某船舵系修理与检验
船舶舵系换新修理方案

第34卷第1期 2021年2月中国修船CHINA SHIPREPAIRVol. 34 No. 1Feb. 2021船舶舵系换新修理方案李国旗,惠飞,张力,刘洪令,曲爱民,王禹皓(大连船舶重工集团长兴岛船舶工程有限公司,辽宁大连116318)摘要:文章针对某船舵叶丢失后换新过程中出现的问题,通过实船勘验及各部分数据测量,制定合理可行的修理工艺,解决了舵叶无法正确安装的问题,为今后同类工程施工提供参考。
关键词:舵叶;舵杆;挂舵臂中图分类号:U672 文献标志码:A doi:10. 13352/j. issn. 1001 -8328.2021.01.003Abstract :In view of the problems in the process of replacing the rudder blade after the loss of a ship, the paper formulates a reasonable and feasible repair technology through the actual ship survey and the data measurement of each part, and solves the problem that the rudder blade can not be installed correctly and provides reference for similar engineering construction in the future.Key words :rudder leaf ;rudder stock ;rudder arm某船舵叶在营运过程中丢失,船东虽已按照舵 叶、舵杆的原始图纸制作了新的舵叶及舵杆并研配交验完成,但船舶进坞后,校核舵系各部分现有尺 寸,实测挂舵臂处的轴承位置到上舵承位置的尺寸要小于舵杆、舵叶安装后的实际尺寸,为了能及时有效地将新舵叶、舵杆安装到位并能正常工作,根据新舵叶、舵杆组装后的实际尺寸,制定舵系修理方案。
大型船舶舵系现场修理的工艺要点
大 型船舶 的舵 杆 与舵 叶 由于受质 量和 外形 尺寸
该 船船 长 27 m,其 舵 叶 两 度 尺 寸 分 别 达 到 8 1. 和 7 6m,质 量 超过 8 ,其 中舵 叶 的上 、 26m . Ot 下 铸 材材料 为 S 4 ,舵杆 长 9 3m,上 舵 承处 轴径 C2 . D 0 72mm ( 护 套 ) 含 ,材 料 为 S5 ,质 量 2 . 。 F0 34t 该 船舵 系经 坞 中拆 检发 现 如下损 坏 :① 舵杆 和舵 叶
摘要:大型船舶 的舵 系修 理 工程对修 船设 施 ,以及 机械 加 工 能 力提 出条件合理制定 出既切 实可行 ,又能为船 东和船级社所接受的修理方
案 ,有其 特别 的 实际意 义。 文章通 过修 理 实例 论 述 了大型船 舶舵 系现 场修 理工 艺的制 定要 点 ,并
维普资讯
第1 9卷 第 6期 20 0 6年 1 2月
中 国 修 船
CHI HI R AI NA S P EP R
Vo _ 9 No 6 l 1 .
De . c
大 型 船 舶 舵 系现 场 修 理 的 工 艺 要 点
王 晓光
( 山海 关船 厂 ,河北 秦皇 岛 060 ) 626
其中最长的裂纹长约 17m,最宽处约 2 m;③ . 5m 舵杆的键槽 中经探伤发现存在裂纹 ; ④下舵销承已 松脱 ,且本体孔腐蚀严重 ;⑤上舵销护套松脱 ;⑥ 上舵 承推 力盘 轴承 表面有 多处粘 着 拉伤沟 痕 。
1 概 况
“ 宇精 神 ( aw oSit” 轮 为泛 洋公 司的 大 D e o pr) i 营运船 舶 ,注册 于韩 国船级 社 ( R) K 。此前 因其 姐 妹 船在 航行 中出现 了舵 叶 丢失事 故 ,为此该 船这 次 进 厂修 理将 对舵 系 检修 列 为 了重 点修 理 工 程 内容 , 并将能 否 承修该 项工 程作 为船 厂经 营报价 的先 决条
舵叶工程作业指导书 船舶修理资料

舵叶工程作业指导书1.目的:为保持船舶航向的准确性或操纵的灵活性,船舶舵叶拆装与检修要求的比较严格,为提高船技术质量,特制定本作业指导书2.范围:本工艺标准适用于钢质海船舵叶拆装检修,其它类型船舶也可参照使用,船舶附有说明书或有关数据时,应严格按说明书技术拆装。
3.本标准引用下列文件标准的条文,在标准出版时,所示版本均是有效,且标准具有可修订性。
GB/t 3422-3429-92 船舶舵系修理技术4.文件内容4.1常规检查4.1.1根据舵叶的型式,检查、测量各舵承的间隙和舵系跳动量及时上报车间质检员或主管4.1.2对舵叶、舵杆等进行外观检查,有无裂纹、腐蚀、渗漏a、流线型舵,随边对称度偏差不得超过舵叶最大厚度的5%;b、局部凹陷不得超过舵叶最大厚度的2%;c、舵叶外板锈蚀深度不得超过公称板厚的25%;d、对舵叶焊缝进行外观检查,不得有漏痕及严重腐蚀等缺陷。
4.2水密性检查4.2.1打开舵底塞,检查是否流出和舵叶内部气压状况,如无水流出且舵叶内部气压低于现场气压而产生空气倒吸时,则舵叶气密性较好,通知船方或船检认可4.2.2如舵叶内有水流出或船东、船检坚持要做气密试验,则在水放尽后对舵叶泵压,压力按规范要求一般为0.2kg/cm2,发现泄露处做出标记,进行焊补,补焊前开好相应的坡口。
焊补后再进行压气试验,直至合格为止。
注:压气试验所选择的压力表量程要适中(量程不超过1.0kg/cm2),压力表必须经过计量中心检验并有合格标签。
4.2.3检查合格后关好舵底塞,并搪好水泥。
4.3舵销布司换新工程(不拆舵)4.3.1主管与船东确定舵销布司材料和施工方案4.3.2割除相应的道门,使用千斤顶拆出舵销,拆出后应及时清洁测量舵销外径,上报质检员或主管以确定是否需要光车消除其椭圆度4.3.4拆除旧舵销布司,清洁测量舵承座内径和旧布司的长度,要求测量数据能较准确地反映舵承座内孔状态。
如发现舵承座内孔或舵销、杆锥体锥孔腐蚀应立即通知主管,舵承座内孔腐蚀严重时,应考虑舵系拉线找中,镗削其内孔或采用环氧浇注工艺,由主管、总管、船东商定。
04.第四章 船体舾装检验
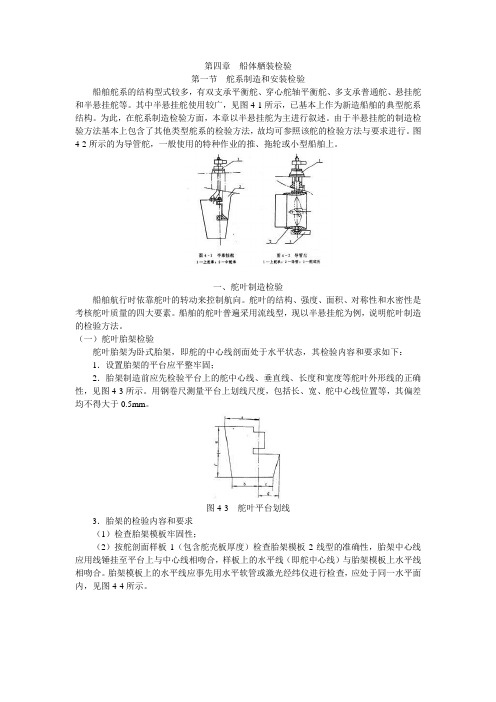
第四章船体舾装检验第一节舵系制造和安装检验船舶舵系的结构型式较多,有双支承平衡舵、穿心舵轴平衡舵、多支承普通舵、悬挂舵和半悬挂舵等。
其中半悬挂舵使用较广,见图4-1所示,已基本上作为新造船舶的典型舵系结构。
为此,在舵系制造检验方面,本章以半悬挂舵为主进行叙述。
由于半悬挂舵的制造检验方法基本上包含了其他类型舵系的检验方法,故均可参照该舵的检验方法与要求进行。
图4-2所示的为导管舵,一般使用的特种作业的推、拖轮或小型船舶上。
一、舵叶制造检验船舶航行时依靠舵叶的转动来控制航向。
舵叶的结构、强度、面积、对称性和水密性是考核舵叶质量的四大要素。
船舶的舵叶普遍采用流线型,现以半悬挂舵为例,说明舵叶制造的检验方法。
(一)舵叶胎架检验舵叶胎架为卧式胎架,即舵的中心线剖面处于水平状态,其检验内容和要求如下:1.设置胎架的平台应平整牢固;2.胎架制造前应先检验平台上的舵中心线、垂直线、长度和宽度等舵叶外形线的正确性,见图4-3所示。
用钢卷尺测量平台上划线尺度,包括长、宽、舵中心线位置等,其偏差均不得大于0.5mm。
图4-3 舵叶平台划线3.胎架的检验内容和要求(1)检查胎架模板牢固性;(2)按舵剖面样板1(包含舵壳板厚度)检查胎架模板2线型的准确性,胎架中心线应用线锤挂至平台上与中心线相吻合,样板上的水平线(即舵中心线)与胎架模板上水平线相吻合。
胎架模板上的水平线应事先用水平软管或激光经纬仪进行检查,应处于同一水平面内,见图4-4所示。
图4-4 舵叶胎架检查1样板;2-胎架模权;3-平台(二)舵叶旁板、构架和铸钢件装配检验1.检查舵叶旁板与胎架模板的紧贴度,以及旁板定位焊接和旁板对接缝的装配质量。
2.检查构架划线位置的正确性。
3.铸钢件安装前,须核对船检认可的钢印标记和材质证书。
4.按划线检查构架和舵钮等装配位置的正确性。
舵轴中心线位置应按拉紧的钢丝检查上舵钮孔内侧四周距钢丝的距离,同时注意加工面的余量配置状况。
5.检查构件间的装配连接型式和剖口等是否符合图样规定。
某货船舵系修理实践创新与研究

张伟平,等: 某货船舵系修理实践创新与研究
第 25 卷
制造或者修理舵叶时,能在不需要辅助划线拉线的 情况下直接将分别位于舵叶上下两端的中间有隔断 的舵销孔一次镗出,简单而又直观。而我公司拥有 的镗铣床,没有或者只有较小的旋转工作平台,在 加工舵叶的上下端的孔时,需要辅助划线,保证上 下端的孔加工后,其中心点在同一条直线上。这个 过程相对复杂,需要借助透明水管、D0. 7 的钢丝 线等,并需多次转换。
根据工程勘验,确定了整体修理方案: ①船体 尾部重新确定舵系中心线; ②舵机间甲板换板,上 舵杆承底座法兰更换; ③上舵杆弯曲、扭曲校正,
作者简介: 张伟平 ( 1971-) ,男,江苏宜兴人,高级工程师,大学本科,主要从事船舶建造工艺技术。
·25·
2012 年第 4 期
中国修船
第 25 卷
键槽转过 180° 重新镗制,舵杆压脚板螺栓孔恢复 尺寸 ( 因船东对本厂报价和时间不满意,送丹麦 专业厂修理) ; ④上舵销换新; ⑤舵叶进车间,将 舵销圆锥孔、连接螺栓孔恢复尺寸; ⑥所有舵承换 新; ⑦压脚板连接螺栓全部更换。
2) 因为舵叶腐蚀严重,舵叶上下舵销孔上落 地镗床加工的基准都已经破坏,必须对舵叶的几个 加工基准重新确认。 3. 2. 1 舵叶加工面加工基准的确认
中船澄西船舶修造有限公司修理的船舶主要面 向国外,而国外的修造船企业很多都配备了大型的 镗铣床设备,这些镗铣床配备有大型旋转平台,在
·26·
பைடு நூலகம்
2012 年第 4 期
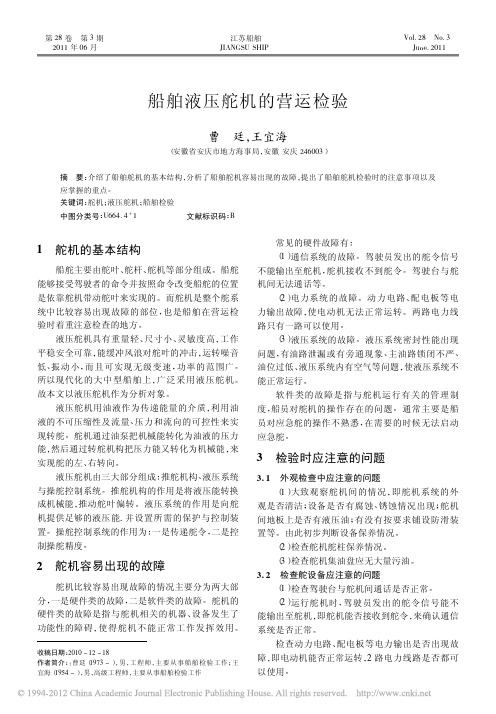
图 1 舵叶示意图
正常状态下,图 1 中所示的上下舵销退白孔 a、b 的母线应平直,内表面应光滑无锈蚀,两孔 中心必须在一条直线上,压脚板平面平整,该平面 还必须垂直于上下舵销退白孔中心 O1O2 的连线, 并且还要保证,压脚板中间一排螺栓孔的连线的中 点 O3 与上舵销退白孔的中心距离 O1 O3 为 1 085 mm。
船舶液压舵机的营运检验
第28卷第3期江苏船舶Vol.28No.3 2011年06月JIANGSU SHIP June.2011船舶液压舵机的营运检验曹廷,王宜海(安徽省安庆市地方海事局,安徽安庆246003)摘要:介绍了船舶舵机的基本结构,分析了船舶舵机容易出现的故障,提出了船舶舵机检验时的注意事项以及应掌握的重点。
关键词:舵机;液压舵机;船舶检验中图分类号:U664.4+1文献标识码:B1舵机的基本结构船舵主要由舵叶、舵杆、舵机等部分组成。
船舵能够接受驾驶者的命令并按照命令改变船舵的位置是依靠舵机带动舵叶来实现的。
而舵机是整个舵系统中比较容易出现故障的部位,也是船舶在营运检验时着重注意检查的地方。
液压舵机具有重量轻、尺寸小、灵敏度高,工作平稳安全可靠,能缓冲风浪对舵叶的冲击,运转噪音低、振动小,而且可实现无级变速,功率的范围广。
所以现代化的大中型船舶上,广泛采用液压舵机。
故本文以液压舵机作为分析对象。
液压舵机用油液作为传递能量的介质,利用油液的不可压缩性及流量、压力和流向的可控性来实现转舵。
舵机通过油泵把机械能转化为油液的压力能,然后通过转舵机构把压力能又转化为机械能,来实现舵的左、右转向。
液压舵机由三大部分组成:推舵机构、液压系统与操舵控制系统。
推舵机构的作用是将液压能转换成机械能,推动舵叶偏转。
液压系统的作用是向舵机提供足够的液压能.并设置所需的保护与控制装置。
操舵控制系统的作用为:一是传递舵令,二是控制操舵精度。
2舵机容易出现的故障舵机比较容易出现故障的情况主要分为两大部分,一是硬件类的故障,二是软件类的故障。
舵机的硬件类的故障是指与舵机相关的机器、设备发生了功能性的障碍,使得舵机不能正常工作发挥效用。
收稿日期:2010-12-18作者简介::曹廷(1973-),男,工程师,主要从事船舶检验工作;王宜海(1954-),男,高级工程师,主要从事船舶检验工作常见的硬件故障有:(1)通信系统的故障。
驾驶员发出的舵令信号不能输出至舵机,舵机接收不到舵令。
船舶舵系的检修
Chapter 12 船舶舵系的检修舵系是由那些将舵机动力传递到舵叶产生舵效的部件和构件组成,包括固定件——舵杆舵承(上、下舵承)、舵销轴承、舵轴等和运动件——舵杆、舵叶和舵销等。
不包括舵机及其操纵系统。
舵系安装在船舶尾部螺旋桨的正后方,有单、双舵系之分。
一般远洋及近海商船为单桨、单舵;客船、军舰及有的内河船舶为双桨、双舵。
舵叶浸在水中,转动舵叶时,舵叶水动力对船舶产生力矩,迫使船舶改变航向或保持直线航行。
§12-1 舵系的检修1 舵的分类舵的种类很多,主要有以下几种:1)按舵的旋转轴线位置分为平衡舵、半平衡舵和不平衡舵(1)平衡舵:转动轴线在舵叶的中间,把舵叶分为两部分。
舵叶转动时两部分均承受水压产生力矩。
此二力矩方向相反,使转舵力矩降低,在某一舵角时为零,达到完全平衡。
平衡舵所需舵机功率较小。
图12-1a)为平衡舵。
(2)半平衡舵:仅舵的下半部起平衡作用,如图12-1b)。
(3)不平衡舵:舵的旋转轴线在舵叶的一边,即舵杆一侧有舵叶,对转舵力矩不起平衡作用,如图12-1c)。
2)按舵叶截面形状分为平板型舵和流线型舵(1)平板型舵:一般用钢板或木板制成,两侧表面可适当加固。
具有便于修造、成本低和舵效差的特点。
可作成平衡舵、半平衡舵或不平衡舵。
它只用于小船或非自航船。
(2)流线型舵:舵叶横截面呈机翼形,用钢板焊制,内部呈空心状并用钢板加强以增加舵叶刚性。
流线型舵产生的水动力大、阻力小、强度高,但结构复杂,制造成本高。
常作为平衡舵或半平衡舵,为大多数船舶采用。
3)按舵与船体的连接形式分类(1)悬挂舵(吊舵):多数是平衡舵,完全由船体上的上舵承支承,中部通过下舵承,而下部整个舵叶悬空。
(2)半悬挂舵:多数是半平衡舵,其舵杆支承在船体上的上舵承,而舵叶支承在船尾支架上。
(3)多支承舵:该舵有两个以上的支承点,通过舵销将舵叶上的舵钮与船体尾柱上的舵承连接,如图12-1c),舵叶下部有舵底托支承。
浅谈船舶轴系的安装与校中
浅谈船舶轴系的安装与校中作者:赵晓东来源:《中国科技纵横》2020年第04期摘要:船舶轴系是船舶动力装置中重要组成部分之一。
其作用是将主机发出的功率传递给螺旋桨;并将螺旋桨产生的推力通过轴系和推力轴承传递给船体,进而推动船舶前进或后退。
轴系的组成主要包括:推力轴、中间轴、尾轴及各轴承,尾轴管及密封装置等。
海船的轴系重量大,长度长,对轴系的制造、校中与安装有较高的技术要求,本文通过理论知识和船厂的实践并选择实例对轴系安装、校中等进行分析。
关键词:船舶;轴系镗孔;安装;校中0引言船舶轴系是船舶推进装置中的核心組成部分之一。
在船舶建造、修理过程中,轴系的安装、校中极为重要,其质量的好坏将导致船舶推进系统能否正常运行,甚至影响到船舶航行的安全性与可靠性,因此对轴系的安装、校中尤其重要。
1 实船案例概况本文以3676KW拖轮为例,概述了船舶轴系的安装、校中技术等。
该船轴系的布置如下(如图1):本船采用双机双轴系设计,机舱在船舶中部,发动机与尾轴之间以中间轴连接。
此轴系装置中,尾轴、中间轴及主机曲轴之间用法兰联轴节连成一体。
中间轴有两个滑动轴承支撑,尾轴装于尾轴管中。
尾轴管的前端固定在横舱壁上,尾部固定在船体尾柱孔中。
该船采用新泻ZP全回转式舵桨。
2 轴系的安装与校中在拖轮建造过程中,轴系的安装工作步骤如下:首先是在造船船体中确定其轴系和舵系的中心线位置(俗称轴、舵系拉线),然后进行轴系的镗孔作业,对相关零部件的加工和车间装配,然后是在船台现场对轴系及附件的安装和配对,最后进行轴系校中和装配。
2.1 轴、舵系拉线进行轴、舵系拉线工作的前提是:造船进度已经推进到船体大合拢结束之后,船体在船台上的各支撑良好可靠;在船舶轴、舵系布置区域内,主甲板以下的焊接和矫正工作已结束,船上所有冲击性和振动性的作业施工已停止;船体的各辅助拉攀与支撑也已拆除;所有的舱室及油水柜都已经经焊缝检验及水密实验合格;施工和质检人员熟悉有关轴技术文件和工艺,并准备好各种施工工具和测量工具。
船舶自动操舵仪故障及排除方案
船舶自动操舵仪故障及排除方案论文对自动操舵仪这一部件进行一些简单介绍,继而重点针对船舶自动操舵仪的常见故障提出故障诊断与检测方案,旨在通过有益的探讨不断丰富船舶控制技术经验,为提高船舶的自动控制水平建言献策。
【Abstract】The paper briefly introduces the autopilot. And then,in view of the common faults of the ship autopilot,the fault diagnosis and detection scheme is put forward. The purpose of this paper is to offer suggestions for improving the automatic control level of the ship through enriching the experience of ship control technology.【關键词】自动舵;故障诊断;故障排除1 引言对于船舶而言,要使其能在航线上稳定而安全的运行,那么则需要保证自动操舵仪能够正常工作。
实际上,其中舵机震荡带来的问题的发生频次最高。
在我国,船舵制造行业在近几十年来已经发展得较为成熟,特别是小型船舶,年制造数量非常惊人,并且性能相当可靠。
因此,我国自主制造的船舶自动操舵仪完全符合国际主流水平。
笔者将对自动操舵仪这一部件进行一些简单介绍,继而重点针对船舶自动操舵仪的常见故障提出故障诊断与检测方案,旨在通过有益的探讨不断丰富船舶控制技术经验,为提高船舶的自动控制水平建言献策。
2 船舶自动操舵仪工作原理常规自动操舵通常是指用电罗经或磁罗经检测航向偏差,在通过航向控制器进行舵角操纵,达到航向纠偏。
罗经对船舶实际的航行方向进行实时把控,我们由此可以了解船舶的航行是否存在方向误差以及多大的误差,得到信号数据之后,自动操舵仪可以直接对转动舵进行控制,以此来调整航行方向。
简要论述船舶舵系制造安装与检验的要点
简要论述船舶舵系制造安装与检验的要点摘要:《船舶检验》《船舶设备与系统》关键词:舵叶舵杆舵柄焊接胎架照光构架铸钢件安装检验一.舵的主要功能:船舶在航行过程中,舵是用来保持和改变航向的。
是船舶的主要操纵设备。
二.舵叶结构的介绍:船舶在航行的过程中是依靠舵叶的转动来控制航向的,舵叶的结构强度,面积,对称性和水密性是考核舵叶的四大因素。
根据舵的形状和尺寸制作相应的胎架,在胎架铺板,对接,焊接在旁板上画内部加强筋纵横装配线,再装内部的加强筋,焊接完成后最后再装另一侧旁板,塞焊。
三.舵叶的制造工艺简介如下:1. 按照图纸进行水平构件及垂直构件与垫板预先组装焊接,并进行火攻矫平。
2. 按照提供的刚模板制造舵叶胎架,并测量胎架水平,误差小于2mm,并在胎架的四周设置水平标杆,报专检验收。
3. 铺设外板并与胎架用马板贴合固定,外板理论线位置在舵叶外表面,开CO2焊接坡口。
并打磨光滑后进行焊接。
焊接结束划出垂直构件及水平构件,舵顶外板及舵底外板的安装定位线。
4. 安装舵顶及舵底封板一级水平构件,插装垂直纵横构件,并调整垂直。
注意水平方向的线型光顺,垂向构件的垫板水平方向平齐,按照水平标杆画出上下舵封板的中截面线,并用洋冲作好标记。
5. 安装铸钢件6. 安装放水塞7. 内部结构交专检确认后进行焊接。
其顺序如下a. 铸钢件焊接应预先开坡口,并打磨光滑,并进行预热,预热温度低于125℃-150℃,叫质检,船东,船检检验后进行焊接。
b. 整个焊接过程中,质检科派专人予以严C格的控制。
并记录预热温度和焊接工艺参数。
c. 铸钢件焊接结束后,需保持2小时以上,且72小时以上后进行UT及表面探伤。
d. 先进行铸钢件与本体结构的立角焊,后进行平焊。
e. 铸钢件焊接结束后进行舵叶本体内部结构焊接,先立角焊后平焊,并从中间向两头,双人对称施焊。
f. 最后焊接舵顶及舵底封板以及外板与尾端材的焊接。
8. 内部结构焊接结束后,应对铸钢件的对接焊缝进行UT及表面探伤检查,舵叶内部焊缝打磨清洁交质检及船东,船检验收。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第 3期
中 国 修 船
CHI NA SHI P REPAI R
Vo 1 . 2 7 No . 3
2 0 1 4年 6月
J u n . 2 0 1 4
某 船 舵 系 修 理 与 检 验
赵 长 斌
( 中国船 级社 天津分社 ,天津 3 0 0 4 5 7 )
摘要: 舵 系损坏是船舶营运 中常见损坏形式,文章结合 某船舵 系损坏修理与检验 实例 ,对其 独 特 的 临时性修 理措施 进行 了阐述 ,并肯 定 了临 时性修 理措 施 的可行性 。进 港后 ,结合 实际损 坏
p a i r me a s u r e s we r e i n v e s t i g a t e d a n d c o n i f r me d f o r i t s f e a s i b i l i t y, c o mb i n e d wi t h t h e a c t u a l d a ma g e s i t u a t i o n, t h e
下方 的锁 闭杆 焊缝 、舵杆 螺纹 出现 锈蚀 ,导致 锁 闭 杆脱 落 、螺母在 舵 叶和 自身重 力 作 用 下 松脱 下移 ; 螺母 松脱 后舵 杆小 端密 封压 盘失 去作用 ,海水 不 断 冲蚀舵 杆锥 体 ,锥 体锥孔 接 触面锈蚀 ,舵杆 与舵 叶 之 间出现 间 隙 ,舵 杆 向舵 叶传 递扭 矩所 依靠 的接触
作者 简介 :赵长斌 ( 1 9 8 1 一 ) ,男 ,山东烟 台人 ,工程
3 8・
2 0 1 4年第 3期
赵 长斌 :某船舵 系修理与检验
第2 7卷
船满 载从 南 美 回到 国 内 ,船长 反 映操舵 正 常 ,船进 坞后 发 现所 有 临时修 理部 件状 况 良好 ,证 明 了临时 修 理 的有效 性 。除 了对施 工人 员水 下 焊接技 术 要求
较高外 ,该方案不失为一种快捷有效的针对舵下沉 事故 的应 急 修理 方案 ,值 得 我们学 习 和技术 储 备 。
2 水 下检验情况与 临时水下修理措施
该 船舵 系型 式 为 半悬 挂 舵 ,经 水 下 检查 发 现 :
舵 杆下 端螺母 松脱 ,舵 叶整 体下沉 约 7 6 m m,导致
舵 叶触 碰挂舵 臂 ,舵 叶上检 查孔板 焊缝 有裂 纹 ,舵 叶 向后倾 斜 。 由于发 现舵 下沉 时船舶 处于满 载状 态 ,且 当地
1 基 本 信 息
该船舵杆 的基本 参数 ,材 质 , ¥ 4 5 C( 日本标
准 ,相 当于 中 国的 4 5 锻钢 ) ;舵 杆 锥体 锥 度 :l : 1 0;锥体 大端 直径 :3 9 0 m m;锥体 长 度 :5 8 0 mm。
母 、垫块 、 舵本体焊接在一起 ,肘板同时也是防止 舵 叶、螺母 继续 下沉 的措施 ,修理 完成 图见 图 1 。
f e a s i b l i l i t y o f a n e w p e r ma n e n t r e p a i r p l a n wa s p u t f o r wa r d, whi c h i n c l u d e d e n l a r g i n g t h e c o n e h o l e i n t h e r ud d e r b l a d e a n d e mbe d d i n g a p r e — c a s t s t e e l p us h. Ke y wo r d s: r ud d e r — s y s t e m ;da ma g e; r e p a i r ;f o r g e p i e c e
Ab s t r a c t : Ru d d e r d a ma g e i s a c o mmo n d a ma g e i n o p e r a t i o n o f s h i p s .I n t h i s t h e s i s, a k i n d o f t e mp o r a r y r e -
情 况制定 了包括 对舵 叶锥孔 扩孔 加 工 ,嵌入 预铸 钢套 等修 复工 艺在 内的舵 系损坏修 复 方案 ,经验
-
i s S 可行 。
关键词:舵 系;损坏 ;修理 ;锻件
中图分类号 :U 6 7 2 d o i : 1 0 . 1 3 3 5 2 / j . i s s n . 1 0 0 1 —8 3 2 8 . 2 0 1 4 . 0 3 . 0 1 2
不 具备 进坞条 件 ,因此 船东 安排施 工单 位进 行水 下
修 理 ,施工 过程 如下 。
图 1 临 时修 理 完 成 图
这一水 下 临时修 理用 时约 1周 ,用 料简 单且 对 零部 件加 工工 艺 、精 度均 没有太 高要求 ,修 理后 该
首 先在舵 叶和船体 上焊 吊环 ,将舵 叶尽 可能 提
某船 在南美 接受 检查 时发 现舵 叶下沉 ,由于 当 地不具 备 永久性 修 理条件 ,故 采取水 下 临时 眭修理
措施 后满 载 自主航行 回国 内 ,在天 津港进 行永 久性 修理 。
升 至原 高度 ;舵 叶提升后 ,割 除上 检查孔 板 ,以舵 杆 下端 螺母 与 舵 叶 间距 为 高 度 加 工 2块 半 圆 形 垫 块 ,并将 其 至于螺母 与舵 叶之 间 ,并 与螺母 、舵 叶 焊在 一起 ;为 防止舵 叶与螺母 继续下 移 ,新制 保 险 杆和 封板 ,将 封板 与螺 母焊接 ,保 险杆 穿过封 板 与 螺母 焊 接 ;为 保 证 舵 效 ,用 4块 肘 板 将 封 板 、螺