制包含全部应该排查的项目清单。
隐患排查项目清单包括生产现场类隐患排查清单和基础管理类隐患排查清单。
3.1生产现场类隐患排查项目清单生产现场类隐患包括以下方面存在的问题或缺陷:➢设备设施;➢场所环境;➢从业人员操作行为;➢消防及应急设施;➢供配电设施;➢职业卫生防护设施;➢辅助动力系统;➢现场其他方面。
编制排查单元的排查清单时应以各类风险点(安全生产风险点和职业病危害风险点)为基本单元,依据风险分级管控体系中各风险点的控制措施进行编制。
表格格式及内容参考表35。
表35:生产现场类隐患排查项目清单1.风险点应包含安全生产风险点和职业病危害风险点;2.排查周期指每天、每周、每月、每季度、每年或其他排查周期;3.组织级别指班组、车间、部门、公司或各专业职能部门。
3.2基础管理类隐患排查项目清单基础管理类隐患包括以下11个项目存在的问题或缺陷:➢生产经营单位资质证照;➢安全生产管理机构及人员;➢安全生产责任制;➢安全生产管理制度;➢教育培训;➢安全生产管理档案;➢安全生产投入;➢应急管理;➢职业卫生基础管理;➢相关方安全管理;➢基础管理其他方面。
作业指导书
什么是作业指导书作业指导书是用以指导某个具体过程,事物形成的技术性细节描述的可操作性文件。
常用的作业指导书、工作细则、标准、作业规范通常应包含的内容。
作业指导书是针对某个部门内部或某个岗位的作业活动的文件,侧重描述如何进行操作,是对程序文件的补充或具体化。
对这类文件有不同的具体名称,如工艺规程、工作指令、操作规程等。
[编辑]作业指导书的作用1、作业指导书是指导保证过程质量的最基础的文件和为开展纯技术性质量活动提供指导。
2、作业指导书是质量体系程序文件的支持性文件。
[编辑]作业指导书的种类1、按发布形式可分为:书面作业指导书、口述作业指导书。
2、按内容可分为:1)用于施工、操作、检验、安装等具体过程的作业指导书。
2)用于指导具体管理工作的各种工作细则、计划和规章制度等。
3)用于指导自动化程度高而操作相对独立的标准操作规范。
[编辑]作业指导书的要求ISO9000系列标准中对作业指导书的要求:1、“如果没有作业指导书就不能保证质量时,则应对生产和安装方法制订作业指导书”(GB/T19001-ISO9001——9.1)。
2、生产作业可由作业指导书规定到必要的程度。
应对工序能力进行研究以确定工序的潜能。
整个生产中使用工艺规定也应写成书面文件,各个作业指导书中均应引用。
作业指导书中应明确规定圆满完成工作以及符合技术规范和技术标准的准则。
……(GB/T19004-ISO9004——10.1.1)。
3、“应按照质量体系的规定对作业指导书,规范和图样进行控制”(GB/T19004-ISO9004——11.5)。
[编辑]作业指导书的要求与步骤[编辑]基本要求1、内容应满足(1)5W1H原则任何作业指导书都须用不同的方式表达出:a.Where:即在哪里使用此作业指导书。
b.Who:什么样的人使用该作业指导书。
c.What:此项作业的名称及内容是什么。
d.Why:此项作业的目的是干什么。
e.When:什么时候使用该作业指导书。
受控文件清单
12
客户服务控制程序
运营部
13
内部审核控制程序
管理者代表
14
产品检验控制程序
品管部
15
不合格品控制程序
品管部
16
数据分析控制程序
品管部
17
纠正预防措施控制程序
品管部
18
质量目标考核办法行政部 Nhomakorabea19办公设备保养作业指导书
行政部
20
职务说明书
行政部
21
供应商考核流程作业指导书
运营部
22
仓库管理规定
生产部
受控文件清单
文件编号:
序号
文件名称
文件编号
使用部门
备注
1
质量手册
所有部门
2
文件控制程序
行政部
3
质量记录控制程序
行政部
4
管理评审程序
管理者代表
5
人力资源控制程序
行政部
6
合同评审控制程序
运营部
7
采购控制程序
运营部
8
生产过程控制程序
生产部
9
标识可追溯性控制程序
生产部
10
产品防护控制程序
生产部
11
监视和测量设备控制程序
23
汽车后视摄像头作业规程
生产部
24
来料检验作业指导书
品管部
25
制程检验规范
品管部
26
成品检验规范
品管部
30
31
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
篇一:作业指导书清单
流程制度优化工作备忘
一、何为作业指导书?
作业指导书是用以指导某个具体过程,事物形成的技术性细节描述的可操作性文件。常用的
作业指导书、工作细则、标准、作业规范通常应包含的内容。
作业指导书是针对某个部门内部或某个岗位的作业活动的文件,侧重描述如何进行操作,是
对程序文件的补充或具体化。
作业指导书:
1、 对制度的细化(相关制度已经描述到详细的操作层面的,可以不用写); 2、 对制度的
补充(相关制度没有涉及到的);
3、 工作的衡量标准以及达到标准的科学作业流程。
高力集团总部作业指导书篇二:三皆受控文件清单作业指导书編號﹕q42401-02版本﹕01
文件管理员:
編號﹕q42401-02版本﹕01
文件管理员:富科海科技(蘇州)有限公司
受控文件清单編號﹕q42401-02版本﹕01
文件管理员:富科海科技(蘇州)有限公司
受控文件清单編號﹕q42401-02版本﹕01文件管理员:篇三:文件清单和作业书目录
作 业 文 件 清 单受 控 文 件 清 单
生产作业指导书目录
设备操作指导书目录
技术作业指导书目录
篇四:作业指导书文件目录及编号
作业指导书文件目录及编号
一. 门面剪床与冲床作业指导书
分号发:
版本号:a/0文件编号: j/jp-cc-2005
作业指导书
受控状态:
编 制:
审 核:
批 准:
2005-06-01 发布 2005-06-01 实施
永康市金品门业有限公司
规定剪床与冲床作业步骤相关的工艺要求,正确知道操作的生产,以确保该工序的产品合格
率,达到工艺要求范围,保质保量进入下个工序。 二、使用范围
适用于本公司防盗门,分户门系列产品的门面剪床与门面冲床工序生产过程。 三、作业规范
要求:
1.剪板工剪门面前,先用卷尺测量一个门面的花形是否居中,对角线总长度与宽度是否符合
要求。
2.根据生产任务但确定数量几调好靠山尺寸,尺寸根据工艺图进行操作。 3.剪好第一张门面
时必须进行自检其尺寸误差是否在规定的范围内
4.按不同板材厚度调好刀具间隙,一般情况下不能同时剪两张以上,确保产品出现超范围误
差和损坏刀口。
5.门面冲床尺寸按各种规格型心的工艺图进行操作,调好靠山尺寸
6.根据生产任务单安装所需的模具,校模时盘转飞轮使滑块体上升或下降,保证上模的上平
面与滑块底平面有良好的接触。
7.调整滑块位置以改变模具空间高度时,必须先松开锁紧的螺丝,然后放松螺杆的锁紧螺套。
在根据需要调整滑块的位置,调整量可由滑块左上角之标牌读出,调整后必须将锁紧螺套锁
紧,使飞轮与离合器脱开。
8.在冲床使用过程中,如果导轨磨损而使滑块与导轨的间隙增大影响导向精度,必须将螺丝
钉调节导轨间隙,应均在0.02—0.03mm之间。9.操作工在操作时军队禁止同时裁两块板料,
需定时加送润滑油,而且必须选择单次规范。10.对剪板机和冲床的安全及维护要根据安全操
作规程进行操作。
规定门架门面折弯作业步骤相关的工艺要求,正确知道操作的生产,以确保该工序的产品合
格率,达到工艺要求范围,保质保量进入下个工序。 二、使用范围
适用于本公司防盗门,分户门系列产品的门架、门面折弯工序生产过程。 三、作业规范要求:
1.根据生产任务单调好各靠山尺寸,其各尺寸依据工艺图纸的尺寸进行操作。
2.根据板材的厚度设定其所需压力,的计算公式p=650s2l/v(kn),s指的是折板料的厚度mm。
l指的是折板材的宽度mm,v指的是下模开口尺寸mm,也可根据设备侧卖弄的板料折弯压表来
查找。
3.选择动作规范,一般选择单次动作规范。
4.折弯机不宜单边负载和单点负载,以免影响折弯机的精度,确有必要单边负载应小于150kn
并尽可能两边同时折板以解决单边偏载问题。
5.折板长度小于1000毫米时不准作全负荷(1000kn)的折板工作,长度每100毫米其折板负
荷不超过100kn。
6.定期给各部加润滑油,参照设备侧面的润滑图。
7.折首件产品时,每个角度、尺寸都必须经过游标卡尺测量自检,角度与尺寸都须符合工艺
图纸的要求。
8.工件折弯角度调整,滑块和工作台在工作时不可避免的产生的产生挠度,以至有时工件中
间角度大、两端小。这时可将滑块下行,使上模接近下模,并稍微放松上模,压板螺栓以上
模不下落为准,随后将上模垫板上的料锲稍微敲进,使上模中间凸起。
9.滑块底面与工作台面平行度必须使两油缸基本平衡,不能出现一缸高一缸低,其尺寸在1mm
左右。上模垫板上的料锲放在煤块垫板的同一刻度上后拧紧,固定螺栓,放入一件废料与工
件同样厚度试压,看角度的效果,直至角度标准为止。一、目的
规定门架冲床作业步骤相关的工艺要求,正确知道操作的生产,以确保该工序的产品合格率,
达到工艺要求范围,保质保量进入下个工序。
二、使用范围
适用于本公司防盗门,分户门系列产品的门架冲床工序生产过程。 三、作业规范要求:
1.根据当日的生产任务单,做好准备工作,其尺寸依据工艺图纸的尺寸要求,调好靠山尺寸
和所需模具安装。校模时盘转飞轮使滑块体上升或下降,保证上模的上平面与滑块底平面有
良好的接触。
2.调整滑块位置以改变模具空间高度时,必须先松开锁紧的螺钉,然后放松螺杆的锁紧螺套。
在根据需要调整滑块的位置,调整量可由滑块左上角之标牌读出,调整后必须将锁紧螺套锁
紧,使飞轮与离合器脱开。
3.在冲床使用过程中,如果导轨磨损而使滑块与导轨的间隙睁大影响导向精度,必须用螺丝
钉调节导轨间隙,应均在0.02—0.03之间
4. 操作工在操作时绝对禁止同时裁两块板料,需定时加送润滑油,而且必须选择单次规范。
5.门架冲床工在操作首件产品时必须依照工艺图纸的尺寸进行自检、保质保量冲好每个产品。