搅拌摩擦焊搅拌针与轴肩的特点
ISO25239-1搅拌摩擦焊-铝合金:术语
搅拌摩擦焊-铝合金-第一部分:术语范围此部分ISO25239定义了搅拌摩擦焊的术语与定义。
在此标准中,术语“铝”涉及铝及其合金。
术语与定义针对此文件的用途,适用于下列各项术语与定义。
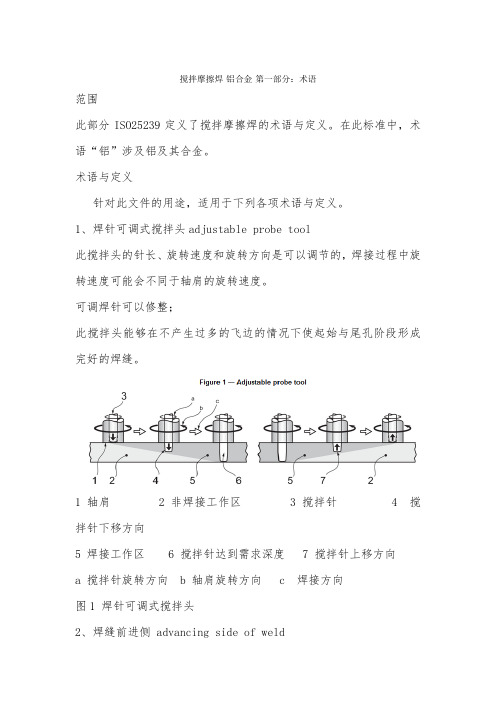
1、焊针可调式搅拌头adjustable probe tool此搅拌头的针长、旋转速度和旋转方向是可以调节的,焊接过程中旋转速度可能会不同于轴肩的旋转速度。
可调焊针可以修整;此搅拌头能够在不产生过多的飞边的情况下使起始与尾孔阶段形成完好的焊缝。
1 轴肩2 非焊接工作区3 搅拌针4 搅拌针下移方向5 焊接工作区6 搅拌针达到需求深度7 搅拌针上移方向a 搅拌针旋转方向b 轴肩旋转方向c 焊接方向图1 焊针可调式搅拌头2、焊缝前进侧 advancing side of weld搅拌头旋转的方向与焊接前进方向相同的焊缝一侧,见图1 序号7。
1 工件2 搅拌头3 轴肩4 搅拌针5 焊缝表面6 后退侧7 前进侧 8 尾孔a 搅拌工具旋转方向b 搅拌工具向下运动c 轴向力d 焊接方向e 搅拌头向上运动图2 搅拌摩擦焊的基本原理3、轴向力 axial force沿着搅拌头旋转轴作用于工件的作用力,见图1 序号c。
4、双轴肩搅拌头 bobbin tool搅拌头由固定长度的搅拌针和两个分离的轴肩组成,见图2。
5、结束停留时间 dwell time at end of weld从搅拌针在焊接前进方向停止行走,至搅拌针开始离开焊缝的这段时间。
6、起始停留时间 dwell time at start of weld从搅拌针扎入材料后,至搅拌针开始向焊接方向运动的这段时间。
7、尾孔 exit hoe在焊接结束部位,搅拌头移走后留下的孔,见图1 序号11。
8、接合面faying surface一个接头中一个工件与另一个工件的接触面9、固定搅拌针fixed probe伸出轴肩固定长度的搅拌针,焊接中旋转方向、速度均与轴肩相同。
10、压力控制force control焊接过程中使搅拌头维持所需压力的措施。
谈搅拌摩擦焊技术

成功案例介绍及经验总结
01
成功案例一
某航空制造企业成功应用搅拌摩擦焊技术,实现了铝合金材料的可靠连
接。通过合理的工艺参数设置和操作规范,获得了高质量的焊接接头,
提高了生产效率。
02
成功案例二
某轨道车辆制造企业采用搅拌摩擦焊技术,实现了不锈钢车体结构的快
速、高效连接。通过优化工艺参数,降低了焊接变形和应力,提高了焊
THANKS
谢谢您的观看
汽车制造领域
车身结构的连接
搅拌摩擦焊技术可用于汽车车身结构的连接,提高车身的强度和刚度。
新能源汽车电池托盘的焊接
搅拌摩擦焊技术还可用于新能源汽车电池托盘的焊接,提高电池托盘的稳定性和安全性。
轨道交通领域
轨道车辆的制造
搅拌摩擦焊技术可用于轨道交通领域中轨道车辆的制造,提高车辆的稳定性和安全性。
地铁车辆车体的焊接
搅拌摩擦焊技术还可用于地铁车辆车体的焊接,提高车体的强度和刚度。
新能源领域
太阳能板的焊接
搅拌摩擦焊技术可用于新能源领域中太 阳能板的焊接,提高太阳能板的稳定性 和效率。
VS
风力发电机叶片的焊接
搅拌摩擦焊技术还可用于风力发电机叶片 的焊接,提高叶片的稳定性和安全性。
03
搅拌摩擦焊技术工艺流程与设 备
,能够产生摩擦热和塑性变形,实现材料的连接。
控制系统
02 用于控制搅拌头的旋转速度、压力和焊接时间等参数
,确保焊接过程的稳定性和可控性。
焊接夹具
03
用于固定待焊接的材料,确保焊接过程的稳定性和精
度。
设备选型与维护
设备选型
根据生产需求和预算等因素,选择适合的搅拌摩擦焊设备,包括搅拌头的类型、尺寸和 控制系统等。
圆筒搅拌摩擦焊

圆筒搅拌摩擦焊随着工业技术的不断发展,焊接技术在各种制造业中发挥着越来越重要的作用。
其中,圆筒搅拌摩擦焊作为一种新型的焊接工艺,以其独特的优势在各个领域得到了广泛的应用。
本文将就圆筒搅拌摩擦焊的技术原理、特点、应用实例等方面进行介绍。
一、技术原理圆筒搅拌摩擦焊是一种利用搅拌头与工件之间的摩擦热来加热和加压,使材料发生塑性变形并连接的焊接方法。
通过高速旋转的搅拌头与工件的直接接触,产生强大的摩擦力和热量,使得材料逐渐熔化并与邻近材料结合,最终形成连续的焊缝。
二、特点与应用场景1. 优点:相较于传统焊接方法,圆筒搅拌摩擦焊具有以下优点:首先,生产效率高,操作简便;其次,能够加工复杂的几何形状;再者,适用于多种材料,包括不锈钢、铝合金等;最后,焊接质量稳定,无需额外的无损检测手段。
2. 应用场景:圆筒搅拌摩擦焊广泛应用于石油化工、机械制造、航空航天等领域。
例如,在石油化工行业中,可以利用该技术对管道进行焊接,提高生产效率和安全性;在机械制造领域,可用于各种圆形零件的连接;在航空航天领域,可以用于复合材料的焊接,提高产品的性能和质量。
三、案例分析以某大型石化企业的管道焊接为例,采用圆筒搅拌摩擦焊后,焊接速度提高了30%,生产成本降低了20%。
同时,由于焊缝质量优良,减少了后期维护的成本和时间。
此外,在汽车制造中,该技术成功应用于发动机缸体的焊接,提高了产品的质量和性能。
四、总结与展望圆筒搅拌摩擦焊作为一种先进的焊接技术,具有诸多优点和应用前景。
未来,随着该技术的不断发展和完善,其在更多领域的广泛应用将成为可能。
然而,也存在一些挑战和问题需要解决,如设备成本较高、操作难度较大等。
因此,我们需要进一步研究和探索,以提高圆筒搅拌摩擦焊的普及率和实用性。
总之,圆筒搅拌摩擦焊作为一项重要的焊接技术,已经在多个领域取得了显著的应用成果。
我们相信,随着科技的进步和市场需求的增长,这一技术将会得到更广泛的推广和应用,为各行各业的发展注入新的动力。
铝合金搅拌摩擦焊

1自然时效 室温放置96h,
2人工时效185~195℃保温 6~12小时,空冷
分级时效:
第一步:100~130℃保温1-4h, 形成GP区 第二步:185~195℃时效8-9h,析出沉淀相
分级时效的优点:
先在一个较低的温度获得 高浓度 G.P. 区,然后再较高的温 度下获得 均匀的沉淀相, 提高组织的均匀性。
参考文献
[1]李生朋. 铝合金薄板搅拌摩擦焊焊接变形机理与控制 [D]. 中南大学, 2011.
[2]李兵 . 6063铝合金薄板搅拌摩擦焊接工艺及机理的研究 [D].东北大学, 2009. [3]胡尊艳. 焊后时效对6061-T6铝合金搅拌摩擦焊接头组织 和性能的影响[D].北京交通大学, 2008.
热影响区 : 温度不足以使沉淀相溶解,沉淀相发生粗 化。 热机械影响区:温度达到固溶温度,部分沉淀相粗化, 部分溶解,在后续的冷却过程中有少量细小沉淀析出 中心
焊核区:沉淀相完全溶解, 冷却过程中,沉淀相优 先在位错和晶界处析出,分布不均匀
五、解决方案
焊缝后续热处理 一 二 三 350~370℃保温30到120min 去应力退火 固溶处理 :加热到490~505℃, 然后水冷。 时效 :
[4]周德生. 铝合金搅拌摩擦焊构件时效成形研究[D]. 南昌 航空大学, 2011.
[5]王海艳. 6061铝合金搅拌摩擦焊接头组织和性能研究 [D]. 华南理工大学, 2010.
一、背景介绍
铝合金焊接性:
1、焊接变形 2、焊接裂纹问题 3、焊接接头软化 4、气孔
与传统熔化焊接方法相比,搅拌摩擦焊具有接头宏观形 貌良好、焊后残余应力和变形较小、焊缝性能良好;焊接 时无烟尘、无辐射;焊接过程中不需焊丝填充、不需气体 保护,比较节省成本,最大程度上缓解了因热输入过大导 致的铝合金焊接接头发生的“软化”及裂纹、气孔等严重 缺陷,因此搅拌摩擦焊特别适合于铝合金的连接。
搅拌摩擦焊的研究现状及前景展望

搅拌摩擦焊的研究现状及前景展望搅拌摩擦焊应用广泛,具有成本低、高性能以及高效率等特性,在不同领域得到了广泛的应用。
本文将对搅拌摩擦焊的研究现状以及应用进行详细的分析。
标签:搅拌摩擦焊;研究现状;应用英国焊接研究所发明的搅拌摩擦焊(Friction Stir Welding,简称FSW),曾经于1991年获得世界范围内专利保护,它是一项非常奇特的新型固相焊接技术,也是焊接技术史上从发明到将其应用到工业中时间最短的一项焊接技术,其曾被称作是“世界焊接史上的第二次革命”。
搅拌摩擦焊与其他传统的焊接技术相比较而言,其具有成本低廉、不会造成污染、焊接后变形较小以及高效等特点,这些特点是其他焊接技术无法企及的。
搅拌摩擦焊的这些特性使其得到了广泛的应用,其主要应用于结构制造领域,例如航空、航天、汽车以及船舶等领域。
基于此,文章将从焊接材料、工艺参数、焊接技术等原理对搅拌摩擦焊进行详细的研究分析,并且对搅拌摩擦焊未来的发展趋势进行探讨。
1 搅拌摩擦焊的原理分析及其优缺点(1)搅拌摩擦焊的原理分析。
搅拌摩擦焊的搅拌头的特征是圆柱状并且其轴肩是非常特殊的,搅拌头以合适的速度插入到被焊构件的焊接处,并且以一定的速度向前匀速移动,被焊构建与搅拌头之间由于一定的摩擦力度而产生相应的热度,当温度达到一定水平时,其将会使得搅拌头附近区域的材料软化,从而以实现热塑化的目的。
当搅拌头由于受到某种力度时,将会渐渐的向前缓慢前行,这时候热塑化后的材料将由搅拌头的前部向后部移动,并且位于搅拌头处的轴肩将会产生锻造压力,固相连接就会在这种压力之下而实现。
在搅拌焊接的过程中,需要注意的是被焊构件需要进行牢固固定,而且需要在焊缝的背面加上衬垫以防止由于搅拌头的力度而导致构建以及塑性金属流失。
(2)搅拌摩擦焊的优缺点分析。
搅拌摩擦焊的优点主要有以下几个方面:第一,由于搅拌摩擦焊采用的技术原理是固相焊接技术,从而不会导致材料融化的现象发生;第二,,搅拌摩擦焊具有质量过硬、操作起来效率高以及不需要高昂的成本;第三,搅拌摩擦焊没有特定的接头形式,其支持多种规格形式不一的焊接方式;第四,采用搅拌摩擦焊技术,在焊接过程中产生的残余应力较小,从而残余应力对构件所带来的变形影响较小;第五,采用搅拌摩擦焊技术进行焊接后所产生的焊缝的组织为细晶组织,从而没有其他传统焊接技术所带来的裂纹、气孔等缺陷,这将大大减少后续的维修费用;第六,搅拌摩擦焊操作起来较为简单,能够非常方便的就实现自动化技术。
轻量化-搅拌摩擦焊技术

四、搅拌摩擦焊在汽车上的应用
在汽车上的应用:汽车空调、轮毂、车门、电动汽车电池托盘、电机壳体等
14/15
本田2013款雅阁
电动汽车电池托盘
沃尔沃XC90 轮毂
BMW 5 门窗直立边柱 Mazda RX-8 后门
四、搅拌摩擦焊在汽车上的应用
15/15
供应商:北京赛福斯特 该公司2002年成立, 与TWI(英国焊接研究 所)合作开展全方面的 搅拌摩擦焊研究
二、搅拌摩擦焊的基本原理
FSW焊接工具
6/15
搅拌摩擦点焊(Friction Stir Spot Welding,FSSW)
搅拌摩擦点焊(Friction Stir Spot Welding,FSSW)技术是一种新兴的固相焊接技 术,它是由搅拌摩擦焊技术发展起来的。 它的连接机理是点焊工具周围高温摩擦热和材料塑性流动相互作用的结果。 冶金连接产生在点焊工具周围形成的一种圆环状搅拌区域与材料发生重结晶的区域中, 这一区域在点焊工具旋转、挤压、粉碎等机械力作用下,形成致密组织结构,赋予搅拌摩 擦点焊接头优异的力学性能。 一般分为以下几类: 基本型搅拌摩擦点焊技术(Basic FSSW) 填充式搅拌摩擦点焊技术(Refill FSSW) 摆动式搅拌摩擦点焊技术(Swing FSSW)
1/1
搅拌摩擦焊技术(FSW)
2019.07.06
2/15
3/15
一、搅拌摩擦焊技术背景
铝及铝合金的焊接中,存在许多问题: 膨胀系数大而在焊接时产生较大的变形。为了防止变形,在施工现场,必须采用胎卡具固定,和 由培训过的熟练工人操作。 铝及铝合金容易氧化,表面存在一层致密、坚固难熔的氧化膜,所以焊前要求对其表面进行去膜 处理,因此焊接时,要用氩等惰性气体进行保护。 铝及铝合金焊接时易产生气孔、热裂纹等缺陷。 对于热处理型铝合金来说,必须避免在焊接时热影响区产生软化,强度降低的问题。
搅拌摩擦焊的原理及其应用
搅拌摩擦焊的原理及其应用搅拌摩擦焊的原理及其应用摘要:摩擦焊是利用焊件接触面之间的相对摩擦运动和塑性变形所产生的热量使接触面及附近区域的材料达到热塑性状态,通过两侧材料间的相互扩散和动态再结晶而完成焊接,文章分析了搅拌摩擦焊的工作原理,并论述了其相关的应用。
关键词:搅拌摩擦焊焊接变形焊接工艺引言搅拌摩擦焊是英国焊接研究所发明的新型固态塑化焊接技术,是世界焊接技术发展史上自发明到工业应用时间跨度最短并且发展最快的一项连接技术。
搅拌摩擦在材料的熔点以下进行,属于固相焊接,因此可以避免熔化焊所产生的气孔、裂纹、变形和氧化等问题。
更重要的是焊接加热温度低,使焊接接头软化程度得到减轻,性能得到改善。
搅拌摩擦焊在国外铝合金车体制造方面得到了一定的应用,日本、法国、德国、瑞典等国车辆制造商己经采用搅拌摩擦焊技术制造列车车体,焊接接头性能得到改善,效果良好。
国内搅拌摩擦焊在铁道车辆制造方面的应用尚属空白。
文章分析了搅拌摩擦焊的工作原理,并论述了其相关的应用。
1 搅拌摩擦焊的工作原理及特点搅拌摩擦焊接时,搅拌头一边高速旋转,一边沿着焊接方向前进,焊接过程中,搅拌头轴肩与被焊工件表面摩擦产生热量使工件达到塑性状态,塑性状态的金属在搅拌头旋转压力的挤压作用下,沿搅拌针从前进侧被搅拌到后退侧,随着搅拌头的移动,高度塑性变形的金属流向搅拌头的后部,冷却后形成焊缝。
在实际工作中,搅拌摩擦焊的焊核由于受到搅拌头的高速旋转挤压作用,该区原始的组织晶粒被搅拌破碎,同时在轴肩与母材摩擦产生的热作用下,发生动态再结晶,由母材轧制状组织变为细小的等轴晶。
热机械影响区在搅拌头的高速旋转作用下发生明显塑性变形,受到的摩擦热低于焊核,不足以使组织发生再结晶,因此只发生部分长大。
热影响区在热循环作用下,组织晶粒发生二次长大,该区组织明显粗化,甚至比母材还粗大。
焊接时搅拌头缓慢插入母材中,摩擦头的轴肩与板材的表面紧密接触并压入一定深度。
焊接时摩擦头高速旋转并沿待焊板材的接缝向前运动。
铝合金搅拌摩擦焊接接头组织特征

在当今工业领域,铝合金作为一种重要的结构材料,其焊接技术一直备受关注。
其中,搅拌摩擦焊接是一种先进的焊接方法,能够在不融化材料的情况下实现高强度的焊接接头。
本文将深入探讨铝合金搅拌摩擦焊接接头组织特征,以帮助读者全面理解这一焊接方法的特点。
二、铝合金搅拌摩擦焊接接头组织特征的表现1. 微观组织分析铝合金搅拌摩擦焊接接头的微观组织特征是研究的重点之一。
在接头区域,可以观察到晶粒细化、晶粒再结晶等现象。
还会出现强化相分布不均匀、晶粒取向偏移等情况。
这些微观组织的变化直接影响着接头的性能和稳定性。
2. 组织相分析铝合金搅拌摩擦焊接接头中的组织相也是需要重点关注的对象。
通过金相显微镜等手段,可以发现接头中出现了多种组织相,如固溶相、析出相等。
这些组织相的形成对接头的强度、硬度等性能指标具有重要影响。
3. 动态组织特征在搅拌摩擦焊接的过程中,焊接接头的组织特征还会随着时间和温度的变化而发生相应的动态变化。
这些动态组织特征包括晶粒的再排列、组织相的数量和尺寸的变化等,对于接头的稳定性和可靠性产生着重三、铝合金搅拌摩擦焊接接头组织特征的影响因素1. 工艺参数搅拌摩擦焊接的工艺参数是直接影响焊接接头组织特征的重要因素。
包括搅拌头形状、转速、下压力等参数的变化,都会对接头的组织特征产生显著影响。
2. 材料属性铝合金的成分和性能对于搅拌摩擦焊接接头组织特征也具有重要影响。
不同种类的铝合金,其组织特征会有所差异,需要针对不同材料进行研究和分析。
3. 环境条件焊接过程中的环境条件,如温度、气氛等,也会对接头的组织特征产生一定的影响。
特别是在特殊环境下进行焊接时,需要对组织特征进行更加深入的研究。
四、总结与展望通过对铝合金搅拌摩擦焊接接头组织特征的深入探究,我们能够更全面地了解这一焊接方法的特点。
未来,随着材料科学和焊接技术的不断发展,我们可以预见,对接头组织特征的研究将会更加深入,为铝合金搅拌摩擦焊接技术的进一步改进和应用提供更多的理论支持和实个人观点:铝合金搅拌摩擦焊接作为一种新型的焊接方法,其接头组织特征的研究对于提高焊接接头的质量和性能具有重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
搅拌摩擦焊搅拌针与轴肩的特点
摘要:搅拌摩擦焊技术是90年代发展起来的、自发明到工业应用时间跨度最短和发展最快的一项新型固相连接新技术,公认为是最有前途和最适合航空材料以及结构件制造的工艺方法之一。
由于捷拌摩擦焊焊缝组织均匀、接头力学性能优异,生帝过程中安全、无烟尘烟气、无辐射,污染小、成本低等技术优勢,因而在许多工业领域获得了广泛应用。
关键词:铝合金;搅拌摩擦焊接;搅拌摩擦焊特性
一.搅拌摩擦焊特性
1.1搅拌摩擦焊简介:
搅拌摩擦焊技术发明至今以来,无论在国外还是在国内,已经成功跨出试验研究阶段,发展成为在铝合金结构制造中可以替代熔焊技术的工业化实用的固相连接技术;搅拌摩擦焊的焊接新装备和搅拌工具的发展非常快,为实施搅拌摩擦焊工艺方案(如消除搅拌匙孔)及提高各类材料接头的质量,各种类别的新型搅拌摩擦焊接设备、自动化装置及机器人搅拌摩擦焊机等相继问世。
搅拌摩擦焊目前的发展目标之一是攻克在高熔点金属材料连接中的难题,诸如:普通碳钢、不锈钢、钛合金、甚至高温合金等结构材料的固相连接,进一步优化搅拌工具的型体设计与材料选取。
摩擦焊可以方便地连接同种或异种材料,包括金属、部分金属基复合材料、陶瓷及塑料。
1.2搅拌摩擦焊原理:
搅拌摩擦焊的搅拌头是该技术的核心部分,由搅拌针和轴肩两部分组成。
焊接过程中,搅拌头高速旋转,搅拌针深入到工件内部,轴肩紧压在工件表面(保持一定的压入量)。
高速旋转的搅拌头与工件之间摩擦,产生大量的摩擦热。
由于摩擦热的作用以及搅拌头的粉碎、挤压作用,搅拌头周围金属在焊接过程中将发生严重的热塑性变形,从而释放大量的塑性变形能。
在摩擦热及塑性变形能的综合作用下,接头金属实现塑性流动并扩散连接,并且沿着待焊界面向前移动,对于对接焊缝,搅拌指棒的插入深度一般要略小于被焊材料的厚度。
1.3搅拌摩擦焊的技术特点:
搅拌摩擦焊作为一项新型焊接方法,用很短的时间就完成了从发明到工业化应用的历程。
目前,在国际上还没有针对搅拌摩擦焊公布的统一技术术语标准,在搅拌摩擦焊专利许可协会的影响下,业界已经对搅拌摩擦焊方法中所涉及到的通用技术术语进行了定义和认可。
搅拌摩擦焊是一种在机械力和摩擦热作用下的固相连接方法。
搅拌摩擦焊焊接过程中,通过搅拌头旋转着缓慢插入被焊接工件,使搅拌头邻近区域的材料热塑化,旋转着向前移动时,热塑化的金属材料从搅拌头的前沿向后沿转移,并且在搅拌头轴肩与工件表层摩擦产热和锻压共同作用下,形成致密固相连接接头。
二、搅拌针以及轴肩的应用
2.1搅拌针的形态
搅拌摩擦焊对材料的适应性很强,几乎可以焊接所有类型的铝轴肩,在焊接过程中主要是与工件表面摩擦提供焊接热源以及封闭焊接环境,以阻止高塑性软化材料从轴肩溢出。
根据不同焊接需要,轴肩与搅拌针交界的工作面可加工为平面型和凸起型。
研究指出,在焊接过程中,这种设计形式可保证轴肩端部下方的软化材料受到向内方向的力的作用,从而有利于将轴肩端部下方形成的软化材料收集到轴肩端面的中心以填充搅拌针后方形成的空腔,同时还可减少焊接过程中
搅拌头内部的应力集中而保护搅拌头。
2.2轴肩几何形貌
由于轴肩在搅拌摩擦焊接过程中所起的作用比较单一,因而轴肩形貌、几何
尺寸及其对焊接过程中塑性流动和焊后接头质量影响方面的研究较少,而将大部
分精力投入搅拌针形貌、几何尺寸方面的研究。
2.3搅拌针轴肩与针长
不同形式搅拌针决定被焊材料的流动以及成形机理,合理的搅拌针形状和尺
寸是得到良好焊缝的关键。
大量试验总结说明的搅拌针长度应略小于焊件厚度,
其与轴肩径之比约为1:3为好,与焊件厚度之比约为1:1时较好。
目前搅拌针
的种类主要有带螺纹以及不带螺纹的圆柱形、圆台形、偏心式、非对称式、外开
式和可伸缩式等。
2.4搅拌针的材料选择
铝合金材料由于质量径、抗腐蚀、易成形等优点,受到众多工业制造领域的
青来,随着该材料性能的不断提及新牌号的硬铝、超硬铝等材料的出现,在航空、航天、高速列车、高速瓶船工业领域得到了越来越厂泛的应用。
但是,铝合金材
料表面致密的氧化层,以及弧焊过程中较大变形等又限制了这种材料的进一步推
广应用。
搅拌头是拌擦焊设备的核心部件本文所用搅拌头是自主选材和设计的。
对于铝合金搅拌摩擦焊来说,焊缝区在焊接过程中的温度可达到400-480摄氏度,这就要求搅拌头要具有优异的高温性能,包括:热强性、抗变性、热稳定性、与
被焊材料不发生化学反应即材料性;同时在搅拌摩擦焊的过程中搅拌头还要受到
试件强烈的反作用力和于试件材料之间发生摩擦,因此必领具有好的耐磨性、对
冲击性能,并且要具有合适的摩效果和导热性能:从经济的角度考虑则希望搅头
耐用容易加工延长使用寿命,一般焊接铝合金用的材质都是合金钢
2.5轴肩及搅井针的具体尺寸
轴肩在搅拌摩擦焊接过程中主要起两种作用(1)通过与工件表面间的摩擦,提供焊接热源。
(2)提供一个封闭的焊接环境,以阻止高塑性软化村料从轴肩进入,在焊接
过程中,这种设计形式可保证轴肩端部下方的软化材料受到向内方向力的作用,
从而有利于将轴肩端部下方形成的软化材料收集到轴肩端面的中心以填充搅拌针
后方所形成的空腔,同时,可减少焊接过程中搅拌头内部的应力集中而保护搅拌针。
对于特定的焊接材料,为了获得最佳的焊接效果,必须设计出与与之相对应
几何形状的轴肩图形。
(3)轴肩尺寸:搅拌头一般要求其轴肩的直径为对应焊材板厚的3-5倍,下
压量及下压深度为0.5mm,轴肩及搅并针的几何形状是带有螺纹及轴肩带有凹槽。
搅拌头轴肩与工件表面以及拌针与母材产生的摩擦热是焊接热量的主要来源,在
焊接过程中,而考虑到金属材料的摩擦热,并且这部分热量使焊接材料塑性流动、焊接搅拌头起着重要的作用。
搅拌摩擦焊接头断面中出现的道形缺陷有孔洞就是
在搅排针与其周国金属的摩擦热不够,轴肩的大小直接影响焊接所需要的热量。
采用底部轴肩圆柱凹槽的搅拌头焊接薄板时比焊接厚板稳定,并且焊接厚板采用
锥状的搅拌头焊接时很容易产生沟槽和隧道等缺陷。
焊接过程热输入量不足流动
不充分,导致暗孔的行成。
三、搅拌摩擦焊目前存在的主要问题
搅拌摩擦焊随着搅拌摩擦焊技术的研究和发展,搅拌摩擦焊在应用领域的限
制得到很好的解决,现在我们尽管搅拌摩擦焊目前可以单到完成厚度为45mm铝
合金材料的焊接,但与某些弧焊技术相比(如薄板激光焊)焊接速度还是相对较慢:另外,基于搅拌摩擦焊本身的特点,被焊零件需要由钢结构进行固定支撑来实现焊接,焊接结束后搅拌头的回抽,焊接末端留匙孔所以必要时焊接工艺需要加装起焊板,搅拌摩擦焊在焊接时需要很大的顶锻力,但是在焊接圆环形状很难保证结,束匙孔的处理,只能使用伸缩搅拌针才能达到很好的效果,这也是搅拌摩擦焊需要发展的重要组成部分。
四、在实际生产中的结论
实际所使用4.3mm搅拌针焊接的轨道列车的地板,以及侧墙的检测,没有发现任何异常,在焊接检测方面采用相控阵仪器进行探伤检测,紧接着对焊接的工件进行弯曲、拉伸、金相的力学检测,保证所有的工件质量符合技术要求,而且搅拌头的寿命达到2000米,轴肩20mm显得非常合理,焊接压力到达20KN,焊接速度达到2m搅拌针的寿命已经非常耐用了,经济性能很高。
比起传统的弧焊不仅在环境上有了质的提升,在焊接韧性、硬度、抗拉强度等性能均有提高,而且还能使操作人员有一个舒服的工作环境。
参考文献:
[1]《国内外搅拌摩擦焊用搅拌头的研究现状及发展趋势》
[2]《WC-Co硬质合金搅拌摩擦焊搅拌头的研制》
[3]《搅拌擦焊工艺研究》。