7加工中心刀库捷径方向选择控制
盘式刀库的选刀控制设计
摘要:设计了一套由西门子S7-300 PLC 在数控加工中心刀具库转位自动选择的方案,阐述了设计要求,并根据要求进行方案设计,确定了PLC 输入和输出的地址分配、接线控制等,最后设计出梯形图并进行实物调试,经调试该设计方案能满足设计要求。
关键词:S7-300; PLC; 数控加工中心; 刀具库数控加工中心在加工工件时需要根据加工工艺的要求进行刀具库转位自动选择刀具。
由于数控加工中心在实际加工工件时多数采用任意转位自动选择刀具的方式,本文着重讨论S7-300 PLC 在数控加工中心刀具库控制中,采用任意转位自动选择刀具的设计应用。
经在实际加工中应用该方案,能有效地实现刀具库换刀准确的自动选择,具有良好的加工效率和加工精度。
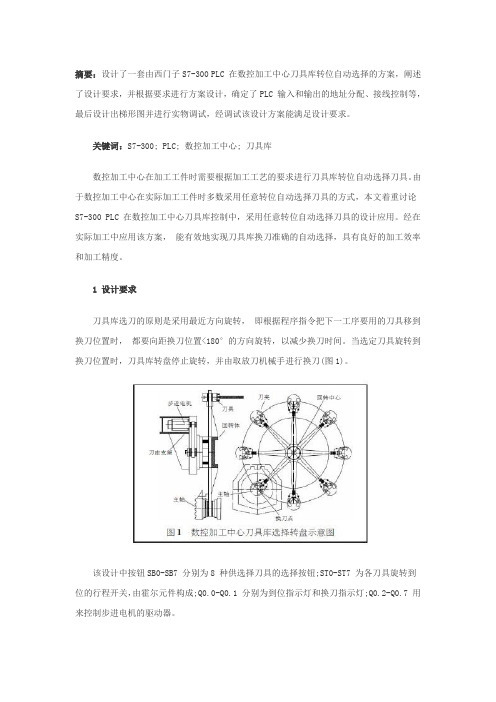
1 设计要求刀具库选刀的原则是采用最近方向旋转,即根据程序指令把下一工序要用的刀具移到换刀位置时,都要向距换刀位置<180°的方向旋转,以减少换刀时间。
当选定刀具旋转到换刀位置时,刀具库转盘停止旋转,并由取放刀机械手进行换刀(图1)。
该设计中按钮SB0-SB7 分别为8 种供选择刀具的选择按钮;ST0-ST7 为各刀具旋转到位的行程开关,由霍尔元件构成;Q0.0-Q0.1 分别为到位指示灯和换刀指示灯;Q0.2-Q0.7 用来控制步进电机的驱动器。
2 硬件设计根据设计方案要求,该数控加工中心刀具库转位控制选择需要16 个输入端和4 个输出端,在保证稳定的性能和以后升级改造需要的前提下,我们采用西门子公司的S7-300 CPU314C-2DP 和众为兴技术有限公司Q2-BYG403BM 二相步进驱动器进行控制设计。
CPU314C-2DP 是一个用于分布式结构的紧凑型CPU,内置24 个数字量输入(所有输入都可用作中断处理)和16 个数字量输出,以及4 个模拟量输入和2 个模拟量输出,足以满足该设计及以后升级改造的需求。
Q2-BYG403BM 二相步进驱动器,可驱动二相四、六、八线混合式42、56、85、86 系列步进电机。
PLC课程设计---加工中心换刀PLC控制

综合成绩优秀()良好()中等()及格()不及格()教师(签名)批改日期2012年月日PLC 课程设计报告院系电子与电气工程学院专业电气工程及其自动化2012年11月课程名称:加工中心换刀PLC控制一、控制要求:加工中心换刀装置有16把刀,装置由一台电机正反转拖刀盘使相应的槽位对准换刀装置,正反转每接通2秒断开1秒则沿着相应的方向转过一个位置。
当相应的槽位好对准换刀位置时,放刀流程为:手臂左移(YV1)至SQ1,下摆(YV2)至SQ2,放刀(YV3),3秒后手臂上摆(YV4)至SQ3,右移(YV5)至SQ4结束取刀道流程同放刀(区别是取刀接通YV6)。
有16个按钮确定目标刀号和1个按钮实现手动调节当前的刀号(MW10)。
1)手动按钮持续按下则电动机正转且每接通2秒断开1秒持续工作,且MW10值为1。
2)按下相应目标刀号按钮则先判断应该正转还是反转(以效率为基准),然后确定换刀步数,到目标刀号停止且将MW10值更改为目标刀号值。
二、控制系统设计分析2.2.1 刀套编码方式刀套编码方式是对刀库各刀座预先编码,每把刀具放入相应刀座之后就具有了相应刀座的编码,即刀具在刀库中的位置是固定的。
2.2.2 顺序选刀方式将刀具按加工工序顺序依次放入刀库的每一个刀座中。
每次换刀时,先把已经使用过的刀具放回原来的刀座中,然后刀库顺序转过一个刀座位置,并取出所需要的刀具。
这种法有利于对换刀过程的控制,但是,由于刀具在不同的工序中不能重复使用,如果刀具不按顺序放在刀库中,将会产生严重的后果。
这样就必须增加刀具的数量和刀库的容量,这样降了刀具和刀库的利用率。
2.2.3 刀具编码方式刀具编码方式就是刀具在刀库中不必按照工件的加工顺序排列,可以任意排放的。
每把刀具均编上代码,自动换刀时,刀库旋转,每把刀具都要经过“刀具识别器”接受识别。
当刀具代码与数控机床发出的请求代码相符时,刀库旋转到换刀位置,等待机械手取刀。
2.2.4 随机选刀方式这种方式主要由软件完成选刀, 消除了由于识别装置的移动性和可靠性所带来的选刀误差,大大提高了选刀精度并简化了控制装置。
CNC - 圆盘式刀库,加工中心刀库,吉辅刀库,圣杰刀库,德大刀库
原點 --> 扣刀角 --> 鬆刀 --> 旋轉 180 度 --> 夾刀 --> 原點(五個步驟單 節) 半自動模式(CNC PIN3 與 CNC PIN1 導通): 將 CNC PIN3 與 CNC PIN1 導通時,ATC 系統進入半自動模式,每觸發一次 ATC RUN 執行系統一個單節動作,動作如下。
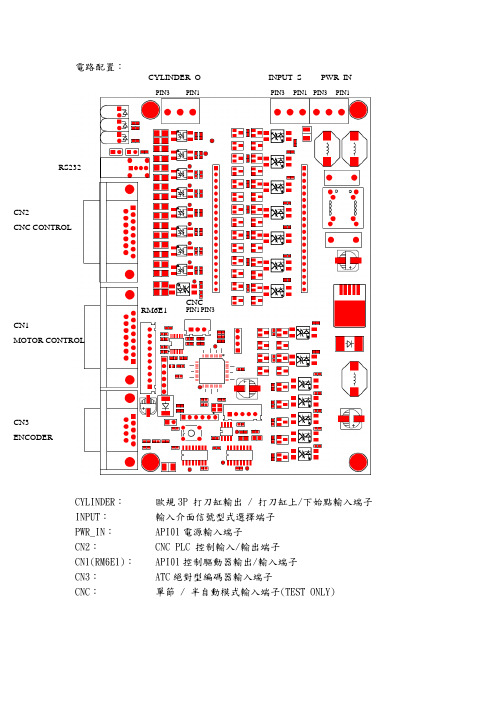
CYLINDER_O 歐規端子 腳位 1 信號名稱 CLINDERO1 說明 打刀缸氣壓閥控制輸出。(共通點為 CA0) 輸出為電晶體輸出型式,輸出電流最大 100mA,控制打刀 缸氣壓閥門需以繼電器轉接控制。 2 3 SENSOR1 SENSOR2 打刀缸上始點近接開關輸入 打刀缸下始點近接開關輸入
※空壓壓力到達信號說明: 請 CNC 廠依照選購氣壓打刀缸調整壓力到達信號,確認 CNC 空壓壓力到達調整於氣壓打刀缸容 許的最低動作壓力。
ATC 編碼器輸入端子 CN1 DSUB-9PIN 公(PCB) 信號輸入 ※ATC 編碼器出口線為 1 米需自行延長至電控箱。 腳位 1 2 3 4 5 6 7 8 9 CNC 控制端子 CN2 DSUB-15PIN 公(PCB) 信號輸入 腳位 信號名稱 說明 信號名稱 SCLK+ SCLKSCSN+ SCSNSSDI+ SSDIVCC GND +5V 電源※API01 板提供 5G 地線※API01 板提供 說明 絕對值串列編碼器輸入
輸出信號:
輸出信號 STATUS BIT0 STATUS BIT1 說明 ATC 角度狀態顯示,代替傳統 ATC 訊號輪 SENSOR LED 顯示 。(可修改參數修改 STATUS BIT0 & STATUS BIT1 的輸出角度) ALARM BIT0 ALARM BIT1 ALARM BIT2 ALARM BIT 提供 CNC 讀取異常狀態使用(ALMO = 0) BIT2 0 0 0 0 1 1 1 1 BIT1 0 0 1 1 0 0 1 1 BIT0 0 1 0 1 0 1 0 1 = 正常 = ATC 異常 = 打刀缸(提早打刀) = 打刀缸(延遲打刀) = 打刀缸(提早拉刀) = 打刀缸(延遲拉刀) = CNC NOT READY 啟動 = 伺服異常 ATC CNC ATC CNC 備註 ATC CNC ATC CNC
加工中心控制方案

加工中心控制方案加工中心是一种重要的机械设备,广泛应用于工业生产中的金属加工领域。
它通过控制加工工具在三个坐标方向上的运动,实现对工件的精确切削加工。
而加工中心的控制方案则是实现其精确加工的关键。
一、数控系统加工中心的控制方案首先离不开数控系统。
数控系统是通过计算机控制加工中心的运动,以完成加工任务。
它包含硬件和软件两个部分。
硬件部分主要由数控装置、伺服驱动器和编码器等组成,这些设备配合工作,确保加工中心的精确控制。
而软件部分则是编程软件,用于生成加工任务的切削路径和加工参数等设定。
数控系统具有高速准确、可靠稳定等特点,是加工中心控制的核心。
二、伺服驱动伺服驱动是加工中心控制方案中的另一个重要组成部分。
伺服驱动可以通过控制电流、电压等参数,精确控制加工工具在各个方向上的运动。
它在加工中心中起到类似于人的神经系统的作用,可以感知并调整工具的位置和运动状态。
伺服驱动的精度和稳定性对加工中心的加工精度有着直接的影响。
三、自动换刀系统加工中心通常需要使用多种不同的刀具进行加工,因此配备自动换刀系统也是控制方案中的一个重要环节。
自动换刀系统能够快速、准确地更换刀具,提高加工效率和自动化水平。
同时,自动换刀系统还需要与数控系统进行无缝衔接,确保刀具的正确选择和切换。
四、切削参数优化除了硬件设备的控制外,切削参数的优化也是加工中心控制方案中的一个关键环节。
不同的工件材料和形状需要不同的切削参数,如切削速度、进给率等。
合理的切削参数能够提高加工质量和效率,降低能耗和损耗。
因此,切削参数的优化也需要在加工中心控制方案中予以考虑。
五、机床的维护保养除了控制方案的设计和优化外,机床的维护保养也是保证加工中心长期稳定运行的关键。
定期的保养维护可以延长机床的使用寿命,减少故障发生的概率。
同时,机床操作员的培训和技术支持也是不可或缺的。
只有通过全面的维护保养,加工中心才能发挥其最佳性能。
六、智能化控制随着信息技术的快速发展,加工中心的控制方案也呈现出了智能化的趋势。
PAC系统实训装置实训指导书(GE)
PAC系统实训装置实训指导书(GE)安全注意事项1.使用时注意直流电源的220V电源进口处,一定不要用手触摸,每次上电之前查看是否脱落,以防触电!2.保证网孔板上有一个实验模块,并把24V+(红色电源线)、24V-(黑色电源线)接进模块,以防设备直流电源短路。
3.在本系统中,所有的实验模块输入都采用外正内负(外部共正,给PLC提供负电源)的接线方法,输出模块都采用外负内正的接线方法;所有的控制对象输入、输出都采用外负内正的接线方法。
如有接错,会损坏PAC模块或设备上传感器等元器件。
4.在确认接线正确的情况下接通电源。
5.请使用额定电压,以防发生意外事故。
6.必须使用带有接地端子的多功能插座, 确认主要插座的接地端子有没有漏电。
7.设备在安装或移动时,请切断电源。
使用注意事项1.长时间不使用设备时请切断电源。
2.在光线直射, 灰尘, 震动, 冲击严重的场所请勿使用。
3.请勿用湿手触摸电源插头.防止触电或火灾。
4.用户在任意分解, 修理, 改造下无法享有正常的保修权利。
目录第一章 PROFICY MACHINE EDITION编程软件 .... - 1 -1.1 PROFICY MACHINE EDITION概述......................................................................... - 1 -1.2 PROFICY MACHINE EDITION组件......................................................................... - 2 -1.3软件安装................................................................................................................. - 2 -1.4 工程管理................................................................................................................ - 3 -1.4.1打开V ERSA M AX N ANO/M ICRO PLC工程. (3)1.4.2创建V ERSA M AX N ANO/M ICRO PLC工程 (5)1.5 输入梯形图程序.................................................................................................... - 5 -1.6 上传/下载.............................................................................................................. - 6 -第二章实训内容............................ - 8 -实训一电机正反转控制.............................................................................................. - 8 -实训二多种液体混合模拟控制................................................................................ - 11 -实训三舞台灯光控制................................................................................................ - 13 -实训四交通信号灯自动控制.................................................................................... - 15 -实训五加工中心刀库捷径方向选择控制(自动刀库)........................................ - 17 -实训六自动成型机的控制........................................................................................ - 19 -实训七轧钢机模拟控制............................................................................................ - 21 -实训八洗衣机模拟控制............................................................................................ - 23 -实训九三层电梯模拟控制...................................................................................... - 25 -实训十机械手搬运控制............................................................................................ - 27 -实训十一模拟喷泉控制............................................................................................ - 29 -第一章 Proficy MachineEdition编程软件1.1 Proficy Machine Edition概述Proficy Machine Edition 是一个高级的软件开发环境和机器层面自动化维护环境。
加工中心刀库定位控制的改进

3 辑 处 理 电路 . 逻
逻辑处理 电路是刀 库定位控 制的核心 , 主要完 成如下功能 : 计算最佳找刀路径 , 控制链条正反转及启停 , 快速找到要求刀座 的精定位 区 , 控制精确定位及输 出定位完成信 号。 但是该类型刀 库随着使用时 间的推移 , 变形量( 其 即每两个
性 关 系 。 由于 刀 具 的刀 柄 是 圆形 结 构 ,两 个 接 近 开 关 为 平 行 安
序计算 出刀库应 转动的角度 ,并通知 C C按此值 去运转刀库 。 N
当 C C控制刀库运转到位后 , 即通知 P C 粗定位完成 。 N 立 L, 刀库 精定位是 当 P C接到 C C发出的粗定位到位信号后 ,L L N P C立即 开始对两个精定位开关输 出值进行 比较 , 并通知 C C低速运转 N 刀库 , 直到精定位到位 。
它们的感应灵敏度高 。
负最大值 , 则刀库链反 向转 动 ; 出比较结果 由正负最大值转 换 输
为… , 0’则该刀座位 于两个接 近开关正 中位置 , 即刀 库精确定 位
位置。通 过调整零 位置窗的阈值大小 , 调整刀座的定位精度 。 可 窗 口值偏 大则 定位精度 低 , 偏小则导致刀库链 抖动 , 无法 完成 定
三 、 进 刀 库 定 位 控 制 的硬 件 选 择 及 P G 控 制 程 序 改 L 1 件 选 择 . 硬
装 ,所 以当移动的刀柄 随着链条 的转 动从某一 方向经过两个接 近开关时 ,两个接近开关各输 出一个 近似 正弦规律变化 的电压 信号 , 两个信 号存 在着 一个 相位差 。
1 mA。 0
刀位之 间的间隙量) 也在不 断变化 , 无法采用 电气补 偿的办法来
加工中心常用刀库类型有哪些?推荐学习!
加⼯中⼼常⽤⼑库类型有哪些?推荐学习!⼀、⽃笠式⼑库⼀般只能存16~24把⼑具,⽃笠式⼑库在换⼑时整个⼑库向主轴移动。
当主轴上的⼑具进⼊⼑库的卡槽时,主轴向上移动脱离⼑具,这时⼑库转动。
当要换的⼑具对正主轴正下⽅时主轴下移,使⼑具进⼊主轴锥孔内,夹紧⼑具后,⼑库退回原来的位置。
⼆、圆盘式⼑库圆盘式⼑库通常应⽤在⼩型⽴式综合加⼯机上。
'圆盘⼑库'⼀般俗称'盘式⼑库',以便和'⽃笠式⼑库'、'链条式⼑库'相区分。
圆盘式的⼑库容量不⼤,顶多⼆、三⼗把⼑。
需搭配⾃动换⼑机构ATC(AutoToolsChange)进⾏⼑具交换。
三、链条式⼑库链条式⼑库的特点是可储放较多数量之⼑具,⼀般都在20把以上,有些可储放120把以上。
它是藉由链条将要换的⼑具传到指定位置,由机械⼿将⼑具装到主轴上。
换⼑动作均采⽤马达加机加⼯中⼼使⽤的⼑库最常见的形式是圆盘式⼑库和机械⼿换⼑⼑库。
⼀、⾃动换⼑装置的形式 1.回转⼑架换⼑ 回转⼑架是⼀种最简单的⾃动换⼑装置,常⽤于数控车床。
可以设计成四⽅⼑架、六⾓⼑架或圆盘式轴向装⼑⼑架等多种形式。
回转⼑架上分别安装着四把、六把或更多的⼑具,并按数控装置的指令换⼑。
回转⼑架在结构上必须具有良好的强度和刚度,以承受粗加⼯时的切削抗⼒。
由于车削加⼯精度在很⼤程度上取决于⼑尖位置,对于数控车床来说,加⼯过程中⼑具位置不进⾏⼈⼯调整,因此更有必要选择可靠的定位⽅案和合理的定位结构,以保证回转⼑架在每次转位之后,具有尽可能⾼的重复定位精度(⼀般为0.001~0.005mm)。
⼀般情况下,回转⼑架的换⼑动作包括⼑架抬起、⼑架转位及⼑架压紧等。
2.更换主轴头换⼑(⼑具旋转为主运动) 更换主轴换⼑是带有旋转⼑具的数控机床的⼀种⽐较简单的换⼑⽅式。
这种主轴头实际上就是⼀个转塔⼑库,如图7-15所⽰。
主轴头有卧式和⽴式两种,通常⽤转塔的转位来更换主轴头,以实现⾃动换⼑。
“实现刀库控制及自动换刀”的思考题
1 刀库电机的控制要求和电气控制原理是什么?答案:(1)松刀紧刀手动控制:按下松刀按钮松刀,松开松刀按钮紧刀(2)松刀紧刀自动控制:M82松刀,M83紧刀.(3) M80到库向前(推出)(4) M81到库后退(退回)(5)手动模式下按一下手动到库正转按钮,刀库正传一个单位;按一下手动反转按钮,刀库反转一个刀位.(6)允许刀库点动的情况下按住刀库手动按钮时,该指示灯亮;松开刀时,指示灯灭.(7)自动模式下运行TxxM87指令,刀库将Txx中的目标刀号旋转到当前位置。
(8)刀库运行M87指令旋转时,能自动选择正反转捷径。
(9)自动模式下运行M88指令,刀库将主轴所在刀坐旋转到当前位置。
(10)自动模式下运行M19指令,主轴实现准停。
(11)自动模式下运行TXXM06指令,刀库先将主轴上的刀还原到刀库原位,再取T号刀。
电气控制原理:刀库电机选用三项普通交流异步电机,由交流接触器KM1和KM2实现正反转控制,电机带动刀盘旋转实现刀位变化。
刀库正转时,PLC输出Y地址将继电器KA1的线圈通电,KA1的常开触点再接通,然后带动KM1线圈通电,实现刀库的正转。
刀库反转同理。
刀库的正转与反转是通过PLC程序实现的。
刀库的推出和退回通过气缸由气动实现。
当刀库需要推出时,由PLC的输出Y地址将继电器KA10接通,KA10的触点再接通电磁阀YV2,从而实现刀库的推出;同理,当刀库退回时,断开电磁阀YV2,压缩空气通过汽缸带动刀库退回。
2 刀库上有哪些检测信号,使用的是什么元件,连接在I/O模块的输入地址是什么?答案:3 为实现刀库的各动作如正反转和推出、松刀等,I/O 模块的输出端连接的是什么电器,相应的输出地址是什么?答案:4 用流程图方式描述自动换刀的动作流程是什么?答案:5 手动模式下实现刀库的正反转点动控制,这种控制的目的是什么?在机床面板上选用手动按键,相关地址是什么?答案: 实现手动换刀的目的刀库手动正转按钮X28.1刀库手动反转按钮X28.26 实现刀库各动作相关的M 代码是什么,列出每个动作的M 代码。
数控加工中心刀库控制PLC设计
毕业论文数控加工中心刀库控制PLC设计姓名学院专业班级指导教师年月日数控加工中心刀库控制PLC设计[摘要] 介绍了某型数控加工中心刀具库的PLC 控制设计,在分析控制要求的基础上,选用S7-200CPU224 控制器和EM221 (CN)扩展模块,并设计出相应控制程序。
控制程序包含:纪录当前刀具号、请求刀具号、转盘转动方向判断并确定转盘正反转、换刀定时及换刀指示灯闪烁等部分,程序结构性好、可读性强、运行效率高。
能很好地满足实用要求。
[关键词]□数控加工中心□□刀具库□□S7-200□□可编程控制器PLC Control System Design of Pneumatic ExperimentManipulator[Abstract]The numerical control manufactureing center about tool storeroom of PLC Control is presented , the simatic S7-200 CPU224 PLC and EM221 (CN) are elected, the control program is projected based on analysis control request. The control program is made up of the current tool number recorded、the tool number requested、the turntable turning estimated and direction confirmed、the conversion time and the dicator light glittered about tool, so the program is fine in instructue, good in reading and run faster in efficiency. It is very satisfied in application.[Keywords]□the numerical control manufactureing center□□tool storeroom□□S7-200 PLC□□PLC目录引言 (1)一、数控机床组成结构及工作过程 (1)二、数控机床PLC和NC的关系 (2)三、控制要求 (3)四、编程方法与规则 (4)(一)编程要求 (4)(二)编程方法 (5)五、PLC 控制系统设计 (6)(一)I/O地址分配及PLC的选择 (6)(二)PLC控制程序 (7)六、数控机床的发展方向 (9)结论 (11)致谢 (12)参考文献 (13)附录一:英文原文 (14)附录二:英文译文 (16)引言某型数控加工中心小型刀具库由八种刀具、换刀转盘和取放刀机械手组成。
加工中心刀库自动换刀的控制
#" 镗刀杆! $" 镗刀! (" 上下调整螺钉 ’" 两侧调整螺钉
图! #
此刀具的特点:可用于组合机床或其他机械加工机 床,结构紧凑,制造简单,使用灵活。效率高,且在刀 具磨损后可调整继续使用,有效延长刀具寿命,减小机 床夹具调整时间。
( 收稿日期:$&&5&$#5 )
############################################
冷加工
! " " # 年 第 $% 期 # !" ! ! !" " # $ % & ’ & ( )" $ * "" $ ’
刀! ! 具
!"##$%& ’(()*
( # ) 刀套垂直到位,发出到位信号,主轴定向给出 位置到达确认信号。 ( $ ) 机械手从原始位置起动,旋转 %&’ 到达机械手 夹刀位置。 ( ( ) 机械手抠刀到位发出停止信号,把刀具从主轴 和刀套中取出,机械手电动机停止。 ( ) ) 抠刀确认及刀具松开给出到位信号。 ( * ) 刀具夹放松完毕,起动机械手旋转 +*&’ ,到达 刀具更换位置。 ( % ) 机械手电动机停止信号使机械手电动机停止。 ( +& ) 装刀确认及刀具夹紧给出到位信号。 ( ++ ) 机械手电动机起动,使机械手回到原始位置。 ( +, ) 机械手电动机停止信号,使机械手电动机停 止。 ( +- ) 机械手原始位置开关发信号。 ( +# ) 控制刀套翻转 ( 水平) 的电磁气阀得电。 +$ ) 刀套翻 转 处 于 水 平 位 置 的 接 近 开 关 发 信 号 ( ( 刀库换刀动作完成) 。 刀库及机械手的动作可以由 ./ 来控制,也可以由 01/ 来控制,由于该刀库选用的普通的 三 相 异 步 电 动 机,故采用 01/ 来控制刀库及机械手的动作。由于该机 床数 控 系 统 为 *#&23 456789:;7, 它 内 部 集 成 了 <) — -+$ —,20 的 01/ 系统,为 01/ 编程控制刀库和机械手 的动作提供了方便。01/ 程序设计采用了模块化、参数 化和标准化的编程方法,按控制功能将程序块分成不同 的功能块,利用程序块形式的参数编程特点,将控制功 能程序标准化。程序结构如图 - 所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目 录
课程设计题目:加工中心刀库捷径方向选择控制 ............................................................................. 2
一、系统描述及控制要求..................................................................................................................... 2
二、输入输出端口配置......................................................................................................................... 2
三、程序流程图 .................................................................................................................................... 3
四、硬件接线图 .................................................................................................................................... 4
五、设计梯形图程序 ............................................................................................................................ 5
六、指令表 ............................................................................................................................................ 5
七、系统调试 ........................................................................................................................................ 5
实训设计心得 ........................................................................................................................................ 5
参考文献 ................................................................................................................................................ 6
2
课程设计题目:加工中心刀库捷径方向选择控制
一、系统描述及控制要求
系统描述:
下图为加工中心刀库旋转装置示意图,上面有8个刀,每个刀有相应的刀号地址(1~8),刀
库转动时有霍耳元件检测刀号位置。
假设当前当前刀号为7,所要取的刀号为4,旋转装置按最近的方向旋转,即反转(顺时针方
向)。
二、输入输出端口配置
送数开关 0000 刀号符合信号输出 1000
启动开关 0001 正转输出 1001
刀号计数开关 0002 反转输出 1002
电机电源输入端 COM0 一号刀库 X10
COM1 二号刀库 X11
拨码开关公共端 0V 三号刀库 X12
1---X4 四号刀库 X13
2---X5 五号刀库 X14
1
2345678
FH
T
3
4---X6 六号刀库 X15
8—X7 七号刀库 X16
八号刀库 X17
三、程序流程图
T---201
T1--202
201=202?201>202?201+8203203-202210210>=4?刀库正转201+1201201>8?201-8201换刀结束刀库反转201-202210201-1201201<1?201+8201YNY
Y
Y
N
N
N
N
N
Y
4
四、硬件接线图
0CH0001020304050607COMII01234567C10CH
00COM101COM20203COM3040524V拨码开关1正转反转24V拨码开关2拨码开关4拨码开关8启动开关1CH0001020304050607COMII01234567C1号刀位限位2号刀位限位3号刀位限位4号刀位限位5号刀位限位6号刀位限位7号刀位限位8号刀位限位24VCOM0COM1+24V0V
11CH
00020103COM604COM50605Y7Y10Y11Y12Y13Y14Y15数码管A
数码管
B
数码管
C
数码管
D
数码管
E
数码管
F
数码管
G
24V
5
五、设计梯形图程序
六、指令表
自己编程调试!
七、系统调试
硬件调试:接通电源,检查可编程序控制器能否正常工作,接头是否接触良好。
软件调试:按要求输入梯形图,检查后编译通过,在线工作后把程序写入可编程
序控制器的程序存储区。
运行调试:在硬件调试和软件调试正确的基础上,使PLC进入运行状态,观察运
行情况,看是否能够实现控制要求。
根据以上调试情况,该设计方案符合控制要求。
实训设计心得
一、 收获与体会:
二、遇到问题和解决方法:
6
参考文献
参考文献不少于5篇教材或论文,参考格式如下:
[1] 田瑞庭.可编程控制器应用技术.机械工业出版社[M], 1994.3.56-62.
[2] 瑞.基于PLC控制的自动配料系统研究与应用[J].微计算机信息,2007.4-1.86-87.