聚合物锂离子蓄电池芯软包装材料的设计
软包装技术与聚合物锂离子电池
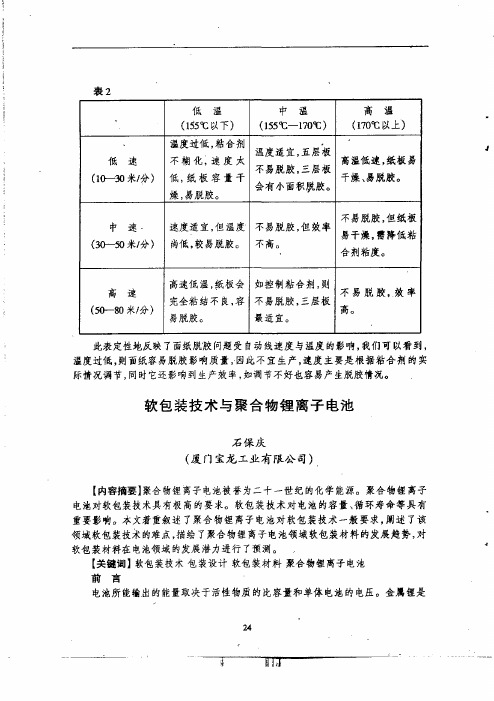
最后,软包装材料的质量判定周期长。由于聚合物钽离子电池所要求的阻水、 阻氯性能超过了包装领域测试仪的最小精度,故很难定量地对所开发的软包装材 料进行测试。现在一般采用的是实际包装电池的最后判定法。根据电池的耱验特 性及教包装楷辩对电池的影响程度及影响速率,一般判定款包装材料最终是否合 格的实验需持续三个月以上。
求的领域,如手机、笔记本电脑、便携武摄像机、军用便携工具、DVD影碟机乃至于
电动车等,聚合物电池有着更为广泛的应用优势和前景。
聚合物锂离予电池的研制成功,主要在于三大技术的解决,印制膜技术、层压
技术和教包装技术。制膜技术解决了电池中不能含液态电解液的问题;层压技术
解决了单片电池的成形和单片电池的组装问题;软包装技术则使电池片成为了电
6.我国软包装材料的发展潜力 目前我国的手机用户己突破5000万;1999年全国的笔记本电脑所用电池已全 部改用锂高子电池;便携式摄像机、DVD影碟机等用电池的数量都非常巨大。若采 用聚合物锂离子电池,剥每年所需的款包装材科价值23亿元;电动车(电动汽车、 电动摩托车、电动自行车)用电池更是电池的一个庞大的市场,聚合物锂离子电池 是开发中的最热门的一种电池,若能开发成功,每年国内电池领域所消耗的软包装 材料将达到3050亿元。现在,虽然国内只有厦门宝龙工业有限公司的聚台物锂离 子电池实现了产业化规模生产,但已有近十家企业己投资立项或处于中试生产阶 段。软包装技术是制约这些企业发展的重要技术问题。无论是为了推动聚合物锂 电池的研究进程还是作为软包装材料的市场,该领域的软包装技术的研究都是十 分必要的。国外有专门的聚合物锂电池用软包装技术的研究机构,而国内仅有极 少数人从事此项研究。软包装材料的研究和应用应成为聚合物锂离子电池研究和 生产的一个重要内容。
聚合物锂离子电池软包装铝塑膜的研究进展_张学建
聚合物锂离子电池软包装铝塑膜的研究进展张学建,张艳,胡亚召摘要:软包装铝塑膜是聚合物锂离子电池的重要原材料,随着聚合物锂离子电池市场的广泛推广,软包装铝塑膜成为了软包装行业的热点之一。
本文概况了聚合物锂电池软包装材料铝塑膜现阶段技术研究和市场应用的情况,包括5部分:技术研究、竞品分析、专利分析、市场动态和应用前景。
从技术角度解析了铝塑膜开发的要求和难点;检索专利了解产品专利保护范围;剖析竞品分析其结构及性能;了解市场情况,展望了发展前景。
关键词:聚合物锂离子电池;软包装铝塑膜;发展前景中图分类号:TQ31文献标识码:A文章编号:1009-5624-(2013)06-0042-071引言聚合物锂离子电池软包装材料是由铝箔、多种塑料膜和粘合剂(包括粘接性树脂)组成的复合软包装材料。
由于它对腐蚀性的酸、碱、盐或有机溶剂等液态化学物质具有较高的稳定性,它的设计、制造及其应用技术是聚合物锂电池行业要解决的三大技术难题之一[1-3]。
据高工锂电产业研究所(GBII)调查,2012年中国锂电池铝塑膜的需求量为1600万平方米,同比增长23%;市场规模为6.2亿元,同比增长21%。
由于中国铝塑膜基本上被日本企业垄断,所以价格保持比较稳定的态势;韩国栗村铝塑膜逐渐被聚合物锂电池生产厂家认可,市场份额上升,但总量还是难以与日本DNP和昭和抗衡。
国内企业推出的铝塑膜产品市场评价不高,不少国内企业也在积极研发中,预计未来3~5年国产化率将会有一定的提升,而价格也将随之下降[4]。
2聚合物锂离子电池软包装铝塑膜的技术研究液态锂离子电池和聚合物锂离子电池所用的正负极材料是相同的,电池的工作原理也基本一致。
它们的主要区别在于电解质的不同,锂离子电池使用的是液体电解质,而聚合物锂离子电池则以聚合物电解质来代替,这种聚合物可以是“干态”的,也可以是“胶态”的,目前大部分采用聚合物胶体电解质[5-8]。
表1液态锂离子电池与聚合物锂离子电池结构差异Table1thedifferenceofstructuresbetweenTheliquidlithiumionbatteryandthePolymerlithiumionbattery由于聚合物锂离子电池使用了胶体电解质不会收稿日期:2013-09-30作者简介:张学建(1974-),男,河北保定人,工程师,现在中国乐凯胶片股份有限公司研究开发部水性氟涂层背板项目经理。
聚合物锂离子电池的软包装技术
电池工业 !"#$%&% ’())%*+ ,$-.&)*+
+,,+ 年 -+ 月
聚合物锂离子电池的软包装技术
郑荣鹏
$ 厦门宝龙工业有限公司, 福建 厦门 !%"&’" (
摘要:聚合物锂离子电池的研制成功主要基于 ! 大技术的突破,即制膜技术、层压技术和软包装技 术。 文章着重叙述了软包装技术和软包装材料对电池的影响; 介绍了聚合物锂离子电池对软包装材料 的一般要求, 以及软包装材料的包装工艺; 描绘了软包装材料的发展趋势。 关键词: 聚合物锂离子电池; 软包装技术; 包装工艺; 软包装材料 中图分类号: )*#"’+ # 文献标识码: , 文章编号: "&&-./#’! $ ’&&’ ( &%.&!"#.&!
软包装材料的发展是由聚合物锂离子电池的发 展趋势及应用领域的拓展而决定的。聚合物锂离子电 池的发展主要有两大趋势:一个是向小型化、薄型化 发展;一个是向大容量大电流发展。前者要求包装材 料在阻隔性有保障的基础上向更薄更柔软的方向发 展。后者则要求包装材料的阻隔性更高, 内层材料更 耐电解液的浸泡, 整个材料更耐折。 这两种发展趋势对 包装材料的选择、复合材料的要求$ 特别是对包装材 料结构设计的要求更高。 由于软包装材料是电池成型 的最后一道质量保证, 且对电池性能影响极大, 因此, 聚合物锂离子电池的发展及应用领域的拓展很大程 度上取决于软包装材料的发展。软包装材料的研究和 应用应成为聚合物锂离子电池研究和生产的一个重 要内容。
2. 2"
溶解的成份将发生化学反应而产生气体; 若内层材料 被电解液溶胀, 将改变电解液的浓度或成份比例而影 响电芯的性能。 聚合物所用的电解液是由多种脂组成的有机电 解液, 其中的电解质锂盐在存在水分的情况下会分解 成酸性极强的氢氟酸。 这就需要内层材料与铝箔的粘 结层不受电解液和电解液所产生的氢氟酸的影响, 以 避免内层材料与铝箔剥离脱层而影响包装材料的阻 隔性。 现在好多日本的厂家所生产的软包装材料的内 层材料与铝箔的复合层就采用一种耐电解液和氢氟 酸的特殊的粘结剂, 以避免材料被电解液浸泡后剥离 脱层, 铝箔与内层材料剥离强度的大小直接影响到电 池的密封性能。 $ . & 具有良好的延展性、 柔韧性和机械强度 聚合物锂离子电池的生产过程, 对包装材料的柔 韧性提出了较高的要求, 现应用较广泛的冷压成型包 装方式对包装材料的延展性也提出了较高的要求。 使 用过程中的安全性保障对软包装材料的机械强度也 提出了较高的要求。 5 软包装材料的包装工艺 聚合物锂离子电池的包装方式一般有成型包装 和非成型包装两种。成型包装即盒式包装方式, 这种 包装方式首先是将包装材料冲成盒式形状, 盒子的深 度视电池而定,由于在成型过程中,铝箔和其他复合 材料有延伸、流动,这就要求不同复合层的剥离强度 较高,以避免成型过程中脱层,而且在延伸的过程中 铝箔会变薄。 一般来说, .# !% 厚的铝箔成型深度最好 不超过 . %%, 成型后铝箔的厚度不能小于 !# !%。 非 成型包装方式由于材料未延伸, 所以对延展性和铝箔 的厚度要求相对较低。 软包装材料的热封工艺参数主要有热封时间、 热 封压力和热封温度,一般情况下,新的包装材料的应 用都需要重新调整这 ! 个参数,使热封效果达到最 佳。下图是一组热封时间、热封温度、热封压力的曲 线。
聚合物锂电芯PACK工艺
04
Pack工艺中的关键技术
电池热管理技术
1 2
3
热设计
为了确保电池的正常运行和安全性,需要对电池进行有效的 热设计。这包括选择适当的材料、设计和布局电池组,以便 在运行过程中有效地散热。
热控制
为了防止电池过热或过冷,需要实施有效的热控制策略。这 包括使用温度传感器监测电池温度,以及使用加热或冷却系 统来调节电池温度。
电池芯选择
采用高功率聚合物锂电芯,单体电芯容量为 3.8V/100Ah。
电池管理系统
具备电量监测、充电控制、放电控制、安全保 护等功能。
结构封装
采用铝壳封装,具有高强度、高刚性等特点, 适应汽车使用环境。
某品牌无人机电池Pack工艺案例
电池芯选择
结构封装
采用高能量密度聚合物锂电 芯,单体电芯容量为 3.7V/1000mAh。
热仿真
为了优化电池热设计和管理,可以使用热仿真工具进行模拟 和预测。这有助于预测电池在不同条件下的温度行为,从而 优化电池性能和安全性。
电池均衡技术
均衡电路
为了确保电池组中所有电池的充电和放电状态一致,需要使用均衡电路。这种电路可以消除电池 之间的电压差异,防止过充电或过放电。
均衡策略
实施有效的均衡策略是必要的,以确保均衡电路在适当的时机工作。这包括基于电压、电流或温 度的均衡策略,以及主动和被动均衡策略。
形状可塑性
聚合物锂离子电池的电解质为固态或 凝胶态,不易泄漏和爆炸,安全性较 高。
轻量化
由于采用高分子材料,聚合物锂离子 电池的重量相对较轻,有利于减小设 备的整体重量。
安全性能高
聚合物锂离子电池的形状可以根据需 要进行定制,具有更好的可塑性,可 以适应不同设备的形状和尺寸。
191113 软包锂离子电芯设计指南
一、设计 3、极片长度简单计算(以中型号为例)
A=B=极耳宽度+3+3;C=卷芯宽度/2+8; D=(卷芯宽度+卷芯厚度)*2+C;L1=正极 片长度(不含尾部短空箔)+C
卷芯构图
E=卷针宽度+5;F=卷针宽度*3+5;短料 长=正极片短料长+18~22;长料长=正极 片长料长+8~12;L2=E/F+短料长/长料长
体系2: 正极:ZX: RC: SP: NMP=100: 1.6: 1.3: 40 负极:FS: SF: CMC: SBR: H2O=100: 1: 1.6: 4.2: 92 设计压实比:正极4.10±0.05,负极1.45±0.05 电解液:LD 混料容量发挥:141~142mAh/g(以1500mAh电芯容量为基准) 面密度比:2.12 体系特点:设计容量较低,常温&45℃循环性能好(可满足0.5C/500周 80%), 长时间常温存储性能好
4)、正极耳处贴胶纸要求: 胶纸长度需保证完全覆盖极耳,并覆盖极耳胶 0.1~1mm 5)、模壳设计: 上模腔尺寸:宽度=电池宽度最大值-1.0~2.5
高度=电池高度最大值-4.0~5.2 冲头尺寸:宽度=上模腔宽度-0.4~0.6 高度=上模腔高度-0.4~0.6 冲头倒角R≈卷芯厚度/2
6)、卷针宽度: 卷针宽度≈卷芯宽度-卷芯厚度-0~3
二、常用体系
体系5: 正极:ZX:JH:RC10214: SP: NMP=75: 25: 1.6: 1.6: 50 负极:918: FSN-1:SP: CMC: SBR: H2O=50: 50: 1.0: 1.5: 2.6: 82 设计压实比:正极4.0±0.05,负极1.6±0.05 电解液:L 混料容量发挥:145~146mAh/g(以1500mAh电芯容量为基准) 面密度比:2.18 体系特点:设计容量较高,循环较好
软包和聚合物锂电设计

1.0
F0504
68
P
Pack要 求
Pack尺寸
模具
456192
电芯尺寸 8.00 包装要求
面容量
含量
正极容量 面密度
A
E
C
B
2.884 94.80% 2612
0.02128 794.00 76.0
754.00 16.00
容量密度 含量
负极容量 面密度
A
B
C
D
3.086 92.40% 2953 0.01077 812.00 11.0
=卷针厚 度 =/卷2+针卷厚 度 =/膏2+收卷尾 余 =量 长- 度正 差 × =(折内数长差 +=外内长2- 内 =1( 卷针 宽 =度 (× 卷2针 厚 =S度QR/T2(+2* 2+power(
1.030 1.050 1.069 1.079 1.088
实际差 -0.019%
选择数据
电池类别 隔膜厂家 隔膜厚度 极耳厂家 极耳宽度 电解液厂家 电规格解液 包装膜厂家 包装膜宽度 注液量公差 单边间隙 凸模顶r角 修正系数 单位注液量 设计人员
6.00
357.00 370.00
中心距
隔膜厂家 隔膜宽度 卷芯宽
卷芯厚
卷针宽度 冲型总深估 凹模宽度
17.0
Entec 61.50 47.6±0.3 5.60
41.95 4.150 48.44
卷芯宽中限 隔膜厚度 卷芯宽公差 限位块
卷针厚度 松紧度影响 切膜高度 理论宽度
47.60
0.020
0.30
14
15
18
20
23
28
30
聚合物锂离子电池芯内包装材料综述
前言聚合物锂离子电池在同等容量的前提下,体积小,重量轻,循环寿命长(大于1000次),无记忆效应(可随用随充电而不影响性能),广泛应用于手机、掌上电脑,手提电脑,便携军用工具,便携摄像机、DVD影碟机,正加速开发应用于电动车(电动自行车、摩托车及汽车)。
正是由于聚合物锂离子电池本身所具有的优异性能及其非常广泛的应用前景,被誉为二十一世纪的绿色化学能源。
它的研制成功,主要取决于三大技术难题的解决,即制膜技术、层压技术和软包装技术。
这里的软包装技术指的是聚合物锂离子电池芯内包装(成型)材料的设计制造工艺技术和该材料的应用工艺技术(以下简称软包装技术)。
软包装材料的重要性软包装技术是聚合物锂离子电池这一顶尖的高新技术行业中要解决的三大技术难题之一,它被放在如此重要的地位,说明该产品有高的技术含量,在设计、制造及其应用上都和普通的复合包装材料在性能上有质的差别。
到目前为止,国际上仍没有一家公司的该项目产品能够完全满足聚合物锂离子电池对该产品的综合技术要求。
因此,聚合物锂离子电池芯内包装成型材料不仅仅是聚合物锂离子电池的包装问题,而且是构成聚合物锂离子电池的一个不可缺少的重要组成部分。
如果对这种软包装材料的重要性认识不够,将很不利于它的设计和开发。
一、聚合物锂离子电池要求软包装材料的阻隔性(如水分、氧气)比普通铝塑复合膜的阻隔性高10000倍,如此高的阻隔性,已经超出了仪器的检测精度。
二、产品不能脱离包装而存在,包装的使用寿命与产品的库存及使用寿命同期。
包装已成为产品的一个不可缺少的重要组成部分,产品的寿命周期,实际上就是包装逐渐失效的过程,没有包装,就没有产品,或者说包装失效,产品随之报废。
三、产品的使用过程(不断地充放电过程),是一个动态的电化学反应过程,软包装材料本身要能有效抵制内部电解液对它的溶胀、溶解、渗透、吸收及电化学反应。
四、电池内的电解液是由多种有机溶剂和遇水分能迅速产生强腐蚀性氢氟酸的锂盐存在。
191115 软包锂离子电芯设计指南-2
电芯容量
输入正极面密度 负极面密度
2.3 软包电池的设计原则
1)模壳:上模腔尺寸:宽度=电池宽度最大值-(1.0~5.5) 高度=电池高度最大值-(2.2~6.2)
冲头尺寸:宽度=上模腔宽度-(0.4~1) 高度=上模腔高度-(0.4~0.8)
2)宽度:卷芯宽度=上模腔宽度-(0.5~1.40) 隔膜宽度=上膜壳高度-(0.5~1.50) 负极宽度=隔膜宽度- (1.0~2.20) 正极宽度=负极宽度-( 1.0~2.20 )
负极的面密度
1.05 =
* C (C为常数)
正极的面密度
正极的面密度
=
负极的面密度
C 1.05
= K (K为常数)
即方型和软包电池中常说的面密度比。
1.2 正负极效率的匹配
电池的电压=正极电势-负极电势。 充电过程:正极电势会升高,负极电势会降低,电池的电压逐渐上升; 放电过程:正极的电势降低,负极的电势升高,电池的电压逐渐降低。
定制电池的厚度、形状,并可做出弧 形等特殊形状;
3.2 软圆柱的最大区别是没有金属外壳,采用铝塑膜外包装, 同时隔离膜采用涂胶工艺,电解液改用现场聚合or凝胶性电解液。
其结构主要分为Nylon、Al 和 PP,三个部分:示意图如右图: Nylon :可以有效阻止空气尤其是氧的渗透,维持电芯内部的环境,同
三、软包锂离子电池的组成
3.1 软包锂离子电池的特点
①高能量密度:能量密度高达 580~630Wh/L;
②安全性能好:采用铝塑包装,内部质 量隐患可立即通过外包装变形而显示 出来,一旦发生安全隐患,不会爆炸 ,只会鼓胀;
③更轻便:比同等规格的钢壳液锂轻40 %,比铝壳液锂轻20%;
④更薄:厚度最小可做到2.0~2.5mm ⑤形状可定制:可根据客户的要求灵活
聚合物锂离子电池芯内包装材料
前言聚合物锂离子电池在同等容量的前提下,体积小,重量轻,循环寿命长(大于1000次),无记忆效应(可随用随充电而不影响性能),广泛应用于手机、掌上电脑,手提电脑,便携军用工具,便携摄像机、DVD影碟机,正加速开发应用于电动车(电动自行车、摩托车及汽车)。
正是由于聚合物锂离子电池本身所具有的优异性能及其非常广泛的应用前景,被誉为二十一世纪的绿色化学能源。
它的研制成功,主要取决于三大技术难题的解决,即制膜技术、层压技术和软包装技术。
这里的软包装技术指的是聚合物锂离子电池芯内包装(成型)材料的设计制造工艺技术和该材料的应用工艺技术(以下简称软包装技术)。
软包装材料的重要性软包装技术是聚合物锂离子电池这一顶尖的高新技术行业中要解决的三大技术难题之一,它被放在如此重要的地位,说明该产品有高的技术含量,在设计、制造及其应用上都和普通的复合包装材料在性能上有质的差别。
到目前为止,国际上仍没有一家公司的该项目产品能够完全满足聚合物锂离子电池对该产品的综合技术要求。
因此,聚合物锂离子电池芯内包装成型材料不仅仅是聚合物锂离子电池的包装问题,而且是构成聚合物锂离子电池的一个不可缺少的重要组成部分。
如果对这种软包装材料的重要性认识不够,将很不利于它的设计和开发。
一、聚合物锂离子电池要求软包装材料的阻隔性(如水分、氧气)比普通铝塑复合膜的阻隔性高10000倍,如此高的阻隔性,已经超出了仪器的检测精度。
二、产品不能脱离包装而存在,包装的使用寿命与产品的库存及使用寿命同期。
包装已成为产品的一个不可缺少的重要组成部分,产品的寿命周期,实际上就是包装逐渐失效的过程,没有包装,就没有产品,或者说包装失效,产品随之报废。
三、产品的使用过程(不断地充放电过程),是一个动态的电化学反应过程,软包装材料本身要能有效抵制内部电解液对它的溶胀、溶解、渗透、吸收及电化学反应。
四、电池内的电解液是由多种有机溶剂和遇水分能迅速产生强腐蚀性氢氟酸的锂盐存在。
一种软包装锂离子电芯加宽结构及其制作方法
一种软包装锂离子电芯加宽结构及其制作方法下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!一种软包装锂离子电芯加宽结构及其制作方法1. 简介随着电动汽车、智能手机和便携式电子设备的普及,对于高性能电池的需求日益增加。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿日期:2003204210 基金项目:江苏省科技攻关基金项目(BE 20022059);2001年度国家科技创新基金资助项目(01C 26213200846) 作者简介:李永安(1957—),男,江苏省人,高级工程师,主要研究方向为医药包装材料及新型复合包装材料。
Biography :L I Y ong 2an (1957—),male ,senior engineer.聚合物锂离子蓄电池芯软包装材料的设计李永安, 徐立球, 李学兵(连云港中金医药包装有限公司,江苏连云港222047)摘要:在充分了解聚合物锂离子蓄电池芯内容物的物理化学特性及聚合物锂离子蓄电池生产封装工艺对软包装材料要求的基础上,采用国际上先进的铝塑复合膜生产设备和制造工艺,设计出较为适用的6种结构(分4大类)的铝塑复合膜软包装材料。
重点介绍了难度最大的冷冲压成型软包装材料的设计,揭示了电池规格、冷冲压成型深度、铝箔伸长率和冷冲压前后铝箔厚度变化之间的关系。
最后说明了该材料本身的重要性及其研究的重要意义,该材料研究开发的现状及今后的发展方向。
关键词:聚合物锂离子蓄电池;铝塑复合软包装材料;阻隔性;设计中图分类号:TM 912.9 文献标识码:A 文章编号:10022087X (2003)0620512203De sign of soft p ackage material for inner coreof polymer lithium ion secondary batteryL I Y ong 2an ,XU Li 2qiu ,L I Xue 2bing(L ianyungang Zhongji n Medici nal Packagi ng Co.L t d.,L ianyungang Jiangsu 222047,Chi na )Abstract :Basing on thorough understanding of physical properties characteristics of polymer lithium ion sec 2ondary battery ’s content and the requirement of sealing technology ,international advanced facilities and technol 2ogy were introduced ;six applicable structures of laminated soft package material (4main categories )were devel 2oped.Among them ,the design of cold form packaging material was explained ;the concern between the specifi 2cation of battery 、depth of forming 、extensibility of alum 2foil ,and thickness variations of alum 2foil before and after forming were stly ,the importance and significance of this material ,current situation and fu 2ture trend of this material ’s developing were introduced.K ey w ords :polymer lithium ion secondary battery ;soft packaging material by aluminum 2plastic compound ;hin 2drance ;designing 聚合物锂离子蓄电池芯软包装材料是由铝箔、多种塑料及多种粘合剂(包括粘接树脂)所组成的复合软包装材料。
它的设计、制造及其应用技术(简称软包装技术)是聚合物锂离子蓄电池行业要解决的三大技术难题之一。
该材料的研制成功,不仅能够解决聚合物锂离子蓄电池芯的软包装材料问题,攻克制约国产聚合物锂离子蓄电池行业生产的一大技术瓶颈,而且能够为具有腐蚀性的酸、碱或有机溶剂等液态化学物质的包装提供借鉴或指导作用,提供理论上的新认识。
1 设计基础 如果不充分了解和研究聚合物锂离子蓄电池芯内容物静态的物理化学特性和它在整个使用过程中(反复地充电放电过程中)动态的电化学反应特性及其使用工艺,设计将变得毫无根据。
1.1 与软包装材料设计有关的电池芯内容物的组成 聚合物锂离子蓄电池的正极、负极、聚合物膜(亦称隔膜)、聚流体(铜网和铝网)、电解液及正负电极(铝和铜或铝和镍,亦称极耳)等是电池芯的内容物,它们与软包装材料经过热封后一起构成电池芯。
本文只介绍与软包装材料设计有关的内容物———聚流体、电解液、正负电极对软包装材料设计的要求。
具有流动性、渗透性、腐蚀性、溶解性的电解液是软包装材料设计主要考虑的问题。
电解液是由多种有机溶剂和锂盐组成,主要成分有EC (碳酸乙烯酯)、PC (碳酸丙烯酯)、DEC (二乙基碳酸酯)、DME (二甲氧基乙烷)、DMC (二甲基碳酸酯)、LiPF 6(六氟磷酸锂)、LiASF 6(六氟砷酸锂)、LiCoO 2(钴酸锂)等。
单片电池中间有聚流体铜网和铝网。
电源是靠厚度为50~100μm 的铝箔和镍箔或铝箔和铜箔作为正负极与内膜严密热封后引出的。
1.2 内容物的特性分析 (1)从电解液中有机溶剂的组成看,它们不单是极性强、渗透性强的溶剂,根据有机物“极性相似相容”的原理,它们正是铝塑复合包装材料常用粘合剂良好的有机溶剂。
事实上,铝塑复合包装材料用胶粘剂中最常用的溶剂是乙酸乙酯,它们同属于酯类,对粘合剂的溶解性很好,也就是说它们能严重破坏(溶胀、溶解或反应)复合膜层间粘结作用,使粘合强度降低或脱层,从而也就失去了复合包装材料优异的阻隔保护性能,与单一包装材料性能无异。
(2)从电解液中锂盐的组成看,它们极易水解,遇水便迅速产生具有强腐蚀性的氢氟酸,而氢氟酸一旦随溶剂渗透到铝塑复合膜中间的铝箔层,将很快破坏与胶粘层相连接的铝箔表面,使内膜与铝箔分离,更为严重的是将加快电化学腐蚀速度,能将铝箔腐蚀穿。
(3)软包装材料参与电化学反应,对锂离子电池电性能影响的机理十分复杂,该项工作的研究刚起步,本文不作分析。
1.3 使用工艺对软包装材料的要求1.3.1 内膜具有良好的耐穿刺性能 电池芯封装过程中一般须要三次抽真空,三次热压封口。
抽真空时,软包装膜在外界大气压力的作用下向内收缩,这时铜网和铝网边缘的毛刺会猛刺内膜,一旦刺穿内膜到达铝箔,电解液和氢氟酸将直通铝箔,造成点状腐蚀,严重时产生点透(将铝箔腐蚀穿)、气胀或漏液,使电池报废。
铜网和铝网的毛刺与复合膜中间的铝箔接触时造成短路,似接触非接触时造成电池时而发生短路现象。
1.3.2 热封层具有抗污染、高强度、严密热封的性能 电池芯在第二次热压封口和第三次热压封口时,内膜上粘附有电解液,这要求内膜具有抗污染高强度热封的性能。
另外,此时内膜层间必须保持较高的剥离强度(通常要求必须大于2.5N/15mm),以保证第三次热压封口后的严密牢固性。
1.3.3 内膜具有耐高温热封不短路的性能 电源通过50~100μm厚,2~6mm宽的金属箔(铝和铜或铝和镍)作为正负电极引出,在热压封口[热封温度(160±15)℃,压力3×105Pa左右,时间4s左右]时,金属电极比其它地方凸起,受压力大,如果内膜中热封层以内不具有耐175℃以上高温软化材料,金属电极很容易被压到复合膜中间的铝层上造成短路。
1.3.4 良好的冷冲压成型性 为了使电芯表面平整光洁,方正,封边平整,封口严密牢固,进一步减小电芯外部尺寸,利于机械化生产,提高劳动生产率和成品率,降低成本,通常要求软包装膜具备良好的冷冲压成型的特性。
冷冲压成型过程中容易产生的问题有:复合膜中间的铝箔产生针孔或裂纹,层间分层,变形等。
2 典型结构及分类2.1 典型结构 通过分析、试验及生产实际使用,软包装材料设计出如下典型结构。
(1)N Y15~25//Al40~60//NPP50~70; (2)N Y15~25//Al40~60//NPE50~70; (3)PET12//N Y15//Al26~30//NPP50~70; (4)PET12//N Y15//Al26~30//NPE50~70; (5)PET12//Al26~30//NPP50~70; (6)PET12//Al26~30//NPE50~70。
式中:N Y———尼龙;Al———铝;NPP———热封面为改性聚丙烯类;NPE———热封面为改性聚乙烯类;PET———聚酯;下角标数字———材料厚度,μm。
2.2 分类 从是否具备冷冲压成型的特性和是否具备与金属电极直接热封的特性,将上述典型结构分成4大类: 能与金属直接热封的冷冲压成型膜,如(2)结构; 能与金属直接热封的非冷冲压成型膜,如(4)和(6)结构; 不能与金属直接热封的冷冲压成型膜,如(1)结构; 不能与金属直接热封的非冷冲压成型膜,如(3)和(5)结构。
3 设计原理 为了叙述的方便,将软包装材料的结构分为三层:Al箔为中间阻隔层,Al箔以外的N Y和PET为外层保护层,Al箔以内的为内层多功能层。
3.1 外层 非冷冲压成型软包装材料,只要求外层耐高温[热封温度在(160±15)℃],耐磨擦性、耐穿刺性和耐折性好,对中间铝层起保护作用即可。
从常用塑料包装材料的性能来看,PET和N Y均可用作外层,但N Y价格比PET高得多,通常首选PET 作为外层。
冷冲压成型软包装材料,除要求具备非冷冲压成型外层材料的性能外,还要求合适的伸长率,较高的抗冲击强度、撕裂强度和断裂强度。
N Y是最适合冷冲压成型的外层材料。
外层主要是对中间层起良好的保护作用和适合冷冲压成型性要求,特别的还要求印刷性良好。
3.2 中间层铝箔层 根据目前国际上软质铝箔加工工艺和技术条件,我们认为,26μm以上的软质铝箔无针孔,对氧气或其它流体(固体不存在问题)可以起到绝对的阻隔作用,即透过率认为是零。
非冷冲压成型材料中间层选用26~30μm的软质铝箔,厚度大于30μm的铝箔对提高阻隔性能没有实际意义,且会增加质量、厚度和成本。
表层PET与中间铝层所用的粘合剂只要求粘合强度大于2.5N/15mm的普通粘合剂即可。
冷冲压成型软包装材料中间铝箔层设计如下。
假设: (1)电芯长l、宽b、冲深h、伸长率P、冷冲前铝箔厚度为δ1,冷冲后铝箔厚度为δ2; (2)实际计算时,以某公司40~60μm软铝的伸长率21%~30%,取21%和30%两种计算; (3)大于26μm的软铝箔无针孔,对空气或流体的透过率为零; (4)在冷冲压成型过程中,被冲压的长度(l)和宽度(b)面积的膜被均匀拉伸。