金属基复合材料连接技术的研究进展
金属基复合材料的制备工艺原理课件

金属基复合材料在制备过程中常常涉及相变现象。相变是指材料在温度变化时, 内部组织结构发生改变的现象。通过控制相变过程,可以调整材料的力学性能、 热学性能和电学性能。
金属基复合材料的界面形成原理
界面形成机制
金属基复合材料的界面形成是材料制备过程中的重要环节。界面是基体与增强相 之间的过渡区域,其形成受到制备工艺、增强相的性质和基体的熔融特性的影响。
喷涂法
将增强相与金属粉末混合,通 过喷涂和热处理制备出金属基
复合材料。
提高金属基复合材料的性能与稳定性
1 2 3
优化增强相的分布和含量 通过优化增强相的分布和含量,可以提高金属基 复合材料的性能和稳定性。
选用高强度和高耐热性的增强相 选用高强度和高耐热性的增强相可以提高金属基 复合材料的性能和稳定性。
金属基复合材料的制 备工艺原理课件
• 金属基复合材料制备工艺的发展 趋势与展望
01
金属基复合材料概述
定义与分类
定义
金属基复合材料是由两种或两种以上 材料组成的新型材料,其中一种是金 属或合金,作为基体,其他材料作为 增强体。
分类
根据增强体的不同,金属基复合材料 可分为颗粒增强、纤维增强和晶须增 强等类型。
要点二
详细描述
机械合金化法通过高能球磨将金属粉末与增强相混合,在 球磨过程中通过粉末的反复碰撞和冷焊使材料发生合金化 和细化晶粒,从而获得具有优异力学性能的金属基复合材料。
电解法的能效提升
总结词
电解法是一种制备轻质、高强度的金属基复 合材料的方法,通过提高能效可以降低生产 成本。
详细描述
电解法通过电解液中的电化学反应将金属离 子还原成原子并沉积在阴极基体上形成金属 基复合材料。通过优化电解液的组成、电流 密度和电解温度等工艺参数,可以提高能效
钛基复合材料的研究与发展

散激 活能 相近 ,应 力 指数 与错 位 攀移 控 制蠕 变应 力 指数 一致 ,错位 结 构也 是典 型 的,形 成 了胞 状结 构 。 因此可 以肯定 ,在 低应 力 阶段 ,复合 材料 与 基 体 合 金 一 样 ,蠕 变 由错 位 攀移 速 率 控 制 。 从金 相 观 察 发 现 在 高应 力 阶 段 ,界面 空洞 较 多 ,因此 ,可 以认为 界 面损 失是 高应 力 阶段 蠕 变 的控制 因
钛基 复合 材料 (M s 以其 高的 比强度 、比刚 度和 抗高 温特 性 而成 为 TC) 超 高音 速宇 航 飞行 器和 下 一 先进 航 空发 动机 的候选 材 料 。TC 材料 的研 代 Ms 究 始于 7年 代 。8年 代 中期 , 美 国航 天飞 机 (A P O O NS )和 整 体 高性 能涡 轮 发 动机 技 术 (H TT 以及 欧 洲 、 日本 同类 发展 计划 的实施 ,给T C材 料发 IP E ) Ms 展提 供 了很 好 的机遇 和 巨大 的 资金 保证 ,从而 促进 了TC 材料 的 发展 ,使 Ms 之成 了8 年 代材 料科 学领 域 的 热点 。T C可 简 单分 为两 大 类 :非 连续 颗粒 0 Ms
合材 料蠕 变机 制 与基 体合 金 是相 同 的 。在低 应 力阶 段 ,激 活能 与T 的 自扩 i
2 3连 续纤 维增 强钛 基复 合材 料的 超塑 性变 形 日本研 究人 员研 究 了溅 射法 制 备的 复合 材料 的超 塑性 成 型特性 及其 中 的空 隙现 象 。他 们 采 用 的 基 体 是 富 的 口+ 钛 合 金 S一 0 。温 度 低 于 P 70 80 0 ̄ C,S 一0 会表 现 出 良好 的超 塑性 。基 体合 金箔 的名 义厚 度为 10 m, P 70 5g 增 强剂 为C D 制备 的连 续 sc V法 i涂层 ,涂层 均 匀分 散 于纤 维碳 基 体上 。溅 射 预 成型 时 将S S6 维缠 绕 至一 直径 为 50m C一 纤 0 m 的鼓 上 ,将氩 气 雾化 法 制备 的 直 径小 于 10g 5 /n的S 0 颗粒 等 离子 溅射 至 纤维 上 。S 一0 箔和 溅射 预 成 P 70 P 70 型 的SS 6 C一 纤维 采用 箔一 纤维 一 箔法 制成4 ( i同方 向 )的SS 6S -0 复 层 SC C 一/ P7 0 合材 料 。 溅射 预成 型 法制 备 的复合 材 料 的纤维 间距 比用 编 织网法 制 备的 复合 材 料 的纤 维 间距均 匀 得 多 ,也很 少 发现 间距 很 近 的纤维 。溅 射 复合 材料 表 现 出空洞 引起 的超 塑 性 ,其 延伸 率 比编 织复 合 材料 的大 得 多 。超 塑性变 形 的
连续SiC纤维增强钛基复合材料应用及研究进展

2023 年第 43 卷航 空 材 料 学 报2023,Vol. 43第 6 期第 1 – 19 页JOURNAL OF AERONAUTICAL MATERIALS No.6 pp.1 – 19引用格式:王敏涓,黄浩,王宝,等. 连续SiC纤维增强钛基复合材料应用及研究进展[J]. 航空材料学报,2023,43(6):1-19.WANG Minjuan,HUANG Hao,WANG Bao,et al. Application and research progress of continuous SiC fiber reinforced titanium matrix composite materials[J]. Journal of Aeronautical Materials,2023,43(6):1-19.连续SiC纤维增强钛基复合材料应用及研究进展王敏涓1,2, 黄 浩1,2*, 王 宝1,2, 韩 波1, 杨平华1, 黄 旭1(1.中国航发北京航空材料研究院,北京 100095;2.中国航空发动机集团 先进钛合金重点实验室,北京 100095 )摘要:连续SiC纤维增强钛基(SiC f/Ti)复合材料具有比强度高、比模量高、耐高温等特点,在航空航天领域具有重要的应用前景。
本文总结了SiC f/Ti复合材料的应用、制备、性能调控和检测技术,并提出了SiC f/Ti复合材料未来需要突破的瓶颈问题。
SiC f/Ti复合材料单向性能优异,在环类转动件(叶环、涡轮盘等)、杆件(涡轮轴、连杆、紧固件等)以及板类构件(飞机蒙皮等)具有明显应用优势。
常用的SiC f/Ti复合材料的制备方法有箔压法和基体涂层法,箔压法适合制备板类结构件,基体涂层法适用于缠绕形式的结构件,如环、盘以及杆等。
SiC f/Ti复合材料的性能主要取决于SiC纤维、钛合金基体以及纤维/基体界面。
SiC纤维微观结构和性能对制备工艺具有较强的敏感性,通过反应器结构和沉积条件调控获得性能稳定的SiC纤维是研究重点之一。
铝基复合材料凝固过程的研究进展
关键词 : 金属材料 ; 铝基复合材料 ; 凝固模 型; 显微组织 ; 流 对
中 图分 类 号 : G 4 .1 T II4 T 33 文 献 标 识 码 : 文 章 编 号 :01 0 1(070 — 07 6 T 162 ; G I.; B 3 A 10 — 2 120 )4 06 —0
V c= A 0 02一KP KL / 6 一1 ]( ) a口 ( / )[ ( ) 1
V : A 0 0 [ 一1 / [ , ( 一1 ] a 口 KL ( ) ] / 3 KP u )
() 2
uhma n5 考虑 到 固液界 面与 颗 粒之 间 的扩 l n 等 散 。随着 颗 粒 和 固 / 界 面 间距 离 的减 小 比表 面能 液 增 加 , 将 更有 效地 迫使熔 体 流进颗 粒 和液 / 这 固界面 间 区域 , 颗粒 的俘获 更 困难 。考 虑 到间 隙 间 的质 使 量 守恒 和化 学势 平衡 条 件 , 出 了式 ( ) 提 3 的方 程 , 式 中 : 为 正值 , 4和 5附近 [ ; 为单 位 体 积 内 的 在 5L
维普资讯
第5 9卷 第 4期 2 0 0 7年 l1月
有 色 金
属
Vo . 9. No. 15 4 No e e 2 0 0 7 v mb r
No f r o s M e as n e r u t l
铝 基 复 合 材 料 凝 固过 程 的研 究 进 展
作用模型 , 基体 合 金 的凝 固过 程 以及 对 流 对 组织 的 影 响 。 凝 固 时 , 料 的 热 物 理 性 能 、 态 合 金 的 粘 度 与 及 界 面 自由 能 的 变 化 影 材 液 响了 颗 粒 增 强 体 的行 为 。 同时 , 强 体 和 液 态 合 金 对 流 改 变 了 材料 的连 续 性 和微 观 结 构 。 增
金属基复合材料的现状与发展趋势

摘 要 :在过 去的二十多年 里 ,金属基 复合材料凭借其结 构轻量化 和优异的耐 磨 、热 学和 电学性 能 ,逐渐 在 陆上运输 ( 车 汽
和火 车) 、热 管理 、民航 、工 业和体育休 闲产业 等诸 多领 域实 现 商业 化的应 用 ,确立 了作 为 新材 料 和新 技术 的地 位。但 是 , 金属基 复合 材料的未来发 展仍 然面临不 确定性 ,既有 可能持续扩 大应用领域 和市 场规模 ,也有 可能在 其它 材料 和技 术 的竞争
领 域 和市 场规 模 ,也 有 可 能在其 它 材 料和 技 术 的竞 争 下
Ab ta t I tep s t o d cd s s r c : n h at w e a e ,me t x c m o i s( t ma i o p s e MMC )h v e n e t l h d a e t a n l a r t s a eb e s bi e sa n w mae l a d a s i r s
事 国防 向 民用 领 域 渗 透 ,如 今 已在 陆 上 运 输 ( 车 和 火 汽
征 与控制 问题 、可 调控 增 强体 空 间分 布 的复 合 技 术 与二 次加 工技 术 等 。这 一切 帮 助确 立 了金 属基 复 合 材 料作 为 新 材 料 和新 技 术 的地位 。但是 ,金属 基 复合 材 料 的 未来 发 展仍 然 面 临很 大 的不 确定 性 ,既 有 可 能持 续 扩大 应 用
a d r s r h. n e eac
Key wor ds: mea tx c mp sts rp re ;a piain tlmar o oi ;po e is p l t i e t c o
1 前 言
在过 去 的二 十几 年 中 ,金属 基 复合 材 料 逐 渐地 从 军
陶瓷基复合材料与金属连接的研究进展
专题综述 r 掳 缛
陶 瓷 基 复 合 材 料 与 金 属 连 接 的 研 究 进 展
西北工业大学摩擦焊接陕西省重点实验室( 西安市 707 ) 102 杨宏宝 李京龙 熊江涛 张赋升
摘要 陶瓷基复合材料是一种新兴 的热结构 材料 , 解决其 自身及其 与金 属的连 接工艺 , 是实 现其推 广应用 的 重要课题之一 。首先分析 了陶瓷基复合 材料 自身连接 及其 与金属连接的难点 , 在此 基础上从 解决被 连接材料 的化
临着一 些 基本 的共 性 问题 , 些 问 降低接头的连接强度 , 以, 所 应尽可能控制产物 层 厚度 ; 由于制 备 工 艺 的原 因 , M s内部 及 连 接 表 ③ C C
面会存 在一 定量 孔 隙 , 因此 , 要 连接 材 料 在 连接 温 度 需 下 熔化 , 在连 接前 为浆 料 等 流体 形 式 , 或 以便 能 够填 充
C s 接性 与物 理 匹配性 两方 面出 发 , 述 了国 内 外 MC 连 综 对 C s 接技 术 的最 新 进 展 , 重对 连 接方 法 、 理 MC 连 着 机
及其 应用 进行 了介 绍 。
1 CMO s连接 的难 点
研究 表 明 , 实现 C s自身 及其 与金 属 的可靠 连 要 MC 接, 应解 决 以下 几 个 问 题 : 在 连 接 温 度 下 , 接 材 料 ① 连 ( MC ) 被 连 接 材 料 ( MC 或 金 属 ) 产 生 化 学 反 C s与 C s 可 应 , 而在两 材料 界 面上形 成 较 强 的化 学 键 ; 由于 界 从 ② 面反应 的产 物 一 般 为 硬 脆 相 , 较 厚 的硬 脆 相 产 物 层 且
纳为 两 个方 面 : 学 相 容 性 与物 理 匹 配 性 。前 者 是 指 化 被连 接 材料 能够 在 连 接 界 面 上 比较 容 易 地 ( 比较 低 的
《TiB2颗粒增强铝基复合材料搅拌摩擦焊接及焊缝金属迁移行为研究》
《TiB2颗粒增强铝基复合材料搅拌摩擦焊接及焊缝金属迁移行为研究》一、引言随着现代工业的快速发展,对材料性能的要求日益提高,尤其是对于具有高强度、轻质、耐腐蚀等特性的材料需求尤为迫切。
TiB2颗粒增强铝基复合材料因其优异的物理和机械性能,在航空航天、汽车制造、电子封装等领域得到了广泛应用。
然而,该类材料的连接技术仍面临诸多挑战。
其中,搅拌摩擦焊接作为一种固相连接技术,因其独特的焊接原理和优良的焊接质量,成为了该类材料连接的重要手段。
本研究将探讨TiB2颗粒增强铝基复合材料的搅拌摩擦焊接技术及焊缝金属迁移行为。
二、TiB2颗粒增强铝基复合材料的特点TiB2颗粒增强铝基复合材料具有高硬度、高模量、良好的导电导热性能等优点。
其中,TiB2颗粒的加入有效提高了铝基体的力学性能和耐磨性能。
然而,由于其不均匀的分布和较高的硬度,使得该类材料的加工和连接成为一项挑战。
三、搅拌摩擦焊接技术及其应用搅拌摩擦焊接技术是一种固相连接技术,通过摩擦热和塑性变形实现材料的连接。
该技术具有焊接质量高、热影响区小、无需填充材料等优点。
在TiB2颗粒增强铝基复合材料的连接中,搅拌摩擦焊接技术得到了广泛应用。
四、TiB2颗粒增强铝基复合材料的搅拌摩擦焊接过程在搅拌摩擦焊接过程中,焊具的旋转和移动产生摩擦热,使焊缝金属达到塑性状态。
此时,TiB2颗粒在焊缝中起到强化作用,提高了焊缝的力学性能。
同时,通过控制焊接参数(如焊接速度、旋转速度等),可以实现对焊缝质量的精确控制。
五、焊缝金属迁移行为研究在搅拌摩擦焊接过程中,焊缝金属的迁移行为是影响焊缝质量的重要因素。
通过研究焊缝金属的流动、变形及分布情况,可以深入了解焊缝的力学性能和连接质量。
研究表明,TiB2颗粒的加入使得焊缝金属的迁移行为发生了明显变化。
一方面,TiB2颗粒阻碍了金属的流动和变形;另一方面,其高硬度和良好的导热性能有助于提高焊缝的力学性能和耐磨性能。
六、结论本研究通过实验和理论分析,深入探讨了TiB2颗粒增强铝基复合材料的搅拌摩擦焊接技术及焊缝金属迁移行为。
金属基复合材料综述
金属基复合材料综述专业:学号:姓名:时间:金属基复合材料综述摘要:新材料的研究、发展与应用一直是当代高新技术的重要内容之一。
其中复合材料,特别是金属基复合材料在新材料技术领域中占有重要的地位。
金属基复合材料对促进世界各国军用和民用领域的高科技现代化,起到了至关重要的作用,因此倍受人们重视。
本文概述了金属基复合材料的发展历史及研究现状,对金属基复合材料的分类、性能、应用、制备方法、等进行了综述,提出了金属基复合材料研究中存在的问题,探讨了金属基复合材料的发展趋势。
关键词:金属基复合材料;分类;性能;应用;制备;发展趋势Abstract: The research development and application of new composites are one of the important matters in modern high science and technology. This paper summarizes the met al matrix composites and the development history of the present situation and the classific ation of the metal matrix composites, performance, application and preparation methods, w as reviewed, and put forward the metal matrix composites the problems existing in the res earch, discusses the metal matrix composites trend of development.Keywords: Metal matrix composites; Classification; Performance; Application; Preparation; Development trend.1.引言复合材料是继天然材料,加工材料和合成材料之后发展起来的新一代材料。
铝基复合材料的发展现状及应用
3、复合增韧
复合增韧即采用不同方法协同增韧Al2O3 陶瓷, 常见的复合方式有延性颗粒与ZrO2 相变、异相颗 粒、ZrO2 相变与晶须等。并非任意增韧方式的复 合都能使Al2O3 陶瓷材料的韧性和强度同时提升。 复合增韧可实现集高韧与高强于一身的理想Al2O3 陶瓷基复合材料。
参考文献
1 李荣久. 陶瓷金属复合材料[M]. 北京: 冶金工业出版 社, 2004.369-377. 2 布莱恩哈里斯. 工程复合材料[M]. 陈祥宝, 张宝艳, 译. 北京:化学工业出版社, 2004. 141-149. 3 黄传真, 刘炳强, 刘含莲, 等. 原位生长碳氮化钛晶须 增韧氧化铝基陶瓷刀具材料粉末及制备工艺[P]. 中国: CN101054290, 20071017. 4 钟长荣, 毕松, 苏勋家, 等. A12O3 陶瓷自增韧研究进 展[J]. 粉末冶金材料科学与工程, 2007, 12(4): 193-196. 5 周玉. 陶瓷材料学[M]. 北京: 科学出版社, 2004. 128-235. 6 葛启录. Al2O3ZrO2 陶瓷材料的显微结构和力学性能 [D]. 哈尔滨: 哈尔滨工业大学, 1992.
1、 颗粒增强铝基复合材料的组分
颗粒增强铝基复合材料的组分包括基体和增强体。
基体的作用是: 固结增强体、传递和承受载荷、赋予 复合材料以特定的形状。基体是颗粒增强铝基复合材料的 主要承载组分。一般选用高强度的铝合金作基体。 根据软硬程度, 颗粒增强体可分为两种。一种是硬质 的陶瓷颗粒, 这种复合材料主要用于制作航空航天领域的 结构件、电子壳体、汽车发动机和其它零部件。另一种是 软质颗粒, 如石墨。主要用于制作发动机的缸套、轴瓦和 机座。
3、纤维增强铝基复合材料的制备 1)扩散连接法 2)粉末冶金法
金属基复合材料
金属基复合材料耐蚀性能研究现状现代科学的发展和技术的进步,对材料性能提出了更高的要求,往往希望材料具有某些特殊性能的同时,又具备良好的综合性能。
传统的单一材料已经很难满足这种需要。
因此,人们将注意力转向复合材料,复合材料是指由两种或两种以上成分不同,性质不同,有时形状也不同的相容性材料以物理方式合理的进行复合而制成的一种材料。
其以最大限度的发挥各种材料的特长,并赋予单一材料所不具备的优良性能,复合材料的性能还具有可设计性的重要特征[1]。
作为复合材料重要分支的金属基复合材料(MMCs),发展于20世纪50年代末期或60年代初期。
金属基复合材料是由连续的金属或者合金基体和增强体构成,具有一系列与金属性能相似的优点。
当今,作为金属基复合材料的基体有铝基、镁基、铜基、铁基、钛基、镍基、高温合金基、金属间化合物及难熔金属基等,目前,国内外学者研究的金属基复合材料基体主要集中在铝和镁两个合金系上。
增强体的选择要求与复合材料基体结合时的润湿性较好,并且增强体的物理、化学相容性好,载荷承受能力强,尽量避免增强体与基体合金之间产生界面反应等。
常用的增强体主要有C纤维、Ti纤维、B纤维、Al2O3短纤维、SiC晶须、BC颗粒、SiC颗粒、Si3N4颗粒、WC颗粒、Mo2C颗粒、ZrO2颗粒、ZrB2颗粒、A12O3颗粒、碳纳米管和石墨等。
增强相的选择并不是随意的,选择一个合适的增强体需要从复合材料应用情况、制备方法以及增强体的成本等诸多方面综合考虑[2]。
与合金和聚合物相比,金属基复合材料性能特点有:高比强度、高模量、高韧性、高导热导电性、膨胀系数小、耐磨性好、高温强度高、表面稳定性好等[3]。
金属基复合材料具有强大的综合性能,在外层空间结构以及一些工业领域中有广泛应用前景,因而继树脂基复合材料之后,掀起了对其研究开发的热潮[4]。
目前,金属基复合材料(MMC)作为材料的一个新兴领域已在航空航天系统,汽车系统及建筑等各个系统中得。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
稀有金属CHINESE JOURNALOF RARE METALS1999年 第1期 No.1 1999金属基复合材料连接技术的研究进展*高静微 摘要:对金属基复合材料的各种连接技术,包括熔融焊接 (钨惰性气体焊接、金属惰性气体焊接、电子束焊接、激光束焊接、接触电阻焊接、电容放电焊接、等离子体焊接)、固相连接 (扩散连接、摩擦连接、磁励电弧对接)、钎焊、胶粘、等离子喷涂连接、快速红外连接等工艺方法进行了系统地分析和总结。
简要介绍了各种连接方法的工艺特点和使用范围,重点对等离子喷涂连接和快速红外连接这两种新型技术的工艺过程进行了较为详细的说明。
对各种连接方法的优缺点及发展前景进行了分析和比较,提出应该加强MMCs接头的机械性能特别是断裂韧性和疲劳特性测试的工作,进一步优化MMCs连接技术。
关键词:金属基复合材料 连接技术 铝基合金 碳化硅Research and Development of Joining Techniques ofMetalmatrix CompositesGao Jingwei(General Research Institute for Non-ferrousmetals,Beijing 100088,China) Abstract:A number of joining techniques weresystematically reviewed,namely: fusion welding (tungsten andmetal inert gas welding,electron and laser beam welding,resistance, capacitor discharge,and plasma welding),solidstate bonding (diffusion bonding,friction andmagnetically impelled arc butt welding),brazing,adhesive bonding,plasmaspraying joining, rapid infrared joining. At first,the processes characteristics and use range of each joining technique were recommended briefly,particularly the detailed description aremade for the two new techniques,plasmaspraying joining and rapid infrared joining.secondly,the advantages, disadvantages and prospects of each technique were analyzed and compared with respect tomechanical properties of the joints and operationalsimplicity. Finally,it was proposed to optimise the joining techniques ofmMCs and improve themechanical properties,in particular, fracture toughness and fatigue properties. Key Words:Metalmatrix composites,Joining technique,Al-based alloy,siC particle 金属基复合材料 (MMCs) 作为一种结构材料,具有强度高、耐磨、耐高温的优良特性,而且这些性能可以根据用户的需要设计调整,在汽车业、航空航天业、国防工业、航运业、运动商品等方面的应用已越来越广泛,因此它的连接技术已显得非常重要。
目前的MMCs一般以轻合金 (如铝合金、镁合金、钛合金等) 作为基体,以陶瓷颗粒或纤维 (SiC、Al2O3、B4C等) 作为加强物,由于基体与加强物性能的不同,使得这种先进材料的焊接成为一个难题,与价格问题[1]一样成为限制它走向大规模实用化的障碍。
目前对于MMCs连接技术的研究十分欠缺,尚未开发出任何一种成熟的MMCs 焊接技术。
本文对目前用于MMCs的各种连接技术进行了系统地总结,这些技术包括熔融焊接 (钨和惰性气体焊接、电子和激光束焊接、接触电阻焊接、电容放电焊接、等离子体焊接)、固相连接 (扩散连接、摩擦焊接和磁励电弧对接)、钎焊和胶粘、等离子喷涂连接、快速红外连接,对各种技术的工艺特点、使用范围、优缺点、发展前景进行了分析比较。
这些方法都可以用于连接MMCs工件,但要使这些带有接头的MMCs 工件在实际中应用,还有一些问题需要解决。
1 应用于MMCs的常规连接技术 金属基复合材料根据基体材料的不同,可分为铝基、钛基、镁基复合材料,根据增强物的种类不同,可分为颗粒增强、晶须增强、短纤维增强、长纤维增强复合材料,同时材料的基体成分、增强物成分及尺寸都是可以根据需要人为设计的,因此MMCs的种类十分繁多。
不同的复合材料具有不同的高温性能和机械性能,需要不同的连接技术,所以用于MMCs的连接技术种类较多,目前可以在实际中应用的有十几种。
1.1 熔融焊接 目前在MMCs的熔融焊接方面的研究工作相对多一些[2~4],这些工作研究结果表明,各种熔融焊接方法可以用于MMCs,但是效果不够理想,特别是对于铝基MMCs,还存在着一系列的问题需要解决,主要有 (1) 常规的熔融焊接需要在高温下进行,而高温会引起复合材料基体与加强物界面上的化学反应,如在SiC颗粒加强的铝基MMCs中,SiC颗粒与铝基体发生反应生成大量脆性Al4C3,从而导致材料的力学性能大幅度下降;(2) 常规的熔融焊接加工MMCs,当基体被加热到熔点以上融化时,加强物仍然保持固态,因此熔池粘滞性很高,基体与增强物很难融合,在焊池的冷却过程中会发生加强物的剥离;(3) 如果MMCs采用粉末冶金法制造,闭塞在材料里的气体会在焊池凝固时冲出,导致大量的气孔在焊池和热影响区 (HAZ) 形成。
这些问题可以通过在焊池中添加合金化元素、提高焊接热循环速度、减少焊接时工件的热输入等方法在一定程度上得到缓解。
1.1.1 钨极惰气保护焊接 (TIG) TIG法是在惰性气体保护下,钨电极和焊接工件间产生电弧使工件局部熔化连接在一起,必要时可添加焊料。
铝基MMCs结构件采用TIG法的标准焊接程序和设备即可,但需要进行一些预处理或者添加焊料。
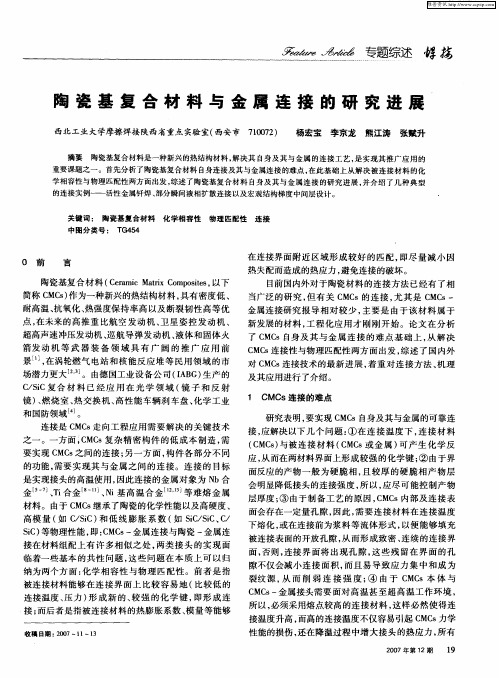
如Duralcan W6A.10A压延件,添加富含镁的焊料ER5356可获得较为理想的接头 (接头的机械性能见表1[4]);6061-T6/20SiC p工件,在焊接前需进行真空排气,焊接时添加富含硅的铝焊料ER4043或4047可获得较为理想的接头,真空排气可去除粉末冶金法制造MMCs时材料内部存留的氢气,避免焊接处产生气孔,而ER4043和4047焊料可增强SiC颗粒在基体中的润湿性,抑制SiC颗粒与铝基体发生反应。
其他还有2080/20SiC p添加ER4047、7475/20SiC p添加ER4047、Duralcan F3S.20S铸件添加ER4047、6061/B添加ER4043都可以用TIG方法获得较好的焊接效果。
表1 Duralcan W6A.10A-T6自行车管TIG焊接接头的机械性能材料拉伸强度/MPa屈服强度/MPa伸长率/%6061-T6324290 5.0Duralcan W6A.10A-359324 5.0 T6Duralcan W6A.10A-310283 2.2 T6接头 1.1.2 金属极惰气保护焊接 (MIG) MIG法是把小直径电极丝放在焊接工件处,电极丝与工件之间产生电弧使工件熔化,为了保护熔融的高温材料,需在电极丝周围通入惰性气体。
MIG方法与TIG方法一样在焊接MMCs方面受到研究人员较多的关注。
该方法也可用于Duralcan W6A.20A压延件的焊接,为获得较好的焊接效果,需添加焊料ER5356,接头经过热处理后,拉伸强度超过类似条件焊接的6061-T6合金接头。
MIG方法如用于粉末冶金法获得的Al/SiC p mMCs,也需要经过真空排气并使用ER4043焊料,得到的接头强度超过精锻合金的接头[5]。
MIG与TIG两种方法焊接MMCs在技术上都是比较可靠的,为了比较这两种方法,用这两种方法焊接Comral 85mMCs (20μm的Al2O3颗粒加强的6061合金),然后对接头的微观结构进行分析,结果表明两种接头上都分布着较多的孔洞,但MIG比TIG技术稍少一些,这与TIG法的焊池温度高有关。
1.1.3 电子束焊接 (EBW) EBW是在真空条件下,将阴极发生的电子束通过正电压加速然后用磁透镜聚焦在工件表面,电子束撞击焊接材料表面产生热量使工件熔融焊接在一起。
电子束的能量密度可达106 W/cm2,而TIG方法的能量密度只有102 W/cm2,因此该方法得到的焊缝深度大而宽度小。
EBW焊接方法具有热循环速度快和工件热输入小的特点,可有效地抑制脆相Al4C3的形成[6]。
EBW方法可用于薄片形纤维加强MMCs (1.2μm厚片形VKA-2Al/B复合材料) 的对头焊接[7],测试表明该方法的确可减少焊接过程中脆相Al4C3的形成,但对焊接工件的几何形状有较严格的限制。
1.1.4 激光束焊接 (LBW) LBW方法与EBW方法类似,也是一种能量束焊接方法,能量密度约为106 W/cm2。
采用光学透镜聚焦,高能量密度的激光束与工件表面相互作用产生耦合效应使MMCs 熔融焊接在一起。
脉冲和连续激光器都可用于铝基MMCs的焊接,脉冲Nd-YAG激光器焊接SiC颗粒增强Al-Cu合金[8]的研究表明,SiC p与铝的反应程度与激光能量输入成正比,因此通过精确控制激光输出参数 (主要指激光强度和脉冲持续时间) 可以控制焊接熔融区内脆相Al4C3的形成,在适当的激光强度 (≤4.0×109 W/cm2) 和脉冲时间 (8~10ms) 下,焊区内脆相的数量和尺寸都大大减少。
连续 (CW)CO2激光器与脉冲Nd-YAG激光器焊接A356/15SiC p复合材料的比较表明,连续激光器的焊接效果比脉冲激光器差一些。
1.1.5 接触电阻焊接 接触电阻法是利用焊接材料之间的电阻,通入外接电流产生热量完成MMCs的焊接。
硼丝加强铝合金MMCs的焊接研究表明,硼丝在焊池中完全被破坏,获得的焊缝脆性高强度低,因此该方法不适合焊接这种复合材料。