M1140 钢管类 M1141 TU42C和TU48C型碳钢制2级无缝钢管RCCM中文版法国民用核电标准
9A冷、热加工成形奥氏体不锈钢焊接管件RCCM中文版法国民用核电标准
9A冷、热加工成形奥氏体不锈钢焊接管件RCC M中文版法国民用核电标准用于1、2、3级设备管道的冷、热加工成形奥氏体不锈钢焊接管件0 适用范畴本规范适用于下列奥氏体不锈钢制造的、厚度小于或等于50mm、未被零件采购技术规范包括的焊接管件:——冷、或热加工钢板;——轧制或锻造圆棒;——冷或热加工的无缝钢管和卷焊管。
有关的管件有以下类型:——弯管;——三通管;——异径管;——封头管;——支管件;——挤压集流管,等。
除基体材料上的焊缝外,这些管件不得有其它焊缝。
1 基体材料1.1 用于制作管件的钢板应按M3307“1、2、3级设备奥氏体不锈钢钢板”的制品采购技术规范的要求进行采购。
1.2 用于制作管件的圆棒按照下列技术规范要求采购:——M3301 1、2、3级设备用的不锈钢锻件和冲压件;——M3306 1、2、3级设备用的奥氏体不锈钢锻造或轧制棒材和半成品件;1.3 用以制造管件的管材必须按照其基体材料(无缝钢管或卷焊管)的类型和特点,按下列技术规范之一进行采购:——M3304 1、2、3级设备用的不锈钢钢管(热交换器管除外);——M3314 用于1、2、3级设备辅助管路以填充金属焊接冷轧的奥氏体不锈钢卷焊管;——M3320 用于1、2、3级设备的不用填充金属焊接而其后进行拉拔的奥氏体不锈钢卷焊管(热交换器管除外);关于制作管件、且在成形技术中要求几次热循环的基体材料,可承诺以非热处理状态交货。
2 制造2.1 1级设备管件的制造程序在开始制造前,供货商必须制订一个制造程序,该制造程序应按时刻顺序列出在制造过程中各个不同时期的操作过程,并对所有中间热处理和最终热处理、表面精加工和无损检验作出规定。
2.2 成形法管件用冷加工或热加工方法成形。
2.3 交货状态——热处理在下列情形下,管件必须进行固溶热处理:——热加工成形的管件;——冷变形量大于10%(或有证明文件为15%)。
关于1级管件,热处理条件及炉内气氛按在2.1节提到的制造程序中的规定。
M3208 1、2、3级设备用马氏体不锈钢承压铸件RCCM中文版法国民用核电标准
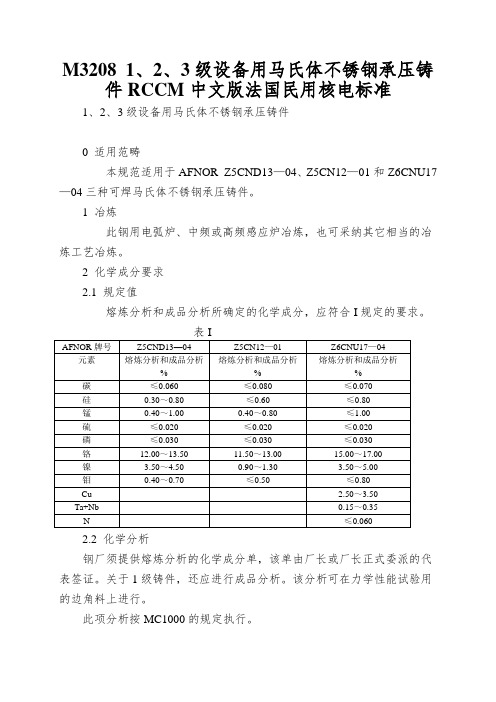
M3208 1、2、3级设备用马氏体不锈钢承压铸件RCCM中文版法国民用核电标准1、2、3级设备用马氏体不锈钢承压铸件0 适用范畴本规范适用于AFNOR Z5CND13—04、Z5CN12—01和Z6CNU17—04三种可焊马氏体不锈钢承压铸件。
1 冶炼此钢用电弧炉、中频或高频感应炉冶炼,也可采纳其它相当的冶炼工艺冶炼。
2 化学成分要求2.1 规定值熔炼分析和成品分析所确定的化学成分,应符合I规定的要求。
2.2 化学分析钢厂须提供熔炼分析的化学成分单,该单由厂长或厂长正式委派的代表签证。
关于1级铸件,还应进行成品分析。
该分析可在力学性能试验用的边角料上进行。
此项分析按MC1000的规定执行。
3 制造3.1 制造程序开始制造前,铸造厂(车间)须制订包括以下要紧内容的制造程序:——钢的冶炼方式;——铸造方式;——带有试料位置的铸件采购图,该试料应与铸件整体相连接或与之邻近;——热处理方式;——试料上截取试样的平面图;按时刻先后为序列出热处理、试料截取、无损检验及焊补等各个操作过程。
样件按M160的要求制造样件,对制造方法进行验证。
3.2 铸造铸造方法由铸造厂(车间)选定。
该方法须在制造程序中注明(见3.1)。
3.3 机加工铸件按采购图的讲明进行机加工。
检验区应具有可进行有效无损检验所需的表面粗糙度。
在此处进行有关检验所需的表面状态在第Ⅲ卷“检验方法”中予以详细规定。
3.4 交货状态——热处理铸件以热处理状态交货。
Z5CND13—04和Z5CN12—01两种钢号的热处理工艺为:淬火后随之一次回火;而Z6CNU17—04为淬火后一次或两次回火。
回火前的奥氏体化温度及回火温度,由铸造车间按能达到本规范第4节要求选定。
Z5CN D13—04和Z5CN12—01的回火温度应高于600℃,Z6CNU17—04的回火温度应高于580℃。
热处理工艺(1)应在制造程序中明确规定。
注(1)热处理工艺系指:——加热速度;——保温温度;——保温时刻;——冷却速度。
RCCM标准

M100 总则M110 第Ⅱ卷总体编排及其适用范围第Ⅱ卷主要分为两部分:——M200和M300章适用于钢和合金钢零件和制品的总则。
——规定了特定零件和制品采购技术规范。
属于某一采购技术规范的零件或制品,除有特殊规定外,M200和M300中的要求均适用。
第Ⅰ卷各篇的2000章材料设备技术规格书中可能有这一章的补充条文,规定了受RCC—M制约的设备如何应用第Ⅱ卷中提出的各项要求。
这些章还规定了是适用制品采购技术规范,还是仅适用总则。
M111 订货单技术规定M111.1 一般情况冶金制品(棒材、板材、锻件、铸件、管材)的订货单必须:——参照零件或制品的采购技术规范,若无此项规范,则参照某一特殊采购技术规范;——包括一份下述补充资料的技术附件:●订货数量;●制品形状;●公称尺寸;●尺寸公差或重量误差;●牌号;●必要时,由采购技术规范或标准专门规定其要求;●——必要时,包括由一个特殊技术规范组成的第二个附件。
M111.2 “RCC—M规则”中制品的采购允许根据RCC—M规则制定制品采购的规定,并根据需要向设备制造商提供这些规定。
本规定仅适用于“制品采购技术规范”所涉及的制品。
按相应采购技术规范制造这些制品的公司积存这些规定,并按照M111.1的规定制定订货单。
公司须配备一套存储文献管理系统,使其能向用户提供一份制品采购技术规范的复制件,并注明所采用的RCC—M 的版本(见A2300关于版本的说明)。
存储文件的编制者必须要向承包商通知其内容(制品的型号、可用的类型)。
负责这些存储文献检查的监督人员的职责必须通过合同以某种方式明确,如在A2160中所述。
M111.3 小批量制品的采购在采购没有库存的小批量制品的情况下,经承包商同意后,制造商可以按照法国标准或国外标准采购上述制品。
在这种情况下,对制造商的要求中须附有所采用的标准及选择的质量等级,以及以后补充的技术规定,使其至少能符合RCC—M中规定的化学成分,力学性能及无损检验的标准。
9a奥氏体不锈钢钢管(热交换器管除外)rccm中文版法国民用核电标准
9a奥氏体不锈钢钢管(热交换器管除外)rccm中文版法国民用核电标准用于1、2级和3级设备的奥氏体不锈钢钢管〔热交换器管除外〕0适用范围本规范适用于壁厚在1、0到50、0之间的奥氏体不锈钢无缝管,这些管用于辅助管路或其它用途的管路。
1熔炼必须采用电炉或其它相当的熔炼工艺熔炼。
2化学成分要求2、1规定值熔炼分析和成品分析所确定的化学成分必须符合I规定的要求。
2、2化学分析钢厂须提供熔炼分析化学成分单,该单由厂长或厂长正式委派的代表签证。
成品检验在每批的一根钢管上进行这种分析。
一般情况下,仅检验C、Cr和Ni的含量,如果化学成分要求中对Mo、N的含量作出规定,也应对它们进行检验。
必须按MC1000的要求进行这些分析。
按照B2400、C2400和D2400的规定,有关CO含量的要求应在设备技术规格书或其它合同文件中规定。
2、3晶间腐蚀试验晶间腐蚀试验必须按B2300、C2300和D2300的规定进行。
试验按MC1000要求在浇注时制成的试验锭块上进行。
如果该试验不能在试验锭块上进行,那么必须在每批的一根钢管上进行。
表I给出了不同钢号的敏化处理条件,采用的加热温度如下:A处理:——不含钼钢为:650±10℃;——含钼钢为:675±10℃。
腐蚀试验后,如果试样在声响中发出清脆的金属声,在弯曲试验中无裂纹和开裂现象,那么该腐蚀试验合格。
假设有疑点,可用金相法予以判定,以证实是否存在晶间腐蚀。
3制造3、1制造程序在开始制造前,钢管厂须制订制造程序。
该程序按时间先后顺序列出不同的制造过程,所有的中间热处理、最终热处理、精加工和无损检验都应包括在制造程序中。
3、2钢管的制造用于制造钢管的圆钢或钢坯应取自头尾充分切除的钢锭。
总锻造比必须大于或等于3。
不管怎样,必须保证按MC1000测定的成品管晶粒度指数至少为2。
另外,制造商应保证其所实施的制造工艺不会改变钢的抗晶间腐蚀性能。
钢管应热加工成形,对于直径和壁厚不大的钢管也可采用冷拔成型〔这种情况应在制造程序中明确规定——见3、1〕。
M4400 M4401 用于制造3级热交换器换热面的钛板RCCM中文版法国民用核电标准

M4400 M4401 用于制造3级热交换器换热面的钛板RCCM中文版法国民用核电标准M4401 产品采购技术规范用于制造3级热交换器换热器的钛板0 适用范畴本规范适用于制造深冲成形的热交换器的最大厚度为1.5mm的钛板。
1 冶炼冶炼工艺由制造者选定,并在制造程序中注明。
2 化学成分要求熔炼分析和成品分析所确定的化学成分,应符合I规定的要求。
2.2 化学分析钢厂应提供熔炼分析的化学成分单,该单由厂长或厂长正式委派的代表签证。
在每批的一块板材试料上按MC 1000的规定进行成品分析,批的定义见(4.3.1)。
3 制造3.1 制造程序开始制造前,供货商应制订包括以下要紧内容的制造程序:——钛的冶炼方式;——锭块的重量和类型;——要紧热加工和冷加工方式;——最终力学性能热处理方式;——所使用的表面处理类型;——验收试验用试料在板材上的位置;——在试料上截取试样的平面图。
必须按时刻先后顺序列出热处理、取样、无损检验的各个操作过程。
3.2 交货状态——热处理板材均应热处理,即退火处理,处理方式应在制造程序中给出。
在交货状态时期的板材应作喷砂(喷丸)处理。
然而,当作真空最终热处理时,喷砂(喷丸)处理可在更早时期进行。
4 力学性能4.1 规定值力学性能规定值列于表Ⅱ。
表Ⅱ4.2 取样冷轧板材应在性能热处理后的截取试料,并作适当的标记并指出最终轧制方向。
试料要具有足够的尺寸,以便截取全部试验和复试所需用的试样。
拉伸试样的纵轴线应垂直于最终轧制方向。
一半弯曲试样的纵轴线应垂直于轧制方向,另一半平行于轧制方向(见表Ⅲ)。
表Ⅲ4.3 试验4.3.1 批的定义所谓批,是指由厚度相同的来自同一炉罐号,经相同工艺生产,同炉热处理或热处理制度相同的板材、带材或条材所组成。
每批重量应不超过3000kg。
4.3.2 试验项目和数量每批做一组试验,需作试验数量列于表Ⅲ。
4.3.3 试验实施方式A——室温拉伸试验a)试样试样应符合MC1211B的规定。
94铁素体不锈钢铸造的A、B、C级不承压内件RCCM中文版法国民用核电标准
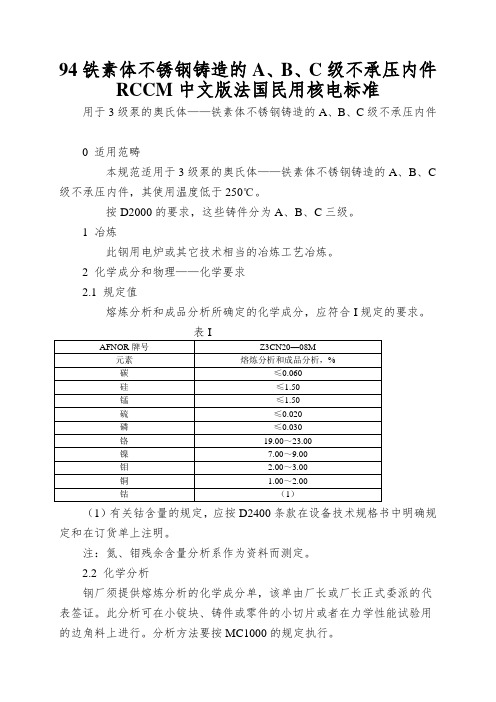
94铁素体不锈钢铸造的A、B、C级不承压内件RCCM中文版法国民用核电标准用于3级泵的奥氏体——铁素体不锈钢铸造的A、B、C级不承压内件0 适用范畴本规范适用于3级泵的奥氏体——铁素体不锈钢铸造的A、B、C 级不承压内件,其使用温度低于250℃。
按D2000的要求,这些铸件分为A、B、C三级。
1 冶炼此钢用电炉或其它技术相当的冶炼工艺冶炼。
2 化学成分和物理——化学要求2.1 规定值熔炼分析和成品分析所确定的化学成分,应符合I规定的要求。
(1)有关钴含量的规定,应按D2400条款在设备技术规格书中明确规定和在订货单上注明。
注:氮、钼残余含量分析系作为资料而测定。
2.2 化学分析钢厂须提供熔炼分析的化学成分单,该单由厂长或厂长正式委派的代表签证。
此分析可在小锭块、铸件或零件的小切片或者在力学性能试验用的边角料上进行。
分析方法要按MC1000的规定执行。
必须验证每批铸件成品分析的化学成分。
若对材料作更为全面的分析,则对I所列诸元素之外的那些元素只需作一样的残留含量分析。
2.3 铁素体含量的测定按照以下两种方法测定铁素体含量作为参考资料储存。
——按照附件6给出的ESPY中的公式和Schaeffler曲线图对熔炼分析结果进行评定。
——按照MC1340的规定,对试样使用与力学性能试料相同位置的小锭块进行铁素体含量分析。
2.4 抗点蚀当量的运算抗点蚀当量的运算使用以下公式:当量值=Cr%+3.3Mo%+16N%以上三元素的百分含量取自成品分析化学成分。
抗点蚀当量的当量值应大于30。
2.5 晶间腐蚀试验晶间腐蚀加速试验按MC1000的规定进行。
敏化处理方式为A处理(加热到675±10℃,保温10分钟,随后浸水冷却)。
若浇包和成品分析的碳含量不超过0.035%,该试验能够认为仅作为参考资料储存(1)。
若晶间腐蚀试验不合格,且碳含量大于0.035%,则该炉罐号的锻件应予拒收。
在敏化试验后,如果试样在声响试验中发出清脆的金属声,在弯曲试验中无裂纹或开裂现象,证明该晶间腐蚀试验合格;若有疑点,可用金相法予以判定是否存在晶间腐蚀。
最新中外无缝钢管材质对照表
最新中外无缝钢管材质对照表2010最新无缝钢管标准分类概述1.结构用无缝管(GB/T8162-2008)是用于一般结构和机械结构的无缝管。
2.流体输送用无缝管(GB/T8163-2008)是用于输送水、油、气等流体的一般无缝管。
3.低中压锅炉用无缝管(GB3087-2008)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝管。
4.高压锅炉用无缝管(GB5310-2008)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、合金钢和不锈耐热钢无缝管。
5.化肥设备用高压无缝管(GB6479-2000)是适用于工作温度为-40~400℃、工作压力为10~30Ma的化工设备和管道的优质碳素结构钢和合金钢无缝管。
6.石油裂化用无缝管(GB9948-2006)是适用于石油精炼厂的炉管、热交换器和管道无缝管。
7.地质钻探用钢管(YB235-70)是供地质部门进行岩心钻探使用的钢管,按用途可分为钻杆、钻铤、岩心管、套管和沉淀管等。
8.金刚石岩芯钻探用无缝管(GB3423-82)是用于金刚石岩芯钻探的钻杆、岩心杆、套管的无缝管。
9.石油钻探管(YB528-65)是用于石油钻探两端内加厚或外加厚的无缝管。
钢管分车丝和不车丝两种,车丝管用接头联结,不车丝管用对焊的方法与工具接头联结。
10.船舶用碳钢无缝管(GB5312-85)中国船级社材料与焊接规范——中国船级社(CCS)挪威船级社(DNV)规范——挪威船级社(DNV)英国劳氏船级社(LR)规范——英国劳氏船级社(LR)德国劳埃德船级社(GL)规范——德国劳埃德船级社(GL)美国船级社(ABS)规范——美国船级社(ABS)法国船级社(BV)规范——法国船级社(BV)意大利船级社(RINA)规范——意大利船级社(RINA)日本船级社(NK)规范——日本船级社(NK)是制造船舶I级耐压管系、Ⅱ级耐压管系、锅炉及过热器用的碳素钢无缝管。
交换器的冷精整无缝奥氏体不锈钢钢管rm中文版法国民用核电标准
M3303 产品采购技术规范用于1、2、3级热交换器的冷精整无缝奥氏体不锈钢钢管0 适用范围本规范适用于热交换器用冷精整无缝奥氏体不锈钢钢管。
本规范适用于壁厚0.8到2.0mm的直管和弯管的采购。
1 熔炼必须采用电炉或其它相当的熔炼工艺熔炼。
2 化学成分要求2.1 规定值熔炼分析和成品分析所确定的化学成分必须符合I规定的要求。
2.2 化学分析钢厂须提供熔炼分析化学成分单,该单由厂长或厂长正式委派的代表签证。
成品检验在每批的一根钢管上进行这种分析。
一般情况下,仅检验C、Cr和Ni的含量,如果化学成分要求中对Mo、N的含量作出规定,也应对它们进行检验。
必须按MC1000的要求进行这些分析。
按照B2400、C2400和D2400,有关CO含量的要求应在设备技术规格书或其它合同文件中规定。
2.3 晶间腐蚀试验晶间腐蚀试验必须按B2300、C2300和D2300的规定进行。
试验按MC1000要求在浇注时制成的试验锭块上进行。
如果该试验不能在试验锭块上进行,那么必须在每批的一根钢管上进行。
表I给出了不同钢号的敏化处理条件,采用的加热温度如下:A处理:——不含钼钢为:650±10℃;——含钼钢为:675±10℃。
B处理——不含钼钢为:700±10℃;——含钼钢为:725±10℃。
腐蚀试验后,如果试样在声响中发出清脆的金属声,在弯曲试验中无裂纹和开裂现象,则该腐蚀试验合格。
若有疑点,可用金相法予以判定。
3 制造一般情况下,按M380计算的总锻造比必须大于3。
3.1 制造程序在开始制造前,钢管厂须制订制造程序。
该程序按时间先后顺序列出不同的制造过程,所有的中间热处理、最终热处理、精加工和无损检验都应包括在制造程序中。
如果采购弯管,热交换器的冷弯条件和弯管工艺评定应符合F4160的规定。
当设备技术规格书对残余拉应力极限有规定时,为限制管子或弯管的残余应力而采取的措施应符合3.4.2的规定。
M4107 热轧镍——铬——铁合金钢板RCCM中文版法国民用核电标准
M4107 热轧镍——铬——铁合金钢板RCCM中文版法国民用核电标准热轧镍——铬——铁合金(NC30Fe)钢板0 适用范畴本规范适用于厚度限制到100mm的热轧NC30Fe合金钢板。
1 冶炼合金应在电炉中精炼。
也可经真空或电渣重熔。
2 化学成分2.1 规定值熔炼分析和成品分析所确定的化学成分,应符合I规定的要求。
2.2 化学分析2.1.1 熔炼分析应在浇注时取样,分析报告由厂长或厂长正式委派的代表签证。
若合金经真空或电渣重熔时则在钢锭底部取样。
还应提供一个成品分析化学成分单,试样取自相应钢板的头部和尾部。
分析按MC1000的规定进行。
3 制造3.1 制造程序开始制造前,制造商须制订包括下列内容的制造程序:a)冶炼形式和方法;b)所用锭子的重量(和类型);c)钢锭头、尾切除百分比;d)钢板处在钢锭中的位置,专门是有关于钢锭轴线的最终轧制方向;e)要紧轧制方向;f)中间热处理和最终力学性能热处理条件;g)验收试验用试料在钢板上的位置图;h)在试料上截取试样的平面图。
必须按时刻先后为序列出热处理、取样、无损检验等各个操作过程。
3.2 热处理3.2.1 性能热处理力学性能能够通过以下任一种方法得到:——通过调整终轧温度和冷却条件(终轧温度应尽可能高:表面温度高于970℃)。
终轧温度和冷却条件应记录。
——轧制后进行热处理,加热温度应超过1000℃,该温度应按性能要求进行调整。
3.2.2 附加热处理钢板应经受715℃±15℃最少5小时的热处理。
4 力学性能4.1 规定值力学性能规定值列于表Ⅱ。
表Ⅱ4.2 取样轧制车间应在经附加热处理后的交货状态的钢板上截取试料。
这些试料须作适当的标识,并标明最终轧制方向。
这些试料应有足够的尺寸以能截取有关试验和可能做复试所需的试样。
试样应在钢板边缘与其中心线之间距离的一半处截取。
如不可能时,应尽量在靠近那个部位截取。
试样离热处理端部的距离至少等于钢板的厚度。
试样的纵轴线应垂直于终轧方向。
无缝钢管标准
无缝钢管百科名片无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。
无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。
无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。
目录无缝钢管概况无缝钢管执行标准无缝钢管的制造工艺无缝钢管重量计算公式展开编辑本段无缝钢管概况无缝钢管规格:8-1240×1-200mm无缝钢管生产工艺:热轧、热扩、冷拔无缝钢管发展现状美国商务部2010年2月24日宣布初裁决定,对从中国进口的无缝钢管征收从11.06%至12.97%不等的反补贴关税。
美国商务部在一份声明中说,从2006年至2008年,美国从中国进口的无缝钢管增加了131.52%,金额增至约3.82亿美元。
去年10月,美国商务部应美国钢铁公司、V&M Star公司、TMK IPSCO公司以及美国钢铁工人联合会的要求,就反补贴案立案。
当时,中国商务部官员曾表示,盲目指控自中国进口产品存在倾销或者补贴,缺乏事实依据,中方对此坚决反对。
去年11月初,美国国际贸易委员会已就此作出初裁决定。
目前日程显示,美国商务部将于今年5月份作出终裁,美国国际贸易委员会将于6月份作出终裁。
受金融危机和经济衰退影响,2009年以来美国频繁使用贸易救济措施。
世界银行负责国际贸易研究的高级经济学家查德·布朗向新华社记者提供的一份最新研究报告显示,2009年,全球实施的反补贴、反倾销、特保等贸易限制政策数量比2008年增加29.5%。
贸易保护主义措施已成为影响世界经济复苏的一个重要隐患。
无缝钢管概况无缝钢管的规格用外径*壁厚毫米数表示。
无缝钢管分热轧和冷轧(拨)无缝钢管两类。
热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
M1140 钢管类M1141 TU42C和TU48C型碳钢制2级无缝钢管RCCM中文版法国民用核电
标准
M1141 制品采购技术规范
TU42C和TU48C型碳钢制2级无缝钢管
0 适用范畴
本规范适用于外径小于550mm和壁厚小于50mm的辅助管路用的TU42C和TU48C型可焊碳钢制冷、热精整无缝钢管的采购。
1 一样要求和专门要求
在按照NF A49—213的规定采购钢管,必须完全遵照该标准的要求。
此外,尚须将下述要求补充到该标准的有关条文中。
1.1 标准NF A49—213中增加的选择项目
§1.4.1 表I牌号的讲明
不保留L1和F1质量等级。
§1.6 保证冶金性能
每批取一根钢管作制品分析以检验化学成分。
§3.1.3 热精整和冷精整钢管,都必须对其全长进行正火热处理。
§3.3.1
关于硫和磷,浇包分析和成品分析应满足以下附加条件:
§7.2.1 批的定义
不考虑管径的同一炉次。
§7.2.2 任何情形下都必须作水压试验。
§7.8.3 钢管端部检验
在自动检验台上不能通过完备检验的钢管端部必须切除或至少在100mm范畴内进行手工超声波检验。
手工检验方法至少要与自动检验方法一样灵敏;用作校正灵敏度的钢管必须是用于自动检验的钢管。
§7.13.5
当设备技术规格书或其它有关合同文件中有规定时,进行高温拉伸试验。
试样类型和试验方法应符合MC1000的规定。
§8 检验文件
钢管须予验收后交货。
生产厂方必须按NF A49—001的D型规定编制产品检验合格证(CCPU)。
1.2 对NF A49—213的补充规定
§3.3.2
300℃时的最低抗拉强度规定值如下:
——关于TU42C钢:369MPa;
——关于TU48C钢:423MPa;
高温拉伸试验的断后延伸率作为参考资料记录。
§7 试验
如果由于一项或几项力学性能试验的结果不合格而被剔除的一批产品,则零件承诺重新热处理。
重新热处理的条件须在试验报告中详细讲明。
在这种情形下,试验用料必须按§7.2规定的相同条件下截取,重新热处理只承诺一次。
§7.2.5.3
如果设备技术规格书规定了专门排除应力热处理条件,这些取样条件及进行的试验项目、以及获得的结果(抗拉强度、冲击韧性)都必须与交货时热处理试样的要求相同。
§7.6.4 KV冲击试验
当冲击韧性试验的试样横截面差不多减小时,则所要求值见下表:
规定值
§7.8.1
质量等级L2、L3和F2也属于5级。
然而缺口长度比表25规定的较短试样也可采纳。
§8 检验文件
作为对CCPU(比较1.1§8)的补充,供货商在交货前要提供下列技术文件。
这些文件是供货商在每一项试验后制订的。
——浇包分析化学成分单,且每批要检验;
——热处理证书,规定了差不多热处理的钢管直径(对重新热处理的钢管,包括全部热处理记录);
——各批填充焊料的验收报告;
——焊接工艺评定报告;
——力学性能试验报告;
——目检报告;
——无损检验报告;
——尺寸检查;
——水压试验报告。
这些报告必须包括:
——炉次号和零件编号;
——供货商识不标志;
——订货单号;
——如有必要,检查机构的名称;
——各种试验和复试结果,及与其相对比的规定值。