烙铁温度测试记录表
电气有限公司烙铁点检记录表

日期时间段设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度
设定温度
实测温度备注:每台烙铁必须按时点检并如实填写,如有异常及时通知班长或工程技术人员。
点检人为当班维修人员记录,班长负责审核。
有铅烙铁测试温度范围:340℃±20℃,无铅烙铁测试温度范围:380℃±20℃1491011122
8:00-10:0010:00-12:00136783456:00-8:00120:00-22:0022:00-24:000:00-2:002:00-4:0012:00-14:0016:00-18:0018:00-20:0014:00-16:004:00-6:002930232425261516171827281920212231点检人:
审核人:
深 圳 市 鼎 焌 电 气 有 限 公 司
SMT烙铁点检记录表
20 年烙铁温度
f。
电烙铁测试记录表
贴片元件 纤维板元件 铝基板元件 330~360℃ 360~400℃ 400~440℃
温度单位:℃ 1 2 加班 上午 下午 加班 上午 3 下午 加班 上午 4 下午
温度测试人: 5 加班 上午 下午 加班 上午 6 下午 加班 上午 7 下午 加班 上午
年 8 下午
月上午Βιβλιοθήκη 23 下午 加班 上午24 下午 加班
25 上午 下午 加班 上午
26 下午 加班 上午
27 下午 加班 上午
28 下午 加班 上午
29 下午 加班 上午
30 下午 加班 上午
31 下午 加班
适用工位
贴片工位 装配工位 灯板工位
下午
加班
9 上午 下午 加班 上午
10 下午 加班 上午
11 下午 加班 上午
12 下午 加班 上午
13 下午 加班 上午
14 下午 加班 上午
15 下午 加班 上午
16 下午 加班
17 上午 下午 加班 上午
18 下午 加班 上午
19 下午 加班 上午
20 下午 加班 上午
21 下午 加班 上午
22 下午 加班 上午
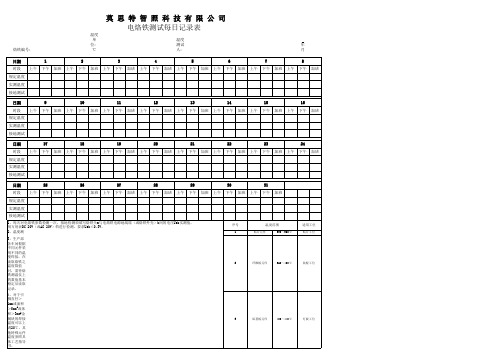
莫 思 特 智 照 科 技 有 限 公 司 电烙铁测试每日记录表
烙铁编号: 日期 时段 规定温度 实测温度 接地测试 日期 时段 规定温度 实测温度 接地测试 日期 时段 规定温度 实测温度 接地测试 日期 时段 规定温度 实测温度 接地测试
1、每天对电烙铁参数检测一次,接地检测须填写烙铁头a与电烙铁电源地线端(或烙铁外壳)b间的电压Uab实测值, 用万用表DC 20V(或AC 20V)档进行检测,要求Uab≤0.3V。 2、温度测量前需要将烙铁头预热5分钟,测量时在烙铁头上适当的上锡,以保证烙铁头与烙铁测温仪的热感器能充分接触。 3、生产部各车间根据不同元件采用不同的温度焊接,在读取烙铁之温度数值时,需待烙铁测温仪上的数值基本稳定后读取记录。 4、对于引脚直径>1mm或面积>5mm2或体积>3mm3金属块的焊接温度可以上调20℃,其他特殊元件温度参照具体工艺指导书。
烙铁温度测试记录表

300℃-400℃
300℃-400℃
300℃-400℃
月
白班 10 夜班
1 白班 夜班 白班
300℃-400℃
2 夜班 白班
300℃-400℃
3 夜班 白班
300℃-400℃
4 夜班 白班
300℃-400℃
5 夜班 白班
300℃-400℃
6 夜班 白班
300℃-400℃
7 夜班 白班
300℃-400℃
8 夜班 白班
300℃-400℃
9 夜班
300℃-400℃
300℃-400℃
300℃-400℃
300℃-400℃
300℃-400℃
300℃-400℃
300℃-400℃
300℃-400℃
300℃-400℃
22 白班 夜班
300℃-400℃
23 白班 夜班
300℃-400℃
24 白班 夜班
300℃-400℃
25 白班 夜班
300℃-400℃
26 白班 夜班烙铁Fra bibliotek度测试记录表年
烙铁编号 2015009 日期 班次 标准值 测试值 班次 标准值 测试值 测 量 人 烙铁编号 2015009 日期 班次 标准值 测试值 班次 标准值 测试值 测 量 人 烙铁编号 2015009 日期 班次 标准值 测试值 班次 标准值 测试值 测 量 人 填写说明: 1、每天上班前根据不同的产品进行温度调节和测试,温度300℃-400℃允许误差范围在±20%。并认真作好记录; 2、如果不合格请对电烙铁进行调温后重测直到合格为止方可使用,如是普通恒温电烙铁出现不合格请进行更换部件直到合格为止方可使用; 3、未使用 用"-"表示 21 白班 夜班
烙铁点检记录模板
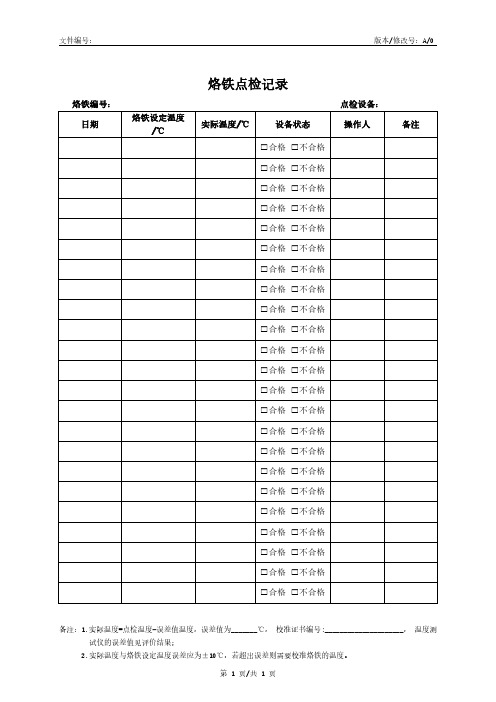
文件编号:版本/修改号:A/0
第1页/共1页烙铁点检记录
烙铁编号:
点检设备:日期烙铁设定温度
/℃实际温度/℃设备状态
操作人备注
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格
□合格□不合格备注:1.实际温度=点检温度-误差值温度,误差值为_______℃,校准证书编号:_____________________,温度测
试仪的误差值见评价结果;
2.实际温度与烙铁设定温度误差应为±10℃,若超出误差则需要校准烙铁的温度。
FM-PD-005A0 烙铁温度点检表
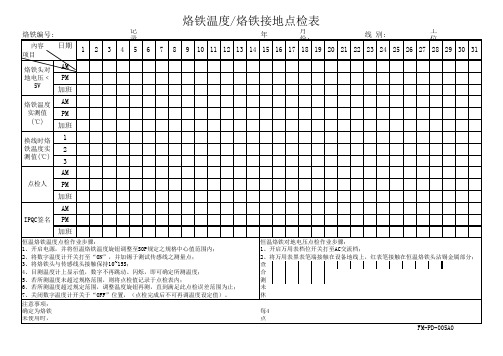
恒温烙铁温度点检作业步骤: 1、开启电源,并将恒温烙铁温度旋钮调整至SOP规定之规格中心值范围内; 2、将数字温度计开关打至“ON”,并加锡于测试传感线之测量点; 3、将烙铁头与传感线头接触保持10~15S; 4、目测温度计上显示值,数字不再跳动、闪烁,即可确定所测温度; 5、若所测温度未超过规格范围,则将点检值记录于点检表内; 6、若所测温度超过规定范围,调整温度旋钮再测,直到满足此点检误差范围为止; 7、关闭数字温度计开关于“OFF”位置,(点检完成后不可再调温度设定值)。 注意事项: 1、重测后确定为烙铁不良时,在备注栏注明,立即送修。 3、当烙铁未使用时,可将点检时间推至使用时。
烙铁温度/烙铁接地点检表
烙铁编号:
內容 项目 烙铁头对 地电压﹤ 烙铁温度 实测值 (℃) 换线时烙 铁温度实 测值(℃)
记录者: 日期 AM PM 加班 AM PM 加班 1 2 3 AM PM 加班 AM 1 2 3 4 5 6 7 8 9
年
月
份:
线 別:
工位:
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
点检人
IPQC签名
PM 加班
恒温烙铁对地电压点检作业步骤: 1、开启万用表档位开关打至AC交流档; 2、将万用表黑表笔端接触在设备地线上,红表笔接触在恒温烙铁头沾锡金属部分; 3、查看数字显示屏幕,数字不再跳动、闪烁,即确定所测值,合格的记“√”,不 合格的记“×”(大于规定值重测,重测仍超出规定值须送修); 4、测试完毕后关闭万用表电源。 5、未使用时请在表格内划“∕”。 6、休息日用“△”表示。 2、每4小时点检一次,恒温烙铁移换工位,此记录表随之移换并作备注。 4、点检须在上班后半小时内完成。