Q BQB 150-2009 轧制圆管坯
Q-BQB 130-2009 初轧板坯
宝山钢铁股份有限公司企业标准初轧板坯Q/BQB 130-2009代替Q/BQB 130-2003 1范围本标准规定了初轧板坯的尺寸、外形、重量及允许偏差、技术要求、检验与试验、标志和检验文件等。
本标准适用于宝山钢铁股份有限公司生产的供再轧用的初轧板坯。
压盖钢板坯不得再行切割、分块轧制。
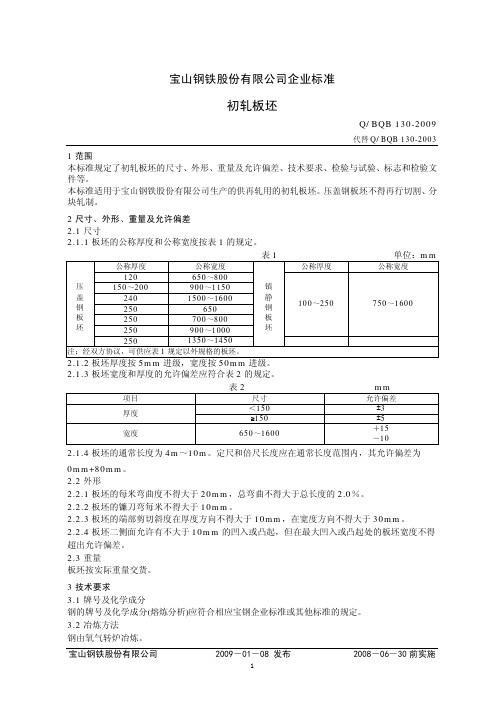
2尺寸、外形、重量及允许偏差2.1尺寸2.1.1板坯的公称厚度和公称宽度按表1的规定。
表1 单位:mm 公称厚度公称宽度公称厚度公称宽度120 650~800150~200 900~1150240 1500~1600 250 650 250 700~800 250 900~1000 100~250 750~1600压盖钢板坯250 1350~1450 镇静钢板坯注:经双方协议,可供应表1规定以外规格的板坯。
2.1.2板坯厚度按5mm进级,宽度按50mm进级。
2.1.3板坯宽度和厚度的允许偏差应符合表2的规定。
表2 mm 项目尺寸允许偏差<150 ±3 厚度≥150±5宽度650~1600 +15 -102.1.4板坯的通常长度为4m~10m。
定尺和倍尺长度应在通常长度范围内,其允许偏差为0mm+80mm。
2.2外形2.2.1板坯的每米弯曲度不得大于20mm,总弯曲不得大于总长度的2.0%。
2.2.2板坯的镰刀弯每米不得大于10mm。
2.2.3板坯的端部剪切斜度在厚度方向不得大于10mm,在宽度方向不得大于30mm。
2.2.4板坯二侧面允许有不大于10mm的凹入或凸起,但在最大凹入或凸起处的板坯宽度不得超出允许偏差。
2.3重量板坯按实际重量交货。
3技术要求3.1牌号及化学成分钢的牌号及化学成分(熔炼分析)应符合相应宝钢企业标准或其他标准的规定。
3.2冶炼方法钢由氧气转炉冶炼。
宝山钢铁股份有限公司 2009-01-08 发布 2008-06-30前实施3.3交货状态板坯以热轧状态交货。
3.4表面质量3.4.1板坯端面不得有缩孔、气囊、分层和尾孔。
BQB403-2009低碳钢(发布稿)

本标准的附录 A 为资料性附录。 本标准由宝山钢铁股份有限公司技术质量管理部提出。 本标准由宝山钢铁股份有限公司技术质量管理部起草。 本标准起草人 涂树林。 本标准于 1988 年首次发布,1994 第一次修订,1999 第二次修订,2003 年第三次修订, 本次为第四次修订。
a) 产品名称(钢板或钢带); b) 本产品标准号; c) 牌号; d) 产品规格及尺寸、不平度精度; e) 边缘状态; f) 表面结构; g) 表面质量级别; h) 包装方式; i) 用途; j) 其他。 4.2 如订货合同中未注明尺寸及不平度精度、表面结构、表面质量级别、边缘状态及包装方 式,则本标准产品按普通的尺寸及不平度精度、表面结构为麻面、FB 级表面质量的切边钢 带或切边钢板供货,并按供方提供的包装方式包装。
6.4 力学性能
6.4.1 对于牌号为 DC01 的钢板及钢带,其力学性能的有效期不作保证;对于牌号为 DC03、
DC04、DC05、DC06 和 DC07 的钢板及钢带,应保证在制造完成之日起 6 个月内,钢板 及钢带的力学性能符合表 5 的规定。
6.4.2 由于时效的影响,钢板及钢带的力学性能会随着储存时间的延长而变差,如屈服强度
GB/T 223
钢铁及合金化学分析方法
GB/T 228-2002
金属材料 室温拉伸试验方法
GB/T 2523-2008 冷轧金属薄板(带)表面粗糙度和峰值数的测量方法
GB/T 2975-1998 钢及钢产品 力学性能试验取样位置及试样制备
Q-BQB 4401-2009 冷轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差
冷轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差
Q/BQB 4401-2009
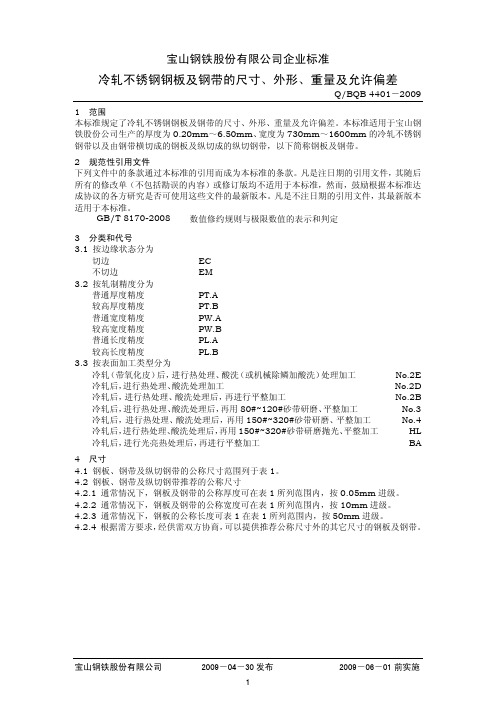
1 范围 本标准规定了冷轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差。本标准适用于宝山钢 铁股份公司生产的厚度为 0.20mm~6.50mm、宽度为 730mm~1600mm 的冷轧不锈钢 钢带以及由钢带横切成的钢板及纵切成的纵切钢带,以下简称钢板及钢带。
+0.9 0
+2.0 0
2.50~<3.50
+1.2 0
+0.8 0
+1.2 0
+0.9 0
+1.5 0
+1.0 0
+3.0 0
3.50~≤6.50
+2.0 0
-
+2.0 0
5.3 钢板的长度允许偏差应符合表 5 的规定。
表5
+2.0 0
+3.0 0
单位:mm
公称长度
普通精度(PL.A)
长度允许偏差
5.2.1 钢板、钢带的宽度允许偏差应符合表 3 的规定。
PT.B ±0.08 ±0.09 ±0.11 ±0.12 ±0.15 ±0.16 ±0.17
±0.030 ±0.035 ±0.040 ±0.045 ±0.045 ±0.055 ±0.060
-
PT.A ±0.11 ±0.13 ±0.15 ±0.17 ±0.19 ±0.22 ±0.25
0.50~<0.60 ±0.05 ±0.030 ±0.05
No.2D No.2B No.3 No.4
HL BA
0.60~<0.80 0.80~<1.00 1.00~<1.20 1.20~<1.50 1.50~<2.00 2.00~<2.50 2.50~<3.00
Q-BQB 310-2009 汽车结构用热连轧钢板及钢带
汽车结构用热连轧钢板及钢带
Q/BQB 310-2009
代替 Q/BQB 310-2003
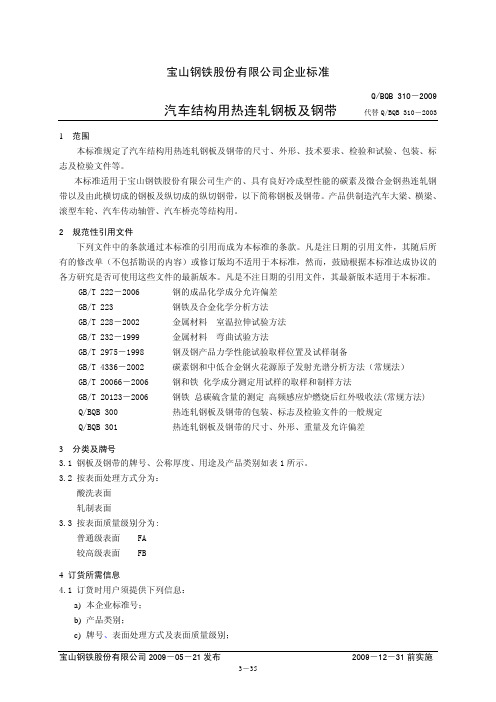
1 范围 本标准规定了汽车结构用热连轧钢板及钢带的尺寸、外形、技术要求、检验和试验、包装、标
志及检验文件等。 本标准适用于宝山钢铁股份有限公司生产的、具有良好冷成型性能的碳素及微合金钢热连轧钢
6 技术要求 6.1 牌号及化学成分 6.1.1 钢的牌号及化学成分(熔炼分析)应符合表 2 和表 3 的规定。 6.1.2 钢中残余铜的含量应不大于 0.20%,铬、镍的含量应不大于 0.15%,供方可不进行残余元素分 析,但应保证符合上述规定。 6.1.3 钢板及钢带的成品化学成分允许偏差应符合 GB/T 222 的规定。
QStE340TM
用于要求良好的冷成型性能并有较高或
QStE380TM
高强度要求的汽车大梁等结构件
QStE420TM
2.0~14.0
QStE460TM
QStE500TM
B330CL
1.5~8.0
具有良好的冷成型性能,用于制造汽车
B380CL
2.0~14.0
滚型车轮轮辋及轮辐
B420CL
2.0~8.0
6.2 冶炼方法
钢板及钢带所用的钢为氧气转炉冶炼的镇静钢。
6.3 交货状态
钢板及钢带以热轧或控轧状态交货。
6.4 表面处理方式
6.4.1 钢板及钢带的表面处理方式可采用轧制表面和酸洗表面两种方式。
6.4.2 酸洗表面的钢板及钢带,可以涂油或不涂油交货。经涂油后的酸洗钢板及钢带,在正常包装、
运输、搬运和贮存条件下,供方保证自生产完成之日起三个月内不产生锈蚀,所涂油膜应能用碱水
牌号
连铸圆坯BQB151-2003

≤0.17
0.10~0.35
0.40~0.80
≤0.035
≤0.035
St45.8
≤0.21
0.10~0.35
0.40~1.20
≤0.035
≤0.035
27MnSi
0.24~0.32
1.10~1.40
1.10~1.40
≤0.030
≤0.030
4.2 冶炼方法
钢由电炉冶炼,并根据不同钢种的技术要求采取相应的炉外精炼工艺。
4.3 交货状态
以连续浇铸的圆坯交货。
4.4 低倍
经供需双方协商,并在合同中注明,可进行低倍组织检验,指标由双方协议规定。
4.5 表面质量
4.5.1 圆坯表面不得存在肉眼可见的裂纹、结疤、砂眼、气孔、针眼等缺陷,但允许存在深度
小于 1.5mm 的机械划痕、印痕等缺陷。
4.5.2 圆坯表面缺陷允许清理。清理处应圆滑无棱角。清理深度不得超过 7mm,其长深比≥8,
圆坯原则上应是平直的,局部弯曲≤4mm/m,总的弯曲不得大于全长 0.4%。 3.3.2 不圆度
圆管坯的不圆度不得大于直径公差的 85%。 3.3.3 端面切斜
圆坯端面应与轴线垂直,切斜不得大于 6mm。 3.4 重量
圆坯按实际重量交货,经供需双方协商并在合同中注明,也可按理论重量交货。
4 技术要求 4.1 牌号及化学成分
0.17~0.37
0.50~0.80
≤0.035
≤0.035
St52.0
≤0.22
≤0.55
≤1.60
≤0.035
≤0.035
St55
0.33~0.41
0.17~0.37
0.50~0.80
宝钢—BQB430-2009电镀锌(发布稿)
7.6.1 无铬钝化(C5)
该表面处理可减少产品在运输和储存期间表面产生白锈。无铬钝化膜对有害人体健康的六价
铬物质进行限制。
7.6.2 无铬钝化+涂油(CO5)
该表面处理可进一步减少产品表面产生白锈。无铬钝化膜对有害人体健康的六价铬物质进行
限制。
3
Q/BQB 430-2009
7.6.3 磷化(P) 该表面处理可减少产品表面产生白锈。 7.6.4 磷化+涂油(PO) 该表面处理可减少产品表面产生白锈,并改善钢板的成型性能。 7.6.5 磷化(含无铬封闭)(PC5) 该表面处理为进一步涂漆作表面准备,起一定的润滑作用,同时可减少产品表面产生白锈。 7.6.6 磷化(含无铬封闭)+涂油(PCO5) 该表面处理可减少产品表面产生白锈,并可改善钢板的成型性能。 7.6.7 无铬耐指纹(N5) 无铬耐指纹膜适用于生产电气、电子器件、机箱、机芯等零件用途的电镀锌产品。耐指纹膜 处理是对产品表面的特殊处理,防止在触摸产品时留下指纹及其它痕迹。无铬耐指纹膜对有 害人体健康的六价铬物质进行限制。 7.6.8 自润滑(SL) 该表面处理可提高钢板及钢带的表面润滑性能。 7.6.9 涂油(O) 该表面处理可减少产品表面产生白锈。一般不作为后加工用轧制油和冲压润滑油。 7.6.10 不处理(U) 不处理方式仅适用于需方在订货时明确提出不进行表面处理的情况,并需在合同中注明。在 这种情况下,钢板及钢带在运输和储存期间表面较易产生白锈和黑点,用户在选用该处理方 式时应慎重。 7.7 其他技术要求 拉伸应变痕、烘烤硬化值等其他技术要求应符合相应基板标准的规定。
宝钢冷轧牌号对照表
低碳钢
Q/BQB
402-2003
Q/BQB
403-2003
Q/BQB
408-2003
JIS
G3141-1996
JFS
A2001-1998
EN
10130-1999
DIN 1623(1)-1983
ASTM
A1008-02el
GB/T
5213-2001
ISO
3574-1994
SPCC
DC01
BLC
SPCC
JSC270C
DC01
St12
CS
-
CR1
SPCD
DC03
BLD
SPCD
JSC270D
DC03
RRSt13
DS
-
CR2
SPCE
DC04
BUSD
SPCE
JSC270E
DC04
St14
DDS
SC1
CR3
SPCE
DC05
BUFD
SPCEN
JSC270F
DC05
-
EDDS
SC2
CR4
-
DC06
A
O.09~0.15
0.25~O.55
0.30
0.050
O.045
F、b、Z
B
0.045
Q235
A
O.14~O.22
O.30~O.65l'
0.30
0.050
O.045
F、b、Z
B
O.12~0.20
0.30~O.701'
O.045
C
≤0.】8
0.35~O.80
BQB135-2009-塑模用钢
BM35C 0.32~0.38 0.15~0.35 0.60~0.90 ≤0.030 ≤0.035 ≤0.20
Cu≤0.30
BM45C 0.42~0.48 0.15~0.35 0.60~0.90 ≤0.030 ≤0.035 ≤0.20
Ni+Cr≤0.35
BM48C 0.41~0.50 0.15~0.35 0.60~0.90 ≤0.030 ≤0.035 ≤0.20
B30H 0.05~0.20 0.10~0.50 1.00~2.00 ≤0.020 ≤0.010 1.00~2.00 B40 0.05~0.20 0.10~0.50 1.00~2.00 ≤0.020 ≤0.010 1.00~2.00
0.10~0.50 0.10~0.50
V:0.04~0.20 Ni:0.50~1.50 Cu:0.50~1.50 V:0.04~0.20 Ni:2.00~3.50 Cu:0.50~1.50
BM50C 0.47~0.53 0.15~0.35 0.60~0.90 ≤0.030 ≤0.035 ≤0.20
BPD25 0.30~0.40 0.15~0.60 0.90~1.60 ≤0.025 ≤0.020 0.90~1.50
Ni:0.10~0.40 Cu:0.20~0.80
4.3 硬度
板坯硬度应符合表 3 的要求,允许硬度高或低于规定值一个单位。硬度为六点测定硬度的
宝山钢铁股份有限公司企业标准
塑模用钢
Q/BQB 135-2009
代替 Q/BQB 135-2005
1 范围 本标准规定了塑模用钢的尺寸、外形、重量及允许偏差、技术要求、检验与试验、包装、标 志及检验文件等。 本标准适用于宝山钢铁股有限公司生产的主要用于制造塑料模具的板坯。
Q-BQB-403-2009-冷连轧低碳钢板及钢带
要求的所有指标)即使有一个指标不合格,则复验不合格。如复验不合格,则已做试验且试
验结果不合的单件不能验收,但该批材料中未做试验的单件可逐件重新提交试验和验收。
8 包装、标志及检验文件 钢板及钢带的包装、标志及检验文件应符合 Q/BQB 400 的规定。如需方对包装重量有特 殊要求,应在合同中注明。
9 数值修约规则 数值修约规则应符合 GB/T 8170 的规定。
≤0.10
≤0.50
≤0.035
≤0.025
≥0.015
-
≤0.08
≤0.45
≤0.030
≤0.025
≥0.015
-
≤0.08
≤0.40
≤0.025
≤0.020
≥0.015
-
DC05
≤0.008
≤0.30
≤0.020
≤0.020
≥0.015
≤0.20 b
DC06
≤0.006
≤0.30
≤0.020
≤0.020
-
表 A.1
EN 10130:2006
DC01 DC03 DC04 DC05 DC06 DC07
GB/T5213-2008
DC01 DC03 DC04 DC05 DC06 DC07
Q/BQB403-2003 BZJ 492-2004 DC01 DC03 DC04 DC05 DC06 -
附加说明: 本标准参考 EN 10130-2006 编制。 本标准代替 Q/BQB 403-2003,BZJ492-2004。 本标准与 Q/BQB 403-2003,BZJ492-2004 相比主要变化如下: ⎯ 新增牌号 DC07; ⎯ 相关牌号的屈服强度、抗拉强度,断后伸长率,r 值、n 值进行了修改;
材料标准—宝钢企业Q-BQB(pdf 26)
7. 弯曲试样尺寸如下:
3 号:L≥50mm,
b≥50mm
4 号:L≥200mm,
b≥40mm
8.除 WTSt37-2 和 WTSt52-3 取横
向试样外,其他均取纵向试样。
≤
9.对牌号 B490NQR 和 B480GNQR 可
经协商增加下列-20℃或-40℃
冲击试验,指标如下:
试样尺寸为:10×5、10×7.5、
0.55
成品 标准号及标准名 牌号 称 mm C Si 用途 厚度
化学成份(熔炼分析) %
通常采用的热处理温度℃
P Mn 不大于
S 残余元素 正火 退火 渗碳 芯部淬火
备 注 表面淬 回火 火
0.07~ C10 <5.0 0.13 表面硬化钢是具 C15 Q/BQB360(1999) 表面硬化钢热连 轧钢板及钢带 S09CK 有相当低含碳量 的优质结构钢, 表 面经渗碳或渗氮 后进行淬硬, 可得 到高硬度、 耐磨表 面层和高韧性芯 部的结构件, 如齿 轮 1.6~ S15CK 6.0 0.18 0.13~ 0.15~0.35 6.0 0.12 1.6~ 0.07~ 0.10~0.35 <5.0 0.18 ≤0.40
0.35
0.12
23
4号
3a 够的固氮元素,例如含 Al ≥0.020%,成品钢板化学成 分与表列成分间的允许偏
耐腐蚀结构用热 连轧钢板及钢带
耐硫酸 露 1.6~ S-Ten 2 点腐蚀 结 6.0 0.14 0.55 0.90 0.035 0.15~ ≤ ≤ 0.035 1.00 0.50 0.50~ 0.25~ Ti≤0.15 6.0 5. 构用 1.6~ 325 ≥440 1号 22 4号 3a 4.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宝山钢铁股份有限公司企业标准
轧制圆管坯
Q/BQB 150-2009
代替Q/BQB 150-2003
1范围
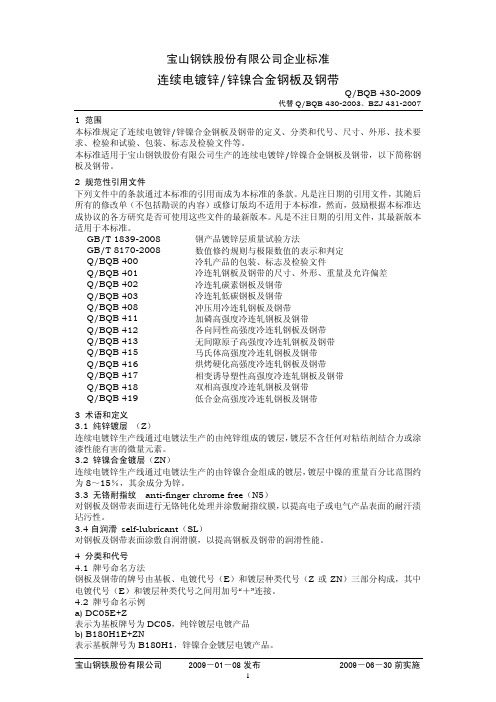
本标准规定了轧制圆管坯的尺寸、外形、重量及允许偏差、技术要求、检验与试验、包装、标志及检验文件等。
本标准适用于宝山钢铁股份有限公司生产的供制造结构用无缝钢管、锅炉用无缝钢管和油井管等的轧制圆管坯。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 226-1991 钢的低倍组织及缺陷酸蚀试验法
GB/T 1979-2001 结构钢低倍组织缺陷评级图
GB/T 10561-2005 钢中非金属夹杂物含量的测定--标准评级图显微检验法
GB/T 2101-2008 型钢验收、包装、标志及质量证明书的一般规定
3尺寸、外形、重量及允许偏差
3.1圆管坯的公称直径及允许偏差
3.1.1圆管坯的直径及允许偏差应符合表1的规定。
表1 单位:mm
直径直径允许偏差
75 ±1.0
90、100、110 ±1.3
120、130、140 ±1.6
150、160、175、180 ±2.0
185、200、230 ±3.0
3.1.2圆管坯的不圆度不得大于公称直径公差的75%。
3.2长度
圆管坯通常长度为2m~10m。
圆管坯也可按定尺和倍尺长度供货,其长度应在通常长度范围内,其允许偏差为0mm+50mm。
3.3外形
3.3.1弯曲度
圆管坯原则上可以滚动,局部弯曲度≤4mm/m,总弯曲度不得大于总长度的0.4%。
3.3.2端部
圆管坯端面必须与轴线垂直,切斜不得大于6mm。
端面毛刺不得大于6mm。
3.3重量
圆管坯按实际重量交货,经供需双方协商并在合同中注明,也可按理论重量交货。
4技术要求
4.1 牌号及化学成分
钢的牌号及化学成分(熔炼分析)应符合相应宝钢企业标准或其他标准的规定。
宝山钢铁股份有限公司 2009-04-01发布 2009-09-30前实施
Q/BQB 150-2009
4.2冶炼方法
钢由氧气转炉或电炉冶炼。
高压锅炉管、油井管及钻杆接头用圆管坯的钢应经炉外精炼。
4.3交货状态
圆管坯以热轧状态交货。
4.4低倍组织
4.4.1在圆管坯横截面酸浸试片上检查低倍组织,不得有肉眼可见的残余缩孔、白点、分层、裂纹、气泡、翻皮和夹杂。
4.4.2允许存在的低倍组织缺陷,钻杆接头用圆管坯一般疏松、中心疏松、锭型偏析各不大于1.5级,其他类管坯各不大于2.5级。
皮下夹杂和皮下气泡的深度不得超过2mm。
4.5非金属夹杂物
高压锅炉管、油井管及钻杆接头用圆管坯应按GB/T 10561中A法进行非金属夹杂物评级,高压锅炉管、油井管用圆管坯的各类夹杂物级应分别不大于评级图的2.5级,钻杆接头用圆管坯的各类夹杂物级应分别不大于2.0级。
4.6表面质量
4.6.1 圆管坯表面不得有裂纹、结疤、折叠和夹杂,允许深度不大于直径负偏差的刮伤、凹面、麻面和深度或高度不大于0.5mm的发纹和耳子存在。
4.6.2 圆坯表面缺陷允许清理。
清理处应圆滑无棱角。
清理宽度不得小于清理深度的6倍。
在同一截面清理深度不得大于公称直径的4%。
4.6.3 经供需双方协议,并在合同中注明,结构管和低中压锅炉管圆管坯可以未清理的黑皮管坯交货,深度不大于公称直径4%的表面缺陷允许存在。
5检验与试验
5.1每批圆管坯的检验项目、取样数量、取样方法和试验方法应符合表3的规定。
表3
序号检验项目取样数量取样方法(部位)试验方法
1 低倍组织2支/每炉相当于钢锭头部的不同根管坯GB/T 226、GB/T 1979
2 非金属夹杂物 2 不同根管坯GB/T 10561
3 尺寸逐根-合格量具
4 表面逐根-目测
5.2圆管坯按炉次号进行检查和验收。
5.3圆管坯复验和判定规则应符合GB/T 2101的规定。
6包装、标志和检验文件
圆管坯的包装、标志和检验文件应符合GB/T 2101的规定。
Q/BQB 150-2009
附加说明:
本标准代替Q/BQB 150-2003。
本标准与Q/BQB 150-2003相比主要变化如下:
――增加75mm、140mm、185mm、200mm、230mm直径规格,修改153mm、181mm 的直径规格为150mm、180mm直径规格;
――修改“质量证明书”为“检验文件”。
本标准由宝山钢铁股份有限公司技术质量管理部提出。
本标准由宝山钢铁股份有限公司技术质量管理部起草。
本标准起草人:于成峰。
本标准于1985年首次发布,1994年第一次修订,1999年第二次修订,2003年第二次修订。
3。