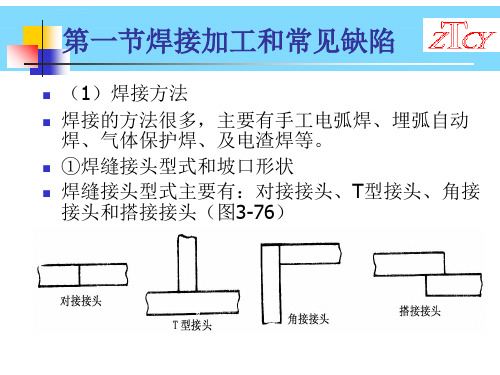
焊接接头型式
钢轨焊接型式检验施工方案

钢轨焊接型式检验施工方案一、概述根据《中华人民共和国铁道行业标准》(以下简称TB/T)1632.2-2005之规定,为保证钢轨焊接质量,出现下列情况之一时应进行型式检验:a) 焊轨组织初次生产;b) 正常生产后,改变焊接工艺,可能影响焊接接头质量;c)更换焊轨设备;d)钢轨生产厂、或钢轨型号、或钢轨牌号、或钢轨交货状态改变,首次焊接时;e) 生产检验结果不合格;f) 停产一年后,恢复生产前。
广西沿海铁路黎钦段扩能改造工程采用U71V型号钢轨,线路为货运,设计时速≤120KM/H,与我局焊轨机以前做的U71Mn型号钢轨型式检验的钢轨型号不同。
本工程用焊轨机为进口巴顿K922型移动闪光焊轨机。
二、工艺流程三、焊轨作业施工过程及要点1.工作准备本次钢轨焊接试验场地在本工程的沙江站至横州站段施工现场,位于南宁市良圻镇良圻农场。
钢轨焊接接头落锤自检使用现场自有落锤机。
组织工程技术人员研究相关资料,维护、调试试验用设备机具,做好现场安全用电及安全防护措施。
2.钢轨采样中铁九局广西沿海铁路黎钦段扩能改造工程指挥部提供本工程用U71V型号钢轨,及其钢轨的生产厂、型号、牌号、化学成份组成、生产炉号、批次、交货状态等相关技术资料,此资料是焊轨机工程技术人员调整焊接参数的主要依据。
从工程用钢轨中随机抽取200米钢轨试样,用于焊接参数调整和型式检验。
钢轨试件长度800mm,自检用钢轨试件数量大约50对(约80米),型式检验试件数量1组37对,准备2组共74对(约120米)。
3.焊轨机调试和焊接接头自检根据焊轨机调试需要将钢轨样件裁截成800mm长的小段,每两根焊接一个接头。
焊轨机技术人员根据钢轨的相关技术资料设定一组或两组焊接参数,输入焊轨机电脑控制系统PLC;按照每5个焊接头为一组焊接钢轨试件。
对试件要依次进行正火、仿形打磨,焊缝探伤和落锤自检试验,做好相关的记录。
参照钢轨焊接过程的闪光情况、焊接曲线、探伤情况、落锤试验和焊缝断面组织情况,技术人员对焊接参数进行进一步地微调,优化焊接控制过程,直到钢轨焊缝探伤合格率达到100%,焊接头落锤试验通过率达到100%。
焊接接头--技术规范

(2)根据焊件厚度、结构形式及承载情况不同, 角接接头和T形接头的坡口形式可分为I形、带钝边的 单边V形坡口和K形坡口等。
角接和T形接头的坡口 a) I形 b) 单边V形(带钝边) c) K形(带钝边)
2.坡口的设计原则 坡口的形式和尺寸主要根据钢结构的板厚、选
用的焊接方法、焊接位置和焊接工艺等来选择和设 计。
焊接接头的设计中对焊缝质量的要求、焊缝尺寸 大小、焊缝位置、工件厚度、几何尺寸、施工条件等 不同,决定了在选择焊接方法和制定工艺时的多样性。 合理的焊接接头设计与选择不仅能保证钢结构的焊缝 和整体的强度,还可以简化生产工艺,节省制造成本。Biblioteka 设计和选择焊接接头的主要因素:
(1)保证焊接接头满足使用要求; (2)接头形式能保证选择的焊接方法正常施焊; (3)接头形式应尽量简单,尽量采用平焊和自动焊焊
对接接头的几种形式
2、T形接头 将相互垂直的被连接件用角焊缝连接起来的接
头称为T形(十字)接头。T形(十字)接头能承受各种方 向的力和力矩。T形接头是各种箱型结构中最常见的 接头形式,在压力容器制造中,插入式管子与筒体的 连接、人孔加强圈与筒体的连接等也都属于这一类。
由于T形(十字)接头焊缝向母材过渡较急剧,接 头在外力作用下力线扭曲很大,造成应力分布极不均 匀、且比较复杂,在角焊缝根部和趾部都有很大的应 力集中。保证焊透是降低T形接头应力集中的重要措 施之一。
接方法,少采用仰焊和立焊,且最大应力尽量不设在 焊缝上;
(4)焊接工艺能保证焊接接头在设计温度和腐蚀介质 中正常工作;
(5)焊接变形和应力小,能满足施工要求所需的技术、 人员和设备的条件;
(6)尽量使焊缝设计成联系焊缝; (7)焊接接头便于检验; (8)焊接前的准备和焊接所需费用低; (9)对角焊缝不宜选择和设计过大的焊角尺寸,试验
2章 焊接接头 温度场 规范
2.1.1焊接接头
③ 正火区 在热影响区内相当于受到 正火处理的区域。(1.2-4mm) 力学性能优于母材。 ④ 部分相变区
在热影响区内发生部分相变 的区域。
力学性能较母材稍差。
8
2.1.1 焊接接头
对接接头( butt jo int) 角接接头( cornor jo int) T形接头( T jo int) 搭接接头( lap jo int) 十字接头( cross shaped jo int) 端接接头( edge jo int) 卷边( edge flange) 套管( m uff jo int) 斜对接( scarf butt jo int) 锁底对接( lock butt jo int)
根据工艺条件确定的
接头形式 坡口形式、尺寸 焊缝尺寸 3
2.1.1 焊接接头
焊接接头分类: 按工作状态下的作用来分 1)工作(承载)接头(strength welding joint):承 受载荷,必须进行强度计算。 2)联系接头(connective welding joint):起定位 作用,保持零件间的相对位置,无需进行强度 计算。 3)密封接头(connective welding joint):保证结 构的气密性或水密性,防止泄露。可同时为工 作接头或联系接头。 4
22
2.3.5 手工电弧焊焊接规范的选择
电弧电压U:一般20~25V; 焊接电流I:由于高温会导
致药皮的脱落,温度应控制在 400º C,电流不能太大,据经 验公式:
I K d
I—焊接电流 k—系数[一般k=30-60] d—焊丝直径
23
表2-1 手工电弧焊焊条直径及电流选择
• 钢件 1.5 2
第9章焊缝UT无损检测超声波II级ppt课件
分贝曲线
线
在日常生活中,随处都可以看到浪费 粮食的 现象。 也许你 并未意 识到自 己在浪 费,也 许你认 为浪费 这一点 点算不 了什么
表19 距离-波幅曲线的灵敏度
试块型式 CSK-ⅡA
CSK-ⅢA
板厚,mm
6~46 >46~120
8~15 >15~46 >46~120
评定线
φ2×40-18dB φ2×40-14dB φ1×6-12dB φ1×6-9dB φ1×6-6dB
在日常生活中,随处都可以看到浪费 粮食的 现象。 也许你 并未意 识到自 己在浪 费,也 许你认 为浪费 这一点 点算不 了什么
C级检测: 焊缝余高磨平,扫查区需直探头扫查 T=8~46mm, 2种K值单面检测(K1) T>46~400mm,2种K值双面检测, 需要进行横向缺陷检测
在日常生活中,随处都可以看到浪费 粮食的 现象。 也许你 并未意 识到自 己在浪 费,也 许你认 为浪费 这一点 点算不 了什么
两种K值探头采用直射波法在焊接接头的双面双
侧进行检测。两种探头的折射角相差应不小于 10°。
在日常生活中,随处都可以看到浪费 粮食的 现象。 也许你 并未意 识到自 己在浪 费,也 许你认 为浪费 这一点 点算不 了什么
d) 应进行横向缺陷的检测。检测时,可在焊接接 头两侧边缘使探头与焊接接头中心线成10°~ 20°作两个方向的斜平行扫查,见图12。如焊接 接头余高磨平,探头应在焊接接头及热影响区上 作两个方向的平行扫查。
dB
60
III
50
II
40
I
30
20
dB 2.5PK2
60
50
III
RL
II
焊接工艺规程(WPS)PQR
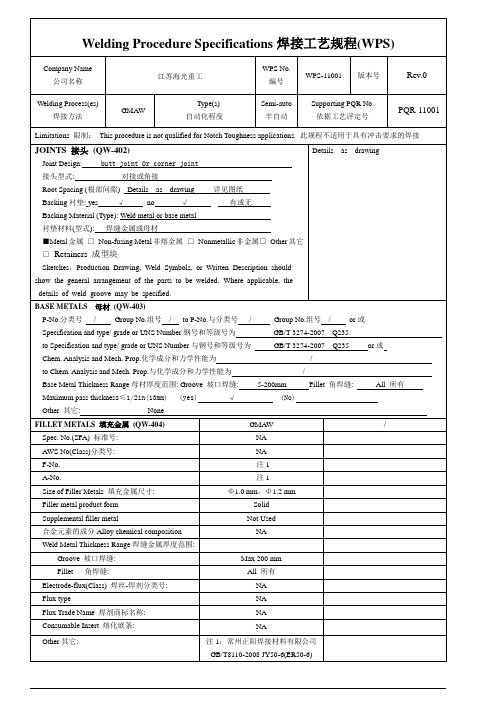
Prepared by 编制: Date: Approved by 批准: Date:Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11003/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11004/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11005/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11006/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11007/Rev.0Prepared by 编制: Date: Approved by 批准: Date:WPS No./Rev.: WPS-11008/Rev.0Prepared by 编制: Date: Approved by 批准: Date:Prepared by 编制: Date: Approved by 批准: Date:Procedure Qualification Records焊接工艺评定记录(PQR) Company Name公司名称江苏海光重工PQR No./编号PQR-11001Welding Process(es)焊接方法GMAWTypes自动化等级Semi-auto半自动WPS No./ Rev.依据规程号WPS-11001/0JOINTS 接头(QW-402) Groove design of Test Coupon 试件坡口设计BASE METALS 母材(QW-403)Material Spec. 材料标准号: GB/T3274Type or Grade 型号或等级: Q235B+ Q235BP-No. / Group No. / to P-No. / Group No. / Thickness of Test Coupon 厚度: 50mm Diameter of Test Coupon 直径: NA Maximum pass thickness ≤13mm Other 其它: 无None FILLER METALS 填充金属(QW-404)SFA Specification标准号:NAAWS Classification分类号: NA合金元素的成分Alloy chemical composition NA Filler Metal F-No. 注1Weld Metal Analysis A-No. 注1Size of Filler Metals填充金属尺寸: φ1.0;1.2mm Weld Metal Thickness 焊缝金属厚度: 50mmFiller metal product form NASupplemental filler metal Not UsedElectrode flux classification NA flux type NA Flux Trade Name NA Other 其它:注1:常州正阳焊接材料有限公司GB/T8110-2008 JY50-6(ER50-6) POSITIONS 焊接位置(QW-405)Position of Groove 坡口位置: 3GWeld Progression (Uphill, Downhill) 焊接方向: NA Other 其它:PREHEAT 预热(QW-406)Preheat Temp.预热温度: 10℃Inter pass Temp.层间温度: 180℃Other 其它: POSTWELD HEAT TREATMENT 焊后热处理(QW-407) Temperature 温度: 610℃±15℃Time时间: 3小时hOther 其它:GAS 保护气体(QW-408) (GTAW)Percent Composition百分比组成Gas(es)气体Mixture混合比Flow Rate流量Shielding 保护气: CO2&Ar 80%:20% 15-25L/Min Trailing尾部保护: No NA NABacking背部保护: No NA NAOther NoneELECTRICAL CHARACTERISTICS 电特性(QW-409)Current 电流AC or DC: DC 直流Polarity 极性: EP 正接Amps 安培: See below见下表V olts 伏特: /Tungsten Electrode Size钨极尺寸: NAMode of metal transfer GMAW(FCAW): Globular Transfer 融滴过渡TECHNIQUE 焊接技术(QW-410)Travel Speed 焊接速度:String or Weave Bead 有无摆动: Weave 摆动Oscillation 摆动方式: NASingle or Multiple Pass (Per side) 单道焊或多道焊(每侧): single单道Single or Multiple Electrodes单丝焊或多丝焊:Initial and Inter pass Cleaning 打底或层间清理: Brushing and Grinding Method of Back Gouging 背面清理方法: NAClosed to out chamber:闭室焊到室外焊NAOther其它: None 无Weld Layer(s)焊层Process焊接方法Filler Metal填充金属Current电流V olt电压(V)Travel Speed焊接速度(mm/min)其它Other Class种类Dia.直径(mm)Type Polar.极性Amp.电流(A)1 GMAW ER50-6 1.0 DCEP 195-200 20-22 / NA 2-3 GMAW ER50-6 1.0 DCEP 205-210 26-27 /others GMAW ER50-6 1.2 DCEP 260-265 32-33 /PQR No. PQR-11001/Rev.0Tensile Test 拉伸试验(QW-150)Fillet-Weld Test 角焊缝试验(QW-180)Result-Satisfactory (Yes or No ) 结论是否合格: Yes NA No NAPenetration into Parent Metal (Yes or No ) 母材是否熔透: Yes NA No NAMacro-Results宏观检查结果: NAOther Tests 其它试验Type of Test 试验类型: NONEDeposit Analysis 焊缝成分: NONEOther 其它: NONEWelder’s Name 焊工姓名: lv Wenfei 吕文飞Clock No. Stamp No. 钢印号: B213Laboratory Test No. 试验室编号: PMZ-QC-PCTR-110801Tests conducted by 试验执行人: 郑丽华Zheng Lihua Test Equipment No.试验设备编号:PMZ2-0004We certify that the statements in this record are correct and that the test welds were prepared, welded ,and tested in accordance with the requirements of Section IX of the ASME Code.兹证明本报告所述均属正确,并且试件是根据ASME规范第IX卷的要求进行试件的制备、焊接和试验的。
焊缝接头几何图形和焊接符号
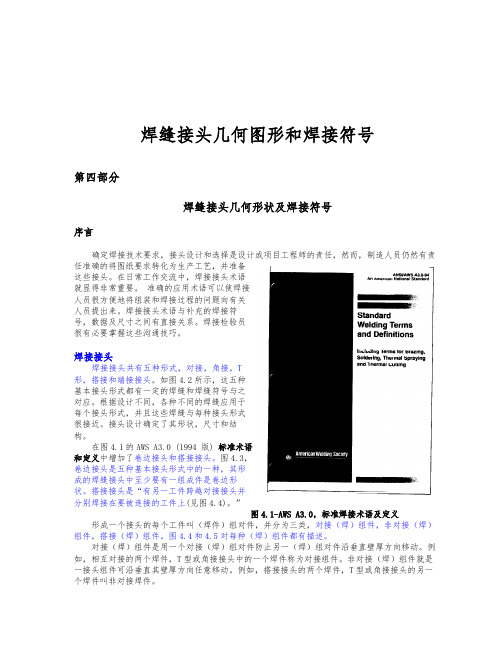
焊缝接头几何图形和焊接符号第四部分焊缝接头几何形状及焊接符号序言确定焊接技术要求,接头设计和选择是设计或项目工程师的责任,然而,制造人员仍然有责任准确的将图纸要求转化为生产工艺,并准备这些接头。
在日常工作交流中,焊接接头术语就显得非常重要。
准确的应用术语可以使焊接人员很方便地将组装和焊接过程的问题向有关人员提出来。
焊接接头术语与补充的焊接符号,数据及尺寸之间有直接关系。
焊接检验员很有必要掌握这些沟通技巧。
焊接接头焊接接头共有五种形式,对接,角接,T形,搭接和端接接头。
如图4.2所示,这五种基本接头形式都有一定的焊缝和焊缝符号与之对应。
根据设计不同,各种不同的焊缝应用于每个接头形式,并且这些焊缝与每种接头形式很接近。
接头设计确定了其形状,尺寸和结构。
在图4.1的AWS A3.0 (1994 版) 标准术语和定义中增加了卷边接头和搭接接头。
图4.3,卷边接头是五种基本接头形式中的一种,其形成的焊缝接头中至少要有一组成件是卷边形状。
搭接接头是“有另一工件跨越对接接头并分别焊接在要被连接的工件上(见图4.4)。
”图4.1-AWS A3.0,标准焊接术语及定义形成一个接头的每个工件叫(焊件)组对件,并分为三类,对接(焊)组件,非对接(焊)组件,搭接(焊)组件。
图4.4和4.5对每种(焊)组件都有描述。
对接(焊)组件是用一个对接(焊)组对件防止另一(焊)组对件沿垂直壁厚方向移动。
例如,相互对接的两个焊件,T型或角接接头中的一个焊件称为对接组件。
非对接(焊)组件就是一接头组件可沿垂直其壁厚方向任意移动。
例如,搭接接头的两个焊件,T型或角接接头的另一个焊件叫非对接焊件。
搭接件就是工件以搭接连接跨过接头。
图4.4中两例给出了用于连接对接接头的搭接实例。
用接头的几何形状来说明焊缝形式的确定。
接头的几何形状就是接头的焊前截面尺寸及形状。
当从截面看一接头时,组对的每个焊件的端部形状常与其焊接形式及符号相似。
图4.6给出了用于金属焊接制造及所应用焊缝的基本端头形状。
焊接接头和焊缝形式精编版
2.按施焊时焊缝在空间所处位置分: 平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
3.按焊缝断续情况分: 连续焊缝和断续焊缝两种形式。
断续焊缝又分为交错式和并列式两种(如下图), 焊缝尺寸除注明焊脚K外,还注明断续焊缝中每一段焊缝的长 度l和间距e,并以符号“Z”表示交错式焊缝。
2.应用
在各种焊接结构中它是采用最多的一种接头型式。一般钢 板厚度在6mm以下,不开坡口;钢板厚度若大于6mm, 则必须开坡口。对接接头常用的坡口形式有V、Y、双Y、 U形等。
(二)角接接头
1.特点 两焊件端面构成大于30°,小于135°夹角的接头。见下图。
这种接头受力状况不太好。承载能力差,特别是当接头承 受弯曲力时,焊根易出现应力集中而造成根部开裂。
2.应用
(a)I形坡口,
图: 搭接接头 (b)圆孔内塞焊;
(c)长孔内角焊
有不开坡口、塞焊缝和槽焊缝等形式。不开坡口的,一般用于 12mm以下钢板,其重叠部分为3-5倍板厚,常用在不重要的结
构中。当结构重叠部分面积较大时,常选用圆孔塞焊缝和长孔 槽焊缝的接头形式。
搭接接头根据其结构形式和对强度的要求,分为 不开坡口、圆孔内塞焊和长孔内角焊三种形式,如上 图。
焊缝厚度及焊脚 (a)凸形角焊缝 (b)凹形角焊缝
5. 焊脚K:角焊缝的横截面中,从一个直角面上的焊趾到
另一个直角面表角面焊的缝的最形小状距和离尺,寸叫:做焊脚。 焊脚尺寸:在角焊缝的横截根状面据分角两中焊类画缝:出的凸的外形最表 和大和凹形形等腰直角三角
形中直角边的长度叫焊脚尺寸,见上图。
6.焊缝成形系数
(三)、加工坡口的方法:
管接头和管接头体的分类
一、管接头分类
管接头分为卡套式管接头、扩口式管接头、焊接式管接头和其他管接头四大类。常用的不同型式管接头基本已经标准化,通常管接头各行业标准。
1.1卡套式管接头
卡套式管接头包括表中各种:
卡套式端直通管接头
卡套式焊接管接头
卡套式锥螺纹直通管接头
插入焊接式锐角三通管接头
锥密封焊接式隔壁直通管接头
插入焊接式变径管接头
锥密封焊接式压力表管接头
1.4其他管接头
其他管接头包括表中各种:
直角型附接螺纹管接头
手夹快换接头
L型附接螺纹管接头
沟槽式管接头
T型附接螺纹管接头
波纹金属软管用非合金钢和不锈钢接头
挠性管接头
管路松套补偿接头
二、管接头体分类
管接头体分为卡套式接头体、扩口式管接头体、焊接式管接头体三类。
扩口式隔壁直通管接头体
扩口式可调向端三通管接头体
扩口式隔壁直角管接头体
扩口式组合直角三通管接头体
扩口式压力表管接头体
扩口式锥螺纹三通管接头体
2.3焊接式管接头体
焊接式接头体包括表中各种:
焊接式端直通管接头体
焊接式隔壁直通管接头体
焊接式直通管接头体
焊接式隔壁直角管接头体
焊接式直角管接头体
焊接式端直通长管接头体
焊接式管接头包括表中各种:
焊接式端直通管接头
插入焊接式直通管接头
焊接式端直通长管接头
锥密封焊接式直通管接头
焊接式直通管接头
锥密封焊接式直通圆柱管螺纹管接头
焊接式直角管接头
锥密封焊接式直通圆锥管螺纹管接头
焊接式三通管接头
锥密封焊接式直通锥螺纹管接头
焊接式四通管接头
焊接接头
焊接结构
调质钢:强度峰值在粗晶区、同时该区
塑性、韧性差;另外在A1~A3区间会 出现软化&热应变脆化
焊接结构
5)有残余应力和残余变形
焊接结构
4.1.2 焊缝及焊接接头的基本形式
(1)焊缝基本形式
1)对接焊缝
开坡口的目的是保证焊透,选择何种坡口主要取决于板厚、 焊接方法、可焊到性、焊接变形等。
焊接结构
取δ1=18mm,即当焊缝厚度(板厚)为18mm时, 该对接接头焊缝强度能满足要求。
焊接结构
4.4.2 搭接接头 (1)受拉压的搭接接头
① 正面角焊缝: 焊缝长l
P P [ ' ] 2 0.7 Kl 1.4 Kl
焊接结构
② 侧面角焊缝:搭接长度l
P P [ ' ] 2 0.7 Kl 1.4 Kl
解:角钢断面积S=19.2cm2;许用应力〔σ〕=16000 N/cm2,
0.7 Kl
P
[ ' ]
假定接头上各段焊缝中的切应力都达到焊缝许用切应力值即τ =〔τ′〕 若取K=10mm,采用手弧焊,则所需的焊缝总长为 〔F〕 307200
ΣL = ─────── = ───────── =43.9cm 0.7K〔て′〕 0.7×1×10000
焊接结构
③ 联合搭接接头
0.7 Kl
P
[ ' ]
焊接结构
例:100×100×100角钢搭接在钢板上,受拉伸时要求与角钢等强,确 定焊角K和焊缝长度。
焊接结构
焊缝许用应力〔τ′〕=10000 N/cm2。 角钢的允许载荷为: 〔F〕=S〔σ〕=19.2×16000=307200N
应对实际问题—— 接头静载强度分析、设计与强度校核
焊缝的标注
焊缝的标注(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
但在标注单边V 形焊缝、带钝边的单边V形焊缝、带钝边J形焊缝时,箭头线应指向带有坡口一侧的工件,如图15-4所示。
(2)基准线的位置基准线一般应与图样的底边平行,但在特殊条件下也可与底边垂直。
基准线的虚线可以画在基准线的实线的上侧或下侧。
图15-4 箭头线(3) 基本符号相对基准线的位置当箭头线直接指向焊缝正面时(即焊缝与箭头线在接头的同侧),基本符号应注在基准线的实线侧;反之,基本符号应注在基准线的虚线侧,如图15-5所示。
图15-5 基本符号相对基准线的位置的位置标注对称焊缝和以及不致于引起误解的双面焊缝时,可不加虚线,如图15-6所示。
图15-6 对称焊缝的标注(4) 焊缝尺寸符号及其标注位置焊缝尺寸符号及数据的标注位置如图15-7所示。
图15-7 焊缝尺寸符号及其标注位置(1) 焊缝的标注示例焊缝的标注示例如表15-5所示。
焊缝符号表示法GB 324-88国家技术监督局1988-12-10批准1989-07-01实施1 主题内容及适用范围本标准规定了焊缝符号表示方法。
本标准适用于金属熔化焊及电阻焊。
2 引用标准GB 5185 金属焊接及钎焊方法在图样上的表示代号3 总则3.1 为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。
但也可采用技术制图方法表示。
3.2 焊缝符号应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。
3.3 焊缝符号一般由基本符号与指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
图形符号的比例、尺寸和在图样上的标注方法,按技术制图有关规定。
3.4 为了方便,允许制定专门的说明书或技术条件,用以说明焊缝尺寸和焊接工艺等内容。
必要时也可在焊缝符号中表示这些内容。
4 符号4.1 基本符号基本符号是表示焊缝横截面形状的符号见表1。
表1 基本符号注:1)不完全熔化的卷边焊缝用I形焊缝符号来表示,并加注焊缝有效厚度S,见表7。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四、特殊接头:
1、十字接头
2、端接接头
3、卷边接头
4、套管接头
5、斜对接接头
6、锁底对接接头
小结:
1、焊接接头: 用焊接方法连接的接头 2、接头型式: 对接接头、T型接头、角接 接头和搭接接头等。
3、坡口形式: I型、V型、X型、U型、双U 型、单V型、单U型、K型等。
I形破口的对接接头
V形破口的对接接头
。
三、常用接头的坡口的选择
1、对接接头:两端面相对平行的接头
1)、I形坡口的对接接头 材料厚度在6mm以 下的焊件不开坡口,为使焊件达到一定的熔透深 度,留有1---2mm的根部间隙。熔透深度根据设 计要求而定:如不需要全部焊透的焊件我们可进 行单面焊,但必须保证熔深不小于板厚的0.7倍。 如要求产品在整个厚度上全部焊透,就应焊完一 面后,在背面用碳弧气刨清根后再焊,形成不开 坡口的双面焊对接接头。
焊件上的坡口表面叫坡口面。 2、坡口面:
3、钝
边:焊件开坡口时,沿焊件厚度方向未开
坡口的端面部分。
焊前在接头根部之间预留的空隙。在焊 4、根部间隙: 接打底焊道时,能保证根部可以焊透。
4、常用的坡口形式有: I形、V形、X形、U形、双U 形、单边V形、单边U形、K形等。
5、坡口的选择原则
1)、保证焊透。 2)、坡口形状容易加工。 3)、尽可能节省焊接材料,提高生产率。 4)、焊后焊接件变形尽可能小
焊接接头型式
一、焊接接头形式
1、焊接接头:
用焊接方法连接的接头。
焊缝
熔合区
热影响区
2、焊接接头的基本形式可分为: 对接接头、T形接头、角接接 头,搭接接 Nhomakorabea四种形式。
还有特殊的接头形式:十字 接头、端接接头、卷边接头、 套管接头、斜对接接头、锁底 对接接头。
二、坡口
1、坡
根据设计或工艺需要,在焊件的待焊部位 口: 加工成一定几何形状的沟槽。
2、T形接头
一焊件之端面与另一焊件表面构成直角 或近似直角的接头。 T形接头的使用范围仅次于对接接头, 特别是船体结构中约70%的焊缝是T形接头。 钢板厚度在2~30mm可采用I形坡口 (不开坡口)根部留有1~2mm的间隙焊接, 若T型接头焊缝要求承受载荷时,则要按照 钢板厚度和对结构强度的要求,可考虑开坡 口,使接头焊透,保证接头强度,坡口形式 有单边V形、双单边V形或带钝边双J形
。
3、角接接头
两焊件端面间构成大于 30°小于135°夹角的接头。 这种接头承载能力较差,一 般不用于重的结构中。根据焊件 的厚度不同可分为I形坡口,单 边V形坡口,带钝边V形坡口, 带钝边双单边V形坡口。
4、搭接接头
两部分重叠构成的接头称为搭接接 头。 根据结构形式和对强度的要求不同, 可分为I形坡口,塞焊缝或槽焊缝。 I形坡口的搭接接头,其重叠部分 为3~5倍板厚并采用双面焊,重叠面积 较大可为保证强度可根据需要选用圆 孔塞焊缝,长孔槽焊缝 特点适用于被焊结构狭小处及密闭 的焊接结构
2)、开坡口的对接接头 板厚在6--40mm时,采用V形坡口,V形坡口的特点: 易于加工但焊后易变形;板厚12---60mm 时可采用X形坡口,X形坡口的特点:适于 大厚度焊件和焊后要求变形小的结构中; 板厚为20---60mm时可采用U形坡口,U形 坡口的特点:焊敷金属量最少,焊缝的熔 合比小,但加工较为困难,一般情况下少 用,只用于重要的焊接结构中。
X形破口的对接接头
U形破口的对接接头
6~40
I形破口的T形接头
单边V形破口的T形接头
带钝边双单边V形破口的T形接头
带钝边双J形破口的T形接头
I形破口的角接接头
单边V形破口的角接接头
带钝边V形破口的角接接头
带钝边双单边V形破口的角接接头
I 形 破 口 的 搭 接 接 头
搭接接头的塞焊缝
搭接接头的槽焊缝