工地移动闪光焊机焊接记录表
合集下载
焊接作业检查记录表

焊接作业安全检查记录表
检查单位
检查负责人检ຫໍສະໝຸດ 人员被检查单位被检查单位负责人
检查时间
年月 日
检查类型
焊接作业安全检查
检查部位
钢筋加工场
序号
检查内容
检查要求
检查结果
符合
不符合及
主要问题
整改
要求
整改
结果
1
防护用品
作业人员作业时是否佩戴绝缘手套、安全帽、绝缘鞋
高处作业是否扎安全带
作业人员作业时是否佩戴面罩、防尘口罩
2
施工环境
高空作业时,焊接工具是否按规定摆放,是否设专人监视
是否在可燃粉尘浓度高的环境下进行焊接作业
施工时,应清除周围的易燃、易爆物品
施工场地是否干净整洁,无潮湿
禁止两台电焊机同时接在一个电源开关上
严禁利用建筑物的金属结构、易燃易爆管道或其它金属物体搭接起来形成焊接回路
电焊机要设单独的开关,开关应放在防雨的闸箱内,拉合时应佩戴手套侧向操作
检查单位
检查负责人检ຫໍສະໝຸດ 人员被检查单位被检查单位负责人
检查时间
年月 日
检查类型
焊接作业安全检查
检查部位
钢筋加工场
序号
检查内容
检查要求
检查结果
符合
不符合及
主要问题
整改
要求
整改
结果
1
防护用品
作业人员作业时是否佩戴绝缘手套、安全帽、绝缘鞋
高处作业是否扎安全带
作业人员作业时是否佩戴面罩、防尘口罩
2
施工环境
高空作业时,焊接工具是否按规定摆放,是否设专人监视
是否在可燃粉尘浓度高的环境下进行焊接作业
施工时,应清除周围的易燃、易爆物品
施工场地是否干净整洁,无潮湿
禁止两台电焊机同时接在一个电源开关上
严禁利用建筑物的金属结构、易燃易爆管道或其它金属物体搭接起来形成焊接回路
电焊机要设单独的开关,开关应放在防雨的闸箱内,拉合时应佩戴手套侧向操作
施焊记录表

次返修批准人
二次返修批准人
三次返修批准人
返修焊工
姓名
焊工钢印号
焊口材质
焊口规格
焊
接
方
法
焊接层数
焊条(丝)
电流
气体
背面保
护ห้องสมุดไป่ตู้体
返修
拍片结果
打底
盖面
打底
盖面
种类
流量
种类
流量
型号
直径
型号
直径
极性
电流
极性
电流
材质
规格
加热方法
升降温速度
(℃/h)
恒温温度
(℃)
恒温时间
(h)
工艺卡编号
时间(h)
温度(℃)
时间(h)
温度(℃)
要求:
1、严格按作业指导书或工艺卡作业。
2、完整、清晰的记录。
3、每半小时到热处理现场巡查一次。
每半小时记录一次。
自检记录:
异常情况记录:
焊口外观检查记录表ZZFY/JL-ZH05
焊口位置
焊口位置
焊工姓名
时间
焊缝尺寸
未焊透
裂纹
未熔合
咬边
气孔
夹渣
注:焊缝宽度7-14毫米,焊缝余高<1.5毫米,焊缝高低差<1.5毫米,焊缝宽窄差<2毫米,咬边长<13毫米 深度<1.5毫米为焊缝尺寸合格记“√”,(为全氩Ф42X4管子标准。)
返修施焊记录表ZZFY/JL-ZH12
工程
名称
焊口
位置
返修日期
一
检查时间
焊缝成型
焊缝宽度
焊缝宽窄差
焊缝高低差
焊缝余高
二次返修批准人
三次返修批准人
返修焊工
姓名
焊工钢印号
焊口材质
焊口规格
焊
接
方
法
焊接层数
焊条(丝)
电流
气体
背面保
护ห้องสมุดไป่ตู้体
返修
拍片结果
打底
盖面
打底
盖面
种类
流量
种类
流量
型号
直径
型号
直径
极性
电流
极性
电流
材质
规格
加热方法
升降温速度
(℃/h)
恒温温度
(℃)
恒温时间
(h)
工艺卡编号
时间(h)
温度(℃)
时间(h)
温度(℃)
要求:
1、严格按作业指导书或工艺卡作业。
2、完整、清晰的记录。
3、每半小时到热处理现场巡查一次。
每半小时记录一次。
自检记录:
异常情况记录:
焊口外观检查记录表ZZFY/JL-ZH05
焊口位置
焊口位置
焊工姓名
时间
焊缝尺寸
未焊透
裂纹
未熔合
咬边
气孔
夹渣
注:焊缝宽度7-14毫米,焊缝余高<1.5毫米,焊缝高低差<1.5毫米,焊缝宽窄差<2毫米,咬边长<13毫米 深度<1.5毫米为焊缝尺寸合格记“√”,(为全氩Ф42X4管子标准。)
返修施焊记录表ZZFY/JL-ZH12
工程
名称
焊口
位置
返修日期
一
检查时间
焊缝成型
焊缝宽度
焊缝宽窄差
焊缝高低差
焊缝余高
焊缝焊接质量检查记录表

验收记录
是否符合设计规定验收要求
焊 缝 外 观 质 量
未焊满
等强对接焊缝不允许,其他≤0.2+0.02t,且<1
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
符合设计及规范要求
其它≤0.3
符合设计及规范要求
裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤
不允许
符合设计及规范要求
飞溅
消除干净
符合设计及规范要求
表面气孔
对接焊缝不允许
符合设计及规范要求
U肋等主要角焊缝 直径<1 每米气孔不多余二个,孔间距≥20
符合设计及规范要求
横隔板等其他焊缝直径<1.5 每米气孔不多余二个,孔间距≥20
符合设计及规范要求
焊 缝 外 形 尺 寸
焊缝余高h
B<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25
焊缝宽度c
监理(建设)
单位验收结论
监理工程师:
(建设单位项目技术负责人Байду номын сангаас 年 月 日
D45
焊缝焊接质量检查记录表
工 程名称
青岛中学周边水系景观及公共配套二期工程
工程编号
部 位
滨海花园区廊架
焊接材料
型
号
Q235-B
规格
δ=20
炉批号
20
φ57×3.5
焊接位置
平焊
焊接方法
焊条电弧焊
项次
20
规定值或允许偏差
mm
检查结果
符合设计及规范要求
焊 缝 外 形 尺 寸
焊缝余高h
B<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25
焊缝宽度c
是否符合设计规定验收要求
焊 缝 外 观 质 量
未焊满
等强对接焊缝不允许,其他≤0.2+0.02t,且<1
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
符合设计及规范要求
其它≤0.3
符合设计及规范要求
裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤
不允许
符合设计及规范要求
飞溅
消除干净
符合设计及规范要求
表面气孔
对接焊缝不允许
符合设计及规范要求
U肋等主要角焊缝 直径<1 每米气孔不多余二个,孔间距≥20
符合设计及规范要求
横隔板等其他焊缝直径<1.5 每米气孔不多余二个,孔间距≥20
符合设计及规范要求
焊 缝 外 形 尺 寸
焊缝余高h
B<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25
焊缝宽度c
监理(建设)
单位验收结论
监理工程师:
(建设单位项目技术负责人Байду номын сангаас 年 月 日
D45
焊缝焊接质量检查记录表
工 程名称
青岛中学周边水系景观及公共配套二期工程
工程编号
部 位
滨海花园区廊架
焊接材料
型
号
Q235-B
规格
δ=20
炉批号
20
φ57×3.5
焊接位置
平焊
焊接方法
焊条电弧焊
项次
20
规定值或允许偏差
mm
检查结果
符合设计及规范要求
焊 缝 外 形 尺 寸
焊缝余高h
B<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25
焊缝宽度c
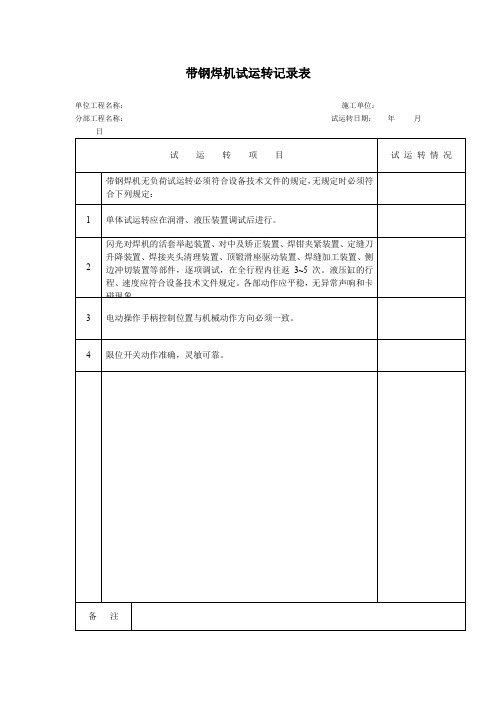
带钢焊机试运转记录表
带钢焊机试运转记录表
单位工程名称:施工单位:
分部工程名称:试运转日期:年月日
试运转项目
试运转情况
带钢焊机无负荷试运转必须符合设备技术文件的规定,无规定时必须符合下列规定:
1
单体试运转应在润滑、液压装置调试后进行。
2
闪光对焊机的活套举起装置、对中及矫正装置、焊钳夹紧装置、定缝刀升降装置、焊接夹头清理装置、顶锻滑座驱动装置、焊缝加工装置、侧边冲切装置等部件,逐项调试,在全行程内往返3~5次。液压缸的行程、速度应符合设备技术文件规定。各部动作应平稳,无异常声响和卡碰现象。
3
电动操作手柄控制位置与机械动作方向必须一致。
4
限位开关动作准确,灵敏可靠。
备注
参加试运转
人员:
年月日
冶金Байду номын сангаас工程质量监督总站监制
单位工程名称:施工单位:
分部工程名称:试运转日期:年月日
试运转项目
试运转情况
带钢焊机无负荷试运转必须符合设备技术文件的规定,无规定时必须符合下列规定:
1
单体试运转应在润滑、液压装置调试后进行。
2
闪光对焊机的活套举起装置、对中及矫正装置、焊钳夹紧装置、定缝刀升降装置、焊接夹头清理装置、顶锻滑座驱动装置、焊缝加工装置、侧边冲切装置等部件,逐项调试,在全行程内往返3~5次。液压缸的行程、速度应符合设备技术文件规定。各部动作应平稳,无异常声响和卡碰现象。
3
电动操作手柄控制位置与机械动作方向必须一致。
4
限位开关动作准确,灵敏可靠。
备注
参加试运转
人员:
年月日
冶金Байду номын сангаас工程质量监督总站监制