连铸漏钢事故分为哪几类
攀钢大方坯连铸漏钢原因分析及防止措施-陈靓

攀钢大方坯连铸漏钢原因分析及预防措施摘要:通过对攀钢大方坯连铸漏钢情况分析,找出发生漏钢的主要类型和产生原因。
通过优化操作工艺,制定相应的预防措施,有效地控制了攀钢大方坯连铸漏钢事故。
关键词:漏钢;开浇操作;过热度;保护渣Cause Analysis And Countermeasures Of Bloom Continuous Casting Breakout at PangangChen Liang( Vanadium Recovery and Steelmaking Plant of Pangang)Abstract :Main types and cause of breakout are discussed by means of breakout analysis about bloom cc of Pangang;through modification operation,establishment corresponding countermeasures, the breakout accident about bloom cc of Pangang are effectively controlled.Keywords : breakout;start casting operation; degree of superheat;mold powder1前言漏钢是连铸生产中最严重的事故之一,它不仅影响生产计划的实施,降低铸机台时产量,减少金属收得率,还极易损坏连铸设备[1] 。
攀钢提钒炼钢厂目前有 2 台方坯连铸机,一台为2003 年 9 月投产的六机六流大方坯连铸机,断面有#动态轻压下等设备与技术。
另一台为2005 年 12 月投产的四机四流大方坯连铸机,断面360mm× 450mm(简称 2#方坯),配备有电磁搅拌、液位自动控制。
1#方坯投产至 2006 年度上影响了连铸生产。
漏钢

漏钢是指连铸初期或浇注过程中,铸坯坯壳凝固情况不好或因其他外力作用引起坯壳断裂或破漏使内部钢水流出的现象。
主要类型:1、开浇漏钢原理:由于生产准备不足,出现引锭头密封不严、结晶器角缝超标、中包或浸入式水口烘烤温度不达标,开浇时在塞棒头与水口碗部结冷钢使塞棒控流失败,钢流过小多次开浇或出苗时间控制过短、过长,开浇钢水温度过低、过高等均容易造成开浇漏钢。
特征:开浇起步期间,引锭头刚拉出结晶器就发生漏钢。
2、裂纹漏钢原理:浇铸时,由于初生坯壳在结晶器内产生纵裂、角裂或横裂,出结晶器后,因二次冷却强度不匹配,产生裂纹扩大或由于铸坯在二冷段产生严重的变形,随着钢水静压力的增大坯壳破裂,造成漏钢。
特征:漏钢后在残坯部位可看到明显的裂纹,漏钢部位通常在二冷段。
3、粘结漏钢原理:在结晶器弯月面处,钢水与结晶器铜板直接接触,初生坯壳与结晶器铜板的摩擦力大于坯壳的抗拉强度,导致粘结处被拉裂,钢液从裂口流出,形成新的坯壳,新坯壳再次被拉裂,此过程反复进行,若坯壳到了结晶器下口仍无法焊合裂口,出结晶器下口后坯壳撕裂发生漏钢。
特征:粘结漏钢多为结晶器内坯壳上厚下薄,坯壳的振痕是呈不对称分布,振痕紊乱,结晶器内坯壳呈V字型或倒三角状,粘结点明显。
4、卷渣漏钢原理:由于结晶器保护渣、夹杂物、耐火材料等卷入凝固坯壳局部区域,造成坯壳厚薄不均匀,坯壳出结晶器进格栅之前,由于卷渣部位的坯壳强度较低,不熔于基体的高熔点夹杂物被冲刷,在坯壳上产生漏洞,坯壳失去支撑,在钢水静压力导致漏钢。
特征:漏钢后一般可在残坯漏钢部位看到明显的结渣,漏钢部位一般在结晶器出口与格栅之间。
5、飞边(悬挂)漏钢原理:由于结晶器角缝大或铜板划伤,钢水渗入结晶器角缝,凝固后铸坯边角部产生带毛刺的飞边,造成结晶器内边部拉坯阻力增大,坯壳极易被撕裂,产生漏钢。
特征:漏钢后在残坯部位窄边有带毛刺的飞边,漏点多在边部且有明显的撕裂痕迹,振痕呈角拉斜状,可见飞边悬挂。
各类漏钢所占比例:开浇9.1%,夹渣2.3%,粘结54.%,裂纹22.7%,鼓肚4.6%,水口凝钢2.3%,其他4.5%。
大方坯连铸机粘结漏钢的原因分析及控制23

大方坯连铸机粘结漏钢的原因分析及控制摘要:方坯连铸漏钢的类型及原因诸多,影响因素复杂,本文通过某次漏钢后残留的坯壳进行科学的检验及分析确定出了漏钢的类型,结合当时实际工况及技术参数阐述了漏钢的原因及提出应对措施。
关键词:方坯粘结漏钢原因措施1.前言:通常把断面大于220mm×220mm的铸坯称为大方坯,大方坯主要用于轧制硬线、管材、棒材、型材以及轴承钢、齿轮钢等特殊用钢。
大方坯连铸机对比小方坯铸机设备精度更高,投资成本更大,如果生产中发生发生漏钢事故危害极大,不但对设备造成较大损失还会导致停机甚至危害操作人员的安全。
国内冶金工作者对连铸的漏钢原因做了大量的研究及实践,本文主要针对韶钢7号大方坯连铸机某次漏钢进行完整的取样及分析找出了漏钢的类型及原因提出控制措施。
2.主要工艺及装备:韶钢7号连铸机是2013年从达利涅引进的5机5流大方坯连铸机,主要断面为280×280、320×320、320×425,铸机半径14m,冶金长度27m,拥有E-EMS、F-EMS,动态轻压下等技术,结晶器铜管为多锥度弧形,常用拉速0.5-0.9m/min。
3.漏钢原因调查3.1生产过程3.1.1漏钢炉次成份及温度3.1.3保护渣使用情况:所用结晶器保护渣为生产日期为2016年1月23日,2月中旬开始在7号机低碳系列钢使用,3月16日在15CrMoG钢四炉单流统计,渣耗量约0.60 kg/t。
3.1.4结晶器铜管磨损情况:1流铜管使用次数为342炉钢,与目标使用次数800炉相比,炉次较少,从漏钢后的铜管内壁状态反映铜管磨损状况良好。
漏钢后的铜管内壁情况如下图片:3.1.5振动台运行情况:现场调查未发现1流结晶器振动台运行异常的情况。
3.1.6浸入水口插入深度情况:由于漏钢1流浸入水口未能保留,其它流水口插入深度在120-130mm,渣线浸蚀及插入深度正常。
3.2 取样在漏钢后残留坯壳(650mm)上取样,从结晶器液面开始每隔90mm采用锯切方法截取横断面试样,其编号为1-4,试样宽度为90mm,最后做横截面热酸浸。
连铸工艺技术 问答

连铸工艺技术问答1、连铸Q215钢时,较易发生纵向裂纹漏钢,试分析应如何着手解决?答:连铸生产Q215钢时较易发生纵向裂纹漏钢是因为,钢水成份中C含量在包晶反应区,钢水在凝固过程中的线收缩最大,因此,最易出现纵裂纹。
解决的主要技术措施有:1)采用合理的结晶器倒锥度;2)选用合适的结晶器保护渣;3)浸入式水口的出口倾角和插入深度要合适,水口与结晶器要严格对中;4)确定合理的浇注温度及稳定的拉速;5)保持结晶器液面稳定:结晶器钢水液而波动控制在±5mm以内;6)控制钢水成份中的C含量避开0.10%~0.12%纵裂敏感峰值区;7)采用热顶结晶器或结晶器弱冷。
2、连铸坯中心偏析的产生原因及解决措施是什么?中心偏析是由于铸坯凝固末期,尚未凝固富集偏析元素的钢液流动造成的。
铸坯的柱状晶比较发达,凝固过程常有“搭桥”发生。
方坯的凝固末端液相穴窄尖,“搭桥”后钢液补缩受阻,形成“小钢锭”结构。
因而,周期性、间断地出现了缩孔和偏析。
板坯形成鼓肚变形时,也会引起液相穴内富集溶质元素的钢液流动,从而形成中心偏析。
措施:●降低钢中易偏析元素S、P的含量;●采用低过热度浇钢,减小柱状晶带的宽度,控制铸坯的凝固结构;●采用电磁搅拌技术,消除“搭桥”,增大中心等轴晶区宽度,减轻或消除中心偏析;●严格二冷对弧精度,对板坯的二冷夹辊最好采用多节辊,避免辊子变形;●在铸坯凝固末端采用轻压下技术,抑止残余钢水的流动。
3、某台铸机生产Q235钢连浇第6炉,上机温度1580℃,连浇中期发生中间包冻流停浇事故。
该炉浇注过程中,中间包钢水温度测量值依次为:1545℃,1536℃,1531℃。
试问应如何分析此次事故?应采取哪些措施?此次事故属于正常连浇浇注过程中大包温降过快,导致中间包温度过低发生冻流。
因此,应从以下几方面分析有无异常:1)钢包状况:周转情况;包龄;维修类别;烘烤情况;包内粘渣、粘包等。
2)出钢后钢包运行情况:出钢—进站—处理—出站—坐包—开浇。
板坯漏钢概述
3)结晶器表面结冷钢(即结壳)造成的漏钢 当低拉速时间长或流场不好时,结晶器内 向上流股小,液面钢水不活跃,保护渣吸收热量 少,故熔渣层薄,钢液散热快;又因钢水在结晶 器内停留时间长,冷却强度大,结晶器的四个角 部或浸入式水口附近,会出现局部结冷钢的现 象,当冷钢块较大时,就可能与结晶器或浸入式 水口连结在一起,致使铸坯向下拉,坯壳被拉断 而漏钢。
板坯漏钢概述
漏钢是连铸生产中的恶性事故 , 不仅影响铸机作业率 , 降低钢水收 得率;而且会造成设备损坏,甚至是 严重损坏 , 尤其是设备较多、较复 杂、造价高的板坯连铸机 , 漏钢造 成的损失更大 , 同时也增加了工人 的劳动强度。因此在组织生产中应 千方百计的避免漏钢事故的发生 , 是降成本增效益的有效途径之一。
• 1.4合理选择第一道渣线位置。 • 浸入式水口的渣线料位于工艺预设的渣线位置, 添加了ZrO2复合材料,耐侵蚀性强,将渣线控制 在渣线料上并适当更换渣线侵蚀位有利于提高水 口的使用寿命,降低更换水口的频率,利于稳定 浇注。而水口的插入深度是有限制的,不能过深 或过浅;能更换出渣线侵蚀位的最短距离也是有 限制的,目前2#、3#机需30mm才能更换出渣线 侵蚀位。这就要求水口插入深度与渣线料宽度之 间形成一定的深度关系,让插入深度较浅时渣线 在预设渣线料的下部,在更换渣线侵蚀位(实际 操作时通过提升结晶器液面来实现)后,渣线在 预设渣线料的上部。这也是确定出合理插入深度 的跨度的一个重要依据。
• 1.2发生粘结漏钢的原因: • 1)结晶器保护渣Al2O3含量高、粘度大、液面 结壳等,使保护渣流动性差,不易流入坯壳与 结晶器间形成润滑渣膜。 • 2)异常情况下的高拉速。如液面波动过大时的 高拉速,中包温度过低时的高拉速。 • 3)结晶器液面波动过大,如塞棒氩气流量过大、 浸入式水口堵塞、水口偏流严重、更换钢包时 水口周围凝结严重等,都会引起液面波动。
7号方坯连铸机角裂漏钢分析与对策
漏 钢 的 主 要 影 响 因素 是 结 晶 器 润 滑 和 结 晶器 振 动 的脱 模 情 况 【 1 1 , 高 温 漏 钢 的 原 因 是 中 包 过 热
Ab s t r a c t :T h e r e a s o n s f o r b r e a k — o u t c a u s e d b y c o r n e r c r a c k o f No . 7 B i l l e t Ca s t e r w e r e a n a l y z e d , s u c h
.
Cr a c k o f No 7 Bi l l e t Ca s t e r
.
Q I A N X u e h a i T A N G X i mi n g HU A N G S i l o n g Z H O U C o n g r u i
( C o n v e r t e r S t e e l ma k i n g P l a n t )
s t r uc t u r e ,s t a b i l i z e t h e mo u l d l e v e l a nd s t r e ng t h e n t h e c o l l e c t o r n o z z l e c e nt e r i n g we r e i n t r o du c e d t o r e d u c e t h e b l e a k —o ut c a us e d b y c o r n e r c r a c k t o 0. 5 5 t i me / mo n t h.
钢措 施 。
2 角裂漏钢
厚板坯连铸机漏钢原因分析及预防措施
厚板坯连铸机漏钢原因分析及预防措施摘要:针对南阳汉冶特钢有限公司厚板3#厚板坯连铸机近三年发生漏钢事故的实际情况,分析探讨每次漏钢事故的原因,我们工程技术人员认为,3#厚板坯连铸机漏钢原因主要有钢种成分、开浇升速不规范、浸入式水口尺寸设计不合理、结晶器液面波动、钢水温度、结晶器保护渣及异常情况下的操作等,严格控制钢水中的Al2O3含量、控制铸机升速幅度、优化浸入式水口尺寸、避免结晶器液面波动、控制钢水温度、选择适宜的保护渣及加强操作等措施,厚板坯铸机漏钢可以完全避免。
关键词:厚板坯漏钢保护渣浸入式水口措施前言漏钢是板坯连铸生产中的恶性事故,事故危害可造成设备损坏,更换和修复结晶器和直弧段,滞坯处理时可能造成拉矫设备和扇形段辊列损坏,生产非正常中断,造成本炉次及后续炉次钢水回炉或该计划,降低了钢水收得率和合同计划的顺利执行,导致生产成本增加。
事故处理需要24~48小时,降低了连铸作业率。
事故处理时,职工劳动强度大、安全隐患多,增加了管理难度。
一次漏钢事故经济损失300~500 万元,甚至500万元以上。
南阳汉冶特钢炼钢厂3#铸机是西安重型机械研究所设计的全国第一台超厚板板坯连铸机,该铸机于2010年底建成投产后,月产可达5万t以上,至2013年5月,共生产板坯150万t。
随着铸机产能的逐渐释放,因管理和操作经验欠缺,漏钢成为威胁板坯生产稳定的首要问题。
不断总结教训、积累经验,降低漏钢事故率,是稳定连铸机生产、节能降耗、降低成本、增加效益的有效途径之一。
1汉冶特钢厚板板坯连铸机参数及漏钢情况1.1汉冶特钢厚板板坯铸机主要工艺参数,见表1。
1.2粘结漏钢事故分析表2010~2013年常规板坯连铸机粘结漏钢情况分析表,见表2。
2板坯连铸机漏钢原因分析2.1粘结漏钢的机理在钢水浇注过程中,结晶器弯月面的钢水处于异常活跃的状态。
由于各种原因,浇铸过程中流入坯壳与结晶器铜壁之间的液态渣被阻断,当结晶器铜板与初生坯壳的摩擦力大于初生坯壳的强度时,初生坯壳被撕裂与铜板产生粘结。
石钢连铸漏钢事故分析及预防
Abta t rm ea ta po ut no h z u gI nad Sel mp y teme h i dra o sfr src:Fo t c l rd ci f iah a r te C h u o Sj i n o n o n a ,h ca s a es n o n mn
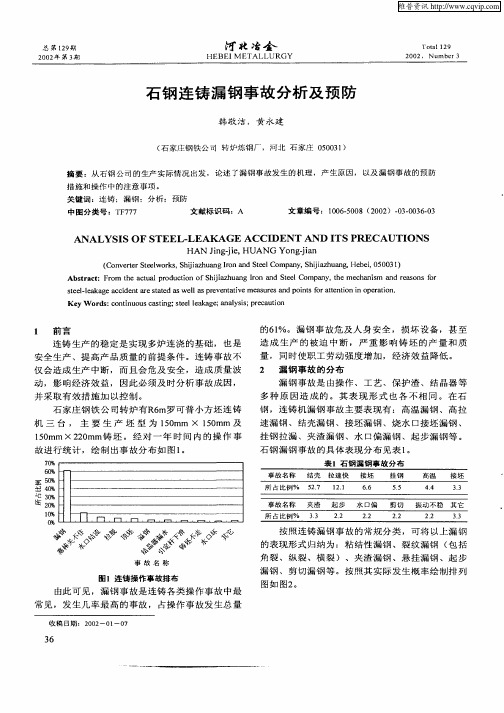
连 铸 生 产 的稳 定 是 实 现 多炉 连 浇 的基 础 , 也 是 安全 生 产 、提 高 产 品 质 量 的前 提 条 件 。连 铸 事 故 不 仅 会 造 成 生 产 中 断 ,而 且 会 危及 安 全 ,造 成 质 量 波 动 , 影 响 经 济 效 益 , 因此 必须 及 时 分 析 事 故 成 因 , 并采 取 有 效 措 施 加 以控 制 。 石 家 庄 钢 铁 公 司转 炉 有R6 m罗 可 普 小 方 坯 连 铸 机 三 台 , 主 要 生 产 坯 型 为 l0 5 mm × l0 5 mm 及 l0 5 mm ×2 0 2 mm铸 坯 。 经 对 一 年 时 间 内 的 操 作 事 故 进 行 统 计 ,绘 制 出事 故 分布 如 图 l 。
HA J g , N i -eHUANGYo g n nj i n -a j i
( o v r r tewok, h iz u n o dSel mp y S iah ag He e 0 0 3 ) C n et e l rs S iah a gI na t eS j r n o C n a , h iz u , b i 5 0 1 j n ,
1
前 言
的 6 %。 漏 钢 事 故 危 及 人 身 安 全 , 损 坏 设 备 , 甚 至 l
造 成 生 产 的 被 迫 中 断 , 严 重 影 响 铸 坯 的 产 量 和 质 量 , 同 时 使职 工 劳 动 强 度 增 加 ,经 济 效 益 降 低 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
连铸漏钢事故分为哪几类?其产生的主要原因有哪些?
所谓漏钢是指连铸初期或浇注过程中,铸坯坯壳凝固情况不好或因其他外力作用引起坯壳断裂或破漏
使内部钢水流出的现象。漏钢是连铸生产中恶性事故之一,严重的漏钢事故不仅影响连铸机的正常生
产,降低作业率,而且还会破坏铸机设备,造成设备损坏。漏钢事故因发生的时间不同及发生在铸机
上的位置不同分为多种形式,其产生的原因也各不相同,主要分为以下几点:
⑴ 开浇漏钢:开浇起步不好而造成漏钢。
⑵ 悬挂漏钢:结晶器角缝大,角垫板凹陷或铜板划伤,致使在结晶器中拉坯阻力增大,极易发生起
步悬挂漏钢。
⑶ 裂纹漏钢:在结晶器坯壳产生严重纵裂、角裂或脱方,出结晶器后造成漏钢。
⑷ 夹渣漏钢:由于结晶器渣块或异物裹入凝固壳局部区域,使坯壳厚度太薄而造成漏钢。
⑸ 切断漏钢:当拉速过快,二次冷却水太弱,使液相穴过长,铸坯切割后,中心液体流出。
⑹ 粘结漏钢:铸坯粘结在结晶器壁而拉断造成的漏钢。
某厂生产500万吨板坯的统计表明,各类漏钢所占比例:开浇9.1%,夹渣2.3%,粘结54.5%,裂纹
22.7%,鼓肚4.6%,水口凝钢2.3%,其他4.5%。
开浇时发生漏钢的原因有哪些?如何防止?
开浇时发生漏钢的原因主要有以下几点:
⑴ 结晶器内冷料放的不好,引锭头没有塞实。
⑵ 起步早,起步拉速快,或拉速增长太快。
为防止开浇漏钢,开浇前应做好充分的准备和检查,重点应注意以下几点:
⑴ 检查引锭头密实和冷料堆放情况;
⑵ 检查水口与结晶器对中情况;
⑶ 检查结晶器铜板有无冷钢,锥度是否合适;
⑷ 检查二冷喷嘴是否畅通完好;
⑸ 了解钢水的流动性、钢水温度状态,中间包和水口是烘烤状态,保护渣的质量。
⑹ 要根据铸坯断面决定注流大小和钢水在结晶器停留时间。
⑺ 起步拉速一般保持为0.5m/min,增速要慢(0.15 m/min),防止结晶器液面波动过大。
浇注过程中发生漏钢的原因有哪些?如何防止?
浇注过程中发生漏钢的根本原因在于铸坯出结晶器后局部凝固壳过薄,承受不住钢水静压力而破裂导
致漏钢。因而,为防止浇注过程中的漏钢事故发生,需找出凝固壳局部过薄的影响因素,其主要有以
下几方面:
⑴ 设备因素:结晶器严重破损而失去锥度,铸坯脱方严重;结晶器与二次冷却段对弧不准;铸流与
结晶器不对中等。此外,结晶器铜管变形、内壁划伤严重,液膜润滑中断等,也会造成坯壳悬挂而撕
裂。
⑵ 工艺操作因素:如拉速过快,注温过高,水口不对中、注流偏斜,结晶器液面波动太大,注流下
渣,出结晶器冷却强度不足等。
⑶ 异物或冷钢咬入凝固壳:如液面波动太大时,结晶器中未熔渣块卷入凝固壳,中间包水口内堵塞
物随钢流落到结晶器液相穴,被凝固前沿捕捉而导致漏钢。
综上所述,为防止浇注过程中漏钢,在设备维护方面,应定期检查结晶器的使用情况,保证结晶器的
倒锥度,结晶器应与二冷导向段保持对中,避免铸坯在拉钢过程中受到机械力的作用而发生坯壳变形
破裂等引起拉漏。
在结晶器润滑方面,应保证结晶器润滑均匀,避免因润滑不好造成结晶器与坯壳的粘附漏钢和悬挂拉
漏。
在工艺操作方面,应注意操作稳定,减少拉速的变动次数和变动量,保持结晶器内液面稳定,避免出
现过大或过频繁的波动。同时应控制中间包内液面不能太低,避免大量的非金属夹杂物或钢渣卷入结
晶器内。对采用保护渣的浇注,应采用熔融状态好粘度适中的保护渣。此外,应避免过热度太大的高
温钢,因为高温钢水对漏钢事故及铸坯质量的影响都是相当明显的。
什么叫粘结漏钢,它是如何发生的?
粘结漏钢是连铸生产过程中的主要漏钢形式,据统计诸多漏钢中粘结漏钢占50%以上。所谓粘结的引
起是由于结晶器液位波动,弯月面的凝固壳与铜板之间没有液渣,严重时发生粘结。当拉坯时磨擦阻
力增大,粘结处被拉断,并向下和两边扩大,形成V型破裂线,到达出结晶器口就发生漏钢。
粘结漏钢的发生有以下情况:内弧宽面漏钢发生率比外弧宽面高(大约3:1);宽面中部附近(约在
水口左右300mm)更易发生粘结漏钢;大断面板坯容易发生宽面中部漏钢;而小断面则发生在靠近
窄面的区域;铝镇静钢比铝硅镇静钢发生漏钢几率高;保护渣耗量在0.25kg/t钢以下,漏钢几率增加。
发生粘结漏钢的原因是:1)形成的渣圈堵塞了液渣进入铜管内壁与坯壳间的通道;
2)结晶器保护渣Al2O3含量高、粘度大、液面结壳等,使渣子流动性差,不易流入坯壳与铜板之间
形成润滑渣膜。3)异常情况下的高拉速。如液面波动时的高拉速,钢水温度较低时的高拉速。4)结
晶器液面波动过大,如浸入式水口堵塞,水口偏流严重,更换钢包时水口凝结等会引起液面波动。
防止粘结性漏钢有哪些对策?
在浇注过程中防止粘结漏钢的对策有:
(1)监视保护渣的使用状况,确保保护渣有良好性能。如测量结晶器液渣层厚度经常保持在8~15mm,
保护渣消耗量不小于0.4kg/t钢,及时捞出渣中的结块等。
(2)提高操作水平,控制液位波动。
(3)确保合适的拉速,拉速变化幅度要小。升降拉速幅度以0.15m/min为宜。