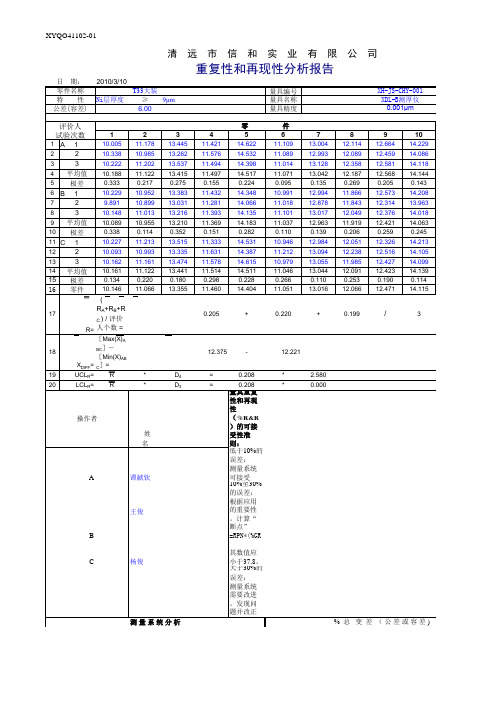
MSA重复性和再现性分析报告——自动计算
MSA分析软件(可见计算公式)
8
12.114 12.089 12.358 12.187 0.269 11.866 11.843 12.049 11.919 0.206 12.051 12.238 11.985 12.091 0.253 12.066 0.199
9
12.664 12.459 12.581 12.568 0.205 12.573 12.314 12.376 12.421 0.259 12.326 12.516 12.427 12.423 0.190 12.471
在失效模式分析(FMEA)中,根据所测量的尺寸选择其风险系数 断点(breakpoint) = (RPN)值。将RPN值填入右边的“RPN”格里,并根据下栏显示 情况决定是否使用量具。 8.72 结 论 量具可以使用 均 值 图
20.000
RPN# =
60.0
× ×
谭献钦
王俊
杨俊
15.000
平 均 10.000 值 5.000 0.000 1 2 3 4 5 零件 6 7 8 9
9 17 18 19 20
R= ( RA+RB+RC ) / 评价人个数 = XDIFF= [Max(X)ABC]-[Min(X)ABC]= UCLR= LCLR= R R * * D4 D3
/
操作者 A B C
姓 名 谭献钦 王俊 杨俊 测量系统分析
量具重复性和再现性(%R&R)的可接受性准则: 低于10%的误差: 测量系统可接受 10%至30%的误差:根据应用的重要性。计算“断点”=RPN*(%GR&R/100) 其数值应小于37.8。 大于30%的误差: 测量系统需要改进。发现问题并改正。 % 总 变 差 (公差或容差) %EV= %EV= 100 * ( EV / TV ) 12.29
测量系统分析报告MSA

测量系统分析报告MSA1. 引言测量系统分析(Measurement System Analysis,简称MSA)是指通过分析和评估测量系统的性能、稳定性和可靠性,来判断测量结果的准确性和可靠性的过程。
本报告旨在对某测量系统进行全面的分析和评估,以帮助提升测量系统的质量和可靠性。
2. 测量系统分析方法在进行测量系统分析时,常采用以下方法:2.1 重复性与再现性分析重复性和再现性是评估测量系统可靠性的重要指标。
通过对同一对象进行多次测量,可以评估测量结果的一致性和稳定性。
2.2 偏倚分析偏倚分析用于评估测量系统是否存在系统性的误差。
通过对测量系统进行校准,并比较校准前后的测量结果,可以判断测量系统的偏倚情况。
2.3 线性分析线性分析用于评估测量系统是否存在线性关系。
通过测量系统对一系列已知标准进行测量,并绘制测量结果与标准值之间的图表,可以判断测量系统的线性关系。
3. 案例分析本次测量系统分析以某电子元件测量系统为例进行分析。
3.1 重复性与再现性分析通过对同一电子元件进行连续十次测量,并记录测量结果,得到以下数据:测量次数测量结果1 12.32 12.43 12.14 12.35 12.26 12.47 12.58 12.29 12.610 12.3通过计算这十次测量结果的平均值和标准偏差,得到重复性和再现性的评估数据。
3.2 偏倚分析为了评估测量系统的偏倚情况,我们对测量系统进行了校准,并测量了一系列标准样本。
校准前后的测量结果如下:标准样本校准前测量结果校准后测量结果1 2.3 2.12 3.4 3.23 4.5 4.44 5.6 5.75 6.7 6.56 7.8 7.9通过比较校准前后的测量结果,可以评估测量系统的偏倚情况。
3.3 线性分析为了评估测量系统的线性关系,我们选择了一系列已知标准进行测量,并绘制了测量结果与标准值之间的图表。
图表显示测量系统的测量结果与标准值之间存在一定的线性关系。
新版MSA再现性和重复性分析
####### ####### ####### ####### ####### #######
####### ####### ####### ####### ####### #######
####### ####### ####### ####### ####### #######
####### ####### ####### ####### ####### #######
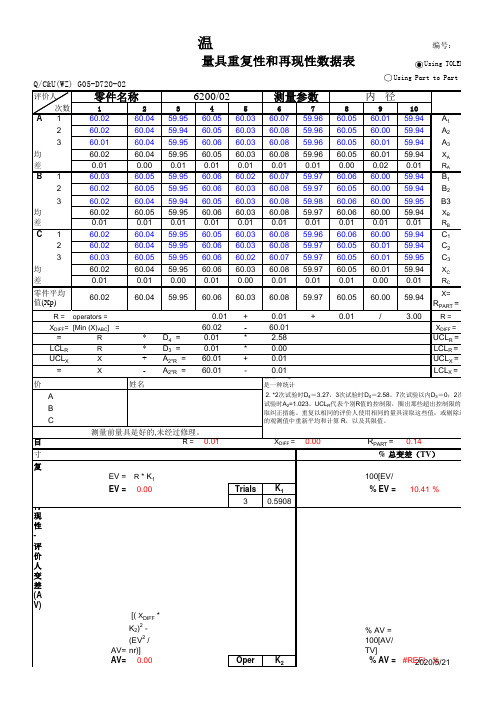
内 径
9 60.01 60.00 60.01 60.01 0.02 60.00 60.00 60.00 60.00 0.01 60.00 60.01 60.01 60.01 0.00 60.00 / 10 59.94 59.94 59.94 59.94 0.01 59.94 59.94 59.95 59.94 0.01 59.94 59.94 59.95 59.94 0.01 59.94 3.00 A1 A2 A3
备注: 1.这是一种统计检验公差的较好方法,是测定量具装备的可靠性。 2. *2次试验时D4=3.27,3次试验时D4=2.58。7次试验以内D3=0;2次试验时A2=1.88,3次 试验时A2=1.023。UCLR代表个别R值的控制限,圈出那些超出控制限的点,查明其原因并 采取纠正措施。重复以相同的评价人使用相同的量具读取这些值;或剔除这些数值,并从其 余的观测值中重新平均和计算 R,以及其限值。
0.00
再现性 - 评价人变差 (AV) AV= [( XDIFF * K2)2 - (EV2 / nr)] AV= 0.00 (n=零件数量; r=试验次数) 重复性和再现性(R & R) R&R= (EV2 + AV2) R&R= 0.00
Oper 3
MSA测量系统分析报告
MSA测量系统分析报告1. 引言测量系统分析(Measurement System Analysis,简称MSA)是用来评估和改善测量系统的方法,确保测量结果的准确性和可靠性。
本报告旨在对某测量系统进行分析,并提供相应的评估和改进建议。
2. 背景测量系统在各个行业和领域中起着至关重要的作用。
无论是生产过程的控制还是质量管理,都离不开准确和可靠的测量数据。
因此,确保测量系统的准确性和可靠性对于产品质量和过程控制来说是至关重要的。
3. 目标与方法本次MSA分析的目标是评估某测量系统的稳定性、重复性和再现性。
采用了以下方法:•收集了一批待测样品,并根据已知真实值测量了多次;•选择了合适的测量指标和评估指标来分析数据;•进行了数据统计和可视化分析;•根据分析结果,给出了改进建议。
4. 数据分析4.1 测量稳定性分析通过对多次测量的样本数据进行统计分析,得到了各样本的平均值和标准偏差。
通过计算不同样本的平均值和标准偏差的差异,可以评估测量系统的稳定性。
结果表明,样本的平均值变化较小,标准偏差在可接受范围内,说明测量系统具有较好的稳定性。
4.2 重复性分析重复性是指在相同条件下,由同一测量人员使用同一测量设备对同一对象进行多次测量所得到的结果的一致性。
为了评估测量系统的重复性,对同一样本进行了多次测量,并计算了各次测量结果之间的差异。
通过计算重复性的方差分析(ANOVA),得到了方差分析表和F值。
结果表明,测量系统的重复性良好,F值接近1,说明不同次测量结果之间的差异主要来自于测量误差。
4.3 再现性分析再现性是指在相同条件下,由不同测量人员使用同一测量设备对同一对象进行测量所得到的结果的一致性。
为了评估测量系统的再现性,不同测量人员对同一样本进行了多次测量,并计算了各次测量结果之间的差异。
通过计算再现性的方差分析(ANOVA),得到了方差分析表和F值。
结果表明,测量系统的再现性良好,F值接近1,说明不同测量人员的差异对测量结果的影响较小。
测量系统分析报告MSA

测量系统分析报告MSA概述测量系统分析(MSA)是一种用于评估和提高测量系统的准确性和稳定性的方法。
在制造和生产过程中,准确的测量是至关重要的,因为它对产品质量的监控和改进起着关键作用。
本文档将对测量系统进行分析,包括可重复性、再现性和稳定性等关键指标的评估,以及对所得数据的解释和建议。
测量系统简介测量系统是用来进行尺寸、重量、温度等物理量测量的设备和过程的总称。
测量系统可以包括测量仪器、传感器、仪表和操作方法等。
而测量系统分析是对这些测量系统进行评估和优化的过程。
测量系统的重要性测量系统是确保产品尺寸和规格准确的关键因素。
一个好的测量系统可以提供可靠的数据,帮助生产商识别潜在的质量问题,并做出正确的调整,以确保产品的一致性和合格性。
然而,一个不准确或不稳定的测量系统可能会导致误判,从而对产品的质量和性能产生负面影响。
MSA的关键指标可重复性(Repeatability)可重复性是指在相同测量条件下,测量系统对同一对象进行重复测量的结果间的一致性。
当一个测量系统具有良好的可重复性时,重复测量的结果应该接近。
在测量系统分析中,使用计算变异系数(CV)来评估测量数据的可重复性。
再现性(Reproducibility)再现性是指在不同测量条件下,不同测量系统或不同测量人员对同一对象进行测量所得结果的一致性。
一个良好的测量系统应该具有较高的再现性,即不同的测量设备和人员能够得到相似的测量结果。
在测量系统分析中,可以使用方差分析(ANOVA)来评估测量数据的再现性。
线性度(Linearity)线性度是指测量系统的输出值是否与被测量对象的实际值呈线性关系。
一个好的测量系统应该具有较好的线性度,即在不同测量范围内,测量结果与实际值之间应该存在一个良好的线性关系。
可以使用回归分析来评估测量数据的线性度。
稳定性(Stability)稳定性是指测量系统在一段时间内保持准确性和一致性的能力。
测量系统的稳定性对于长期生产过程的监控和控制非常重要。
1.MSA重复性再现性讲解及分析公式

二厂品质部 三厂品质部 16.38万 四厂品质部
编制人数 80
103 73 75
5
客服
15
6
来料
6
7
实验室
10
总计
313
备注:第二阶段激励根据生产计件效 果及品 质第二 阶段减 人情况 确定绩 效激励 方案。
拟制:
审核:
批准:
发生环境变化、电源
优化后编制 66 92 62 62 15 6 10 63
提升绩效金额
当同一零件的同一种特征
由不同的人使用同一量具
进行测量时,在测量平均 值方面的变异的总和。
分析时机
对于需进行GR&R分析的测量系统,一般在以 下三种情况下要进行GR&R分析
品质部第一阶段减人增效激励方案
一、实施目标及基本原则
通过对品质人员实施检验技能培训提 升及通 过系统 管控等 方式达 到减少 人员提 高部门 工作的 整体效 率,前 提是减 人不降 低工作 质量, 通过人 员减少 提高品 质部QC的绩效 工资、 实现公 司与Q C双赢 ,既增 加员工 工资也 能为公 司留住 老员工 ,保证 品质工 作稳定 发展。
三、第一阶段减人绩效激励(QC)
按公司50%+员工50%激励方式进行激 励,预 计每月 激励金 额为:
三人时为每人3次。 序号 1 人均值+523
2 3 4
部门 提升总金额 一厂品质部
二厂品质部 三厂品质部 16.38万 四厂品质部
编制人数 80
103 73 75
提升绩效金额
5
客服
15
6
来料
6
7
实验室
MSA分析报告(精编文档).doc
【最新整理,下载后即可编辑】XXX 公司 计量型MSA 分析报告日 期:实 施 人: 评 价 人:仪器名称: 仪器编号:分析结论: 合格不合格 审 核:批 准:2017年2月23日陈秋凤、雷丽花、欧阳丽敏张志超数显卡尺(中间检验)XXX计量型MSA分析报告目录稳定性………………………………………………………………………………………1偏倚………………………………………………………………………………………4线性………………………………………………………………………………………7重复性和再现性………………………………………………………………………………………9备注: 对于有条件接收的项目应阐述接受原因.第一节稳定性分析1.1 稳定性概述在经过一段长时间下,用相同的测量系统对同一基准或零件的同一特性进行测量所获得的总变差,即稳定性是整个时间的偏倚变化。
1.2 试验方案2017 年02 月份,随机抽取一常见印制板样品,让中间检验员工每天的早上及晚上分别使用数显卡尺对样品外形尺寸测量5次/组,共测量25组数据,并将每次测量的数据记录在表1。
1.3 数据收集表1 稳定性分析数据收集记录表1.4 测量系统稳定性可接受判定标准1.4.1 不允许有超出控制限的点;1.4.2 连续7点位于中心线同一侧;1.4.3 连续6点上升或下降;1.4.4 连续14点交替上下变化;1.4.5 连续3点有2点距中心的距离大于两个标准差;1.4.6 连续5点中有4点距离中心线的距离大于一个标准差;1.4.7 连续15点排列在中心线的一个标准差范围内;1.4.8 连续8点距中心线的距离大于一个标准差。
1.5 数据分析图1 中间检验_数显卡尺Xbar-R控制图从图1 Minitab生成Xbar-R控制图可知,没有控制点超出稳定性可接受判定标准,表明该测量系统稳定性可接受。
1.6 测量系统稳定性分析结果判定对中间检验_数显卡尺进行稳定性分析,分析结果表明该测量系统稳定性可接受。
可重复性及可再现性分析报告
A
B
C
来 自 测 可 重 复
直到量具工程更改/版本变化 R = 0.00267
使使用峰态为负的数据组,记录的测量值与真实值差别为负的数据组,记录
的测量值与真实值差别将小于1%,如果 GR&R 小于 30%. 如果您需要更多
信息请与质量小组联系 分析:圈出那些超出限值的点,查明原因并采取纠正措施;让相同的评价人
使用相同的量具用原来的方法重新读值,或剔除这些数值并由其余的数值重
新平均和计算R,以及控制限值.
XDIFF = 0.00733
RPART = 0.13222 基于制件间差别
性
-
设
备 变
化
(E
V)
% EV =
EV = R * K1
100[EV/
EV = 0.00158
Trials
K1
% EV =
3.77
(P
V)
RPART *
PV= K3
PV= 0.04160 总 差 异
(T
V)
(R&R2 TV= + PV2)
Parts
K3
10 0.3146
0.3146 #REF!
TV= 0.04180 量具可重复性和再现性(%R&R)的接受原则:
小于 10% 错误: 计量器系统 OK 10% 至 30% 错误: 根据其重要性决定是否接受。计算 "突变点" = RPN x (% Gage
可重复性及可再现性分析报告
非破坏性 测试
使用公差的方法 使用制件之间的变化
请
恰
当
填
写
以
下
参
数
并
MSA测量系统分析报告五性
2013年102013年11XXXXXX公司(MSA)测量系统分析(重复性和再现性)作业指导书受控状态:分 发 号:SL/IM-16-0批 准:审 核:编 制:品技部/2013-10-201 目的2 适用范适用于公3 职责4 术语4.1偏倚是测4.2稳定性4.3线性是在4.4重复4.5再现5 测量系5.1确定5.1.1控制5.1.2有SPC 5.1.3新产5.1.4新增5.1.5已经5.4操作5.4.1确定5.4.2确定2再现性是由不同的评价人,采用相同的测量仪器,测量同一零件的同一特性的测量平均值的变差。
5.2 公司按GB/T 19022-2003/ISO 10012:2003GB/T 10012- 测量管理体系 测量过程和测量设备的要求建立公司计量管理体系,确保建立的测量系统的可靠性。
5.3 品质科对测量仪器按规定的权限进行校准和调整,除使测量仪器的偏倚、稳定性、线性等符合规定要求之外,还应确认以下条件:5.4.5 确定测量仪器的分辨力,应允许至少直接读数的特性的预期过程变差的十分之一。
例如,如果特性的变差为0.01,仪器应能读取0.001的变化。
5.4.6 测量应按随机顺序,以确保整个研究过程中产生的的任何漂移或变化将随机分布。
稳定性是测量系统在某持续时间内测量同一基准或零件的单一特性时获得的测量值总变差。
5.3.2 确定测量系统中的变差只是由变差的普通原因引起的,而不是特殊原因引起的(可采取SPC技术)。
为了配备并使用与要求的测量能力相一致的测量仪器,通过适当的统计技术,对测量系统的五个特性进行分析,使测量结果的不确定度已知,为准确评定产品提高质量保证。
3.1 品质科负责确定过程所需要的测量仪器,并定期校准和检定,对使用的测量系统分析,对存在的异常情况及时采取纠正预防措施。
5.3.1 确定量具检验的零件质量特性为计数型数据还是计量性数据。
针对批量生产(一般≥300件)的零件,其统计特性为计量型数据的采用R&R分析,针对计数型数据采用小样法分析。
MSA 模板
测 4 10.190 10.200 10.190 10.193 0.010 10.200 10.200 10.200 10.200 0.000 10.200 10.190 10.190 10.193 0.010 10.196 0.005 0.004 0.004
平均值 10.199 10.198 10.195 10.197 0.0057 0.003 10.196 10.196 10.196 10.196 0.004 0.043 0.00400 0.001 0.010 0.000
测量系统结论:
零件名称 量具号 mm 量具名称 量具类型 零 5 10.190 10.190 10.190 10.190 0.000 10.190 10.190 10.190 10.190 0.000 10.190 10.200 10.190 10.193 0.010 10.191 + * * 件 6 10.190 10.190 10.190 10.190 0.000 10.190 10.190 10.190 10.190 0.000 10.190 10.190 10.190 10.190 0.000 10.190 0.003 10.196 2.580 0.000
XA RA
零件号 特性值 公差值 总变差 操作者 试验次数 A 1 2 3 平均值 极差 B 1 2 3 平均值 极差 C 1 2 3 平均值 1 10.210 10.210 10.210 10.210 0.000 10.200 10.210 10.210 10.207 0.010 10.210 10.210 10.210 10.210 2 10.210 10.200 10.200 10.203 0.010 10.200 10.200 10.200 10.200 0.000 10.200 10.200 10.200 10.200 0.000 10.201 10.2 0.05 单位 0.01385 被 3 10.180 10.180 10.180 10.180 0.000 10.170 10.170 10.180 10.173 0.010 10.170 10.170 10.170 10.170 0.000 10.174
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10
量具分辨率可接受 极 差 控 制 图
0.025 0.020
0.015
评价人A
评价人B
评价人C
0.010 0.005
0.000
上控限
中线
1 1
2
3
4
5
6
7
8
9
10
下控限
% GRR≤10%,该测量系统可接受。 10%<% GRR≤30%,对一般特性, 该测量系统可接受。
判 定 原 则
2
分 析 结 论
B
3 R 1 2
AVE 0.080 0.007 0.070 0.033 0.000 0.080 0.007 0.067 0.030 0.017
C
3 0.090 0.020 0.070 0.030 0.000 0.080 0.000 0.070 0.030 0.020 AVE 0.080 0.007 0.067 0.030 0.010 0.080 0.007 0.070 0.033 0.020 R 0.020 0.020 0.010 0.000 0.020 0.000 0.010 0.000 0.010 0.000 0.080 0.004 0.068 0.031 0.004 0.080 0.004 0.068 0.031 0.019
经数据计算分析比较和控制图 显示分析证明: 该测量系统可以接受
3 % GRR>30%,该测量系统不可接受。 4 分级数ndc≥5 5 均值图:50%以上的点要落在控制限外。 6 极差图:所有点均需在控制限内。
0 0 0
0 0 0
0 0 0
0 0 0
0 0 0
0 0 0
0 0 0
0 0 0
0 0.0103 0.047 0.031 0.039
0.0206
0 0.0103 0.047 0.031 0.039
UCLX LCLX
0.047 0.031 0.039
0
0
0 0 0
0 0 0
0
0.0206
0 0.0103 0.047 0.031 0.039
0.0206
0 0.0103 0.047 0.031 0.039
3 0.080 0.000 0.060 0.020 0.010 0.080 0.000 0.060 0.020 0.020 AVE 0.080 0.000 0.067 0.030 0.003 0.080 0.000 0.067 0.030 0.020 R 1 2 0.000 0.000 0.010 0.020 0.010 0.000 0.000 0.010 0.020 0.000 0.080 0.010 0.070 0.040 0.000 0.080 0.000 0.070 0.030 0.020 0.080 0.010 0.070 0.030 0.000 0.070 0.000 0.060 0.030 0.010 0.080 0.000 0.070 0.030 0.000 0.090 0.020 0.070 0.030 0.020 0.000 0.010 0.000 0.010 0.000 0.020 0.020 0.010 0.000 0.010 0.080 0.000 0.070 0.030 0.020 0.080 0.010 0.070 0.040 0.020 0.070 0.000 0.060 0.030 0.010 0.080 0.010 0.070 0.030 0.020
0.0011
重复性与再现性 (GRR) GRR = = 零件变差(PV) PV = = 总变差 (TV) TV = = {(GRR2 + PV2)}1/2 0.0243 RP x K3 0.0238 {(EV2 + AV2)}1/2 0.0049
一般特性测量系统可接受
% PV = = = = = 100 (PV/TV) 97.98% 1.41(PV/GRR) 6.9061 7
量具的重复性和再现性(GR&R)分析报告
编号:******* 零件图号 零件名称 特性规格 规格 上限
0.08
量具名称 量具编号 Φ 430 下限 2 3
0
评价者 A 评价者 B 评价者 C 分 析 人 对 6 象 7 8 9 10 0.040 0.038 xa ra 0.035 0.038 0.007 0.040 0.036 0.041 xb rb 0.039 0.008 0.042 0.038 xc rc X Rp R xDIFF
0.0206
0 0.0103 0.047 0.031 0.039
0.041 0.040 0.009 0.039 0.076 0.008 0.003 0.021
上控限
零件平均值 样 本 3 10 3 均 值 控 0.100 0.080 0.060 0.040 0.020
0.000
(ra + rb + rc) /3 = xDIFF = (Max x - Min x) = * UCLR = R x D4 = 制 图
零件总数 评价人数
下控限 评价人A 评价人B
评价人C
1
2
3
45678 Nhomakorabea9
10
中线
量具的重复性和再现性(GR&R)分析报告
YD/QP712-04 测量设备分析 重复性- 设备变差 (EV) EV =
=
% 总变差 (TV) 样本 2 3 K1 0.887 0.591 评价者 2 3 K2 0.709 % EV 0.524 = = 100 (EV/TV) 19.49%
UCLR
量具编号 测量范围 测 量 4 5
评价者 样本号 1 2 A 1
平均值
0.080 0.000 0.070 0.040 0.000 0.080 0.000 0.070 0.040 0.020 0.080 0.000 0.070 0.030 0.000 0.080 0.000 0.070 0.030 0.020
R x K1 0.0047
再现性 - 评价者变差 (AV)
AV = = {(xDIFF x K2)2 - (EV2/nr)}1/2
n = 零件数 零件 2 3 4 5 6 7 8 9
r = 样本数 K3 0.7087 0.5236 0.4464 0.4032 0.3745 0.3534 0.3378 0.3247 0.3145 取整数 ndc % GRR % AV = = = = 100 (AV/TV) 4.53% 100 (GRR/TV) 20.00%
UCLR
0.0206
0 0.0103
0.0206
0 0.0103 0.047 0.031 0.039
0.0206
0 0.0103 0.047 0.031 0.039
0.0206
0 0.0103 0.047 0.031 0.039
0.0206
0 0.0103 0.047 0.031 0.039
0.0206