垂直度、倾斜度公差等级选用
第四章 几何公差与几何误差检测-4
② 保证机床工作台、刀架的运动精度则对导轨提出直线度 “ ”或平面度“ ”
③ 安装齿轮的箱体孔为保证齿轮的正确啮合,提出孔心线的
平行度“
”;
④ 定位孔、分度孔一般不用尺寸公差而是标“ 寸误差的累积。
”以避免尺
(3)满足功能要求的前提下应选用测量简便的项目
同轴度“ ”常用圆跳动“ ”代替,不过 应注意,圆跳动是同轴度和圆度形状误差的综合, 故代替时给出的圆跳动公差值应略大于同轴度公 差值,否则会要求过严。
图样上是否注出几何公差要求的原则:①凡几何公差要求用一般机床加 工能保证的,不必注出,其公差值要求应按GB/T1184-1996《形状和位置 公差未注公差值》执行。②对于那些对形位精度有特殊要求的要素,应按 标准规定在图样以公差框格的形式注出,但请注意:几何公差无论标注与 否,零件都有几何精度要求。
1、形状误差及其评定
●形状误差是指实际单一要素对其理想要素的变动量。 理想要素的位置应符合最小条件。
实际被测轮廓线的直 线度误差值为f1。
未注公差各分H、K和L三个公差等级(它们的数值分别见 附表4-4至附表4-7 ),其中H级最高,L级最低。 ❖ 圆度的未注公差值等于直径尺寸的公差值,但不得大于径 向跳动的未注公差。 ❖ 圆柱度的未注公差可用圆柱面的圆度、素线直线度和相对 素线间的平行度的未注公差三者综合代替。其中每一项公 差可分别由各自的未注公差控制。 ❖ 平行要素的平行度的未注公差值等于要求平行的两个要素 间距离的尺寸公差值,或者等于该要素的平面度或直线度 未注公差值中较大值,基准要素则应选取要求平行的两个 要素中的较长者。
(2)基准中心要素: 基准中心要素相对于 理想边界的中心允许 偏离时。如同轴度的 基准轴线。
2、有时IP、ER、MR都能满足同一功能要求,但 在选用时应注意它们的经济性和合理性,下面 就单一要素孔、轴配合的几个方面来分析独立 原则IP与包容要求ER的选择。见P106.
《公差配合与测量技术》复习试卷三套答案
一、判断题〔正确的打√,错误的打X,每题1分,共25分〕1.公差可以说是允许零件尺寸的最大偏差。
(×)2.基本尺寸不同的零件,只要它们的公差值相同,就可以说明它们的精度要求相同。
(×)3.国家标准规定,孔只是指圆柱形的内表面。
(×)4.图样标注φ200mm的轴,加工得愈靠近基本尺寸就愈精确。
(×)-0.0215.孔的基本偏差即下偏差,轴的基本偏差即上偏差。
(×),今测得其实际尺寸为φ19.962mm,可以判断该孔合6.某孔要求尺寸为φ20-0.046-0.067格。
(×)7.未注公差尺寸即对该尺寸无公差要求。
(×)8.基本偏差决定公差带的位置。
(√)9.某平面对基准平面的平行度误差为0.05mm,那么这平面的平面度误差一定不大于0.05mm。
(√)10.某圆柱面的圆柱度公差为0.03 mm,那么该圆柱面对基准轴线的径向全跳动公差不小于0.03mm。
(√)16.线轮廓度公差带是指包络一系列直径为公差值t的圆的两包络线之间的区域,诸圆圆心应位于理想轮廓线上。
(√)17.零件图样上规定Φd实际轴线相对于ΦD基准轴线的同轴度公差为Φ0.02 mm。
这表明只要Φd实际轴线上各点分别相对于ΦD基准轴线的距离不超过0.02 mm,就能满足同轴度要求。
(×)18.若某轴的轴线直线度误差未超过直线度公差,则此轴的同轴度误差亦合格。
(×)19.端面全跳动公差和平面对轴线垂直度公差两者控制的效果完全相同。
(√) 20.端面圆跳动公差和端面对轴线垂直度公差两者控制的效果完全相同。
(×) 21.尺寸公差与形位公差采用独立原则时,零件加工的实际尺寸和形位误差中有一项超差,则该零件不合格。
(√)22.作用尺寸是由局部尺寸和形位误差综合形成的理想边界尺寸。
对一批零件来说,若已知给定的尺寸公差值和形位公差值,则可以分析计算出作用尺寸。
未注公差精度等级选用规定
成都华川电装品总厂企业标准Q/GC ××× --2000未注公差精度等级选用规定1范围本标准规定了选用未注公差的一般要求及各类零部件选定的未注公差精度等级。
本标准适用于图样及设计文件中零部件未注公差。
2引用标准下列标准包含的条件,通过在本标准中引用而构成为本标准的条文。
在标准出版时,所示版本均为有效,所有标准都会被修订,使用本标准各方应探讨,使用下列标准最新版本的可能性。
GB/T1804 —— 1992一般公差线性尺寸的未注公差GB/T1184 —— 1996形状和位置公差未注公差值GB/T1239 —— 1992圆柱螺旋弹簧技术条件GB/T3672 —— 1992模压、压出和压延实心橡胶制品的尺寸公差GB/T6414 —— 1986铸件尺寸公差GB/T11335 —— 1989未注公差角度的极限偏差GB/T12471 —— 1990木制件公差与配合GB/T13916 —— 1992冲压件形状和位置未注公差GB/T14486 —— 1993工程塑料模塑料件尺寸公差GB/T15055 —— 1994冲压件未注公差尺寸极限偏差SJ/T107423一般要求3.1选用本标准选定的精度等级,在图面上可省略标明标准号和精度等级。
3.2选用高于或低于本标准选定的精度等级,在图样“技术要求”中必须标明精度等级代号和标准号。
例:“未注线性尺寸公差按 GB/T —— f ”。
3.3未注公差一般不作检验,只有在发生争议时才作检验,本标准可作为仲裁的依据。
4各类加工零部件4.1切削加工件切削加工零部件的线性尺寸、倒圆半径、倒角高度未注公差按GB/T1804 —— m 级(中等级)执行。
角度未注公差按 GB/T11335 —— m 级执行,其极限偏差由角度短边长度确定,对圆锥角按圆锥素线长度确定。
对于图样上未注明“清角”或“倒棱”处,应制出不大于0.3mm 的倒圆或倒角。
零件滚纹处的尺寸和公差,若图样上未注明“滚纹后”,则统一理解为滚纹前、滚纹后的尺寸不作要求。
公差原则
Ø0.1 M
0.4 0.3 0.1 -0.3 -0.2 Ø19.7 Da/mm
ø20(dM) Ø 20.1(dMV)
最大实体要求应用实例(二)
如图所示,被测轴应满足下列要求: 实际尺寸在ø11.95mm~ø12mm之内; 实际轮廓不得超出关联最大实体实效边界,即关联体外作用尺寸不大 于关联最大实体实效尺寸dMV=dM+t=12+0.04=12.04mm 当被测轴处在最小实体状态时,其轴线对A基准轴线的同轴度误差允 许达到最大值,即等于图样给出的同轴度公差( ø 0.04 )与轴的尺 寸公差(0.05)之和( ø 0.09 )。 0
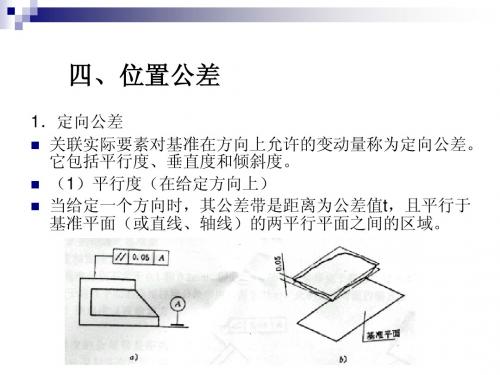
(3)倾斜度(在给定方向上)
倾斜度的公差带是距离为公差值t,且与 基准平面(或直线、轴线)成理论正确 角度的两平行平面(或直线)之间的区 域。
2.定位公差
关联实际要素对基准在位置上允许的变动量称为 定位公差。它包括同轴度、对称度、位置度。 (1)同轴度 同轴度的公差带,是直径为公差值t,且与基准轴 线同轴的圆柱面内的区域。
最大实体要求 轴 孔
dm≤dMMVS=dMMS+t形位 dmin≤da≤dmax Dm≥DMMVS=DMMS-t形位 Dmin≤Da≤Dmax
孔
边界尺寸为最大实体尺寸 MMS(dmax,Dmin)
边界尺寸为最大实体实效尺寸 MMVS=MMS±t
标注
单一要素
在尺寸公差带后 加注 E
用于被测要素 时
在形位公差框格第二格 公差值后加 M
4、最大实体状态(尺寸、边界)
最大实体尺寸(Maximum Material Size, MMS):实际要 素在最大实体状态下的极限尺 寸。 (轴的最大极限尺寸dmax,孔 的最小极限尺寸Dmin) 最大实体边界:尺寸为最大实 体尺寸的边界。
尺寸公差与配合标准表
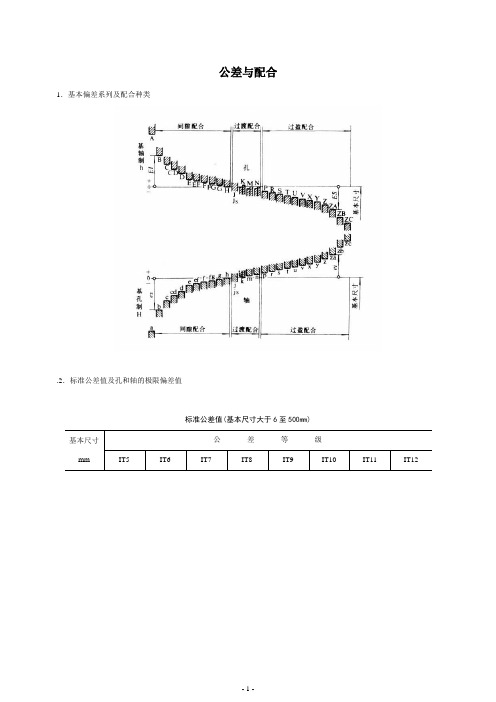
公差与配合
1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
标准公差值(基本尺寸大于6至500mm)
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差 μm
主参数d (D)图例
直线度和平面度公差 μm
主参数L 图例
平行度、垂直度和倾斜度公差 μm
主参数L 、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良 μm
主参数d(D)、B 、L 图例
表面粗糙度
表面粗糙度R a值的应用范围
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,
R a的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
尺寸公差与配合标准表

公差与配合
1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
标准公差值(基本尺寸大于6至500mm)
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差 μm
主参数d (D)图例
直线度和平面度公差 μm
主参数L 图例
平行度、垂直度和倾斜度公差 μm
主参数L 、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良 μm
主参数d(D)、B 、L 图例
表面粗糙度
表面粗糙度R a值的应用范围
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,
R a的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
公差与配合标准
公差与配合标准
1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
标准公差值(基本尺寸大于6至500mm)
孔的极限差值(基本尺寸由大于10至315mm)μm
形位公差符号
圆度和圆柱度公差
主参数d (D)图例
直线度和平面度公差
主参数L 图例
表面粗糙度R a 值的应用范围
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1
的最大允许值取6.3。
因此,在不影响系列值,如原光洁度(旧国标)为▽5,R
a
原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1
系列值,如原光洁度为▽5,R
的最大允许值取3.2。
因此,取该值提高了原表面
a
粗糙度的要求和加工的成本。
常用公差配合形位公差粗糙度
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值标准公差值(基本尺寸大于6至500mm)公 差 等 级基本尺寸mm IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 6 8 9 11 13 15 18 20 23 25 279 11 13 16 19 22 25 29 32 36 4015 18 21 25 30 35 40 46 52 57 6322 27 33 39 46 54 63 72 81 89 9736 43 52 62 74 87 100 115 130 140 15558 70 84 100 120 140 160 185 210 230 25090 110 130 160 190 220 250 290 320 360 400150 180 210 250 300 350 400 460 520 570 630孔的极限差值(基本尺寸由大于10至315mm) μm基本尺寸m m公差带等 级 >0~18 >18~30 >30~50 >50~80 >80~120 >120~180>180~250 >250~315 8 +77 +50 +98 +65 +119 +80 +146 +100 +174 +120 +208 +145 +242 +170 +271 +190 ▼9+93 +50 +117 +65 +142 +80 +174 +100 +207 +120 +245 +145 +285 +170 +320 +190 10 +120 +50 +149 +65 +180 +80 +220 +100 +260 +120 +305 +145 +355 +170 +400 +190 D11 +160 +50 +195 +65 +240 +80 +290 +100 +340 +120 +395 +145 +460 +170 +510 +190 6 +43 +32 +53 +40 +66 +50 +79 +60 +94 +72 +110 +85 +129 +100 +142 +110 7+50 +32 +61 +40 +75 +50 +90 +60 +107 +72 +125 +85 +146 +100 +162 +110 8 +59 +32 +73 +40 +89 +50 +106 +60 +126 +72 +148 +85 +172 +100 +191 +110 9 +75 +32 +92 +40 +112 +50 +134 +60 +159 +72 +185 +85 +215 +100 +240 +110 E10 +102 +32 +124 +40 +150 +50 +180 +60 +212 +72 +245 +85 +285 +100 +320 +110 6 +27 +16 +33 +20 +41 +25 +49 +30 +58 +36 +68 +43 +79 +50 +88 +56 7+34 +16 +41 +20 +50 +25 +60 +30 +71 +36 +83 +43 +96 +50 +108 +56 ▼8 +43 +16 +53 +20 +64 +25 +76 +30 +90 +36 +106 +43 +122 +50 +137 +56 F9 +59 +16 +72 +20 +87 +25 +104 +30 +123 +36 +143 +43 +165 +50 +186 +56 6+11 0 +13 0 +16 0 +19 0 +22 0 +25 0 +29 0 +32 0 ▼7 +18 0 +21 0 +25 0 +30 0 +35 0 +40 0 +46 0 +52 0 ▼8 +27 0 +33 0 +39 0 +46 0 +54 0 +63 0 +72 0 +81 0 H▼9+43 0 +52 0 +62 0 +74 0 +87 0 +100 0 +115 0 +130 0 10 +70 0 +84 0 +100 0 +120 0 +140 0 +160 0 +185 0 +210 0▼11 +110 0 +130 0 +160 0 +190 0 +220 0 +250 0 +290 0 +320 0 6+2 -9 +2 -11 +3 -13 +4 -15 +4 -18 +4 -21 +5 -24 +5 -27 ▼7 +6 -12 +6 -15 +7 -18 +9 -21 +10 -25 +12 -28 +13 -33 +16 -36 K8 +8 -19 +10 -23 +12 -27 +14 -32 +16 -38 +20 -43 +22 -50 +25 -56 6-9 -20 -11 -28 -12 -24 -14 -33 -16 -38 -20 -45 -22 -51 -25 -57 ▼7 -5 -23 -7 -28 -8 -33 -9 -39 -10 -45 -12 -52 -14 -60 -14 -66 N8-3 -30-3 -36-3 -42-4 -50-4 -58-4 -67-5 -77-5 -86公差带级>0~18 >18~30 >30~50 >50~80 >80~120 >120~180>180~250 >250~3156 -15-26-18-31-21-37-26-45-30-52-36-61-41-70-47-79P▼7 -11-29-14-35-17-42-21-51-24-59-28-68-33-79-36-88轴的极限偏差 (基本尺寸由于大于10至315mm)基本尺寸m m公差带等级>10~18 >18~30 >30~50 >50~80 >80~120 >120~180>180~250 >250~315 6 -50-61-65-78-80-96-100-119-120-142-145-170-170-199-190-222 7 -50-68-65-86-80-105-100-130-120-155-145-185-170-216-190-242 8 -50-77-65-98-80-119-100-146-120-174-145-208-170-242-190-271 ▼9-50-93-65-117-80-142-100-174-120-207-145-245-170-285-190-320d10 -50-120 -65-149-80-180-100-220-120-260-145-305-170-355-190-400▼7-16-34 -20-41-25-50-30-60-36-71-43-83-50-96-56-1088 -16-43 -20-53-25-64-30-76-36-90-43-106-50-122-56-137f9 -16-59 -20-72-25-87-30-104-36-123-43-143-50-165-56-1865 -6-14 -7-16-9-20-10-23-12-27-14-32-15-35-17-40▼6-6-17 -7-20-9-25-10-29-12-34-14-39-15-44-17-49g7 -6-24 -7-28-9-34-10-40-12-47-14-54-15-61-17-695—8—9—110—130—150—180—200—23▼6—11—13—160—190—220—250—290—32▼7—18—21—25—30—35—40—460—528—27—33—39—46—54—63—72—81h▼9—43—52—62—74—87—100—115—130公差带级>10~18 >18~30 >30~50 >50~80 >80~120 >120~180>180~250 >250~3155 +9+1+11+2+13+2+15+2+18+3+21+3+24+4+27+4▼6 +12+1+15+2+18+2+21+2+25+3+28+3+33+3+36+4k7 +19+1+23+2+27+2+32+2+38+3+43+3+50+4+56+4 5+15+7+17+8+20+9+24+11+28+13+33+15+37+17+43+20 6+18+7+21+8+25+9+30+11+35+13+40+15+46+17+52+20m7+25+7+29+8+34+9+41+11+48+13+55+15+63+17+72+20 5+20+12+24+15+28+17+33+22+38+23+45+27+51+31+57+34 ▼6+23+12+28+15+33+17+39+20+45+23+52+27+60+31+66+34n7+30+12+36+15+42+17+50+20+58+23+67+27+77+31+86+34 5+26+18+31+22+37+26+45+32+52+37+61+43+70+50+79+56 ▼6+29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+56p7+36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56 注:标注▼者为优先公差等级,应优先选用。
最新公差与配合标准表
▼8 +43 +16 9 +59 +16 6 +11 0 H ▼7 +18 0 ▼8 +27 0 ▼9 +43 0 10 +70
0 ▼11 +110 0 +2 6 - 9 +6 K ▼7 - 12 +8 8 - 19 -9 6 - 20 -5 N ▼7 - 23 -3 8 - 30 15 6 - -26 P 11 ▼7 - -29
0 —23 0 —32 0 —52 0 —81 0 —130 +27 +4 +36 +4 +56 +4 +43
▼6
▼7
8
▼9
K
5 ▼6 7
M
5
+7 6 7 N 5 ▼6 7 p 5 ▼6 7 +18 +7 +25 +7 +20 +12 +23 +12 +30 +12 +26 +18 +29 +18 +36 +18
12
15
20
6
8
10
12
15
20
25
30
7
12
15
20
25
0 +220 0 +4 -18 +10 -25 +16 -38 -16 -38 -10 -45 -4 -58 -30 -52 -24 -59
0 +250 0 +4 -21 +12 -28 +20 -43 -20 -45 -12 -52 -4 -67 -36 -61 -28 -68
it公差表
公差与配合(摘自GB1800~1804-79)
1.基本偏差系列及配合种类
2.标准公差值及孔和轴的极限偏差值
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差μm
主参数d (D)图例
直线度和平面度公差 μm
主参数L 图例
平行度、垂直度和倾斜度公差 μm 主参数L 、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良 μm 主参数d(D)、B 、L 图例
表面粗糙度
值的应用范围
表面粗糙度R
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,
R a的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、公差等级为1时:
高精度机床测量仪器以及量具等主要基准面和工作面。
2、公差等级为2、3时:
精密机床导轨、普通机床主要导轨、机床主轴轴向定位面、精密机床主轴轴肩端面、滚动轴承座圈端面、齿轮测量仪的心轴、光学分度头心轴、涡轮轴端面、精密刀具、量具的工作面和基准面。
3、公差等级为
4、5时:
普通机床导轨、精密机床重要零件、机床重要支承面、普通机床主轴偏摆、发动机轴和离合器凸缘,汽缸的支承端面、装C、D级轴承的箱体的凸肩、测量仪器、液压传动轴瓦端面、蜗轮盘端面、刀、量具工作面和基准面等。
4、公差等级为6、7、8时:
低精度机床主要基准面和工作面,回转工作台端面跳动,一般导轨、主轴箱体孔、刀架、砂轮架及工作台回转中心、机床轴肩、汽缸配合面对其轴线,活塞销孔对活塞中心线,以及装F、G级轴承壳体孔的轴线等、压缩机汽缸配合面对汽缸镜面轴线的垂直要求等。
5、公差等级为9、10时:
花键轴轴肩端面、皮带运输机法兰盘等端面对轴心线、手动卷扬机及传动装置中轴承端面、减速器壳体平面等。
6、公差等级为11、12时:
农业机械齿轮端面等。