8第八章贴标签、清洗机械
第8章 机械零件常用的加工方法
第8章 机械零件常用的加工方法
8.1 金属切削机床基础 8.2 外圆表面加工 8.3 内圆表面加工方法 8.4 平面加工 8.5 齿轮加工
8.1 单向异步电动机
8. 1. 1机床的分类
机床主要按加工性质和所用刀具进行分类.机床可分为12大 类:车床、钻床、锁床、磨床、齿轮加工机床、螺纹加工机床、 铣床、刨插床、拉床、特种加工机床、锯床和其他机床。在 每类机床中又可按工艺特性和结构特性示同细分为若干组.每 一组又可细分若干系。
上一页 下一页 返回
8.1 单向异步电动机
2.机床的传动链 在机床上.使运动源和执行件以及两个有关执行件之间保持运 动联系的一系列顺序排列的传动件.称为传动链。根据传动链 性质的不同.传动链可分为内、外联系2种。 (1)内联系传动链。传动链的首末件之间有严格的运动关系 的传动链称为内联系传动琏。 (2)外联系传动链。外联系传动链是联系动力源和机床执行 件之间的传动链。它使执行件得到预定速度的运动.并传递一 定的动力。它不影响工件表面形状的形成.只影响工件表面粗 糙度或加工效率.因此不要求有严格的传动比。 3.机床传动原理图 机床传动原理图是用一些简单的符号来表明机床在实现某种 表面成形运动时传动联系的示意图。
上一页 下一页 返回
8.1 单向异步电动机
8. 1. 4机床的传动原理
1.机床传动系统的组成 (1)执行件:执行机床的运动的部件.通常为主轴、刀架、工 作台。 (2)运动源:为执行件提供运动和动力.通常为电动机。 (3)传动装置:传递运动和动力、变速变向.如齿轮、链轮、 丝杠等.另外还有液压和气压传动。
上一页 下一页 返回
【大二学习笔记】机械原理第八章 机械的运转及其速度波动的调节

ω
ωmax
ωmin
平均角速度:m
1
T
T d
0
φ
T
工程上常采用算术平均值:
ωm=(ωmax +ωmin)/2
ωmax-ωmin 表示了机器主轴速度波动范围的大小,称为
绝对不均匀度。
定义:δ=(ωmax-ωmin)/ ωm 为机器运转速度不均匀系数, 它表示了机器速度波动的程度。
由ωm=(ωmax +ωmin)/2 以及上式可得:
力矩所作功及动能变化:
Md Mr
ab c d E
e a' φ
φ ω
φ
区间
a-b b-c c-d
d-e
e-a’
外力矩所作功
Md<Mr 亏功“-”
Md>Mr Md<Mr 盈功“+”亏功“-”
Md>Mr Md<Mr 盈功“+” 亏功“-”
主轴的ω
↓
↑
↓
↑
↓
动能E
↓
↑
↓
↑
↓
机械运转的平均速度和不均匀系数
已知主轴角速度:ω=ω( )
二、机械运转过程的三个阶段
稳定运转阶段的状况有:
①匀速稳定运转:ω=常数
②周期变速稳定运转:ω(t)=ω(t+T) 注意:Wd = Wr
③非周期变速稳定运转
m
m
t
起动 稳定运转 停车
起动
稳定运转
t
停车
二、机械运转过程的三个阶段
阶段
名称
运动特征
功能关系
起 动
稳定 运转
停 车
角速度ω由零逐渐上升至 稳定运转时的平均角速 Wd Wr
机械原理第八章 机械的运转及其速度波动的调节

二、机械运转过程的三个阶段
稳定运转阶段的状况有:
①匀速稳定运转:ω =常数
②周期变速稳定运转:ω(t)=ω(t+T) 注意:Wd = Wr
③非周期变速稳定运转
m
m
t
起动 稳定运转 停车
起动
稳定运转
t
停车
二、机械运转过程的三个阶段
阶段
名称
运动特征
功能关系
起 动
稳定 运转
停 车
角速度ω由零逐渐上升 至稳定运转时的平均角 速度ωm
为了求得简单易解的机械运动方程式,对于单自由度机械 系统可以先将其简化为一等效动力学模型,然后再据此列出其 运动方程式。
选1为等效构件,1为独立的广义坐标,改写公式
d{
12
2
[J1
J
S
2
(
2 1
)2
m2
(
vS2
1
)2
m3
(
v3
1
)2
]}
1[ M1
F3
(
v3
1
)]d
t
具有转动惯量的量纲 Je 具有力矩的量纲 Me
即: E
( M a'
a
d
Mr )d
1 2
J 2 a' a'
1 2
J
a
2 a
=0
这说明经过一个运动循环之后,机械又回复 到初始状态,其运转速度呈现周期性波动。
力矩所作功及动能变化:
Md Mr
ab c d E
e a' φ
φ ω
φ
建筑工程施工组织设计常用资料-第八章施工机械需用量计算

续表
每工产量
$# "$ !## !## "!$ "$# "!$ +#
表 ! " # " $ 钢筋混凝土机械台班产量参考指标
序
机械
号
名称
型号
主要性
理论生产率 常用台班产量 单位 数理 单位 数理
" 混凝土 搅拌机
! 混凝土搅 拌机组
( 混凝土 喷射机
混凝土 输送泵 ) 筛砂机
," - !$# ," - )## ,) - (1$ ,) - "$## 23" - !# 23" - +#
机械台班产量 ! 机械生产率 " (# 小时)" 时间利用系数 式中 机械生产率———指机械正常工作一小时的生产效率,查表 $ % # % & 和表 $ % # % $;
时间利用系数———指 机 械 正 常 参 入 施 工 的 工 作 时 间 利 用 系 数,依 具 体 情 况 按 下 式 计算:
时间利用系数 ! 正常参入施工的时间’(# ()。 如果没有现成资料时,可按 )*+ , )*-. 选用。
土方机械需用台数
需要完成土方量 ! 台班产量 " 挖土天数 " 班次
每天需要完成土方量 ! 机械台班生产率 " 每天工作时间 " 利用系数
式中 台班产量———按表 $ % # % + 选用;
利用系数———按 )*+. , )*-. 选用。
1* 运输汽车按下式计算:
汽车需用台数
!
施工期的最大运输量 " 货物运输不均系数 台班产量 " 汽车工作天数 " 日工作班次 " #$
机械原理课后答案第8章
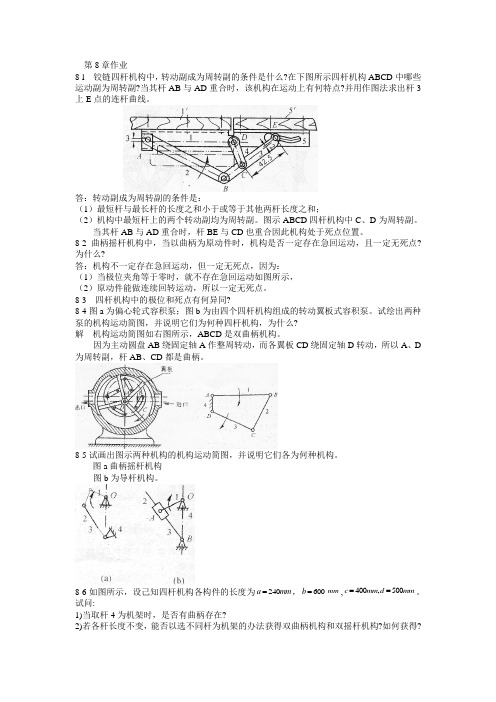
第8章作业8-l 铰链四杆机构中,转动副成为周转副的条件是什么?在下图所示四杆机构ABCD 中哪些运动副为周转副?当其杆AB 与AD 重合时,该机构在运动上有何特点?并用作图法求出杆3上E 点的连杆曲线。
答:转动副成为周转副的条件是:(1)最短杆与最长杆的长度之和小于或等于其他两杆长度之和;(2)机构中最短杆上的两个转动副均为周转副。
图示ABCD 四杆机构中C 、D 为周转副。
当其杆AB 与AD 重合时,杆BE 与CD 也重合因此机构处于死点位置。
8-2曲柄摇杆机构中,当以曲柄为原动件时,机构是否一定存在急回运动,且一定无死点?为什么?答:机构不一定存在急回运动,但一定无死点,因为:(1)当极位夹角等于零时,就不存在急回运动如图所示,(2)原动件能做连续回转运动,所以一定无死点。
8-3 四杆机构中的极位和死点有何异同?8-4图a 为偏心轮式容积泵;图b 为由四个四杆机构组成的转动翼板式容积泵。
试绘出两种泵的机构运动简图,并说明它们为何种四杆机构,为什么?解 机构运动简图如右图所示,ABCD 是双曲柄机构。
因为主动圆盘AB 绕固定轴A 作整周转动,而各翼板CD 绕固定轴D 转动,所以A 、D 为周转副,杆AB 、CD 都是曲柄。
8-5试画出图示两种机构的机构运动简图,并说明它们各为何种机构。
图a 曲柄摇杆机构图b 为导杆机构。
8-6如图所示,设己知四杆机构各构件的长度为240a mm =,600b =mm ,400,500c mm d mm ==。
试问:1)当取杆4为机架时,是否有曲柄存在?2)若各杆长度不变,能否以选不同杆为机架的办法获得双曲柄机构和双摇杆机构?如何获得?3)若a 、b ﹑c 三杆的长度不变,取杆4为机架,要获得曲柄摇杆机构,d 的取值范围为何值? : 解 (1)因a+b=240+600=840≤900=400+500=c+d 且最短杆 1为连架轩.故当取杆4为机架时,有曲柄存在。
人工智能习题&答案-第8章-机器人规划
第八章机器人规划8-1有哪几种重要的机器人高层规划系统?它们各有什么特点?你认为哪种规划方法有较大的发展前景?基于谓词逻辑的规划是用谓词逻辑来描述世界模型及规划过程的一种规划方法(1)规划演绎法。
用F规则求解规划序列。
(2)逻辑演算和通用搜索法。
STRIPS和ABSTRIPS系统。
(3)具有学习能力的规划系统。
如PULP-I系统(4)分层规划方法。
如NOAH规划系统,它特别适用于非线性规划(5)基于专家系统的规划。
如ROPES规划系统,它具有更快的规划速度,更强的规划能力和更大的适应性。
发展前景?8-2让right(x),left(x),up(x)和down(x)分别表示八数码难题中单元x左边、右边、上面和下面的单元(如果这样的单元存在的话)。
试写出STIPS规划来模拟向上移动B(空格)、向下移动B、向左移动B和向右移动B等动作。
8-3考虑设计一个清扫厨房规划问题。
(1)写出一套可能要用的STRIPS型操作符。
当你描述这些操作符时,要考虑到下列情况:·清扫火炉或电冰箱会弄脏地板。
·要清扫烘箱,必须应用烘箱清洗器,然后搬走此清洗器。
·在清扫地板之前,必须先行打扫。
·在打扫地板之前,必须先把垃圾筒拿出去。
·清扫电冰箱造成垃圾污物,并把工作台弄脏。
·清洗工作台或地板使洗涤盘弄脏。
(2)写出一个被清扫厨房的可能初始状态描述,并写出一个可描述的(但很可能难以得到的)目标描述。
(3)说明如何把STRIPS规划技术用来求解这个问题。
(提示:你可能想修正添加条件的定义,以便当某个条件添加至数据库时,如果出现它的否定的话,就能自动删去此否定)。
8-4曲颈瓶F1和F2的容积分别为C1和C2。
公式CONT(X,Y)表示瓶子X含有Y容量单位的液体。
试写出STRIPS规划来模拟下列动作:(1)把F1内的全部液体倒进F2内。
(2)用F1的部分液体把F2装满。
8-5机器人Rover正在房外,想进入房内,但不能开门让自已进去,而只能喊叫,让叫声促使开门。
lin第8章电子组装技术贴片机1
视觉系统的种类:视觉系统一般分为俯视、仰视、
头部或激光对齐等类型。
(1) 俯视摄像机安装在贴片头上,用来 在电路板上搜寻目标(称作基准),以便 在贴装前将电路板置于正确位置。
(2) 仰视摄像机安装在固定位置,用来 检测元器件,吸嘴吸取元器件必须移过摄 像机上方,以便做视觉对中处理。通常摄 像机安装在拾取位置(从送料处)和组装 位置(板上)之间,视觉图像的获取和处 理便可在帖片头移动的过程中进行,从而
1)视野——视野就是摄像机需要检测的区域尺寸。 2)分辨率——分辨率是系统可以检测到的受检验物体上 的最小可分辨率特征尺寸。 3)工作距离——工作距离是指从镜头前部到受检验物体
的距离。 4)视野深度——视野深度是物体离最佳焦点较近或较远
时,镜头保持所需分辨率的能力。
4、 视觉系统的精度 视觉系统的精度主要是由摄像机的分辨率决定,摄像机的分辨
传送机构的作用是将需要贴片的PCB送到 预定位置,贴片完成后再将SMA送至下道工 序。线路板由上端传送轨道送入机器的载 入轨道,再送入工作台被定位并夹紧。之 后工作台根据需要作X、Y方向的移动从而 实现不同坐标元件的贴装。当元件贴装完 毕后,线路板由工作台送至送出轨道和下 端传送轨道。
8.3.1贴片头的运动控制及定位系统
越高,对应于单位面积像元数就越多,精度就越高。分辨率越
高,视野就越小,找到相应图像就更加困难,因而就会降低贴 装效率,所以要根据实际需要Байду номын сангаас定合适的摄像机分辨率。
例如美国环球公司GSM贴片机的仰视摄像机分辨率有 0.0254mm、0.0660mm、0.1016mm三种。0.1016mm摄像机 所能处理的最小引脚宽度为0.203mm,针对33.358mm以下尺 寸(例如QFP208)可一次成像,而对大于33.358mm尺寸的 元件(例如QFP240)会采取四次照相合成的方法来增大照相 面积,先分别照四边,然后合成一个整个的器件,但所花费的 时间将会成倍增加。0.0660mm摄像机能处理的最后引脚宽度 为0.132mm,一次成像的最大元件尺寸为20.8mm, 0.0254mm摄像机所能处理的最后引脚宽度为0.066mm,一次 成像的最大元件尺寸仅为8mm,可以看出,随着相机分辨率的 提升,可处理元件的精度也提高,但所花费的时间也大幅提升。
第八章 收割机械
第一节 概 述 第二节 收割机和拾禾器 第三节 切割器 第四节 拨禾器 第五节 输送器和放铺机构
第一节 概 述
一、谷物收获方法 (一)分段收获法 用多种机械分别完成割、 捆、运、堆垛、脱粒和清选等作业的方法, 称为分段收获法。如用收割机将谷物割倒, 然后用人工打捆,运到场上再用脱谷机进 行脱谷和清选。
割刀平均速度
切割器在一个行程内的平均速度。
s s ns v p t 60 30
2n n • 2r nr
30 15
n—割刀曲柄转速转/分 r—割刀曲柄半径 S—割刀行程
4、割刀进距对切割性能的影响
割刀走过一个行程S时,机器前进的 距离称为割刀进距。
H
vm
60 2n
30v m n vm—机器前进速度
(一)往复式切割器
其割刀作往复运动,结构较简单,适应性 广。目前在谷物收割机、牧草收割机、谷物联 合收获机和玉米收获机上采用坡多。它能适应 一般或较高作业速度(6—10km/h)的要求,工 作质量较好,但其往复惯性力较大,振动较大。 切割时,茎秆有倾斜和晃动,因而对茎秆坚硬、 易于落粒的作物易产生落粒损失(如大豆收获)。 对粗茎秆作物,由于切割时间长和茎秆有多次 切割现象,则割茬不够整齐。
(二)往复式切割器的传动机构
其特点是把回转运动变为往复 运动。由于各种机器的总体配置 和传动路线不同,因此传动机构 的种类较多。按结构原理的不同,
可分为曲柄连杆机构、摆环 机构和行星齿轮机构等三种。
1、曲柄连杆机构
y A
ω
B
ωt
o
x
x
特点:机构简单、成本低廉、占据空间大。
2、摆环机构
特点:结构紧凑、铰链较少、工 作可靠、制造成本高。
酒店管理第八章
1 地板打蜡
2 地毯吸尘 3 擦窗 4 家具除尘 5清扫墙面
四 客房卫生检查制度与标准
(一)逐级检查制度
1 服务员自查 2 领班查房 作用:
(1)查缺补漏 (2)帮助指导 (3)督促考察 (4)控制调节 领班
3 主管抽查
4 经理查房
(二)客房检查的内容与标准
1 房间
2 卫生间
3 楼面走廊
4 动力源和噪声控制
5 单一功能和多功能
6 价格对比和商家信誉
(三)清洁设备的日常管理
1 建立设备档案 2 分级归口,制定操作和 维修保养工程
二 清洁剂
(一)清洁剂的种类与用途
1 酸性 2 中性 3 碱性
(1)玻璃清洁剂 (2) 家具蜡 (3)起蜡水
4 上光剂(以下三种的图片)
(1)省铜剂(擦铜水)
第二节 客房的清洁整理
一 标准的制定
制订客房清扫标准的原则
1 饭店的经营方针和市场行情 2 尽量少打扰客人 3 “三方便”准则 方便客人 、方便操作、 方便管理
二 客房日常清洁整理的内容及工作程序
整理客房又称做房
(1) 整理
视频:客房清洁实操
(2)打扫除尘 (4)更换及补充用品
(3)擦洗卫生间
(5)检查设备
(1) 扫帚 (2)畚箕
(3) 拖把
(4)尘拖 (5)房务工作车 (6)玻璃清洁器
2 机器清洁设备(放相 应的图片 能找到就好 找 不到的就不放了)
(1) 吸尘器 (2)洗地毯机 (3)吸水机 (4)洗地机 (5)高压喷水机 (6)打蜡机
(二)清洁设备的选择
1 方便性和安全性 2 尺寸和重量
3 使用寿命和设备保养要求
lin第8章电子组装技术贴片机1
8.3.3 贴片机的贴片头
• 1、贴片头的作用:
• 贴片头是贴片机硬件的核心部件,机械结 构十分复杂,SIEMENS 80S-20 贴片头外 形及结构如图所示。贴片头的作用是拾取 元件后能在校正系统的控制下自动校正位 置,并将元器件准确地贴放到指定的位置。
视觉系统的种类:视觉系统一般分为俯视、仰视、
头部或激光对齐等类型。
(1) 俯视摄像机安装在贴片头上,用来 在电路板上搜寻目标(称作基准),以便 在贴装前将电路板置于正确位置。
(2) 仰视摄像机安装在固定位置,用来 检测元器件,吸嘴吸取元器件必须移过摄 像机上方,以便做视觉对中处理。通常摄 像机安装在拾取位置(从送料处)和组装 位置(板上)之间,视觉图像的获取和处 理便可在帖片头移动的过程中进行,从而
后来发展成固定式多头贴片机,是在原单头的基础上进 行了改进,即由单头增加到了3~6个贴片头如图8-20所 示。它们仍然固定在X,Y轴上,但不再使用机械对中, 而改为多种样式的光学对中。工作时分别吸取元器件,
4、大规模并行系统贴片机,是由一系列小型独 立贴片机组成,各独立贴片机有各自的定位系统 和视觉检查用摄相机,各自有自己的位置移动系 统和贴装头,有数量不等的帯式供料器为独立贴 片机供料,它们各自独立运行,每个独立贴片机 负责贴装PCB的局部区域或多块电路板分区贴装, PCB 以固定的间隔时间在机器内推进,虽然单个 贴片机速度不高,但多个独立贴片机连续同时工 作也可以达到50000~100000(chip/h)非常高 的效率,甚至可以更高,这种机型的特点是对单 台机器的要求并不高,运行过程中发热量不大, 吸嘴磨损小。
第8章 贴装设备与贴装技术
• 贴装设备主要是指贴片机--是一种 将元器件快速、准确组装到PCB指 定位置的机器。