数控加工工序卡片新
数控加工工序卡片
立铳刀
塞規
300
10
40
0.5
3
去毛刺倒棱
T3
倒角刀
游标卡尺
500
20
60
0.5
4
攻M8螺纹孔
T4
丝锥
螺纹塞规
600
53.5
0.5
0.5
编制
审核
批准
共3页
第3页
T6
倒角刀
500
20
20
1
编制审核
共3页第1页
数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号40Cr毛坯种类锻件
毛坯外形尺寸①95X55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
车
数控车床
CK6140
00002
2
专用夹具
油基切屑液
金工车间
工 步 号
工步内容
刀 具
/、 号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
掉头,夹持零件三分之一处
2
车端面保证总长49.25mm
T7
45°车刀
游标卡尺
800
50
50
1.2
3
粗车长度为12mm的外圆至①91
T7
45°车刀
游标卡尺,外径
千分尺
T2
数控加工工序卡片
(mm/min)
背吃刀量
(mm)
备注
1
掉头,夹持零件三分之一处
2
车端面保证总长
T7
45°车刀
游标卡尺
800
50
50
3
粗车长度为12mm的外圆至Φ91
T7
45°车刀
游标卡尺,外径千分尺
800
50
50
4
精车外圆至Φ90
T8
45°车刀
卡板
1000
100
100
5
粗车长度为2mm外圆Φ90至Φ49
T1
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
5
铣
数控铣床
XK5032
O0003
3
专用夹具
乳化液
金工车间
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
钻6个深度为10mm的均布的Φ的孔
T1
钻头
内径千分尺
600
15
50
2
扩孔至Φ8
T2
立铣刀
塞規
3001040来自3去毛刺倒棱T3
数控加工工序卡范例1

工序卡编制注意事项
1.每道切削加工编制一张工序卡,合并在一个WORD文件里
2.表格内已知的内容和数据尽量填写,其中工序号和工序名称要和工艺过程卡里一致
3.工序图包括三要素:
1)零件本道工序结束时的视图,视图布局一般按主要加工位置,车削一般左端装夹右端加工,本道工序加工表面用粗实线,其余为细实线
2)工序尺寸,注意粗加工和半精加工放余量
3)定位符号和夹紧符号,这是设计工装(夹具)的依据
4.工步栏里安工步划分方法每行一个工步,夹具写出具体名称
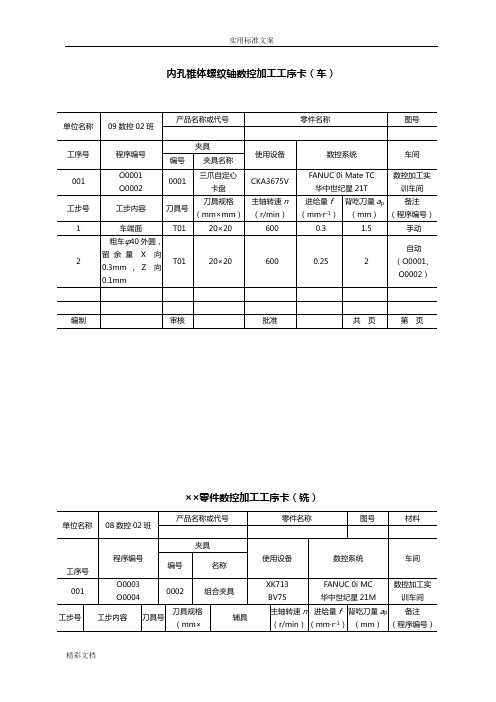
数控加工工序卡
更改标记更改单号
工艺员姚海琦校对。
数控加工工序卡片
车零件右端面光外圆并对刀
T01
93 外圆车刀
500
0.3
见光
2
粗加工外轮廓 mm、锥面、 mm,留余量0.2mm精加工余量
T01
93 外圆车刀
500
0.3
2
3
精加工外轮廓 mm、锥面、 mm至尺寸要求
T01
93 外圆车刀
800
0.15
0.1
4
切断留余量0.5mm
T02
4mm外割槽刀
300
0.08
编制
CK6140A
数控实训中心
工步号
工步内容
刀具号
刀具规格
/mm
主轴转速
r/min
进给量
mm/r
背吃刀量
mm
量具
备注
夹 外圆,夹住长度70mm
1
车右端面保证总长,光外圆对刀
T01
93 外圆车刀
500
0.3
见光
2
粗车外轮廓 R3圆角,留精加工余量0.2mm
T01
93 外圆车刀
500
0.3
2
3
精车外轮廓 至R3圆角至尺寸要求
T04
镗孔刀
800
0.1
0.1
6
粗车外轮廓 和 ,留精加工余量0.2mmT0193 外圆车刀源自5000.32
7
精车外轮廓 和 至尺寸要求
T01
93 外圆车刀
800
0.15
0.1
8
粗加工圆弧R18,R10,留精加工余量0.2mm
T05
外圆车刀(Kr’=55 )
500
0.2
1.5
9
精加工圆弧R18,R10至尺寸要求
数控加工实用工艺卡片、刀具卡片样板
180
2866
0.20
573.2
3
T03
球头铣刀
8
给各孔点窝
H03
D03
80
3184
0.10
318.4
Z-3.0
4
T04
钻头
11
钻孔
H04
D04
80
2316
0.20
463
Z-40.0
11
T11
铰刀
16
铰4×φ16mm孔
H11
D11
15
298
0.16
48
Z-20.0
××零件机械加工工艺规程卡
08数控02-姓名-学号
N200
G40G00X52.
G40G00X52
取消刀具左补偿,快速退刀
××零件数控加工工艺卡
08数控02班-姓名-学号
零件号
零件名称
材料
热处理状态
毛坯尺寸
加工程序号
设备型号
设备名称
夹具编号
第1页
0001
45#
调质
150mm×150mm×100mm
O0001
XK713
数控铣
0001
补偿
切削参数
顺序号
刀具
机械加工工艺规程卡片
产品型号
零(部)件图号
共 页
第 页
产品名称或代号
零(部)件名称
材料牌号
45#
毛坯种类
圆棒料
毛坯外形尺寸
200mm×200mm×100mm
每件毛坯可制件数
3
每台件数
1
备注
工序号
工序名称
工序内容
机械加工工艺过程卡片 (2)

4
倒角
CA6140
110
45.6
1.3
1.5
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
祁玉川
钻孔
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
4
页
车间
工序号
工序名称
材料牌号
30
钻
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸铁
设备名称
设备型号
设备编号
祁玉川
钻
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
8
页
车间
工序号
工序名称
材料牌号
70
钻
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
设备名称
设备型号
设备编号
同时加工件数
Z5125
夹具编号
夹具名称
切削液
04
粗铣N面夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
钻Φ10.5
(机械制造行业)机械加工工艺过程卡片
钻
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
8
页
车间
工序号
工序名称
材料牌号
70
钻
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
设备名称
设备型号
设备编号
同时加工件数
Z5125
夹具编号
夹具名称
切削液
04
粗铣N面夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
110
45.6
1.3
1.5
1
0.13
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
祁玉川
车左端面
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
3
页
车间
工序号
工序名称
材料牌号
20
车
ZG45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸铁
设备名称
设备型号
设备编号
同时加工件数
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
祁玉川
镗孔
机械加工工序卡片
产品型号
零件图号
产品名称
油阀座
零件名称
油阀座
共
10
页
第
5
机械加工工艺过程卡片+工序卡
80
7
扩4×Φ12H7至4×Φ11.8
T05
Φ11.8钻头
500
90
8
扩2×Φ30H7至2×Φ19
T06
Φ19钻头
300
80
编制
审核
批准
共4页
第1页
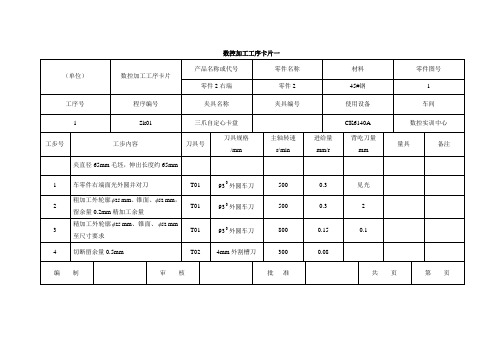
(单位)
数控加工工序卡片
产品名称或代号
零件名称
材料
零件图号
数控镗铣孔盘类零件
凸块
锻铝
LX07-01
工序号
程序编号
夹具名称
夹具编号
使用设备
车间
20
711/712/713/71
Φ16高速钢直柄立铣刀
Φ16
强力铣夹头刀柄
BT40-C22-95
C22
卡簧C22-16
3
T03
Φ2中心钻
Φ2
弹簧卡头刀柄
BT40-ER25-80
ER25
卡簧ER25-10
4
T04
Φ8.5高速钢直柄麻花钻头
Φ8.5
莫氏短圆锥钻夹头刀柄
BT40-Z16-45
B16
自紧式钻夹头B16
5
T05
Φ11.8高速钢锥柄麻花钻头
15
铰4×Φ12H7( )Ra1.6成
T12
Φ12H7铰刀
200
100
内径表
千分尺
16
攻6×M10-7H螺纹成
T13
M10-H2丝锥
200
300螺Leabharlann 规编制审核批准
共4页
第2页
(单位)
数控加工工序卡片
产品名称或代号
零件名称
材料
零件图号
数控镗铣孔盘类零件
数控车削工艺文件样图
O1004
三爪卡盘
百分表
1
试切外圆对刀及精车端面。保证全长125+0.05 -0.05。倒角C2,
半精车Φ380 -0.02外园到Ф38.5×41.5,螺纹外径至Ф30ⅹ34.5,球面Ф56至Ф56.98。
350
车刀
游标卡尺
2
粗切Φ26退刀槽至Φ26,保证螺纹长度22及左阶梯面长度34.5。
外园车刀(MCLCR)
平端面,车夹持位Ф62ⅹ45
T22
内孔挖刀(S16K-SDUCR07)
粗加工内孔至Ф28ⅹ25
O1002
T11
外园车刀(MCLCR)
平端面,粗车球面外园、Ф38外园、Ф30螺纹外园
T22
350外园车刀(MVJCR)
加工锥面
T44
切槽刀,刀宽4mm
球的左端面切槽Ф44ⅹ8
O1003
T11
半精加工350外园车刀(精加工时换刀刃)(MVJCR)
半精加工、精加工端面、Ф58外园、锥面、Ф42喉径
T22
内孔挖刀(S25M-SDQCR11)
精车Ф32ⅹ25内孔与内孔倒角
T33
内孔切槽刀,刀宽3mm
内孔切槽Ф40ⅹ5
T44
切槽刀,刀宽3mm
Ф58外园切槽3ⅹ4mm
O1004
T11
半精加工350外园车刀
T44
螺纹车刀
加工M30ⅹ2螺纹
CJK6136
三爪
卡盘
350车刀
7
精车
掉头,三爪夹Ф32×35外圆,试切外圆及端面对刀。程序01003。加工要求见工艺图3。
CJK6136
O1003
三爪卡盘
1
攻丝靠模——轴的数控加工的工艺过程卡片与工序卡片
河南工业职业技术学院工艺过程卡片产品代号零(部)件名称零(部)件代号靠模杆01材料40Gr 毛坯种类圆棒料毛坯尺寸202xφ52 每一毛坯可制零件数 1工序序号工序名称工序内容设备夹辅具名称刀具名称规格量具名称及规格05 下料202xφ52的圆棒料。
下料机钢板尺500mm 10 热处理正火处理。
热15 粗车装夹左端,平右端面,粗车右端外圆。
数控车床三爪卡盘90°外圆车刀游标卡尺0-150/0.02mm20 钻孔/粗车装夹右端外圆,平左端面,打中心孔、钻φ13孔,粗车左端外圆,粗车φ14和φ28的内圆。
数控车床三爪卡盘φ2中心钻,φ13麻花钻;90°外圆车刀,90°内圆车刀游标卡尺0-150/0.02mm35 热处理淬火42HRC。
40 精车装夹左端,精车右端外圆。
数控车床三爪卡盘90°外圆车刀游标卡尺0-150/0.02mm45 精车装夹右端(垫上铜皮),精车左端外圆和内圆,车4x0.5的退刀槽,车M48X2的螺纹。
数控车床三爪卡盘90°外圆车刀,90°内圆车刀,4mm内槽刀,60°螺纹刀游标卡尺0-150/0.02mm46 检验按图样要求检验各部50 铣钻φ6的通孔,粗/精铣12.5x26键槽。
数控铣床万能分度头φ6麻花钻,φ6、φ4立铣刀游标卡尺0-150/0.02mm55 铣钻φ9的孔,粗/精铣。
数控铣床万能分度头φ9麻花钻,φ7、φ8立铣刀游标卡尺0-150/0.02mm65 铣铣φ8圆平面、钻φ5的通孔至φ4、扩φ4通孔至尺寸。
数控铣床万能分度头φ8键槽刀,φ4麻花钻,φ5立铣刀游标卡尺0-150/0.02mm70 检验按图样要求检验各部,并进行磁粉探伤检查。
探伤机75 入库涂防锈油、包装入库。
(单位)工 序 卡 片产 品 代 号 零 (部) 件 名 称 零 (部) 件 代号 工序号 工序名称靠模杆 01 5 下料材料40Gr设 备 名 称下料机 型 号 夹具名称刀 量 辅 具名 称 规 格数量钢板尺 200mm 1编 制校 核 审 查 共 8 张 第 1 张编 制 校 核 审 查 共 1 张 第 1 张用切割机切出 52mmX202mm 的毛坯。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
20
1
编制
审核
共3页
第1页
数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
车
数控车床
CK6140
O0002
2
专用夹具
油基切屑液
金工车间
工
步
号
工步内容
O0003
3
专用夹具
乳化液
金工车间
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
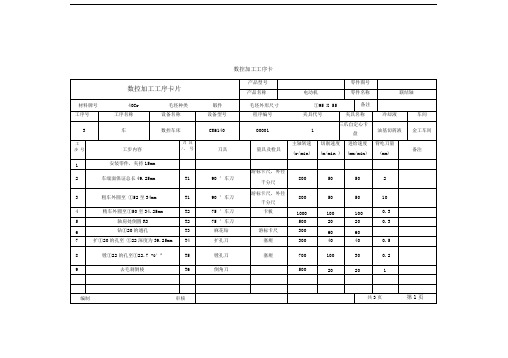
1
钻6个深度为10mm的均布的Φ6.9的孔
T1
钻头
内径千分尺
600
15
50
1.6
2
扩孔至Φ8
T2
立铣刀
塞規
300
10
40
0.5
3
去毛刺倒棱
T3
倒角刀
塞規
700
100
30
0.2
9
去毛刺倒棱
T6
倒角刀
500
20
1
编制
审核
批准
共3页
第2页
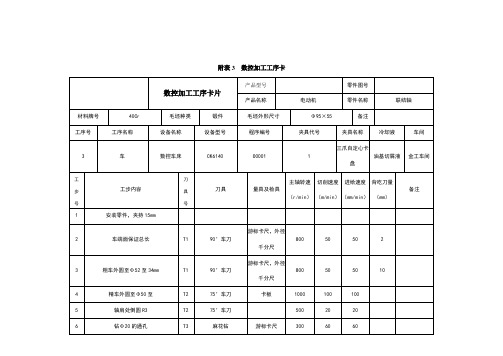
附表5数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
5
铣
数控铣床
XK5032
数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
车
数控车床
CK6140
O0001
1
三爪自定心卡盘
油基切屑液
金工车间
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转1000
100
100
0.3
5
粗车长度为2mm外圆Φ90至Φ49
T1
90°车刀
游标卡尺,外径千分尺
800
50
50
1.2
6
精车外圆Φ49至Φ47
T2
90°车刀
卡板
1000
100
100
0.3
7
扩Φ20的孔至Φ39孔深为10mm
T4
扩孔刀
塞規
300
40
40
1
8
镗Φ39的孔至Φ40
T5
镗孔刀
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
安装零件,夹持15mm
2
车端面保证总长49.25mm
T1
90°车刀
游标卡尺,外径千分尺
800
50
50
2
3
粗车外圆至Φ52至34mm
T1
90°车刀
游标卡尺,外径千分尺
800
50
50
10
4
精车外圆至Φ50至34.25mm
T2
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
掉头,夹持零件三分之一处
2
车端面保证总长49.25mm
T7
45°车刀
游标卡尺
800
50
50
1.2
3
粗车长度为12mm的外圆至Φ91
T7
45°车刀
游标卡尺,外径千分尺
800
50
50
1.2
4
精车外圆至Φ90
75°车刀
卡板
1000
100
100
0.3
5
轴肩处倒圆R3
T2
75°车刀
500
20
20
0.3
6
钻Φ20的通孔
T3
麻花钻
游标卡尺
300
60
60
7
扩Φ20的孔至Φ22深度为39.25mm
T4
扩孔刀
塞規
300
40
40
0.5
8
镗Φ22的孔至Φ22.7
T5
镗孔刀
塞規
700
100
30
0.2
9
去毛刺倒棱
T6
倒角刀
500
游标卡尺
500
20
60
0.5
4
攻M8螺纹孔
T4
丝锥
螺纹塞规
600
53.5
0.5
0.5
编制
审核
批准
共3页
第3页