电动振动台检定装置不确定度评定
振动计量器具检定系统表
振动计量器具检定系统表1范围本检定系统表适用于振动计量器具的检定。
它规定了振动单位国家基准(或副基准)的用途和组成,以振动频率(Hz)、位移(m)、速度(m/s)、加速度(m/s 2)以及相移作为描述振动运动的主要物理量。
借助于计量标准器具向工作计量器具传递振动量值的程序,并指出其不确定度和基本检定方法等。
2计量基准器具2.1振动国家基准2.1.1振动国家基准用于复现振动计量单位的最高标准,通过振动基准、振动标准向全国传递振动量值,以保证我国振动量值的准确和统一。
国家基准复现的单位量值必须作为全国振动量值测量的基础。
2.1.2振动国家基准复现按正弦规律作运动的振动量值的绝对测量,包括振动频率、位移、速度、加速度以及振动相移的测量。
该装置包括振动激励系统,振动量值(频率、位移、速度、加速度、相移)测量系统和必要的隔振基础。
2.1.3振动国家基准实现该计量基准复现和保存的不是基本单位量值,而是间接溯源于基本单位量值:长度单位(米)和时间单位(秒)。
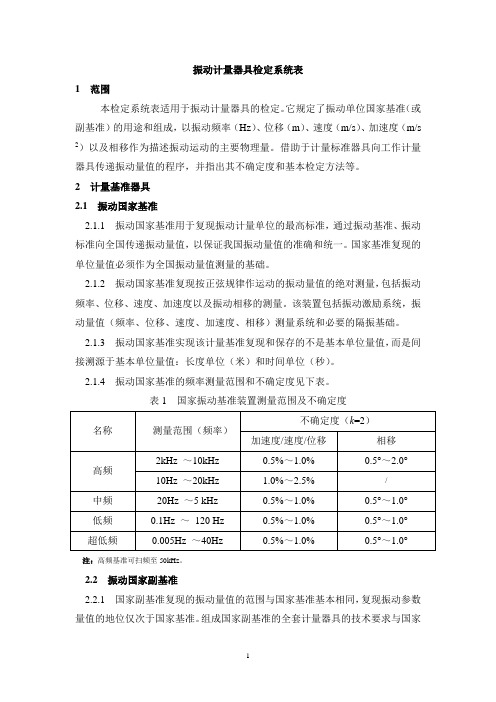
2.1.4振动国家基准的频率测量范围和不确定度见下表。
表1国家振动基准装置测量范围及不确定度注:高频基准可扫频至50kHz。
2.2振动国家副基准2.2.1国家副基准复现的振动量值的范围与国家基准基本相同,复现振动参数量值的地位仅次于国家基准。
组成国家副基准的全套计量器具的技术要求与国家基准基本相同。
2.2.2振动国家副基准与振动国家基准之间通过直接比对方法相互验证振动量值,原则上应每2年组织一次比对,副基准与基准之间的测量结果不确定度应基本一致。
2.2.3振动国家基准(或副基准)经绝对法向振动标准计量器具传递振动量值。
3计量标准器具计量标准是将振动量值从国家基准向工作计量器具传递的中间部分,包括振动标准装置、振动标准传感器(含参考加速度计)、振动标准测量仪、激光测振仪以及振动台检定装置。
计量标准的检定周期一般不超过1年,计量标准的量值应通过绝对法溯源至基准(或副基准)。
建标技术报告中的输入量的不确定度评定

工作测振仪频率响应幅值示值误差的不确定度评定
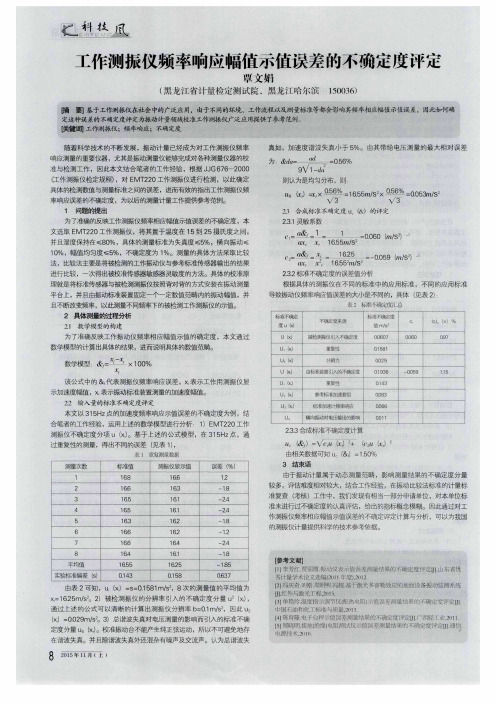
2 3 . 3 合成柿 隹 不确定度计算
“ ( &『 )= 、 / c , u ) + ( r 2 ¨ , )
由相关数据可知 U ( & )=1 5 O %
误差 ( %)
1 2
测量次数
1
柿隹 值
1 6 矗
测振仪显示值
: — _^ :0 . 0 6 0( , n / s )
1 6 . 5 5 m/ S
—
:
旦 鱼: :
似,
.
:
一
0 . 0 5 9( m/ S )~
, 1 65 5 m/ s
进行 比较,一次得 出被校; 佳 传感器敏感器灵敏度的方法。具体 的校; 隹 原
理就是将柿 隹 f 专 感器与被检测测振仪按照背对背的方式安装在振动测量 平台上 , 并且由振动柿 隹 装置固定一个一定数值范畴内的振动幅值 ,并
并且湿度保持在 ≤8 0 %,具体的测量标; 隹 为失真度 ≤5 %,横 向振动≤ 1 O % ,幅值均匀度 ≤5 %,不确定度 为 1 %。测量的具体方法采取比较 法,比较法主要是将被检测的工作振动仪与参考标准传感器输 出的结果
2 3 _ . 1 灵敏 系数
c1 ’ =
.
一
1Hale Waihona Puke 示加速度幅值 , X 表示振动柿 隹 装置测量的加速度幅值。
2 . 2 输 入 量的 标 ; 住不确 定度 评 定
U. 【 ×
U [ x j
参考标准加速套组
∞8 3
U 。( x U
标准 喇 频率响应 横f 占 ) 振动对目 出自 奄 影响
∞6 6 0 0 1 1
实验报告《振动台加速度测量不确定度报告》
单次试验标准差:
相对不确定度: u5
1 A
s n
表 4 在(f=160Hz,a=10g)幅值下测试数据
序号 1
2
3
4
5
6
7
8
9 10
示值 10.11 10.02 10.03 10.05 10.25 10.01 10.22 10.33 10.29 10.21
由表 4 数据可以计算出相对不确定度:
1 u5 A
第5页共6页
u3
1 A
s n
表 3 加速度计校准证书灵敏度
频率(Hz) 2
5 10 20 40 80 160 200
灵敏度(mV/ 4.172 4.183 4.184 4.183 4.181 4.178 4.182 4.19
(m/s^2))
s 5.15103 u3 1.8410-3
(4)数据采集仪测量引入的不确定度
s = 1 0.12 =3.810-3 n 10 10
(6)加速度相对合成标准不确定度
测量不确定度分析报告
以上各述分量彼此独立,互不关联,则
uc u12 u22 u32 u42 u52
(7)加速度相对扩展不确定度 取包含因子 k=2,则
U k uc
第6页共6页
ห้องสมุดไป่ตู้合成 标准 不确 定度
Uc
扩展 不确 定度
U
uc u12 u22 u32 u42 u52 8.1104 1.84103 +510-3 5.8103 3.8103 8.8103
U k uc 28.8103 1.76102
数据采集仪型号 CRFX-400,在振动台面布置五组传感器,传感器编号
为:A127692、A127686、A127690、A127702、A127690,进行了 3 次
电动抗折试验机测量结果的不确定度评定

电动抗折试验机测量结果的不确定度评定朱明录【摘要】电动抗折试验机测量结果会由于多种因素的影响而出现误差,这样一来其测量的结果可靠性就会大大降低,在这样的情况下,我们需要对产生这种现象的原因进行详细的分析,同时还要对其不确定度加以评定。
从而更好的对测量结果的不确定性加以控制。
【期刊名称】《黑龙江科技信息》【年(卷),期】2015(000)033【总页数】1页(P28-28)【关键词】电动抗折试验机;测量结果;不确定度评定【作者】朱明录【作者单位】鸡西市质量技术监督检验检测中心计量所,黑龙江鸡西 158100【正文语种】中文在当前的很多建筑工程档位当中,电动抗折试验机是一种非常重要的检测仪器,但是在测量工作中,它会受到很多因素的影响,出现较为明显的误差现象,针对这样的问题,我们需要对其采取合理的方式加以评定,从而也就可以更好的采取有效的措施对其加以控制和处理,保证机器测量结果的准确性和可靠性。
1 电动抗折试验机测量误差产生的原因和调修方法在利用电动抗折试验机进行测量的过程中,往往会出现一些测量误差的情况,针对这些测量误差出现的原因要进行具体的分析,从而才能够得出相应的调整方法以改进测量误差,从而保障其测量的准确度。
采用电动抗折试验机开展测量工作通常是借助游砣和蜗轮蜗杆施加适当的压力,这样也就使得试样也可以承受适量的压力,从而借助标杆上所呈现的数字来显示出压力的数值。
1.1 零点误差。
零点误差是电动抗折试验机测量当中非常容易出现的误差问题,在对这一问题进行处理的过程中,工作人员一定要对试验机的操作技巧予以熟练的掌握。
在按下游动砝码之后,需要采取手动的方式来对砝码进行控制和调整,将砝码尽量向左移动,这样也就使得砝码和标尺的零线保持对其的状态,如果在完全不受外界因素干扰的情况下是可以保证二者完全对齐的,如果松开了按钮之后,零线就会产生一定的偏差。
在工作中如果没有采取有效的措施加以控制,就会产生较为明显的测量误差。
电动工具发热试验中不确定度的分析
电动工具发热试验中不确定度的分析摘要电动工具在使用过程中会产生热量,当超过绝缘材料的极限时,会烧毁电机,产生短路,严重时会危及人身安全,因此,出厂检测时,发热实验尤其重要。
在试验过程中必须先校正系统误差和随机误差,确保出厂检测万无一失,从而保证使用者的人生和财产安全。
关键词电动工具;发热试验;消除误差;确保安全电动工具品种繁多,功能各异,由于其结构轻巧,携带使用方便,与手工工具先比,可提高生产效率数倍到数十倍。
目前已广泛应用于各种生产工作中,家庭使用也很普遍,但电动工具的质量可谓千差万别。
由于电动工具使用是由操作者手持式紧密接触进行作业,其使用可靠性直接影响到操作者和周围环境的安全。
电动工具发热试验是指在考察工具的额定工作条件下,电动工具在运行时其绕组的温度升高变化情况。
从而评价工具的发热所造成的对人和环境的不良影响。
工具的发热主要是由线圈绕组,铁芯引起,当电流通过绕组时,由于绕组中存在着电阻需消耗功率,并以热量的形式散发掉,铁芯在交变磁场中产生涡流,导致功率损耗,这部分功率损耗也以热量的形式散失。
这两种散失引起工具的发热,而发热会导致工具本身及其周围环境温度升高。
而电机中的绝缘结构材料有一定的使用温度限制极限,超过这个使用极限,绝缘材料将加速老化,从而使电机使用寿命缩短。
严重时还可能烧毁电机。
因此,电动工具的发热试验在诸多测试中尤为重要。
1 影响电动工具发热试验不确定度的因素有哪些1.1 系统误差1)设备误差。
我们在使用设备时,由于参与测量的量具,测试用仪器,仪表本身存在误差,或者元器件调整不准确,基准参数不稳定,仪器灵敏度等都会使测量设备产生误差。
如直线电桥所测的电阻值使用一段时间后会与实际值有一定的误差等。
2)环境误差。
实验室的温度,空调的布局及吹风口的高低,外界电磁场的作用,实验室电源电压是否稳定等。
如同一条线路中大功率设备的开关机,瞬间电压变化较大。
3)方法误差。
由于测量方法不完善或所依据的理论不严密而产生。
电动振动台台面幅值示值测量不确定度评定
电动振动台台面幅值示值测量不确定度评定摘要:电动振动台测量结果是否准确可靠,直接关系军工产品试验结果是否准确可靠,关系到对军工产品试验结果的评价,根据检定规程JJG190-1997《电动式振动台试验台》的要求,对使用中电动振动台台面幅值示值测量不确定度进行评定,使电动振动台测量结果更加合理可靠。
关键词:测量不确定度评定电动振动台幅值示值任何测量过程都客观上存在测量误差,使测量结果带有不确定性,进行测量不确定度分析的目的是提供评价测量结果的可信度指标。
测量不确定度[1]和测量误差是两个完全不同而又相互有联系的概念,测量结果具有不确定度才完整且有意义。
振动试验是确定军工产品从制成开始,在运输、使用及工作过程中可能承受外来的振动或自身产生的振动时,不被破坏并能保持其原有性能,达到预期的寿命和可靠性。
振动试验是军工产品试验中不可缺少的一个项目。
电动振动试验台是振动试验设备,振动试验台测量结果是否准确可靠,直接关系到对军工产品的评价。
通过对电动振动试验台测量结果不确定度评定,可以评价校准方法的合理性,评价各实验室间比对试验的结果,可以知道或给出结果判定的风险。
为了确保振动试验台测量结果的准确可靠,必须对其测量结果进行不确定度评定。
1 测量不确定度的定义及特点测量不确定度定义是表征被测量之值的分散性的一个参数指标,是与测量结果相联系的参数。
是对由测量结果给出的被测量估计值的可能误差的度量。
是对表征被测量的真值所处范围的评定。
它的特点主要有以下几方面。
另一种是根据给定的置信概率或置信水平p来确定扩展不确定度,即:Up=kpμc(2)关键是确定包含因子(k和kp),是为求取扩展不确定度对合成标准不确定度所乘的倍数因子。
其方法主要有自由度法、超越系数法和简易法三种,取值一般在2~3之间。
2.5 [不确定度的]A类评估用对观测列进行统计分析的方法,来评估标准不确定度。
所谓统计分析的方法就是通过子样推断总体性质的方法。
振动不确定度
振动测量结果不确定度评定1测定方法1.1 方法依据测量依据:GB 10071-88 《城市区域环境振动测量方法》。
测量设备:环境振级分析仪/传感器;设备的型号/规格:HS 5933A/CA-YD-101T。
1.2适用范围本方法适用于1 Hz~80Hz频率范围、60 dB~140 dB振级范围内全身振动的测量。
1.3方法原理通过振动传感器,将振动信号变换成语振动加速度成正比的电信号。
经过信号放大、有效值检波、A/D变换、频率计权、对数转换等一系列处理后,得到符合GB 10071-88规定的经全身振动不同频率计权因子修正后的振动加速度级(简称振级)。
当振动传感器垂直方向放置时,测量Z振动级VLz,当振动传感器水平方向放置时,测量X-Y振动级VLx-y。
通过仪器内部设置的平直特性获得振动加速度级测量结果VAL。
通过仪器内部设置的CPU微处理器,对振动信号进行连续采集、存储、处理而获得等效连续声振级VLeq、统计振级VLn 和标准偏差SD。
1.4操作步骤使用2型环境振动分析仪HS 5933A,根据振动源的性质,按照GB 10071-88 《城市区域环境振动测量方法》规定的程序和仪器说明书规定的设置和操作方法,在振源处于正常工作状态,且各种环境干扰不足以影响测量结果的情况下,读取相应的评价量值。
2 数学模型环境振动测量结果的计算公式为:Y=X+△X式中:Y —环境振动测量值,dB;X —环境振动分析仪测量示值,dB;△X —环境振动测量示值修正值,dB。
环境振动测量的合成不确定度为:[][]22)+=u∆u(X)(u(y)X式中:u(y) —环境振动测量的合成不确定度,dB;u(X) —测量示值重复性引入的不确定度;u(△X) —环境振动测量仪最大允差引入的不确定度。
3 不确定度来源分析由检测方法和和数学模型分析,其不确定度来源有以下几个方面:①测量示值重复性引入的不确定度,用u(x)表示;②环境振动测量仪最大允差引入的不确定度,用u(△x)表示。
精密机床振动检测试验系统测量结果的不确定度评定与分析
精密机床振动检测试验系统测量结果的不确定度评定与分析朱岩;王天琪;付巍【摘要】获取准确、可靠的振动信号是保证振动主动控制系统正常工作的一个重要条件.根据精密航空零件加工机床的振动主动控制系统的设计指标要求,设计了机床振动检测试验系统.为了保证该系统的频率测量结果准确、可靠且符合设计指标要求,从系统试验结果的偏差性、压电加速度计、标准电荷放大器、动态信号分析仪、装置年稳定性、环境温度、交流声和噪声、横向振动和人员读数分散性等9个方面评定了系统测得的振动信号频率的各类不确定度及其分量,形成了机床振动检测试验系统频率测量结果的不确定度报告,并对两类不确定度的评定结果进行了对比分析,结果表明:机床振动检测试验系统的设计是合理的,重复测量结果准确、可靠,符合设计指标要求;采用引入不确定度的方法描述系统测得的振动信号,提高了测量结果的准确度和可信度;同时,为今后进一步提高此类检测系统测量结果的准确性与可靠性,提供了合理、有效的方法.【期刊名称】《测试技术学报》【年(卷),期】2016(030)004【总页数】6页(P347-352)【关键词】振动检测试验系统;振动信号频率;不确定度评定【作者】朱岩;王天琪;付巍【作者单位】中国航空工业集团公司北京长城计量测试技术研究所,北京100095;中北大学计算机与控制工程学院,山西太原030051;中北大学计算机与控制工程学院,山西太原030051【正文语种】中文【中图分类】TB936振动现象普遍存在于人们的工程实践当中,特别是在航空航天、精密机加以及土木、桥梁建筑等领域. 多数情况下,振动在工程实践中是不利的,需要加以抑制[1,2].例如,飞行运载体在飞行过程中产生的振动,会影响其内部导航系统的导航精度;精密航空零件的机加设备运行时,机床产生的振动会影响零件的加工精度[3]. 目前,常采用振动主动控制系统对结构的振动进行有效地抑制. 与传统的被动隔振方式不同,振动主动控制系统需要实时获取被控对象较为精确的振动信号,因此,合理、准确地测得被控对象的振动信号变得十分重要,振动信号测量的精确程度,将直接影响振动主动控制系统的减振效果,这就对振动检测系统测量结果的准确度与可信度提出了要求.不确定度是目前常用于表征测量结果真值在某个量值范围波动的估计的概念[4],其一方面体现了系统测量结果的估计值与分散性[5],从而反映测量结果的准确度与可信度;另一方面,为了保证系统的测量精度,可由系统的不确定度对系统进行误差分配,达到改进系统的目的;故不确定度可以用于分析和评价振动检测系统测量结果的准确度与可信度.因此,本文根据精密航空零件加工机床的振动主动控制系统的设计指标要求,对构建的振动检测试验系统的测量结果进行不确定度评定与分析,保证该系统的测量精度符合要求(<2%),测量结果合理可靠,能够用于精密航空零件加工机床的振动主动控制系统的设计中.机床振动检测试验系统的结构如图1 所示. 机床振动检测试验系统主要由激振源、功率放大器、振动台、压电加速度传感器、标准电荷放大器和动态信号分析仪构成. 激振源配合功率放大器用于驱动振动台按照激振源信号的规律产生振动;压电加速度传感器配合标准电荷放大器用于检测振动信号;动态信号分析仪用于显示所测得的振动信号的频率等参数.图1 中,将压电加速度传感器紧密地粘贴在振动台的表面,振动台按照激振源信号的规律产生振动,压电加速度传感器检测振动台的振动信号,并经由标准电荷放大器输出到动态信号分析仪,动态信号分析仪对所获取的振动信号进行分析,并显示出振动信号的频率等参数.测量系统的不确定度主要来源于测量人员、测量装置、测量方法和外部环境[4,6],分为A类不确定度和B类不确定度,其中A类不确定度主要着眼于重复试验下的测量结果,常通过分析一系列观测数据的统计规律来评定; B类不确定度主要考虑测量系统本身以及外部环境等因素,常基于经验或相关标准认定的概率分布来评定;故在分析测量系统结果的不确定度时,首先应当找出可能影响测量结果不确定度的分量因素,将其分类后,按照相应的评定方法进行评定,得到各不确定度分量,最后将各不确定度分量按照一定的方法进行合成,得到系统测量结果的合成不确定度以及扩展不确定度,由此即可评价系统测量结果的准确性与可靠性.因此,针对本文构建的机床振动检测试验系统,主要从系统重复性试验结果的偏差性[7]、压电加速度计等测量装置自身、温度等外部环境以及测量人员读数等9个方面,评定系统测得的振动信号频率的不确定度.采用动态信号分析仪对振动信号的频率示值进行检定,属于直接型测量,故不需要另外建立数学模型. 试验时,检测系统在相同的振动情况下,对振动信号的频率进行了10次相互独立的测量,测量结果见表1.根据测量结果不确定度的分类和评定方法,系统重复性测量产生的不确定度属于A 类不确定度,故可以采用贝塞尔法[7]估计试验测试结果的标准偏差,从而得到振动信号频率的A类不确定度,记为μA.10次频率测量值的最佳估值(算术平均值)由贝塞尔法估计标准偏差故振动信号频率的A类不确定度压电加速度计是该检测系统的一部分,其装置本身存在的不确定度也会引入到检测系统测量结果的不确定度中,这种不确定度属于B类不确定度. 压电加速度计自身的不确定度为1.0%,置信系数k=2,按照B类不确定度的评定方法,压电加速度计对测量结果引入的不确定度同理,标准电荷放大器自身存在的测量误差对系统测量结果引入的不确定度,属于B类不确定度. 由检定报告可知,标准电荷放大器的测量误差限为0.1%,以均匀分布计算,置信系数,则标准电荷放大器对测量结果引入的不确定度动态信号分析仪在测量振动信号频率时,对测量结果引入的不确定度属于B类不确定度. 由该仪器的检定报告可知,动态信号分析仪在测量频率时的误差极限为0.01%,以均匀分布计算,置信系数,则动态信号分析仪在测量频率时引入的不确定度一般情况下,长时间的使用和存放会对测量仪器的测量结果带来一定的误差,由这类误差引起的不确定度属于B类不确定度. 压电加速度计年稳定性所允许的最大误差为±0.5%,以均匀分布计算,置信系数,则压电加速度计年稳定性带来的不确定度温度是影响系统测量结果的一项重要因素,属于B类不确定度. 机床振动检测系统在实际应用中,所处环境的温度变化不超过5 ℃,由检定报告可知,压电加速度计的温度灵敏度小于0.1%/℃,标准电荷放大器的温度灵敏度小于0.02%/℃,动态信号分析仪的温度稳定性较好,可忽略不计,故温度变化引起的误差分别为0.5%和0.1%,合计0.6%,按照均匀分布计算,置信系数,则环境温度变化对系统测量结果引起的不确定度测量时,振动以及环境中产生的交流声和噪声对测量结果带来的不确定度,属于B类不确定度. 机床振动检测系统在实际应用中,所处环境中交流声和噪声普遍存在,这些因素将会对测量结果造成误差,故应当考虑环境中交流声和噪声对测量结果带来的不确定度. 振动台振动产生的交流声和噪声所引入的误差极限为1.0%,按照反正弦分布,置信系数,交流声和噪声对测量结果引起的不确定度振动台振动时,会产生一定的横向振动,这会对系统的测量结果造成误差,由此带来的不确定度属于B类不确定度. 机床振动检测系统在实际应用中,结构振动情况复杂,也包含横向振动,故考虑横向振动因素对测量结果引起的不确定度是有必要的. 压电加速度计的横向灵敏度为2%,标准电荷放大器的横向灵敏度为1%,则由横向振动引入的误差为0.02%,按反正弦分布计算,置信系数,横向振动因素引起的不确定度不同的测量人员在读取动态信号分析仪的频率读数时,会产生一定的差异,由人员读数的差异对测量结果造成的不确定度,属于B类不确定度. 测量频率时,动态信号分析仪的分辨率为0.01 Hz,相当于被测信号频率的0.002%,故由人员读数分散性引入的误差为0.002%,按均匀分布计算,置信系数,则人员读数分散性对频率测量引起的不确定度根据上述B类不确定度分量的评定,且各影响因素之间相互独立,可以求得振动信号频率的B类不确定度在上述A、B类不确定度的评定的基础上,由不确定度的合成方法可以得到用该系统测量振动信号频率的合成不确定度当置信水平为0.95时,上述9个因素向测量结果引入的总误差服从t分布,所对应的置信因子kc=2,故系统测量振动信号频率的扩展不确定度U=kcμc=0.019 92.经上述分析,本文主要从系统的重复性试验结果的偏差性、压电加速度计、标准电荷放大器、动态信号分析仪、装置年稳定性、环境温度、交流声和噪声、横向振动和人员读数分散性这9个方面,评定了系统测得的振动信号频率的各类不确定度及其分量,形成了机床振动检测试验系统频率测量结果的不确定度报告,具体内容见表2.从上述系统测量结果的不确定度可以看出,测量结果的不确定度来源有很多,并且不同种类的来源对测量结果产生的不确定度也有差异. 具体分析如下:1) 本系统测量结果的不确定度主要集中在B类不确定度,相比之下,A类不确定度较小,这说明本系统的设计与搭建是合理、有效的,在使用过程中,重复测量获得的数据也是准确、可靠的;2) 为了使测量结果更加准确,应当尽量降低B类不确定度,如选择精度更高、年稳定性更好的压电加速度计,在使用时尽量保证环境温度的恒定,增加屏蔽或封装等措施来防止交流、噪声干扰等,这样才能进一步提高测量结果的准确度;3) 由于B类不确定度在评定过程中,多数凭借经验和工程实际中的规律,为了提高测量结果的可靠性,应当不断改进和完善B类不确定度的评定方法,使评定结果更加符合工程实际,从而提高测量结果的可信度.根据精密航空零件加工机床的振动主动控制系统的设计指标要求,搭建了机床振动检测试验系统. 为了保证该系统的频率测量结果准确、可靠且符合设计指标要求,本文从系统的重复性试验结果的偏差性、压电加速度计、标准电荷放大器、动态信号分析仪、装置年稳定性、环境温度、交流声和噪声、横向振动和人员读数分散性这9个方面,评定了系统测得的振动信号频率的各类不确定度及其分量,形成了机床振动检测试验系统频率测量结果的不确定度报告,并对两类不确定度的评定结果进行了对比分析,结果表明机床振动检测试验系统的设计与搭建是合理、有效的,重复测量结果是准确、可靠的,符合设计指标要求;采用引入不确定度的方法描述系统测得的振动信号,提高了测量结果的准确度和可信度;此外,为了进一步提高测量结果的准确性与可靠性,可以在改进检测系统时,选用精度更高、年稳定性更好的压电加速度计,尽量保证工作环境温度的恒定以及增加屏蔽或封装等措施来防止噪声干扰,不断改进和完善B类不确定度的评定方法.。
JJG298_2015_标准振动台检定规程_解读_蔡晨光
一、规程修订的背景国际标准化组织机械振动、冲击与状态监测技术委员会第3分委会———振动冲击测量仪器的应用和校准分委会(ISO TC108/SC3)负责制定振动和冲击测量仪器校准的系列国际标准。
其中,ISO16063-11《激光干涉法振动绝对校准》和ISO16063-21《振动比较法校准》中给出的振动校准的频率范围都达到了0.4Hz~10kHz;而且ISO TC108/SC3正在讨论将振动校准的频率范围扩展到0.1Hz~20kHz。
我国在国际计量局关键比对数据库(BIPM KCDB)中发布的振动校准测量能力(CMCs)的频率范围为0.1Hz~20kHz。
JJF2054-2015《振动计量器具检定系统表》中的频率范围为0.005Hz~20kHz。
JJG298-2005《中频标准振动台(比较法)检定规程》(以下简称“旧规程”)适用的频率范围仅为20Hz~2kHz,无法满足国际标准和振动量值传递的要求,因此需要对其进行修订。
针对标准振动台的检定、校准及其在振动量值传递过程中的影响,起草组向国内外主要标准振动台生产厂家和国内标准振动台使用单位进行了广泛调研,并实际测试了国内在用的多数标准振动台的性能,发现标准振动台的检定/校准存在以下几个主要问题:(1)旧规程无法覆盖振动标准装置的测量范围;(2)部分标准振动台系统集成的测量系统无法单独送检;(3)检定结果在振动校准结果的不确定度评定中如何使用不清楚;(4)对计量性能指标争议较大,有的厂家认为要高,有的认为要低。
因此,此次规程的修订主要参照以下内容:(1)ISO16063-11;(2)ISO16063-21;(3)ISO16063-41: 2011《激光测振仪校准》;(4)BIPM KCDB中公布的我国的CMCs能力;(5)国内在用的各种标准振动台的技术指标。
经多方努力,2015年12月7日,JJG298―2015《标准振动台检定规程》(以下简称“新规程”)由国家质检总局批准发布,并自2016年6月7日起实施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
去 丽
1
电式加速度传 感器、 动态 信号分 析仪 和数据处 理软件及
ay
一
2
其 附件 的一整套设备 。利用传感器与振动源刚性 的连接
采集到 的信号 , 经采样 、 再 转换 、 放大 和存储 等组成 的数
据采集 系统来测 量 , 主要 用 于振动传感 器 、 动 台、 振 冲击
对振动 台面 中心 点的加 速度在 ( 厂:10 z 口=lg 6H , O)
幅值进行十次独立测量 , 测量值 如表 3采 用 贝塞 尔法对 ,
A类标 准不确定度进行估计 。
则合成相对不确定度为 :
“ 1=, 、
表 3
/ 22 81 1— ∑c .×0 4 l =
示 值 () 1.1 1.2 00 1 .5 02 1 .1 0 l .3 l.9 1.1 g 0 1 00 1.3 00 1 . 5 0O 1 . O3 02 O2
() 2 振动 台面幅值 均匀度引入的不确定度 “ 2
在振 动 台 f=10 z加 速度 幅值 名义值 a=1g时 6H 、 0
进行 三次独立测量 , 同次测量 中, 各点加速度值 与中心点 加 速度 幅值的最大偏差 ( 绝对值 ) :
单次实验标 准偏差 : = s
= . 01 2
相对不确 定度:6 ≠ = .×03 u= ^ 4 1I A, 0
1 概 述
1 1 目的 .
振动是一个动态 的测量 , 由加 速度 、 率、 移三个 频 位 振动参数构成了动态的过程 , 以下对 三个 参数 的不确定
度做具体的评定。
评定振 动测量的不确定度 , 振动主要 包含振 动频率 、
加速度 、 位移幅值三个参数来确定 。
12 依据 的技术标准 . JG 4 —19 ( J 98 9 9 数字式电动振动试验系统》 ( 。 13 使用 的仪器设 备 . ()k 1/ 通道 动 态信 号分 析仪 A A T M 一70 V N I 08和分
宋爱 莘 : 电动振 动 台捡 定装 置 不确 定度 评 定
电动振 动 台检 定 装 置不 确 定 度 评 定
T eE au t no n etit i aue n l t dr mi h vlai fU cr n Mesrme toEe r y a c o a yn t co n
台和碰撞 台检定和校准 。
15 测 量 程 序 .
A 1
ay A3
丽
1
1
q 蕊 一 A 1
A4 C 4一a4 一 A
—
1
一
() 1加速 度传感 器安装 。按规程 将不 少于 5只加 速 度传感器 刚性 连接在 振动台台面中心和不同直径 的分 布 圆周上 。
用本标准装置对其加速度幅值 波形失 真度进行三次 独立测量 ( -10 z 0=lg , f- 6H , O )基波和各次谐波 的测 量值 分别 为表 1 所示( 单位 :) g
表 1
符合上述 条件 或 十分 接 近上 述条 件 的 同类测 量结
果, 一般可 以直接使 用本不确定度评定测量结果。
/ ' b
0 140 18015g , .2 、.1、.4()则测得 的最 大差值为 : 口 △ 一
2 不 确 定 度 分 量 的 评定 .
《 量s 浏试技 术》0 1 第 3 甘 21 年 8卷 第 1 o期
三次测量所 得的失 真度结果 为 13 .%: 由于测 量三次 , 采用 极差法对 A类标准不确 定度进
行估计 。 试验标准偏差 : 堕 :
C ‘
E( i -) n _ ̄ 2
V b a o n r tr ir t n Ge e a o i
宋 爱 萍
( 江西 东华 计量 测试 研究 所 , 江西 南 昌 3 02 ) 3 09
摘
要 : 文 主要 介绍 了数字 式 电动 振动 台测 量过 程 中的不 确 定度评 定 方法 。 本
关键 词 : 动 ; 振 振动 台 ; 确定 度 不
A类不确定度和合成标准不确定度分量与合 成标 准
不确定度分量有关 的灵敏 系数列表如表 2所示 :
表 2
度, 动态信号分析仪幅值测 量允许 误差 ≤ ±1 取半 宽 %,
区间 , 概率密度假设 为均匀分 布 :
“ : : 5. 8× 1 3 0—
√ 3
() 6测量重复性引入的不确定度 u
s :
:
1 4× 1 2 . 0-
加速度计的灵敏度误差 引入 的相对不确定度 为 : , n:3时, 当 d:16 .9
“4 :
{ — {: 而西×
:. 13 3 ×0 ・ — 7
A类标准不确定度 : ( ) { =
n
() 5 动态信 号分析仪 幅值测量引入 的不确定度 u 动态信号分 析仪 由于 幅值测 量 产 生 的测量 不 确定
,
 ̄A + ; A + ; / ; A + i A
A
1
,=
式 中: 1 为被测 信号的基波 幅值 , 2A , 4A 一 A一 A ,3A , 5
被测信号 的二次 、 三次 、 四次、 五次谐 波幅值 。 计算灵敏系数 :
ct= = 一
振 动是一个动态 的测量 , 由加速度 、 频率 、 位移三个 振动参数构成 了动态 的过程 , 动计量 检测 系统是 由压 振
析软件 系统 , 经检定合格 。 ( ) 电加速度 计 五个 , 轴 向加 速度计一 个 , 2压 三 经检 定合格 , 差 ±1 允 %。 14 测量原理 .
2 1 加速度的不确定度 的评定 .
() 1振动台面加速度谐波失真度引入的不确定度
数学模型 :
台面加速度谐波失真度 按下式计算 :
ay A5
一
1
A 1
丽
Hale Waihona Puke A类评定标准不确定度 :
() 2 在振 动工 作频 率 内, 倍频 至少选 取 1 按 O个频 率 值及相应频率 下最大振动幅值 的 5 %以下 进行测量 , 0 记 录台面加速度 、 位移 幅值 , 可计算 出均匀度 、 台面横向 比、 失真度等数据 。 16 不确定 度评定 结果的应用 .