注塑车间生产作业流程图
注塑成型工艺流程图

注塑成型工艺流程图一、注塑成型的基本原理:注塑机利用塑胶加热到一定温度后,能熔融成液体的性质,把熔融液体用高压注射到密闭的模腔内,经过冷却定型,开模后顶出得到所需的塑体产品。
二、注塑成型的四大要素:1.塑胶模具2.注塑机3.塑胶原料4.成型条件三、塑胶模具大部份使用二板模、三板模,也有部份带滑块的行位模。
基本结构: 1.公模(下模)公模固定板、公模辅助板、顶针板、公模板。
2.母模(上模) 母模板、母模固定板、进胶圈、定位圈。
3.衡温系统冷却.稳(衡)定模具温度。
四、注塑机主要由塑化、注射装置,合模装置和传动机构组成;电气带动电机,电机带动油泵,油泵产生油压,油压带动活塞,活塞带动机械,机械产生动作;1、依注射方式可分为:1.卧式注塑机2.立式注塑机3.角式注塑机4.多色注塑机2、依锁模方式可分为:1.直压式注塑机2.曲轴式注塑机3.直压、曲轴复合式3、依加料方式可分为:1.柱塞式注塑机2.单程螺杆注塑机3.往复式螺杆注塑机4、注塑机四大系统:1.射出系统a.多段化、搅拌性及耐腐蚀性。
b.射速、射出、保压、背压、螺杆转速分段控制。
c.搅拌性、寿命长的螺杆装置。
d.料管互换性,自动清洗。
e.油泵之平衡、稳定性。
2.锁模系统a.高速度、高钢性。
b.自动调模、换模装置。
c.自动润滑系统。
d.平衡、稳定性。
3.油压系统a.全电子式回馈控制。
b.动作平顺、高稳定性、封闭性。
c.快速、节能性。
d.液压油冷却,自滤系统。
4.电控系统a.多段化、具记忆、扩充性之微电脑控制。
b.闭环式电路、回路。
c.SSR(比例、积分、微分)温度控制。
d.自我诊断.警报功能。
e.自动生产品质管制、记录。
5、国内注塑机现有的品牌:1.国外品牌:巴顿德马格三菱日钢东芝等等;2.港台品牌:震雄全力发富强鑫舜展台中精机亿利达综纬丰铁百塑今机德润等等;3.国外品牌:海天海星海达海太海涛海地三元通用双马永泰王牌等等;五、塑胶材料塑胶材料可分为热固性和热塑性两种: 1.热固性塑胶:指不能重复使用之塑胶,其分子最终成体型结构。
注塑件_工艺过程流程图
保密等级:机密过程流程图产品型号:文件编号: 版本编号: 发布日期:文件名称过程流程图版本号 A/0 产品型号WX数据等级机密文件编号共 3 页第 2 页AA-QR-611说明:特殊符号“◇”代表与重要但与安全无关的特性,“▽”代表与安全有关的特性。
Product NO./产品编号 : WX Process Flow Diagram 注塑工艺过程流程图Date(Orig.) / 日期(编制):Product Name/产品名称: WX Date (Rev.)/ 日期(修订)Prc.NO. 工序号◆●■▲Mark特性符号 Process Name 过程名称 Product characteristics产品特性 Process characteristics过程特性备注Check 检查Storage 贮存Operate 作业T ransport 转运05 ◆ ◇ 来料检验1) 材料牌号;2) ROHS合规性; 3) UL安规合规性; 4) 镶件尺寸合格。
10 ● 原料入库 检验合格标识 批次 15▲生产领料材料牌号批次20■拌料 1)色粉规格; 2)色粉用量; 3)拌料时间。
25 ■ ◇ 烘料1)烘料时间; 2)烘料温度。
30 ■ ◇ 注塑生产 尺寸、外观 1)温度;3)压力; 2)速度;4)时间 35 ◆ ■ 后处理/成品检验尺寸、外观 作业规范 40 ■包装 1)包材;2)标签1)数量; 2)批次; 45●▲成品入库1)标签;2)包装;3)堆放核查。
注塑机作业流程全过程

6
PC
20 1.2 300 260/500 305/581 340/644 70/158 95/203 120/248 127/261
PPT文档演模板
注塑机作业流程全过程
PC/ABS PC/PBT PE-HD PE-LD PEI PET PETG PMMA POM PP PPE/PPO PS PVC SAN
PPT文档演模板
注塑机作业流程全过程
•三、常用的流道截面形状
PPT文档演模板
注塑机作业流程全过程
•四、无填充料之塑料的典型流道尺寸
材料
ABS, SAN Acetal 聚缩醛树脂 Acetate
Acrylic 压克力 Butyrate Fluorocarbon 聚氟碳树脂 Impact acrylic 耐冲击压克力 Ionomers Nylon 耐隆 Phenylene Phenylene sulfide Polyallomer异聚合物
•二十、分子与纤维配向性的差异,造成 •收缩量差异或翘曲。(熔胶波前的前进 •速度简称为MFV)
PPT文档演模板
注塑机作业流程全过程
•二十一、塑件表层与中心层之纤维配
•
向性
PPT文档演模板
注塑机作业流程全过程
•二十二、粗厚件会导致塑件的收缩和翘 •曲,应该将塑件设计为具有均匀肉厚的 •塑件。
•
Polyphenylene oxide
直径
mm
inch
5.0-10.0
3/16-3/8
3.0-8.0
1/8-5/16
5.0-10.0
3/16-3/8
2.0-10.0 5.0-10.0 6.0-10.0
1/16-3/8 3/16-3/8 1/4-3/8
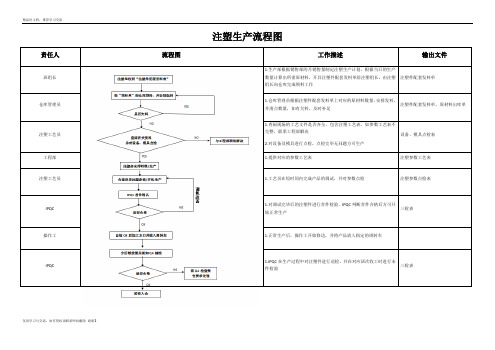
最新注塑生产流程图
注塑生产流程图责任人流程图工作描述输出文件班组长1.生产部根据销售部的月销售量制定注塑生产计划,根据当日的生产数量计算出所需原材料,开具注塑件配套发料单给注塑组长,由注塑组长向仓库完成领料工作注塑件配套发料单仓库管理员1.仓库管理员根据注塑件配套发料单上对应的原材料数量,安排发料,并清点数量,如有欠料,及时补足注塑件配套发料单,原材料出库单注塑工艺员1.查阅现场的工艺文件是否齐全,包含注塑工艺表,如参数工艺表不完整,联系工程部解决2.对设备及模具进行点检,点检完毕无问题方可生产设备、模具点检表工程部 1.提供对应的参数工艺表注塑参数工艺表注塑工艺员 1.工艺员在短时间内完成产品的调试,并对参数点检注塑参数点检表IPQC 1.对调试完毕后的注塑件进行首件检验,IPQC判断首件合格后方可开始正常生产三检表操作工 1.正常生产后,操作工开始修边,并将产品放入指定的周转车IPQC 1.IPQC在生产过程中对注塑件进行巡检,并在对应班次收工时进行末件检验三检表范例:Good afternoon. I am glad to be here for this interview. First let me introduce myself to you. My name is XXX, and I am XXX years old. I come from the city of XXX, XXX province. I graduated from XXX University in July, 20XX, and I majored in XXX (such as Computer science and technology).In past XXX years, I worked in XXX Company as XXX engineer. I have XXX years’ experience in XXX (Java/.Net) development. Now I'd like to find a job which is more challenging. Moreover HP is a global company, so I feel I can gain the most from working in this kind of company environment. That is the reason why I come here for this position.I think I'm a good team player and I'm a person of great honesty to others. Also I am able to work under great pressure.That’s all. Thank you for giving me the chance.请根据你的实际情况替换范例中XXX部分(Please replace XXX part of the model with your actual information).常见问题对答:Interviewer:I面试官;Applicant:A求职者1.Major(专业)I:What is your major?(你的专业是什么?)A:My major is computer science and technology. I am very interested in software development.pany(公司)I:Which company are you in now?(你现在在哪家公司工作?)A:Now I am working in XXX Company as XXX engineer.3.Experience(经验/经历)I:Have you any work/project experience in this field?(你在这个领域有工作或项目经验吗?)A:Yes. I have XXX years’ experience in XXX development/testing. …… (工作经验丰富)A:Yes, I have several months experience, notvery sufficient. But I believe I can study it in project step by step. (有些经验);A:I haven’t been involved in this kind of big project before. But I have studied this course in the International Business Training Center of the XXX Company.(没有经验);4.Weakness(缺点)I:What is your major weaknesses?A:I’m afraid I’m a poor talker. I’m not comfortable talking with the people whom I have just met for the first time. That is not very good for business so I am studying public speaking.A:I’m not very confident when I face many unfamiliar people/issue.5.Strengths优点/特长。
注塑成型工艺流程图
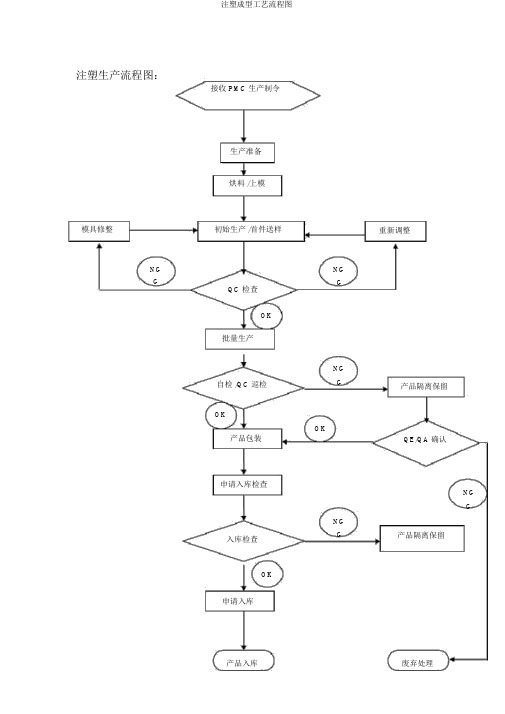
注塑生产流程图:
接收 PMC 生产制令
生产准备
烘料 /上模
模具修整初始生产 /首件送样
NG
G
QC 检查
OK
批量生产
自检 /QC 巡检
OK
产品包装
申请入库检查
入库检查
OK
申请入库
NG
G
NG
G
OK
NG
G
重新调整
产品隔离保留
QE/QA 确认
NG
G
产品隔离保留
产品入库废弃处理
用到的表格有:
材料使用记录
材料干燥记录
成型条件参数表
模具状态票
模具装卸记录
样品送样单
成型条件日常点检表
设备日常点检表
注塑生产记录
构成 LOT NO如:
06 (年) 04(月) 10(日) 112(机器) 01(编号)即: 06041011201 入
库记录表
入库反检记录表
产品废弃记录表。
注塑工序操作流程
注塑工序操作流程
一、准备阶段
1.材料准备:确保所需塑料原料充足,品质合格。
2.模具检查:检查模具是否完好,无损坏,并进行必要的清理。
3.设备预热:预热注塑机至工作温度,确保设备稳定运行。
二、注塑阶段
1.加料:将塑料原料加入注塑机的料斗中。
2.合模:模具闭合,准备注塑。
3.注塑:注塑机将熔融的塑料注入模具中。
4.保压:在塑料冷却过程中,保持一定压力,确保产品成型质量。
三、后处理阶段
1.开模取件:待产品冷却后,打开模具取出产品。
2.质检:对产品进行质量检测,确保符合标准。
3.包装入库:合格产品包装后入库,等待发货。
思维导图(示意)
复制代码
注塑工序操作流程
├─ 准备阶段
│ ├─ 材料准备
│ ├─ 模具检查
│ └─ 设备预热
├─ 注塑阶段
│ ├─ 加料
│ ├─ 合模
│ ├─ 注塑
│ └─ 保压
└─ 后处理阶段
├─ 开模取件
├─ 质检
└─ 包装入库
(注:以上思维导图为文字示意,实际绘制时可使用思维导图软件。
)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表单责任人
生产准备
材料准备
程序准备
机台准备
调试工上模
模具检查
配套连接
操作员定位
模具保养
依指导书
即时培训
清洗料管
包装材料
准备
开机调试
首件送检
操作员
批量生产
IPQC巡检
注塑车间生产管理流程图
当班组长调试工操作员任务单注塑主管当班组长产品图纸、首件检验单、IPQC巡检纪录、设备点检表IPQC操作员模具准备生产任务单注塑工艺卡作业指导书制程流程图作业指导书、注塑
工
艺
卡
、
生
产
任
务
单
四联任
务单
生产部长
维修单
领料单
注塑主管
当班组长
调试工
生产排
程表
注塑主管
清洁模具分型面
导柱滑块加润滑油
机台提前预热
顶针等各项功能提前确认
行车下降装模
模厚调整
安装压板
确认模具状况
模具至机台边
连接冷却水嘴
提前4H领料
配料/配色
依材料提前2-4H烘干
量产中持续供料
慢速开模检查
水管/油管
抽芯/模温机
料管清洗准备
清洗料管
录入工艺参数
抽芯调试
开机调试
产品外观自检
设备定期保养/记录
模具定期清洁/润滑
监督员工自检
巡检周期为1H每个巡检周期
的产品需及时分开,如出现
不良品只限定在1H内产品
OK
提报模具维修
NG
NG
OK
注塑主管
做注塑生产排程
生产部长
下达生产任务单
注塑主管发放任
务单到当班组长
生产正常时,调试工对各备料区、模具放
操作员
自检/包装
任务单完成
末件检验
换模
(循环生产)
当班生产结束
下班接班
按上述循环生
产
调试工
操作员
生产日报表、交接
班
纪
录
表
、
入
库单当班组长调试工操作员
及接班组长
调试工
操作员
维修单IPQC当班组长
调试工
末
件
检
验
单
IPQC
调试工
操作员
材
质
标
签
IPQC
操作员
调试工
组长
提前关闭料斗闸门、提前准备待换模具/工具/原
料.清洁模具表面并防锈,合上模具吹去水.拆除
模具,模具送模具仓库,确认产品数量送到待检
模具故障维修
模具毛边维修
末件OK
末件NG
OK
NG
不合格品处
理
生产过程中的浇口料及废品满箱
后贴上材质标示及时运到粉料间
调试工换模间隙操作员整理机台
及周边环境卫生,清理工作垃圾
生产正常时,调试工对各备料区、模具放
置区巡检即时整理车间环境组长巡检各机
台生产状况即时处置产品质量异常情况。
组长、调试工、各操作员按交接班制度与下
班次相对应人员正常交接。上班次人员整理
各自产品清点数量送到待检区并在入库单上
签好操作者姓名,交品保检验后入库。当班
组长认真填写交接纪录交付接班组长,然后
填报当班生产日报上交主管方可下班。