焊接工艺卡
焊接工艺卡
焊接工艺卡
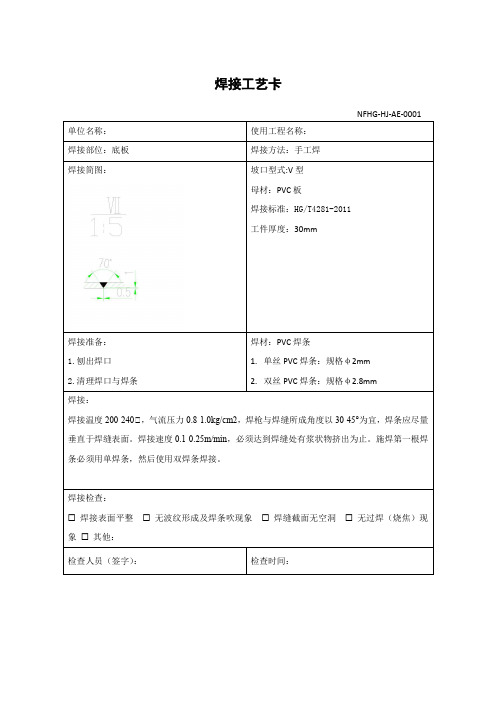
NFHG-HJ-AE-0001单位名称:使用工程名称:
焊接部位:底板焊接方法:手工焊
焊接简图:坡口型式:V型
母材:PVC板
焊接标准:HG/T4281-2011
工件厚度:30mm
焊接准备:
1.刨出焊口
2.清理焊口与焊条焊材:PVC焊条
1.单丝PVC焊条:规格φ2mm
2.双丝PVC焊条:规格φ2.8mm
焊接:
焊接温度200-240℃,气流压力0.8-1.0kg/cm2,焊枪与焊缝所成角度以30-45°为宜,焊条应尽量垂直于焊缝表面。
焊接速度0.1-0.25m/min,必须达到焊缝处有浆状物挤出为止。
施焊第一根焊条必须用单焊条,然后使用双焊条焊接。
焊接检查:
☐焊接表面平整☐无波纹形成及焊条吹现象☐焊缝截面无空洞☐无过焊(烧焦)现象☐其他:
检查人员(签字):检查时间:
焊接工艺卡焊接简图:。
焊接工艺卡

焊接位置:全方位焊条角度:随位置变化而变化
焊工分布:对称焊接接头重叠:10 mm~15 mm
焊接方式:短弧焊接打底面形状:微凹
摆动方向:横向微动接头分布:尽量避免过多重复
层间厚度:≤3 mm焊接完成后氩气延时10s左右。
焊接工艺卡
表A.2小直径高压合金钢管(横焊)
焊接方法
钨极氩弧焊打底电焊盖面
焊接规程7焊接工艺卡
表A.1小直径碳钢疏水管(吊焊)
焊接方法
钨极氩弧焊手工电焊盖面
母材
钢号:20g(δ=3.5 mm~6.0 mm)
坡口形式
焊前准备
1.焊丝清理干净
2.坡口及两侧各为10 mm~15 mm的内外壁彻底清理
3.坡口角度及装配尺寸见左图
4.错口值≤10%δ且≤1 mm
5.工作环境及工作位置良好
层间厚度:≤3 mm焊缝收尾:回焊将弧坑填满
母材
钢号:12Cr1MoV(δ=3 mm~6 mm)
坡口形式
焊前准备
1.焊丝清理干净
2.坡口及两侧各为10 mm~15 mm的内外壁彻底清理
3.坡口角度及装配尺寸见左图
4.错口值≤10%δ且≤1 mm
5.工作环境及工作位置良好
6.不允许强行对口
焊接材料
焊丝TIG-R31(φ2.4)焊条R317(直径3.2)
3.坡口角度及装配尺寸见左图
4.错口值≤10%δ且≤1 mm
5.工作环境及工作位置良好
6.不允许强行对口
焊接材料
钨极氩弧焊(打底):TIG—R31(ψ2.4)
手工电弧焊(填充及盖面):R317(ψ3.2或ψ4)
预热制度
预热温度:250℃~350℃
焊后处理
焊接工艺卡20#

板材:对接焊缝/角焊缝/
管子直径、厚度范围:对接焊缝3≤δ≤10,管径不限角焊缝/
其它:
焊接材料:
焊条标准:/牌号:J422
焊丝Байду номын сангаас焊剂牌号:TGS-50
焊剂商标名称:/
焊接位置:
对接焊缝位置:1G、5G
焊接方向:向上
角焊缝位置:/
焊后热处理:
加热温度:/升温速度:/
保温时间:/冷却方式:/
焊接工艺卡(首页)
单位名称:**建设集团安装分公司**工程总承包部
焊接工艺卡编号:****-04选用焊接工艺评定编号:***第04号
编制:批准:日期: 2006年5月22日
焊接接头:
坡口形式:V型
垫板:无
其它:/
母材:
类别号Ⅰ组别号Ⅰ-1与类别号Ⅰ组别号Ⅰ-1相焊
或标准号钢号20#与标准号钢号20#相焊
φ2.5
DC+
100~120
16~20
3~7
其余
SMAW
φ3.2
DC-
90~100
20~26
4~12
钨极类型及尺寸:铈钨极φ2.0
熔化极气体保护焊熔滴过渡形式:
焊丝送进速度范围:
技术措施:
摆动或不摆动焊:摆动焊
摆动参数:不限
喷咀尺寸:φ10
焊前清理或层间清理:砂轮机打磨
导电咀至工作距离:
多丝焊或单丝焊:单丝焊
焊接工艺卡(附页)
焊接工艺卡编号:****-04
预热:
预热温度:/
层间温度:/
保持预热时间:/
加热方式:/
气体:
保护气体:Ar
混合气体组成:≥99.95%
P11焊接工艺卡

中国石油天然气第六建设公司兰州项目经理部
兰州石化公司60万吨/年乙烯改扩建工程乙烯装置裂解炉区
P11炉管焊接工艺卡
焊接方法选择:GTAW+SMAW(氩电联焊)
焊接材料:焊丝:H08CrMoVA 焊条:E5515-B2(R307)
坡口型式:V
预热及后热
加热方式:氧-乙炔火焰加热
预热温度(允许最低值): 150℃
后热温度:300-350℃恒温15-30min后保温缓冷
热处理
加热方式:电加热
执处理温度:724±20℃保温时间:2h
升温速度:300℃以上时≤167℃/h
冷却速度1:300~649℃时167~270℃/h
冷却速度2 :649℃以上时≤56℃/h
——摘自中国石油天然气股份公司兰州石化公司60万吨/年乙烯改扩建工
程乙烯装置裂解炉区《炉管焊接施工技术措施》A版
1。
焊接工艺卡片

B11
焊工合格项目
GTAW-AⅡ-3G-12-02
母材材质
5052
母材规格
δ=6
焊接工艺评定号
WPQ-070
产品试板要求
标记
处数
更改文件号
日期
编制
日期
审核
日期
批准
日期
河南开元空分
集团有限公司
焊接工艺卡片H(09)
产品代号
K27.000
产品名称
冷凝蒸发器
焊接层次
工艺参数
一(正)
一(反)
焊缝坡口及焊接层次示意
2、焊丝、坡口表面极其两侧50mm范围进行表面清理。用丙酮等有机溶剂去除表面的油和油脂,也可用机械法或化学法清除。
3、经清理的焊丝和焊件,焊前严禁玷污,否则应重新清理。
4、检查焊接设备、仪表能正常使用。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
5.手工点固引熄弧板。
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
100%射线探伤,透照质量不低于AB级,符合JB/T4730.2-2005标准,检查结果达到Ⅱ级合格。
零件名称
封头
焊缝号
A003
焊工合格项目
GTAW-AⅣ-3G-12-02
母材材质
5083
外观要求:
1、焊缝表面不得有裂纹、弧坑、飞溅物、咬边等。
2、焊缝与母材应圆滑过渡。
无损探伤:
《焊接工艺卡》word版
160
24~26
14
6
E4315
Ф4.0
160
24~26
14
备注:其他焊接工艺要求按本单位《通用焊接工艺守则》执行
编制
校对
审核
页码
8
焊接工艺卡
焊88-4
产品名称
焊接工艺评定编号
评88-4
焊缝代号
共40页
第9页
材料牌号
板A3:δ=8
焊接层次、顺序示意图
焊接层数(正/):3 坡口高度:60°±5°
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
1
E4315
Ф3.2
90
24~26
16
L/min
2
E4315
Ф4.0
140
24~26
14
L/min
3
E4315
Ф4.0
160
24~26
14
L/min
4
E4315
Ф4.0
160
24~26
14
5
E4315
加热方法
种类
温度范围
加热方法
层间温度
温度范围
测温方法
保温时间
冷却方法
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
保护气体流量L/min
1
E4315
Ф3.2
90~120
24~26
15
40Cr焊接工艺卡
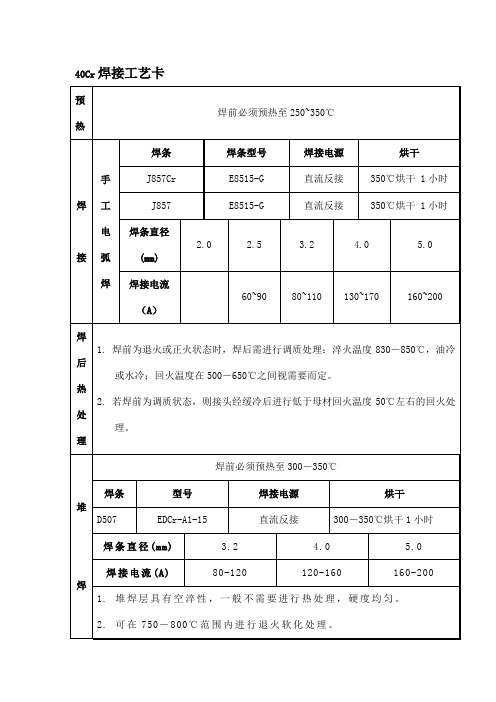
40Cr焊接工艺卡
预
热
焊前必须预热至250~350℃
焊接手
工
电
弧
焊
焊条焊条型号焊接电源烘干
J857Cr E8515-G 直流反接350℃烘干 1小时
J857 E8515-G 直流反接350℃烘干 1小时焊条直径
(mm)
2.0 2.5
3.2
4.0
5.0
焊接电流
(A)
60~90 80~110 130~170 160~200
焊
后热处理1. 焊前为退火或正火状态时,焊后需进行调质处理:淬火温度830-850℃,油冷
或水冷;回火温度在500-650℃之间视需要而定。
2. 若焊前为调质状态,则接头经缓冷后进行低于母材回火温度50℃左右的回火处
理。
堆焊
焊前必须预热至300-350℃
焊条型号焊接电源烘干
D507 EDCr-A1-15 直流反接300-350℃烘干1小时焊条直径(mm) 3.2 4.0 5.0
焊接电流(A) 80-120 120-160 160-200
1. 堆焊层具有空淬性,一般不需要进行热处理,硬度均匀。
2. 可在750-800℃范围内进行退火软化处理。
3. 加热至900-1000℃后空冷或油淬后,可重新硬化。
备注1. 焊前必须严格清理焊件及坡口表面的铁锈、油污、水分等。
2. 施焊过程中,层间温度应不低于预热温度的下限,且不高于400℃。
焊接工艺卡片

焊接工艺卡制造单位名称:理工大学编号:01 焊接工艺评定报告编号:01 接头名称:LNG储罐筒体纵环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9与钢号0Cr18Ni9相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 H0Cr20Ni10φ1.65.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A 2.焊接电压 18-24V3.焊接速度 15-18cm/min 4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.6mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:理工大学编号:02 焊接工艺评定报告编号:02 接头名称:LNG储罐封头与筒体环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9与钢号0Cr18Ni9相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 H0Cr20Ni10φ1.65.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3. 焊缝层数 34. 焊接道数6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:理工大学编号:03 焊接工艺评定报告编号:03 接头名称:LNG储罐外筒体环纵焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:04 焊接工艺评定报告编号:04接头名称:LNG储罐外封头与外筒体环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数6编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:05 焊接工艺评定报告编号:05 接头名称:LNG储罐接管与筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:06 焊接工艺评定报告编号:06 接头名称:LNG储罐接管与外筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3. 焊缝层数 24. 焊接道数3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:07 焊接工艺评定报告编号:07 接头名称:LNG储罐接管与封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:08 焊接工艺评定报告编号:08接头名称:LNG储罐接管与外封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6. 加热温度围—7. 保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2. 填丝方式自熔√填丝—丝径1.5mm3. 焊缝层数 24. 焊接道数3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:09 焊接工艺评定报告编号:09 接头名称:LNG储罐人孔与筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6. 加热温度围—7. 保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:10 焊接工艺评定报告编号:10接头名称:LNG储罐人孔与外筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 CO2(80%)Ar(20%)9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:11 焊接工艺评定报告编号:11 接头名称:LNG储罐人孔与封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3. 焊缝层数 34. 焊接道数 6编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:12 焊接工艺评定报告编号:12 接头名称:LNG储罐人孔与外封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 CO2(80%)Ar(20%)9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数6编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:13 焊接工艺评定报告编号:13 接头名称:LNG储罐接管与法兰焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 CO2(80%)Ar(20%)9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:14 焊接工艺评定报告编号:14接头名称:LNG储罐接管与法兰焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 CO2(80%)Ar(20%)9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数3编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:15 焊接工艺评定报告编号:15 接头名称:LNG储罐支座和筒体焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期制造单位名称:理工大学编号:16 焊接工艺评定报告编号:16 接头名称:LNG储罐支座和外筒体焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用围 3-20mm3.管件直径适用围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 CO2(80%)Ar(20%)9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数6编制王鑫榆校对审核日期日期日期。