曲轴制造定位误差的分析计算
机械制造技术——定位误差分析1

三、常用定位形式的定位误差
㈢、工件以外圆定位 不同α的定位比较
设计基准 上母线 圆心 下母线
60° 1.5δd 1.0δd 0.5δd
90° 1.21δd 0.7δd 0.21δd
120° 1.08δd 0.58δd 0.08δd
32
27
三、常用定位形式的定位误差
㈢、工件以外圆定位
1、以工件圆心为设计基准(H1) Y
此时,设计基准与定位 基准重合,有:
Δjb·H1=0 Δdb·H1=δd/[2sin(α/2)] Δdw·H1=δd/[2sin(α/2)]
X
α
28
三、常用定位形式的定位误差
㈢、工件以外圆定位
2、以工件上母线为设计基准(H2) Y
一般情况下,孔与轴的接
触点可能在任意方向上,
故径向定位副制造不准确 误差为:
Φd-δd
Δdb·r=δD+δd+Xmin
φDδD
22
三、常用定位形式的定位误差
㈡、工件以内孔定位
3、内孔与圆柱心轴定位:间隙配合
δD/2
如果心轴水平安装、
Xmin/2
或施加了方向固定的径向 δd/2
夹紧力,则孔和心轴的接
L1
造成其位置变动——基准
位置误差。
11
H1 H2
三、常用定位形式的定位误差
㈠、工件以平面定位
L2
为了减小定位误差,
应使第一定位面的三个
支承点有尽可能大的支
承面积;第二定位面的 两个支承点与第一定位
L1
基准面平行、且有尽可
能大的距离。
12
H1 H2
三、常用定位形式的定位误差
㈠、工件以平面定位
定位误差的分析计算
主轴结构分析要求:1、写出主轴结构中各轴承的名称。
分析前、后轴承精度的选择原则(前轴承精度要选得高一些)。
2、写出主轴轴承的配置形式(速度型,冈!度型,速度刚度型),并写出该配置形式适用的场合。
3、写出主轴推力轴承的配置方式及优缺点,并能画出主轴推力轴承配置的结构简图。
4、写出角接触球轴承和圆锥滚子轴承的配置形式(背靠背,面对面等P127 ;正排列,反排列)。
5、那些轴承需要预紧,如何预紧?(双列短圆柱滚子轴承等)6、分析主轴部件中径向力有什么轴承承受?轴向力(两个方向)分别有哪些轴承承受。
7、主轴轴承采用的密封和润滑形式是什么?密封和润滑的作用是什么?该密圭寸形式有何特点?& 在图中标出主轴的支承跨距L,并分析当支承跨距:L实际v L合理时,应提咼_____________ 。
L实际>L合理时,应提咼____________ 。
9、跨距较长的主轴部件,采用三支承轴承,要求判断该结构中的主支承和辅助支承,并说明辅助支承的工作情况P123第三章作业P210 题42 圆柱轴承承载能力大(双列轴承承载能力更大)滚子轴承转速高角接触球轴承和圆锥滚子轴承可既能承受径向力,又能承受轴向力图川:刚度型配置双向推力角接触球轴承(234000B 型,原2268100型)与圆锥孔双列圆柱滚子轴承(NN3000K 型,原3182100 型)配合使用。
参见P130 图3-64(b);P131 图3-66 (刚度型配置)与该题一样配置前支承采用双列圆柱滚子轴承承受径向载荷,和60°角接触双列推力球轴承承受双向轴向载荷,后轴承采用双列圆柱滚子轴承。
推力轴承为中间配置,特点见P123 图3-54(b)(2)这种轴承配置的主轴部件,适用于中等转速和切削负载较大,要求刚性高的机床。
如数控车床主轴,镗削主轴单元等。
图U:刚度速度型参见P130 图3-64 C,P131 图3-67为刚度速度型前轴承采用一对背靠背角接触球轴承(背靠背安装具有较高的抗颠覆力矩的能力)。
4.4 定位误差分析与计算
4.4 定位误差分析与计算在机械加工过程中,使用夹具的目的是为保证工件的加工精度。
那么,在设计定位方案时,工件除了正确地选择定位基准和定位元件之外,还应使选择的定位方式必须能满足工件加工精度要求。
因此,需要对定位方式所产生的定位误差进行定量地分析与计算,以确定所选择的定位方式是否合理。
4.4.1 定位误差产生的原因和计算造成定位误差ΔD的原因可分为性质不同的两个部分:一是由于基准不重合而产生的误差,称为基准不重合误差Δ B;二是由于定位副制造误差,而引起定位基准的位移,称为基准位移误差Δ Y。
当定位误差Δ D≤1/3δK(δK 为本工序要求保证的工序尺寸的公差)时,一般认为选定的定位方式可行。
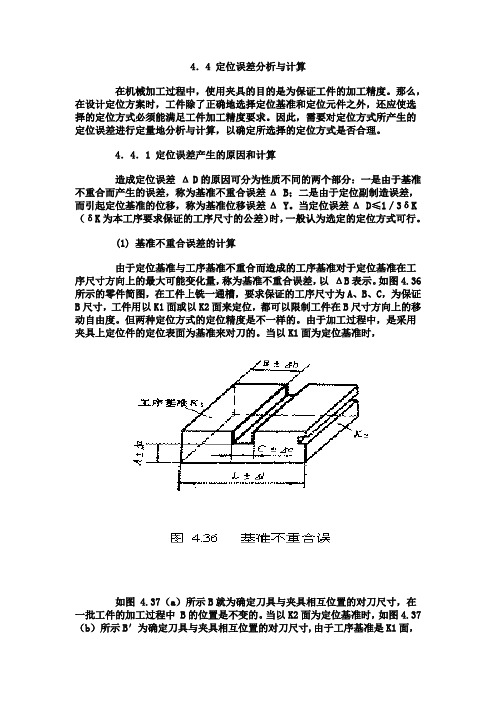
(1) 基准不重合误差的计算由于定位基准与工序基准不重合而造成的工序基准对于定位基准在工序尺寸方向上的最大可能变化量,称为基准不重合误差,以ΔB表示。
如图4.36所示的零件简图,在工件上铣一通槽,要求保证的工序尺寸为A、B、C,为保证B 尺寸,工件用以K1面或以K2面来定位,都可以限制工件在B尺寸方向上的移动自由度。
但两种定位方式的定位精度是不一样的。
由于加工过程中,是采用夹具上定位件的定位表面为基准来对刀的。
当以K1面为定位基准时,如图 4.37(a)所示B就为确定刀具与夹具相互位置的对刀尺寸,在一批工件的加工过程中 B的位置是不变的。
当以K2面为定位基准时,如图4.37(b)所示B′为确定刀具与夹具相互位置的对刀尺寸,由于工序基准是K1面,与K2面不重合。
当一批工件逐个在夹具上定位时,受尺寸L±Δl的影响,工序基准K1面的位置是变动的,K1的变动影响工序尺寸B的大小,给B造成误差。
由图 4.37(a)可知ΔB=0由图 4.37(b)可知ΔB=Lmax-Lmin=2Δl (4.1)当工序基准的变动方向与工序尺寸方向有一夹角时,基准不重合误差等于定位基准与工序基准间距离尺寸公差在工序尺寸方向上的投影,即Δ B= (Smax-Smin)cos ββ是基准不重合误差变化方向与工序尺寸方向上夹角( 2)基准位移误差和计算由于定位副的制造误差而造成定位基准对其规定位置的最大可能变动位移,称为基准位移误差,用ΔY 来表示。
2.5定位误差的分析与计算(二) 改

D2 min X 2 min 则 b 2a
式中
X 2 min—菱形销与孔之间的最小配合间隙,mm;
a—满足工件顺利装卸的补偿量,mm。
a TLD TLd 2
LOGO
2.5 定位误差的分析与计算(二)
菱形销圆柱部分的宽度b可查手册确定, 则由上式得
Y O 1O 2 δ d 2 sin( / 2)
LOGO
2.5 定位误差的分析与计算(二)
M1
d max /2
d min /2
工序尺寸A3的定位误差
δ d 2
M2 O
工件定位 外圆直径 由大变小
δ d
ΔY O 1O 2
δ d 2 sin( α/ 2)
ΔB与ΔY同向
δ 1 Δ D=Δ Y+Δ B= d [ +1] 2 sin(α/ 2)
LOGO
A3
M2
2.5 定位误差的分析与计算(二)
M1
d max /2
d m in /2
O
δ d 2
d max /2
d mi n /2
C1 C2
ΔY O 1O 2
δ d 2 sin( α/ 2)
工件定位 外圆直径 由大变小
δ d
δ 1 Δ D=Δ Y-Δ B= d [ -1] 2 sin(α/ 2)
复习
1.定位误差的概念
(1)基准不重合误差 △ B (2)基准位移误差 △Y
2.工件以平面定位误差计算
精基准平面定位时,一般认定△Y=0, △D=△B
3.以圆孔定位时的定位误差计算
LOGO
Page 2
2.5 定位误差的分析与计算(二)
定位误差分析与计算(二)
定位误差(二)三、定位误差的计算由于定位误差ΔD是由基准不重合误差和基准位移误差组合而成的,因此在计算定位误差时,先分别算出Δ B和ΔY ,然后将两者组合而得ΔD。
组合时可有如下情况。
1)Δ Y ≠ 0,Δ B=O时Δ D= Δ B (4.8)2)ΔY =O,Δ B ≠ O时Δ D= Δ Y (4.9)3)Δ Y ≠ 0, Δ B ≠ O时如果工序基准不在定位基面上Δ D=Δ y + Δ B (4.10)如果工序基准在定位基面上Δ D=Δ y ±Δ B (4.11)“ + ” ,“—” 的判别方法为:①设定位基准是理想状态,当定位基面上尺寸由最大实体尺寸变为最小实体尺寸(或由小变大)时,判断工序基准相对于定位基准的变动方向。
②设工序基准是理想状态,当定位基面上尺寸由最大实体尺寸变为最小实体尺寸(或由小变大)时,判断定位基准相对其规定位置的变动方向。
③若两者变动方向相同即取“ + ” ,两者变动方向相反即取“—”。
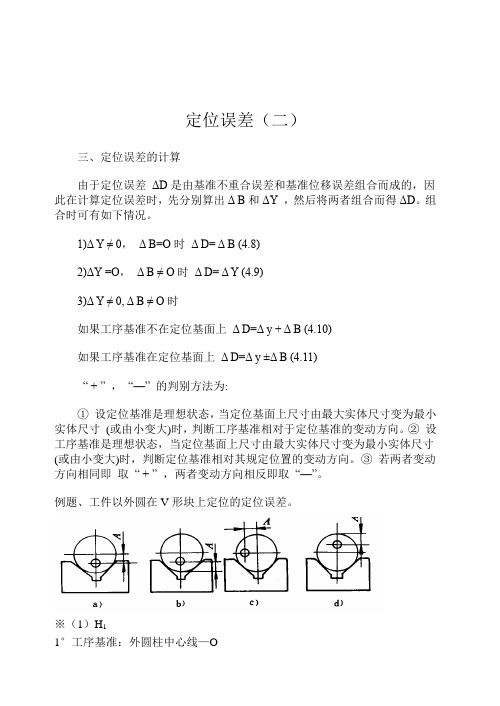
例题、工件以外圆在V形块上定位的定位误差。
※(1)H11°工序基准:外圆柱中心线—O2°定位基准:V 形块理想圆柱中心线O 1 基准重合:△B =0 3°定位误差△D =H 1max -H 1min =O 1O 2=△Y △D =22SinT d α=0.707T d (α=90°)(2)H 21°工序基准:外圆柱上母线D2°定位基准:V 形块理想圆柱中心线O 1 3°基准不重合误差△B △B =2T d4°基准位移误差△Y =22SinT d α5°定位误差△D =H 2max -H 1min =△Y +△B =22SinT d α+2T d =2T d (2Sin1α+1)=1.207T d (α=90°) (3)H 31°工序基准:外圆杠下母线C2°定位基准:V 形块理想圆柱中心线O 1 3°基准不重合误差 △B =2T d4°基准位移误差 △Y =22SinT d α5、定位误差△D =H 3max -H 3min =|△Y -△B | =22SinT d α-2T d =2T d (2Sin1α-1)=0.207T d (α=90°)例2:已知:V 形块支承d 1 d 1=Φ30001.0-mm ;d 2=Φ55010.0056.0--mm ;H =40±0.15mm t =0.03mm求H =40±0.15mm 定位误差 解:(1)工序基准B :外圆下母线 (2)定位基准:V 形块理想圆中心线O (3)基准不重合误差:△B =(2T d +t )=(20.046+0.03)=0.053mm (方向向上)(4)位移误差:△Y =22SinT d1α=0.707Td 1=0.707×0.001△Y =0.007mm (方向向下)(5)定位误差:△D =△B -△Y =0.053-0.007=0.046mm <30.30mm ※结论:满足定位要求。
定位误差的分析与计算(最新)
1
用逐件试切法加工是否存在定位误差?
精品 PPT 可修改
2
引言
要保证零件加工精度,则需满足以下条件:
①△总 ≤ δ 其中△总为多种原因产生的误差总和; δ是工件被加工尺寸的公差。
△总包括(1)夹具在机床上的装夹误差,(2)工件在 夹具中的定位误差和夹紧误差,(3)机床调整误 差,(4)工艺系统的弹性变形和热变形误差,(5) 机床和刀具的制造误差及磨损误差等 。
定位 的分析与计算
一批工件逐个在夹具上定位时,由于工件及定位 元件存在公差,使各个工件所占据的位置不完全一致 即定位不准确,加工后形成加工尺寸的不一致,形成 加工误差。
这种只与工件定位有关的加工误差,称为定位误 差,用△D表示。 定位误差:设计基准在工序尺寸方向上的最大位置变 动量。
精品 PPT 可修改
精品 PPT 可修改
32
⑶工件以外圆表面定位
A、工件以外圆表面在V型块上定位
由于V型块在水平方向有对中作用。 基准位移误差 △基 =0
精品 PPT 可修改
33
精品 PPT 可修改
34
精品 PPT 可修改
35
B.工件以外圆表面在定位套上定位
定位误差的计算与工件以内孔在圆柱心轴、圆柱 销上定位误差的计算相同。
此时基准位移误差: △基=( △D+ △d )/2
机械制造基础:定位误差计算
返回
返回
本教学单元小结
1.夹具基本知识了解 2.工件安装要求确认 3.工件六点定则 4.工件在夹具中的四种定位状态
图片
ζ孔+ζ轴+ζ隙 2
② 在半孔中的定位
ζ 定位(ΔY)=(Dmax-dmin )/2 或( ζ孔+ζ轴)/2
③ 在V形块中定位
ζ 定位(ΔY)=O1O2
一般为90°
= ζ /sina/2
图片
(3) 工件以内孔定位
① 在圆柱上定位
过盈配合 ζ 定位 (ΔY)=0 间隙配合 最大间隙
② 在圆锥上定位
工序加工要求
确定定位方案
定位精度分析
调整或修改方案
定位误差计算
一、工件定位中的误差分析
1.基准不重合误差 ζ定基(ΔB) 2.基准位移误差 ζ位移(ΔY)
基准不重合误差示例
对于尺寸A3来说:
对于尺寸A1来说:
二、定位误差计算方法
1.定基误差的计算ΔB
(1)确认加工中的基准
定位基准: 题中说明,自己拟设计的 工序基准:用尺寸线牵出的另一端
本教学单元总结: 1.引起定位误差的因素 2. 定位误差计算方法
ΔB计算 确认基准 是否重合 两基间最大变化量
ΔY计算 确认定位方式 提取计算公式 确认公式中参数 代公式计算
计算ΔD
基准重合 ΔYcosβ 不完全重合 ΔYcosβ± ζd/2
基准不重合 ΔBcosγ+ΔYcosβ
定位误差计算 练习
例6.有一批工件,如图所示,除A、B处台阶面外,其 余各表面均已加工合格。现以C、D面定位铣A、B面,保 证尺寸30±0.1、60±0.06,试分析计算①定△位B误= 差。
定位误差的计算
差 范围±ΔH内波动),因而也就产生了定位误差(εA )。
定位误差大小计算
(1) 画出被加工零件定位时的两个极限尺寸的位置 (2) 从图形中的几何关系,找出零件图上被加工尺寸方向上
• ① ∆jb≠0, ∆jw=0 时, ∆dw=∆jb; • ② ∆jb=0, ∆jw≠0时, ∆dw=∆jw; • ③ ∆jb≠0,∆jw≠0时: 如果工序基准不在定位基准面上(工序基准与定位基面
是两个独立的表面),即∆jb 与∆jw无关联时, ∆dw=∆jb+∆jw; 如果工序基准在定位基准面上,即∆jb 与∆jw有关联时, ∆dw=∆jb±∆jw。
总结
二、定位误差的计算
1、定位误差计算的方法
工件定位误差的实质是工件上被加工表面的工序基准相对 于定位元件工作表面在加工尺寸方向上的最大变动量,因此, 计算定位误差时, 首先要找出工序尺寸的工序基准; 然后求其在工序尺寸方向上的最大变动量。
极限法
定位误差计算的方法
合成法
微分法
1)极限法
2
2
O E
A
(a)
用微小增量代替微分,并将尺寸误差视为微小增量, 且考虑到尺寸误差可正可负,各项误差应取绝对值,故定 位误差为:
dh
1
d cosa
Td
2 Ta
2sina
4sin2(a )
2
2
若使用同一夹具进行加工,则Ta=0
所以
H1
Td a
2 si n
2
同理:
CA
OA OC
加工定位误差的分析与计算
响,使孔中心在OO1范围内的变动量为 2b,在加工尺寸方向上的投影是 O1M;同理, a 对加工尺寸的影响为O2N ,若不考虑角度误差,则基 准不重合误差为
B O1M O2 N O1O cos O1O2 (90 )
即:
B 2 b cos 2 a cos(90 )
上述公式中,若 角为零,既是定位尺寸与工序尺方向一致的情况。
2.基准位移误差△Y
工件定位面与夹具定位元件共同构成定位 副,由于定位副制造得不准确和定位副间的配 合间隙引起的加工尺寸的最大变动量称为基准
1 2
D
1 2
do
综合上述定位误差产生原因分析,无论是 基准不重合误差,还是基准位移误差,皆是由 定位引起的,因此统称为定位误差。定位误差 是基准不重合误差和基准位移误差的综合结果, 可表示为 :
D Y B
这里有必要再强调一下,定位误差主要发 生在用调整法加工一批工件时。
二、常见定位方式的定位误差的计算
工件的定位方式不同,定位误差不同。 工件以相同的定位元件定位,被加工 尺寸工序基准不同,定位误差不同。 分别讨论几种常见定位方式定位误差 的计算。
(一)工件以平面定位
如图,按图a所示定 位方案铣工作台上 的台阶面C,要求保 证寸 20 0.15mm 。 下面分析和计算其 定位误差 。
由工序简图知,加工尺寸20 0.15mm 的工序基准(也是设 计基准)是A面,而图中定位基准是B面,可见定位基准 与工序基准不重合,必然存在基准不重合误差。
加工定位误差的分析与计算
定位误差及产生的原因 常见定位方式的定位误差的计算 定位误差的分析与计算实例 组合表面定位
曲轴连杆颈轴线位置误差的测量研究
曲轴连杆颈轴线位置误差的测量研究摘要:应用一个结构简单、操作方便的多功能曲轴分度器,既能对曲轴连杆颈轴线位置误差进行单项检测,又能进行综合检测。
实践证明,效果较好。
关键词:曲轴,连杆颈,位置误差,分度器,误差曲轴是发动机中重要零件之一,其连杆颈轴线位置精度直接影响发动机的使用寿命,因此在检测中属重要项目。
目前,曲轴连杆颈轴线位置误差的检测方法较多,但大都是单项测量,速度慢、费时费工。
根据调查研究,我们制作了一个结构简单、操作方便的多功能曲轴分度器,使其既能对曲轴连杆颈轴线位置误差进行单项检测,又能进行综合检测。
1 曲轴连杆颈轴线位置精度的概念根据JB/T6727-1993《内燃机曲轴技术条件》,属于控制曲轴连杆轴线位置精度的有3个参数(如图1所示,以六拐曲轴为例,连杆颈相位角为120 °):1、在垂直于主轴颈轴线平面内,连杆颈中心到主轴颈中心距离e (以下简称回转半径)公差±δe.2、在垂直于主轴颈轴线平面内,各连杆颈轴线和主轴颈轴线组成的平面对第一连杆颈轴线和主轴颈轴线组成的平面的角度120 °(以下简称曲柄夹角)的公差±δα.3、在主轴颈轴线方向,有连杆颈轴线对两端主轴颈公共轴线的平行度公差δ//.图2所示的是曲轴连杆颈轴线位置公差带的几何框图。
由图中可以看出:1、第一连杆颈(基准)中心O1被限制在O1O线方向和以O1为中心的±δe线段内。
2、其它连杆颈中心(O1 、O3 ) ,分别被限制在各自的由±δe和±δα所组成的小扇形公差带内。
3、连杆颈轴线对两端主轴颈公共轴线的平行度公差带,为一直径是δ//,且平行于公共轴线的圆柱体。
反映在横向图上,则是一个直径是δ//值的圆。
4、对于第一连杆颈(基准)轴线,也同样存在平行度误差,所以也存在(3)中所述的投影圆,但由于在建立公差带横向图时所选择的面是过去第一连杆颈轴线中点的截面,因此反映在图中O1的位置域为一线段。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
科技风2017年9月下机械化工D O I:10. 19392/ki.1671-7341.201718123曲轴制造定位误差的分析计算李红娟孟刚宁夏理工学院机械工程学院汽车系宁夏石嘴山753000摘要:文章论述了曲轴加工定位时,产生定位误差的原因。
对曲轴加工定位误差进行了分析,同时介绍了用简便计算方法 计算定位误差。
提出了减少定位误差的措施。
关键词!曲轴;定位误差;分析;简便计算曲轴是发动机中最重要的机件之一。
它承受连杆传来的力,并将其转变为转矩,然后通过飞轮输出[1]。
在发动机工作中曲轴承受周期变化的气体压力、旋转质量的离心力、往复惯性力以及它们的力矩的共同作用,使曲轴承受弯曲与扭转载荷,产生疲劳应力状态。
这就要求曲轴具有足够的刚度和强度,各工作表面要耐磨。
随着汽车工业的发展,在汽车制造业中,加工曲轴不仅产量大,而且加工精度高。
这就要求在加工中严格控制加工误差。
影响加工误差的因素很多,本文仅对制造加工中定位所造成的定位误差进行分析计算。
一、 曲轴的主要技术要求(一) 主轴颈、连杆轴颈本身的精度曲轴主轴颈、连杆轴颈的直径尺寸公差等级通常为IT6〜IT7;主轴颈的直径极限偏差为-0. 15〜+0. 05m m;曲拐半径极限偏差为± 0• 05m m;曲轴的轴向尺寸极限偏差为± 0. 15〜± 0. 50m m[2]。
(二) 轴颈长度及形状精度轴颈长度公差等级为IT9〜IT10。
轴颈的形状公差,如圆度、圆柱度公差应控制在尺寸公差的1/2之内。
(三) 曲轴的位置精度曲轴的位置精度包括:主轴颈与连杆轴颈的平行度,一般为100m m之内不大于0.02m m;曲轴各主轴颈的同轴度:小型高速发动机曲轴为0. 025m m,中大型低速发动机曲轴为0. 03〜0.08m m;各连杆轴颈的位置度不大于±30,[2]。
二、 曲轴产生定位误差的原因当用调整法加工一批工件时,工件是通过机床夹具固定在加工设备上的,工件在机床夹具上的定位过程中,工件的工序基准沿工序尺寸方向上发生的最大偏移量称为定位误差。
产生定位误差的原因有两个:一是工序基准与定位基准不重合,引起基准不重合误差;二是定位基准(基面)与定位元件本身存在制造误差和最小配合间隙,使定位基准偏离其理想位置,产生基准位移误差。
三、 曲轴加工定位误差的分析与计算(一)曲轴加工定位误差的分析曲轴在加工时,用主轴颈在V型块或半圆上定位。
连杆轴颈的加工是用偏心夹紧机构。
在定位过程中,两定位支撑点A、B的中心连线"C"是定位基准,同时也是加工时的工序基准。
因此,定位基准与工序基准重合,基准不重合误差等于零。
由此可知,只需计算出基准位移误差,就可得到定位误差值。
基准位移误差包括两类:一是沿轴线方向的纵向定位误差;二是基准O O偏离理想位置的转动的基准位移误差。
应着重考虑转动的基准位移误差。
对于转动的基准位移误差,如图1所示。
设中心"在O J 和O之间变动,因此,中心线O O7有两种极端变动:一种是从〇1〇j变到O O T;另一种是从〇1〇2变动到。
计算定位误差时,首先应分析哪一种情况会引起工序基准产生最大位移,以最大位移部位来计算定位误差。
(二)定位误差的计算1.加工部位位于两定位点之间当加工部位位于两定位点之间时,如图2所示。
加工部位M1位于两定位支点A、B间的X点,此时,工序尺寸E的基准位移量S T最大。
其特点是F、G两点分别在等腰梯形〇1〇2〇0的两腰上。
图2加工部位在两定位点之间曲轴加工中,工序尺寸E的定位误差可用简便方法计算;即:A X-AA_3ax3abA C3A B_ A$3A X 9 AA(3AB _ 3A X C2.加工部位位于两定位点之夕卜加工部位位于两定位点之外时,如图3所示。
加工部位M2位于两定位支点之外的X点,此时工序尺寸H的基准位移量Y H最大。
其特点是Q、S两点分别在等腰梯形〇1〇2〇 O 的两对角线〇1〇2、O O J的延长线上。
图3加工部位在两定位点之外曲轴加工中,工序尺寸H的定位误差用简便方法计算为:A X+A A_ AB + AA3ax3abAX3ab_ AA3bx + AB3ax149机械化工科技风2017年*月下四、定位误差值的确定如前所述,曲轴轴颈以V型块定位,两端V型块A、B定位 时定位误差分别为:((式 3) 28111T-B = (式 4)$28111T式中—分别为A、B点V型块定位的定位误差;(!、($—分别为定位点处曲轴轴颈的公差;$ —为V型定位块斜面夹角(常用$ = 90° )(1) 若加工部位位于两定位点之间时!设= 0.04**;(;$ = 〇•〇46**;3!$ = 6〇〇**;3狀= 200**,$ = 90° &则定位误差计算如下:(^^ = 0.028$28111T(-B = ^^ = 0.0(($28111T.C-$3狀 9 —43c$ 0.033 x200 + 0.028 x4003!b000= 0.0(0(**)(2) 若加工部位在两定位点之外时:设(a= 0.040**;(;B= 0.046**;3!B = 600**;3狀=$上接第138页)时,后备电池会立即运行,以实现对相关数据 的有效保护,因此就可以在一定程度上保证信息的完整性。
2.2 P L C可编程逻辑控制器具有使用方便、应用灵活等特点实际上,大部分P L C控制器的设计都是在模块化的基础上 完成的,因此用户可以按照自己的需求来对菜站自动控制系统 的工艺流程、规模大小及控制要求等进行科学、合理的选择,并 设计出一套与P L C模块相对应的资源配置,这样一来不仅可以 有效的降低对硬件配置的需求,而且还可以提高系统的运行效 率和质量。
2.3 P L C可编程逻辑控制器具有易于安装、调试、维修等优势在菜站自动控制系统中,P L C用软件功能有效的替代了继 电器控制系统中的时间继电器、中间继电器、计数器等器件,有 效降低了控制柜的安装、设计、接线工作量。
P L C的用户程序能够借助实验室的模拟来完成调试工作,用小开关来模拟输人信号,通过P L C上的发光二极管能够对输 出信号的实时状态进行系统的观察。
当菜站自动控制系统安 装和接线完成之后,对于现场统调所发现的问题可以通过对其 程序的修改给予有效的解决,而且该系统的调试时间也远远小 于继电器系统的调试时间。
P L C具有非常低的故障发生率,而且自诊断和显示功能相 对比较完善。
P L C或外部的执行机构和输人装置一旦出现故 障,可以根据P L C上编程器或发光二极管提供的信息来对故障800**,$ = 90°。
则定位误差计算如下:(= —^= 0.02828111T(-B = ^^ = 0.0((28111T—C = -!3bc + -B I^c= 0.028 x 200 + 0.033 x 8003!B= 600=0.053 (**)五、结语综上所述曲轴定位误差的分析与简化计算的结果来看,工序尺寸位于两定点之外时,引起的定位误差较大。
因此,为了减小定位误差,可采取如下措施:(1) 提高定位元件和轴颈的尺寸精度;(2) 增大两定位点的中心距,应尽量使两定位点布置的远些;(()尽量使加工部位位于两定位点之间。
参考文献:[1] 陈家瑞.汽车构造(上册)[M].北京:机械工业出版 社,2005,70.[2] 曾东建.汽车制造工艺学.北京:机械工业出版,2008.作者简介:李红娟(1989-),女,宁夏人,硕士,助教,机电系统智能控制,从事汽车服务工程教学工作。
进行分析,准确查找诱发故障的原因,并采取有效对策给予解决。
2.4 P L C控制器具有非常强大的网络功能如今,P L C在我国已经获得了非常快的发展,并且具备比较强的网络功能。
借助P L C能够对菜站自动控制系统进行有效的控制,还能够实现对上位机通信和内部通信的有效控制,此外还可以借助互联网来进行上网或者是利用无线上网。
所以P L C控制器具有强大的网络功能,从而可以实现自动化控制。
3总结我们发现在菜站自动化控制系统中使用P L C控制器具有很多优点,不仅可以减少启动菜的启动次数,还可以及时读取事故或障碍,并及时地停止或启动工作,还使得菜站自动化控制系统更简便易操作,从而也可以实现对菜、阀等设备的自动化控制功能等特点。
所以我们应该将P L C可编程逻辑控制器广泛地应用在菜站的自动化控制系统中去。
参考文献:[1] 苏程睿.泵站集水井P L C自动控制系统的设计运用 [J].科技创新与应用,2015,$24):128.[2] 杜惠娜,赵红鸣.基于P L C的煤矿井下瓦斯抽放泵站 自动控制系统的研究[J].电子世界,2014,$18): 148.[3 ]刘志功.P L C在污水泵站自动控制系统中的应用[J].城市建设理论研究$电子版),2016,6(8):266-267.150。