处理铅阳极泥的工艺改进
浅谈铅冶炼常见的技术及其改进措施
浅谈铅冶炼常见的技术及其改进措施摘要:铅冶炼技术是确保铅金属产量的重要载体,随着低碳环保概念的深入,如何在确保达到节能目标的同时保证铅产量的需要,是铅冶炼企业的重要工作内容,基于此,本文阐述了铅的性质特征,对铅冶炼技术及其改进措施进行了探讨分析。
关键词:铅;性质特征;铅冶炼技术;改进;措施一、铅的性质特征铅具有熔点低、密度大、展性好、易加工、延性差以及对电和热的传导性能不好与高温下易挥发等特征,使其在制酸工业、蓄电池、电缆包皮及冶金工业设备的防腐衬里等许多领域中得到应用。
但铅和其化合物对人体各组织均有毒性,中毒途径可由呼吸道吸入其蒸气或粉尘,然后呼吸道中吞噬细胞将其迅速带至血液,或经消化道吸收,进入血循环而发生中毒。
铅冶炼过程中导致环境污染事故频发、污染纠纷不断,成为影响所在区域社会稳定的重要因素,二、常见的铅冶炼技术分析1、常见的铅冶炼技术。
在我国常见的铅冶炼技术主要有:一是利用烧结—鼓风炉进行铅冶炼;二是卡尔多炉铅冶炼技术;三是澳斯麦特铅冶炼技术;四是氧气底吹熔池铅冶炼技术;五是水口山铅冶炼技术;六是基夫赛特铅冶炼技术;七是HUAS闪速铅冶炼技术。
其中,烧结—鼓风炉铅冶炼技术最为落后,且能耗大,但由于经济性强,因而目前仍广泛应用,而基夫赛特铅冶炼技术和HUAS闪速铅冶炼技术是最为先进的铅冶炼技术。
以下简要分析几种铅冶炼技术。
2、粗铅火法冶炼分析。
其主要是通过铅精矿和熔剂、返料配料、制粒后,送氧气底吹熔炼炉进行氧化熔炼,产出一次粗铅和铅氧化渣,一次粗铅铸锭后送电解精炼车间,铅氧化渣经铸渣机铸块后,由链斗输送机送至鼓风炉车间的铅氧化渣仓。
熔炼炉产出的烟气经余热锅炉回收余热、电收尘器收尘后,送硫酸车间制酸。
铅烟尘送烟尘仓返回熔炼配料。
鼓风炉还原所需焦炭筛分后和块状熔剂分别送入鼓风炉车间的焦炭仓和熔剂仓。
铅氧化渣块、焦炭块、熔剂块计量后采用电动加料小车从鼓风炉两侧加入鼓风炉内。
鼓风炉产出的粗铅铸锭后送精炼车间,炉渣进入电热前床沉淀保温,然后放入渣包吊运至烟化炉工段。
阳极泥处理工艺优化实践
阳极泥处理工艺优化实践周赵忱(江西铜业股份有限公司贵溪冶炼厂,江西贵溪!!"#$#)摘要:介绍江西铜业股份有限公司贵溪冶炼厂(以下简称贵冶)铜阳极泥杂质成分变化对工艺的影响,提出了优化脱除铋、锑、砷、硒杂质的工艺和措施,增强了工艺处理与适应能力。
关键词:阳极泥;工艺;优化;铋;硒中图分类号:%&’((文献标识码:)文章编号:(**+,+"#"($**!)*(,**$-,*$!"#$%!&#’%(’)*+!&*’),,-.%(/(0($1+*&2&)#%($13$*4)5"(/)./01234,./)05634(789:9;<3=>3?,@9A 4B :95C D D 3?5C <D A 4E F >G H789:9,@9A 4B:9!!"#$#,5694A )36,%&#’%:%633I I 3J >K C I >63J 6A 4B 94B C I >639<D 8?9>E J C <D C K 9>9C 4C I A 4C G 3K =9<38DC 4>63D ?C J 3K K 94789:9;<3=>3?,@9A 4B :95C D D 3?5C <D A 4EF >GH A ?394>?C G 8J 3G ,A 4G >63C D >9<9L 3G D ?C J 3K K 3K A 4G<3A K 8?3<34>K ,8K 3G >C ?3<C M 39<D 8?9>93K K 8J 6A K N 9K <8>6,A 4>9<C 4E,A ?K 349J A 4G K 3=3498<I ?C <A 4C G 3K =9<3,A ?3A =K C D 8>I C ?O A ?G H 7)89*&4,:)4C G 3K =9<3;P ?C J 3K K ;0D >9<9L A >9C 4;29K <8>6;;3=3498<作者简介:周((Q -’,),男,江苏常州人,高级工程师贵冶阳极泥处理,一直采用回转窑硫酸化焙烧蒸硒、分铜、分碲、分金、分银的湿法工艺进行金银生产。
铅锡合金电解阳极泥处理
铅锡合金电解阳极泥处理铅锡合金电解阳极泥处理从铅锡合金电解阳极泥中回收有价金属的过程,为锡冶金副产物处理的内容之一。
铅锡合金又名粗焊锡。
粗焊锡电解精炼是生产优质焊料的主要方法,电解的阳极泥产出率约为2.5%,其中含有贵金属和铅、锡、秘、铜等(见表)。
中国炼锡厂从20世纪70年代中期开始对这种阳极泥的处理方法进行研究,到80年代末形成了以湿法冶金为主的处理工艺流程。
该流程综合回收水平高,对产量不大的阳极泥是一种有效的处理提取秘、提取锡和铜等过程。
方法;缺点是作业多,包括盐酸分解、提取银、提取金、粗焊锡电解阳极泥的组成 -缨介行厂为于盐酸分解主要目的是将贵金属与其他金属分离。
用含盐酸180~200g/L溶液,在液固比6,1、高于363K温度,以及加少量硝酸和海绵铅作氧化剂和置换剂的条件下浸出2h,锡、钗和铜的浸出率大于 95%,金和银进渣率达到97%。
提取银盐酸分解渣经水煮结晶分离氯化铅后,加浓硫酸在873K温度下焙烧3h,使银生成易溶于水的硫酸银与金分离。
硫酸银在液固比15:l和温度353K条件下用稀硫酸(0 .smol/L)进行二次浸出,银浸出率95%。
然后向硫酸银溶液加入盐酸沉淀氯化银。
将得到的氯化银加入含氨20%的氨液,在温度323一333K、pHS~12和搅拌下用水合麟将其还原成银: 4AgCI+NZH‘+4NH;OH一4Ag+NZ+4NH;CI+4HZO还原所得银粉经精炼得到含银高于99.9%的产品。
提取金将提银后的浸出渣(含金2509/t)放在反应釜中加入混酸(HCI十HZSO4)氯化,在液固比6: l、温度333~363K以及加入20%~50%的氯酸钠溶液作氧化剂的条件下搅拌浸出6h,金的浸出率大于 99%。
含金的溶液用锌置换得金粉,将金粉精炼成为含金大于99.9%的产品。
提取秘将盐酸分解溶液加水稀释至含盐酸0.smol/L水解沉淀砷、锑后,加石灰乳中和至pHI.5~2.5即沉淀出氯氧化秘(Bi0CI)。
阳极氧化膜涂装工艺改进及质量控制分析
阳极氧化膜涂装工艺改进及质量控制分析阳极氧化是一种常用的金属表面处理方法,可以提高金属表面的硬度、耐磨性和耐腐蚀性。
然而,在阳极氧化过程中仍然存在一些问题,比如涂装工艺方面的不足以及质量控制方面的不完善。
因此,本文将从这两个方面进行改进和分析。
首先,针对涂装工艺方面的不足,我们可以从以下几个方面进行改进。
第一,控制酸性电解液的温度和浓度。
酸性电解液的温度和浓度对阳极氧化膜的形成速率和质量有着重要影响。
过高的温度和浓度会导致阳极氧化膜的厚度不均匀,甚至出现结晶不完整和孔洞等缺陷。
因此,我们可以通过控制电解液的温度和浓度在一个适宜的范围内进行涂装,以提高阳极氧化膜的质量。
第二,改进阳极氧化工艺参数的选择。
阳极氧化工艺参数的选择包括电流密度、阳极与阴极的距离、电解液的搅拌速度等。
这些参数的选择合理与否,直接影响到阳极氧化膜的质量。
过高或过低的电流密度会导致膜层厚度和硬度不均匀;阳极与阴极的距离过近会使得阳极氧化膜形成速率过快,导致膜层质量不稳定;电解液的搅拌速度不适当会使得阳极氧化膜形成不均匀。
因此,我们可以通过合理选择这些参数,并进行反复试验,找到最佳的涂装工艺条件。
第三,引入新型涂装材料。
目前,阳极氧化涂装常用的涂料有硬质防腐漆、无机颜料涂料等。
这些涂料虽然能提高阳极氧化膜的耐磨性和耐腐蚀性,但其耐候性和美观性有待进一步提高。
因此,我们可以尝试引入新型的有机涂料,如有机硅涂料、聚酯涂料等,以提高阳极氧化膜的硬度和表面光滑度,并增加其美观性和耐候性。
接下来,我们进行质量控制分析方面的改进。
第一,建立完善的质量控制系统。
质量控制是阳极氧化涂装中至关重要的环节,它不仅可以确保产品的质量,还可以提高生产效率和降低成本。
因此,我们可以建立一套完善的质量控制体系,包括原材料的进货质量检验、生产过程的实时监控和产品的最终检验等环节,以确保产品的质量。
第二,加强员工的培训和技能提升。
员工的技能水平和操作规范直接影响到产品的质量。
铅阳极泥湿法处理新工艺研究

铅阳极泥湿法处理新工艺研究引言铅阳极泥是一种具有高金属含量的废弃物料,通常包含铅、砷、锡等有害物质。
传统的处理方法主要包括焙烧和浸出等工艺,但这些方法存在着能源消耗高、环境污染严重等问题。
因此,开发一种高效、环保的铅阳极泥处理新工艺具有重要意义。
本文将介绍一种基于湿法处理的新技术,以实现铅阳极泥的有效处理与资源化利用。
湿法处理工艺湿法处理工艺是指通过溶液反应,将有害物质与阳极泥分离并转化为有用的化合物。
下面是该工艺的基本步骤:1.预处理:将铅阳极泥进行粉碎和筛分等预处理工作,以提高反应效率。
2.溶剂萃取:将预处理后的阳极泥与溶剂混合,通过搅拌使有害物质与溶剂发生萃取反应。
这一步骤有助于将有害物质与阳极泥分离,减少了后续处理的复杂性。
3.沉淀处理:将溶剂中的有害物质通过沉淀剂的作用沉淀下来。
沉淀处理可以用于进一步减少有害物质的含量,并方便后续处理。
4.过滤和洗涤:将沉淀物进行过滤和洗涤,以去除残留的溶剂和杂质。
这一步骤有助于提高产品纯度。
5.产物处理:将过滤和洗涤后的沉淀物进行干燥和烧结等处理,形成有用的化合物或者金属。
通过以上步骤,铅阳极泥中的有害物质得到了有效的转化和处理,实现了资源化利用。
下面将详细介绍每一步骤的具体操作和关键技术。
1. 预处理预处理工作主要包括粉碎和筛分两个步骤。
粉碎可以通过机械破碎设备进行,将大块的阳极泥破碎成适合后续反应的颗粒。
筛分则是将粉碎后的阳极泥按照粒径进行分级,以提高反应效率。
2. 溶剂萃取溶剂萃取是湿法处理工艺的关键步骤之一。
通过将预处理后的阳极泥与溶剂混合,并进行搅拌反应,有害物质可以与溶剂发生反应,从而实现分离及转化。
选择合适的溶剂是溶剂萃取的关键之一。
通常可以选择有机溶剂,如酸性溶剂、碱性溶剂或有机溶剂等,以实现特定有害物质的萃取和转化。
此外,在溶剂的选择过程中,还需要考虑溶剂的可再生性和成本等因素。
3. 沉淀处理沉淀处理可以进一步减少溶剂中的有害物质含量,并方便后续处理。
新氯化——水解法处理铅阳极泥
新氯化——水解法处理铅阳极泥铅阳极泥组成复杂,特别是砷的含量一般均很高,可以综合回收的金属种类也较多。
常规法处理铅阳极泥是采用火法,将铅阳极泥与熔剂加入转炉中进行还原熔炼,使砷、锑烟化,用布袋收尘,同时产出以铅、铋、金、银为主的贵金属合金,此合金再经氧化熔炼,分别产出含铋的炉渣和金银金,后者铸成金、银合金阳极板进行电解精炼,由于铅阳极泥中砷含量较高,烟气中产生有毒的砷的氧化物,污染环境,同时从火法流程的中间产品回收铜、锑、铅、砷等有价金属提高金属回收率,消除砷的二次污染,国内外正在研究铅阳极泥的湿法处理,但都存在不少的问题,特别是浸出液处理不够理想。
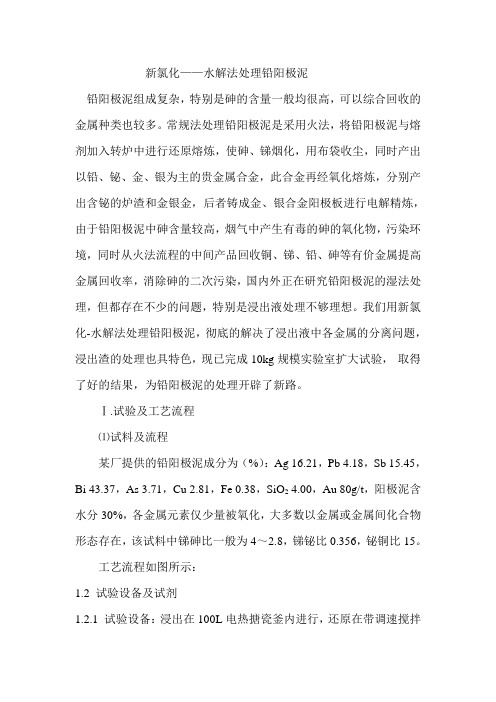
我们用新氯化-水解法处理铅阳极泥,彻底的解决了浸出液中各金属的分离问题,浸出渣的处理也具特色,现已完成10kg规模实验室扩大试验,取得了好的结果,为铅阳极泥的处理开辟了新路。
Ⅰ.试验及工艺流程⑴试料及流程某厂提供的铅阳极泥成分为(%):Ag 16.21,Pb 4.18,Sb 15.45,Bi 43.37,As 3.71,Cu 2.81,Fe 0.38,SiO2 4.00,Au 80g/t,阳极泥含水分30%,各金属元素仅少量被氧化,大多数以金属或金属间化合物形态存在,该试料中锑砷比一般为4~2.8,锑铋比0.356,铋铜比15。
工艺流程如图所示:1.2 试验设备及试剂1.2.1 试验设备:浸出在100L电热搪瓷釜内进行,还原在带调速搅拌的120L 圆形塑料桶内进行,浸出及还原过滤均用ф400mm 的圆型桶内进行。
在50L 电热搪瓷釜内进行蒸馏脱砷,并用ф275mm 四层搪瓷圆盘冷却器冷却,冷却面积为0.238m 2.水解。
置换,沉砷试验均在50L 电热搪瓷釜中进行,除了砷渣过滤用ф520mm 约100L 的陶瓷过滤器外,铜渣、氯氧锑、氧化锑及海绵铋均在ф200mm 瓷漏斗内进行,用Ao2-8014型真空泵抽真空,粗铋烙铸用石墨坩埚在马弗炉中进行。
1.2.2 试剂:盐酸、硫酸、氯气及纯碱等为工业纯,氯水、硫化钠、铁屑等其他原料为化学纯试剂。
提高铅阳极泥金银直收率新工艺

提高铅阳极泥金银直收率新工艺王光忠;刘超;赵红浩【摘要】在铅阳泥火法熔炼阶段会产出大量富含金银的一次灰、一次渣,该阶段指标控制的好坏对金银直收率有很大影响.文章阐述了氧气底吹熔炼新技术在铅阳极泥提金银过程中的应用,有效地降低了金银在一次灰、一次渣中的损失,提高了阳极泥中金银的直收率,同时,新工艺为铅阳极泥处理向大型化发展提供了强有力的技术支持,有很高的推广价值.【期刊名称】《湖南有色金属》【年(卷),期】2009(025)004【总页数】5页(P25-28,59)【关键词】铅阳极泥;氧气底吹;佥;银;提高;直收率【作者】王光忠;刘超;赵红浩【作者单位】中南大学,湖南,长沙,410083;河南豫光金铅集团,河南,济源,454650;河南豫光金铅集团,河南,济源,454650;河南豫光金铅集团,河南,济源,454650【正文语种】中文【中图分类】TF111目前,国内外铅阳极泥处理工艺按其加工方式大致可归纳为三种[1,2]:(1)火法工艺;(2)湿法工艺;(3)火法-湿法联合工艺。
这三种工艺各有利弊,河南豫光金铅有限责任公司同时采用了火法工艺和湿法工艺,根据该公司多年的生产实践,总结出火湿法特性:火法工艺具有工艺简单、成本较低、适宜大规模生产等优点,湿法工艺具有金银直收率高、资金周转快等优点。
2007年前该厂采用以湿法工艺为主的生产模式,随着规模的不断扩大,湿法工艺存在的弊端日益突现,具体表现为生产成本高,处理能力不足,金银原料大量积存。
采用火法工艺,运用氧气底吹技术,能有效地克服上述难题,提高金银直收率,充分发挥火法工艺的优点,为火法工艺注入新的内涵。
1.1 工艺流程介绍传统火法冶炼一般分为三个步骤:(1)还原熔炼,将金银贵金属最大限度地富集在贵铅中;(2)氧化精炼,产出含金和银品位在97%以上的阳极板;(3)电解精炼,分离提纯金银。
工艺流程图如图1所示。
1.2 直收率影响因素分析经生产分析得出:影响铅阳极泥金银直收率高低的关键工艺段是还原熔炼段和氧化精炼段。
Kaldo炉处理铜、铅混合阳极泥工序设备的改进

( 1 . T o n g l i n g N o n f e r r o u s D e s i g n&R e s e a r c h I n s t i t u t e , T o n g i n g , A n h u i 2 4 4 0 0 0 , C h i n a ; 2 . T N MG R a r e&P r e c i o u s Me t a l s S u b s i d i a r y C o mp a n y , T o n g i n g , A n h u i 2 4 4 0 0 0 , C h i n a )
2 4 4 0 0 0 )
要] 针 对铜 陵 有 色稀 贵金 属 分公 司采 用 K a l d o炉 处理 铜 、 铅 混 合 阳极 泥 过程 中遇 到 的设 备 问题 进
行研 究. 重点进 行 了炉体 国产化 、 烟 气 净化 系统 改为动 力 波、 燃烧 喷枪 改烧 天 然气等技 术 改造 。 生 产 实践表 明 ,
力 。其型号规格为 2 5 0 0 m nx i 3 9 7 5 m l T l , 有效容 积为 2 m s , 倾动 电机 3 0 k w, 旋转 电机 5 6 k W( 2 台1 。 K a 1 d o炉 的开 动 率 直 接 影 响 到 阳极 泥 的处 理 量 , 由
上 述 改 造 取 得 了 良好 的 运 行 效 果 和 经 济 效 益
[ 关键 词 ] 混合 阳极 泥 ; K a l d o炉 ; 国产化 ; 动 力波 ; 油改 气
中 图分 类 号 : T F 8 3 1 文献标识码 : B 文章编号 : 1 0 0 4 — 4 3 4 5 ( 2 0 1 3 ) 0 3 — 0 0 3 0 — 0 4
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
处理铅阳极泥的工艺改进
处理铅阳极泥的方法分为火法和湿法,这两种方法各有其优缺点。
火法处理量大,生产稳定,原料适应性强,适合于大型企业,但投资大物料滞留时间长,资金占用多,直收率低,返渣多,有价金属回收过程复杂等〔1〕。
湿法投资小,工艺设备简单,规模不受限制,生产周期短,但工艺适应性不强,试剂耗量大〔2〕。
目前这两种方法都在工业生产上应用。
作者认为,火法适于大规模处理铅阳极泥,湿法适于中小型规模处理铅阳级泥。
我国沿海某冶炼厂是中小型企业,采用湿—火联合法处理铅阳极泥(图①),自生产以来,为企业金银及有价金属的综合回收作出了贡献,提高了综合经济效益。
经过多年的生产实践,也发现了现行工艺存在的问题:①银直收率低(94%左右),②试剂消耗大,生产成本过高。
为此有必要改进现行工艺。
原料组成及方案
从表①铅阳极泥成分分析可见属于高砷、低金阳极泥。
采用现工艺处理铅阳极泥,在预处理工序中使用盐酸浸出Sb、Bi、Cu、As等有价金属,工艺条件为:盐酸浓度5mol/L,固:液=1∶4~6,反应温度70~80℃,反应时间3~4h。
因该地区盐酸供应紧张且售价较高,至使生产成本过高。
同时,为使Sb、Bi、Cu、As等浸出完全,采用了较高浓度的盐酸,由于浸出液中氯离子浓度高,导致浸出渣中一部分氯化银溶解损失,直收率降低。
反应方程式为:AgCl+Cl-=AgCl2-。
铅阳极泥成分
成分Aug/t Ag% As% Pb% Cu% Bi% Sb% S%
含量34 8.28 9.39 35.35 6.81 7.85 26.53 0.84
为此需对现工艺进行改进,经研究可采用硫酸加氯化钠浸出以解决上述问题,冶炼厂本厂就生产硫酸,氯化钠在沿海地区价格便宜,用硫酸可使浸出液中的氯离子浓度大大降低,减少银的浸出损失。
结果与讨论
浸出工序是整个流程的首要环节,该工序的主要任务是将阳极泥中的Sb、Bi、Cu、As等有价金属浸出完全而Ag、Au、Pb等留在渣中,以便以下工序进一步分离提取,浸出分离的好坏将直接影响到其他工序的进行和各金属的回收率。
针对浸出工序的影响因素,分别进行条件实验,考察各因素对As、Sb、Bi、Cu浸出指标的影响,以及新工艺对银回收的影响,同时确定最佳工艺条件。
实验结果除特殊说明外均在该实验条件下进行,阳极泥100g,硫酸浓度3mol/L,氯化钠2mol/L,反应温度80℃,反应时间4h,氯酸钠用量15%,固∶液=1∶
6。
3.1硫酸用量与浸出率:酸度的高低直接影响As、Sb、Bi、Cu浸出,进行了硫酸浓度为
1.5、3、4、4.5mol/L的实验,结果如图②表明,升高酸度对浸出有利,Bi、Cu的浸出率随酸度增加变化不大,但As、Sb的浸出率随酸度增加而增加,当硫酸酸度为4.5mol/L时,Bi、Cu、As、Sb的浸出率>99%。
氯酸钠用量:铅阳极泥中元素赋存状态大多为金属态或金属间化合物,由于阳极泥中金属颗粒极细,在空气中堆放将自行氧化,但氧化并不彻底,故浸出时需加氧化剂将剩余的金属转化为离子态以便浸出,改变氧化剂氯酸钠用量实验结果如图③表明,As、Sb、Bi、Cu的浸出率随氯酸钠用量增加而增加,但用量超过15%后,浸出率反而降低,As、Sb、Bi、Cu的浸出率在氯酸钠用量15%处均产生一峰值,所以最佳用量应为15%。