铜阳极泥浮选处理工艺及实践
铜阳极泥全湿法处理工艺研究
铜阳极泥全湿法处理工艺研究铜阳极泥全湿法处理工艺研究摘要:铜阳极泥是铜电解过程中产生的废弃物,含有大量有害元素。
为了有效处理铜阳极泥,保护环境,并实现资源化利用,本研究对铜阳极泥的全湿法处理工艺进行了研究。
通过实验室试验和工业试验,得到了一套全湿法处理铜阳极泥的工艺流程,并对处理后的产物进行了分析。
关键词:铜阳极泥,全湿法处理,工艺流程,资源化利用1.引言随着铜产量的增加和电解工艺的普及,产生的废弃物也越来越多。
铜阳极泥是铜电解过程中生成的一种废弃物,主要成分为铜、铅、锌等有价金属和砷、镉、汞等有害元素。
由于其含有大量有害元素,直接堆放或处理可能对环境产生严重污染,因此必须采取合适的处理方法。
全湿法处理是目前常用的一种处理铜阳极泥的方法,通过湿法处理可以将有价金属和有害元素分离,实现资源化利用。
本研究旨在通过对铜阳极泥全湿法处理工艺的研究,找到一套高效、环保的处理方法。
2.实验方法2.1实验材料铜阳极泥样品,含有铜、铅、锌、砷、镉、汞等元素。
2.2实验流程(1)样品预处理:将铜阳极泥进行破碎和研磨,得到适合处理的颗粒度。
(2)酸浸:将样品与稀硫酸反应,将金属离子溶解在溶液中。
(3)沉淀:加入适量的碱性物质,使金属阳离子生成金属氢氧化物沉淀。
(4)过滤:将沉淀分离出来,得到含有有价金属的沉淀。
(5)焙烧:对沉淀进行高温焙烧,将金属氢氧化物转化为金属。
(6)水溶性有害元素处理:将过滤液中的砷、镉、汞等有害元素进行处理,使其转化为无害物质。
(7)金属回收:将焙烧得到的金属进行回收利用。
3.结果与分析经过实验室试验和工业试验,我们得到了一套全湿法处理铜阳极泥的工艺流程,并对处理后的产物进行了分析。
3.1金属回收率经过实验,我们发现在合适的工艺条件下,金属回收率可以达到90%以上,其中铜的回收率最高。
3.2有害元素处理效果经过处理,砷、镉、汞等有害元素的浓度得到了明显降低,满足了环境排放标准。
4.结论本研究通过对铜阳极泥全湿法处理工艺的研究,开发了一套高效、环保的处理方法。
铜阳极泥预处理工艺改进生产实践

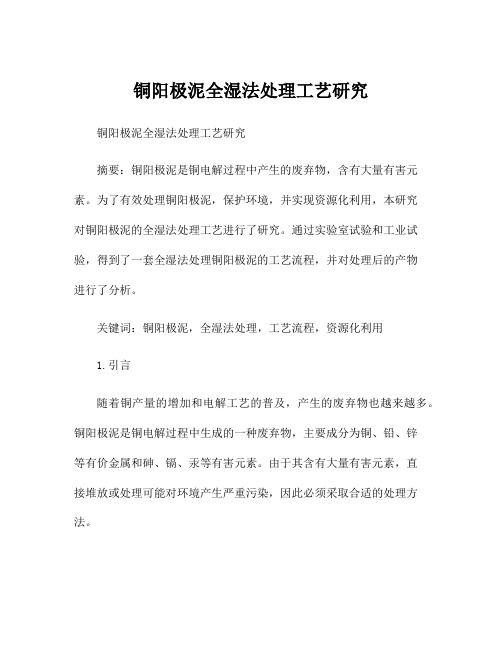
铜阳极泥预处理工艺改进生产实践张焕然1,王俊娥2,陈 杭2,吕旭龙3,衷水平(1.紫金铜业有限公司,福建上杭 364204;2.厦门紫金矿冶技术有限公司,福建厦门 361101;3.福州大学紫金矿业学院,福建福州 350108)[摘 要] 本文基于紫金铜业稀贵厂的工艺实践,分析了铜阳极泥预处理工艺存在的主要问题,并介绍了相应的改进措施和取得的成效㊂通过工艺设备优化和改进,70%以上的硫酸钡可在预处理阶段脱除,铜阳极泥铜含量可降至0.6%以下,并大幅减少金银损失,保证了后续卡尔多炉系统稳定顺畅运行㊂[关键词] 铜阳极泥;预处理;工艺改进;实践[中图分类号] TF811 [文献标志码] B [文章编号] 1672⁃⁃6103(2018)05⁃⁃0020⁃⁃04[作者简介]张焕然(1987 ),男,河南舞钢人,硕士㊁工程师㊂[收稿日期]2017⁃⁃10⁃⁃11 阳极泥是有色金属冶炼过程中间产物,在粗铜电解精炼过程中,铜以离子形态进入电解液,剩余的其他金属和不溶性杂质脱落,在电解槽阳极底部累积形成铜阳极泥,其产率主要取决于阳极板成分㊁铸造条件及电解操作条件,质量一般为铜阳极板的0.2%~1%㊂铜阳极泥中富含金㊁银㊁铜㊁硒㊁碲以及铂族金属等有价元素,是提取稀散稀贵金属的主要原料之一[1-2]㊂铜阳极泥的处理方法有多种,使用较为广泛的有传统火法工艺㊁选冶联合工艺㊁全湿法工艺等[3]㊂紫金铜业有限公司稀贵厂铜阳极泥处理采用先进的常压㊁加压预脱铜处理-卡尔多炉熔炼-金银精炼工艺,项目配套引进芬兰奥托泰公司先进的卡尔多炉熔炼系统㊁直线浇铸系统等先进设施㊂卡尔多炉熔炼之前,铜阳极泥需经常压㊁加压预脱铜处理[4],以尽可能多的脱除铜㊁钡㊁砷㊁碲㊁硒等杂质金属,而由于原料成分差异及设备适应性等原因,项目实施以来预处理工序一直存在脱杂率低㊁操作受限㊁故障率高等问题㊂本文立足于铜阳极泥预处理工艺实践,针对生产过程存在的相关问题进行优化和改进,以达到提高设备生产率㊁完善工艺指标的目的㊂1 工艺流程卡尔多炉处理铜阳极泥的工艺为酸浸预处理脱铜-卡尔多炉熔炼-金银精炼,主要工艺过程为:酸浸过程中部分硒㊁碲进入浸出液,在SO 2还原作用下,硒与溶液中Ag +形成Ag x Se y 渣,经干燥后进入卡尔多炉处理,碲在铜粉还原作用下生成Cu 2Te 沉淀㊂脱铜阳极泥卡尔多炉熔炼过程中,硒以SeO 2形式挥发经文丘里洗涤形成H 2SeO 3溶液,亚硒酸溶液通入SO 2还原得到粗硒㊂金银形成朵儿合金并浇铸成阳极板㊂合金阳极经银电解㊁阳极泥金精炼等工序得到金㊁银产品及铂钯精矿[5-6]㊂其中卡尔多炉熔炼之前的步骤都称为预处理过程,其工艺流程如图1所示㊂图1 铜阳极泥预处理工艺流程2 存在问题2.1 铜阳极泥中硫酸钡脱除困难铜冶炼行业通常采用硫酸钡作阳极板脱模剂,在阳极板浇铸过程中,会有部分硫酸钡嵌入阳极板㊃02㊃中国有色冶金 A 生产实践篇·重金属 ===============================================表面的沟壑,不易被冲洗下来,而随着阳极板进入到铜电解系统㊂在铜电解过程中,大部分硫酸钡会富集进入铜阳极泥[7]㊂为了优化阳极板合格率,熔炼厂经常会加大硫酸钡的涂覆量,从而使阳极泥钡含量持续偏高,达10%~20%㊂含钡较高的阳极泥进入预处理系统后,会带来系列问题,主要体现在影响浸出系统设备㊁管道正常运行,增加设备检修次数及作业人员劳动强度,增长卡尔多炉系统作业时间,降低卡尔多炉处理能力及效率,同时增加稀贵厂运行成本㊂目前,紫金铜业稀贵厂铜阳极泥钡含量约10%,浸出和干燥系统管道结垢严重,卡尔多炉钡渣产量大,工人劳动强度大,严重影响稀贵厂的整体运行㊂2.2 脱铜渣铜含量高,脱铜率低铜阳极泥经常压低酸浸出-热压酸浸脱铜后,再经洗涤-干燥后才能入卡尔多炉熔炼,其中洗涤方式及强度对脱铜渣中铜含量的多少至关重要㊂目前,稀贵厂脱铜渣洗涤困难,使进入卡尔多炉阳极泥含铜平均为0.8%~1%,大量的铜进入卡尔多炉,吹炼阶段难以氧化去除,使吹炼渣和金属分层困难,吹炼氧的利用率降低,吹炼时间延长㊂目前,铜阳极泥预浸后采用厢式压滤机过滤,通过观察发现,压滤机上部滤饼较薄,下部滤饼较厚㊂同时,滤饼的上部和下部为三角形,而中间为长方体状㊂从滤饼的厚度分布来看,滤饼不均匀的分布结构容易出现水洗短路现象,造成水洗时间长且水洗不易彻底的问题,也是脱铜渣洗涤不充分的主要原因㊂2.3 碲沉淀率低,金银夹带量高碲在阳极泥中存在的形式比较复杂,多以Ag2Te㊁Cu2Te㊁Au2Te等形式存在㊂在加压酸浸过程中,以硫酸为浸出剂,铜阳极泥中的碲在高温下会发生如下反应:2Te+4H2SO4+O=22H2TeO4+2H2O+4SO2(1) Cu2Te+2O2+2H2SO=42CuSO4+H2O+H2TeO3(2) 2Ag2Te+2O2+4H2SO=44Ag↓+4SO2+2H2O+ 2H2TeO4(3) 2Au2Te+O2+4H2SO=44Au↓+4SO2+2H2O+2H2TeO4(4) H2TeO3+0.5O=2H2TeO4(5) 2Cu2Te+5O2+4H2SO=44CuSO4+2H2TeO4+ 2H2O(6) H2TeO4+5Cu+3H2SO=4Cu2Te↓+3CuSO4+ 4H2O(7)加压浸出反应时,碲在高温状态下生成溶于水的H2TeO4,和铜一起进入到浸出液中,后经铜粉置换生成Cu2Te而从铜阳极泥系统开路出来[8]㊂在铜阳极泥预处理过程中,压力浸出脱铜产生的分铜液中除了含有铜㊁碲等金属离子,还有含500 ~700mg/L微量金银等贵金属的悬浮物,由于其粒度极细,常规固液分离手段难以有效回收,在铜粉脱碲工序一并富集至渣中,致使碲化铜渣中金含量高达1kg/t,银含量高达3kg/t㊂3 改进措施针对原阳极泥预处理工序存在的不足,稀贵厂采取了一系列改进措施㊂3.1 硫酸钡的高效富集与分离在硫酸钡脱除方面,利用硫酸钡与阳极泥比重差异,进行了低酸常压预浸槽底改进和增设清洗槽操作㊂3.1.1 预浸槽底的改进利用预浸工序作业后需静置的特点,在预浸槽将水和铜阳极泥混合搅拌,过程中硫酸钡比重大,会优先沉积于预浸槽底部㊂为了方便铜阳极泥与硫酸钡有效分离,对预浸槽底部下料管进行改造,具体改进见图2㊂图2 改造前后预浸槽底部结构图如图2所示,具体改进措施是在预浸槽底部下料管内加装一个比下料管小的内伸套管,该套管为活动且带法兰片,套管伸入至预浸槽底部,高出槽底30cm㊂当预浸槽泵工作时,槽底套管出口上部的阳极泥矿浆将会进入下一道工序,而槽底套管出口下部的物料暂时留在预浸槽底部㊂总结每次清理的效率,当阳极泥处理量达50t时就拆下内伸套管,清理出槽底的硫酸钡钡砂㊂㊃12㊃ 2018年10月第5期 张焕然等:铜阳极泥预处理工艺改进生产实践===============================================3.1.2 增加硫酸钡清洗槽从预浸槽底部回收的硫酸钡夹带有较多铜阳极泥,若直接开路仍会造成金银等贵金属损失㊂为了回收其中铜阳极泥,设计了硫酸钡清洗槽,其结构详见图3㊂图3 硫酸钡清洗槽结构如图3所示,将铜阳极泥与水进行搅拌,静置分层后从上到下打开侧面管口回收上层含阳极泥溶 液,而硫酸钡砂从槽底排出㊂经过搅拌分离-静置沉降-清水清洗等设备和工艺改进,铜阳极泥中硫酸钡的脱除率大于70%,所回收硫酸钡纯度大于90%,实现了铜阳极泥中硫酸钡的有效开路,并达到恢复设备管道正常运行㊁减少作业人员劳动强度㊁提高卡尔多炉处理能力和作业效率及降低运行成本的目的㊂3.2 阳极泥预处理浸出渣强化洗涤技术为了强化脱铜渣洗涤,优化了洗涤方式㊂针对厢式压滤机滤饼厚度分布特点,对比分析了中心洗涤和侧边洗涤的原理,不同洗涤方式的洗水走向见图4㊂图4 中心洗涤(左)和侧边洗涤(右)洗水走向示意图 如图4所示,中心洗涤过程中洗水从中心孔穿过滤饼向四周扩散,后经分布在滤板四周出液孔流出,中心洗涤洗水横穿滤饼流程较短,洗水易从流动阻力小的地方流走,再加上滤饼厚度不均,更容易造成短路,从而使得滤饼洗涤效率变差㊂侧边洗涤洗水从右上和右下两个进液口进入,经滤板透过滤布对滤饼进行洗涤,洗涤过程中洗水横穿整个滤饼,后洗水穿过滤布流入洗液出口,侧边洗涤在洗涤前对滤饼进行预压榨,滤饼和滤布间更密实,这种洗涤方式不会有短路现象,故滤饼洗涤效率较高㊂因此,采用侧边洗涤于铜洗脱更有利,但因洗水横穿整个滤饼造成流动阻力较大,洗涤时间会较中心洗涤有所增加㊂为综合考虑洗涤效果和洗涤效率,克服单一侧边洗涤时间较长的缺点,对洗涤作业制度进行优化,经试验发现:滤饼经两次侧边洗涤效果最好,铜洗脱率为89.7%,时间为48.3min;两次中心洗涤铜洗脱率偏低为84.5%,时间为21.1min;一次中心+一次侧边洗涤铜洗脱率居中为88.1%,时间为33.6min㊂综合考虑,采用一次中心+一次侧边洗涤的方式进行强化洗涤,阳极泥铜含量降低至0.6%㊂3.3 阳极泥浸出液金银梯度捕集技术为了解决金银在碲化铜渣中损失量大的问题,于银硒沉淀前添加压滤机,高效捕集含金银等贵金属悬浮物㊂为了在具有良好的颗粒捕集性的同时具有良好的过滤性能,采用两级过滤的工艺㊂第一级过滤旨在快速实现大部分固体颗粒与液体的分离,适合采用丙纶斜纹滤布;第二级过滤旨在能实现颗粒的高效捕集,故采用丙纶复丝滤饼㊂所述的滤布如图5所示,两级过滤工业化装备如图6所示㊂采用该工艺使浸出液中金㊁银的截留率大大提升,碲化铜渣中金含量由1kg /t 降低到16g /t㊁银含量由3kg /t 降低至800g /t㊂㊃22㊃中国有色冶金 A 生产实践篇·重金属 ===============================================图5 不同编织法的丙纶滤布图6 梯度捕集工业化装备4 结论紫金铜业稀贵厂铜阳极泥酸浸处理系统经过两年多摸索总结,工艺㊁设备均得到不同程度的优化与改进㊂改进后铜阳极泥中70%以上的硫酸钡在预浸阶段脱除,脱铜阳极泥中铜含量可降至0.6%以下,为后续卡尔多炉熔炼释放了产能,节约了吹炼时间,提高了生产效率,降低了生产成本,大幅减少了 金银等有价金属在预处理工序的损失,碲化铜渣中的金银含量分别降至16g /t 和800g /t㊂[参考文献][1] 侯慧芬.从铜阳极泥中综合回收重有色金属和稀㊁贵金属[J].上海有色金属,2000,21(2):88-93.[2] 王小龙,张听红.铜阳极泥处理工艺的探讨[M].矿冶,2015,14(2):46-48.[3] 王爱荣,陈志刚,涂百乐.卡尔多炉处理铜阳极泥的生产实践[J].有色金属(冶炼部分),2014(8):18-21.[4] 钟清慎,贺秀珍,马玉天,等.铜阳极泥氧压酸浸预处理工艺研究[J].有色金属(冶炼部分),2014(7):14-21.[5] 简锡明,谢永金.卡尔多炉处理铜阳极泥工艺评述[J].有色金属(冶炼部分),2014(10):20-23.[6] 涂百乐,张源,王爱荣.卡尔多炉处理铜阳极泥技术及应用实践[J].黄金,2011,32(3):45-48.[7] 马涛,陈雯,沈强华,等.铜模浇铸阳极铜脱模剂的应用[J].价值工程,2015(7):286-288.[8] 王俊娥.铜碲渣中碲的回收工艺研究[J].有色金属(冶炼部分),2017(8):44-46.Production practice of pretreatment process improvement for copper anode slimeZHANG Huan⁃ran,WANG Jun⁃e,CHEN Hang,LÜXu⁃long,ZHONG Shui⁃pingAbstract :Based on the practice in rare and expensive metal plant of Zijin Copper Co.Ltd,the paper analyzes the main problems existing in the pretreatment process of copper anode slime,and introduces corresponding improve⁃ment measures and achievements.Through optimization and improvement of process equipment,more than 70%barium sulfate can be removed in the pretreatment stage,with copper content in copper anode slime reduced below0.6%.Also,the loss of gold and silver is significantly reduced.These measures ensure the smooth and stable op⁃eration of the follow⁃up Kaldo furnace system.Key words :copper anode slime;pretreatment;process improvement;practice㊃32㊃ 2018年10月第5期 张焕然等:铜阳极泥预处理工艺改进生产实践===============================================。
铜矿浮选工艺流程

铜矿浮选工艺流程
《铜矿浮选工艺流程》
铜矿是一种重要的金属矿石,广泛用于制造铜制品和合金。
为了从铜矿中提取出高纯度的铜,浮选工艺是一种常用的提取方法。
铜矿浮选工艺是通过利用矿石和杂质之间的物理和化学性质的差异来实现的。
工艺流程包括以下几个步骤:
1.破碎:首先,从矿山中开采的原始矿石需要经过破碎和磨碎
的处理,将其分解成更小的颗粒,以便后续的处理。
2.磨矿:破碎后的矿石需要进一步的磨矿,使其达到适当的颗
粒大小,以便于浮选处理。
3.浸矿:将磨矿后的矿石和水混合,形成悬浮液,然后向其中
加入浮选剂和气泡剂。
浮选剂可以增强矿石与气泡的吸附性,气泡剂则可以产生大量细小气泡,使得矿石颗粒能够附着在气泡上。
4.浮选:通过通入气泡,使得矿石颗粒与气泡结合并上升到液面,形成浓度较高的泡沫层。
在泡沫层中,铜矿颗粒会被吸附,而杂质颗粒则下沉到底部。
5.脱泡:将上升到液面的泡沫层收集起来,经过脱泡处理,使
得泡沫中的矿石颗粒固定下来,形成铜矿浮选浓缩液。
6.脱水:将浮选浓缩液进行脱水处理,将其中的水分蒸发或者过滤出去,得到干燥的铜矿浓缩物。
通过上述的工艺流程,铜矿中的铜可以被有效地提取出来,并得到较高纯度的铜浓缩物。
铜矿浮选工艺不仅可以实现高效的提取铜矿的目的,而且对环境友好,因此在现代铜矿提取中得到了广泛的应用。
阳极泥处理工艺优化实践
阳极泥处理工艺优化实践周赵忱(江西铜业股份有限公司贵溪冶炼厂,江西贵溪!!"#$#)摘要:介绍江西铜业股份有限公司贵溪冶炼厂(以下简称贵冶)铜阳极泥杂质成分变化对工艺的影响,提出了优化脱除铋、锑、砷、硒杂质的工艺和措施,增强了工艺处理与适应能力。
关键词:阳极泥;工艺;优化;铋;硒中图分类号:%&’((文献标识码:)文章编号:(**+,+"#"($**!)*(,**$-,*$!"#$%!&#’%(’)*+!&*’),,-.%(/(0($1+*&2&)#%($13$*4)5"(/)./01234,./)05634(789:9;<3=>3?,@9A 4B :95C D D 3?5C <D A 4E F >G H789:9,@9A 4B:9!!"#$#,5694A )36,%&#’%:%633I I 3J >K C I >63J 6A 4B 94B C I >639<D 8?9>E J C <D C K 9>9C 4C I A 4C G 3K =9<38DC 4>63D ?C J 3K K 94789:9;<3=>3?,@9A 4B :95C D D 3?5C <D A 4EF >GH A ?394>?C G 8J 3G ,A 4G >63C D >9<9L 3G D ?C J 3K K 3K A 4G<3A K 8?3<34>K ,8K 3G >C ?3<C M 39<D 8?9>93K K 8J 6A K N 9K <8>6,A 4>9<C 4E,A ?K 349J A 4G K 3=3498<I ?C <A 4C G 3K =9<3,A ?3A =K C D 8>I C ?O A ?G H 7)89*&4,:)4C G 3K =9<3;P ?C J 3K K ;0D >9<9L A >9C 4;29K <8>6;;3=3498<作者简介:周((Q -’,),男,江苏常州人,高级工程师贵冶阳极泥处理,一直采用回转窑硫酸化焙烧蒸硒、分铜、分碲、分金、分银的湿法工艺进行金银生产。
铜阳极泥处理生产实践

( 键 词 )阳极 泥 工 艺 优 化 硒 关
中 图 分 类 号 : F8 32 ; TF 1 文 献 标 识 码 : T 0 .7 81 C
铋 增 产
文 章 编 号 :S N1 0 — 3 5( 0 2) — 0 8 0 I S 0 4 4 4 2 0 01 0 0 — 3
短 、 硒 渣 含 硒 上 升 、 金 渣 含 金 、 银 渣 含 银 难 以 蒸 分 分
22脱 铜 泥 成 分 变 化 及 工 艺影 响 .
脱 铜 泥 成 分 见 表 2 。
表 2 脱 铜 泥 成 分 A u
O 5 98l 、
% S b A H2 s O
5 6. 2 8 - 5 4.
1 前 言
江西 铜 业 股 份有 限 公 司 贵 溪 冶 炼 厂 ( 以下 简 称 贵 冶 ) 阳极 泥 处 理 , 用 回转 窑 硫 酸 化 焙 烧 蒸 硒 一 铜 采 分 铜 一 分 碲 一 分 金一 分 银 的 湿 法 工 艺 流 程 进 行 金 银
明显 削 弱 ; 出 的脱 铜 泥 投 入 回 转 窑 生 产 , 产 由于 低 熔 点 物 质 的增 加 , 料 易 结 窑 。 窑 周期 由 3 — 5 减 少 物 结 0 4d 到 1 — 5 ,结 料 空 烧 时 间 由 1 — 4 增 加 到 3 — 0 , 2 1d 2 1h 6 4 h
贵 冶 阳极 泥 成 分 见表 1 。
表 1 阳 极 泥 成 分
Au Ag Cu S e 47 .6 T e 3. 5l Bi 9 1 . l S b 53 .9 As 6. 2 4
3生 产 应 对 措 施 及 效 果
31阳 极 泥 预 处 理 与 回转 窑蒸 硒 工 序 .
铜矿浮选工艺流程

铜矿浮选工艺流程铜矿是一种重要的金属矿石,广泛应用于电子、建筑、汽车等领域。
铜矿的提取和加工是一个复杂的过程,其中浮选工艺是其中的关键步骤之一。
本文将介绍铜矿浮选工艺的流程及其原理。
一、铜矿浮选工艺概述。
浮选是一种物理化学方法,通过对矿石进行破碎、磨矿、混合、搅拌、吹泡等一系列过程,使有用矿物与杂质分离的工艺。
在铜矿浮选中,主要是利用矿石中铜矿物与其他杂质矿物的物理化学性质差异,通过浮选剂的作用,使其分离,从而达到提取铜矿的目的。
二、铜矿浮选工艺流程。
1. 破碎和磨矿,首先将原矿石经过破碎设备进行初步破碎,然后再经过磨矿设备进行细碎,使其达到适合浮选的颗粒度。
2. 混合和搅拌,将磨矿后的矿石与浮选剂、泡沫剂等混合在一起,并在搅拌槽中进行充分搅拌,使浮选剂充分与矿石接触。
3. 吹泡,将经过混合搅拌的矿石浆液通过浮选机,利用空气吹入泡沫,使含铜矿物附着在泡沫上,从而实现与其他杂质矿物的分离。
4. 分离,将泡沫中的含铜矿物和杂质矿物分离开来,通常采用浮选机中的刮板分离装置进行分离,将泡沫中的铜矿物收集起来,而杂质矿物则被废弃。
5. 脱泡,将分离后的含铜矿物泡沫进行脱泡处理,去除其中的水分和浮选剂,得到干燥的铜精矿。
6. 精矿处理,对铜精矿进行进一步的加工处理,通常包括浸出、熔炼等步骤,最终得到纯铜金属。
三、铜矿浮选工艺原理。
铜矿浮选的原理是利用铜矿物与其他杂质矿物的物理化学性质差异,通过添加适当的浮选剂和泡沫剂,使铜矿物与泡沫结合,从而与其他杂质矿物分离。
具体来说,浮选剂可以使铜矿物表面生成一层疏水性的物质,而泡沫剂可以使泡沫具有足够的稳定性和吸附性,从而在浮选过程中达到有效分离的目的。
四、铜矿浮选工艺的优化。
为了提高铜矿浮选的效率和提取率,可以通过以下方式对浮选工艺进行优化:1. 选择合适的浮选剂和泡沫剂,以提高矿石与泡沫的结合效率。
2. 控制浮选工艺中的各项参数,如搅拌时间、吹泡时间、泡沫高度等,以保证浮选过程的稳定性和高效性。
铜矿浮选工艺流程
铜矿浮选工艺流程铜矿浮选工艺流程是指通过浮选设备对铜矿石进行处理,使其中的铜矿石得以浮起,从而得到铜精矿的过程。
下面将介绍一般的铜矿浮选工艺流程。
首先,检测与采样。
在铜矿石采集过程中,首先需要对铜矿石进行检测和采样。
这是为了确保洗选过程中所使用的原料质量,并进行矿石的成分分析。
其次,粗破与细破。
将采集到的铜矿石经过粗破和细破的过程。
粗破是指将较大的矿石进行破碎,使其粒度降低到合适大小。
而细破是指将已经破碎的矿石进一步细碎,以达到更细的粒度。
然后,磨矿与分级。
在磨矿过程中,通过采用球磨机等设备,将细碎后的矿石进行磨矿处理,使矿石颗粒进一步细化,增加其浮选性能。
而分级则是指对磨矿过程中产生的矿石颗粒按照大小进行分级,得到不同颗粒大小的矿石。
接下来,浮选与回收。
将经过分级的矿石与浮选剂混合,然后送入浮选机进行浮选。
在浮选过程中,根据不同矿石颗粒的浮选性能,调整浮选剂的种类和用量。
通过空气和浮选剂对矿石的浮选作用,使铜矿石得以浮起,形成泡沫浮选液。
然后通过吸附、刮除等方式将泡沫中的铜精矿收集起来。
最后,浓缩与脱水。
将收集到的铜精矿进行浓缩处理,去除其中的杂质。
浓缩通常采用浮选机或离心机等设备进行。
然后将浓缩后的铜精矿进行脱水处理,去除其中的水分,得到含水量较低的铜精矿。
综上所述,铜矿浮选工艺流程主要包括检测与采样、粗破与细破、磨矿与分级、浮选与回收以及浓缩与脱水。
其中,通过浮选剂和浮选机的配合,铜矿石中的铜精矿可以得到有效提取和回收。
铜矿浮选工艺流程能够实现铜矿石的高效提取和回收,对于满足社会对铜资源的需求,提高铜矿石利用率具有重要意义。
铜阳极泥提取工艺废水处理研究
铜阳极泥提取工艺废水处理研究1主要废水性质及预处理方法在所有产生的废水中,以硒回收工段废水、分金工段废水和分银工段废水的水量最大,并且处理难度也最高。
因此,本文主要针对几股浓度较高、水量较大的废水进行介绍。
1、1硒回收工段废水根据图1所示的生产工艺流程,阳极泥首先采用马弗炉硫酸焙烧升华蒸硒工艺对硒进行回收。
马弗炉车间产生的焙烧烟气废气采用三级水吸收和一级碱液吸收的工艺进行处理,其中水吸收塔采用逆流吸收以回收产生稀硫酸,得到的稀硫酸回用于除铜工序,末端碱液吸收塔废水则排入污水站进行处理,末端吸收液的水质情况如表2所示。
此废水中重金属离子浓度相对较低,但是COD浓度较高,经过分析,可能是由于在蒸硒过程中产生SO2气体经碱液吸收后生成大量还原物性亚硫酸钠所引起的。
1、2分金工段产生的废水分金废水为分金压滤后产生的还原母液,再经亚硫酸钠还原回收钯、铂后产生的废水,其废水特性如表3所示。
根据表3的数据可以看出,分金工段产生的废水呈强酸性,pH均小于1,其中氨氮、六价铬和砷的浓度相对较低,但铜、铅、锌等重金属污染物浓度相对较高。
另外还注意到,分金工段废水中COD浓度相对较高,平均COD 高达5120mg、L,但是根据生产工艺来看,废水中并未混入有机污染物,分析其可能原因为分金工序大量使用亚钠酸钠并进入废水。
亚硫酸钠是还原性物质,在检测COD时会消耗氧化剂,导致废水出现较高的表观COD。
对分金废水没有进行单独处理,而直接进入总污水处理站进行处理。
1、3分银工段产生的废水经分金处理后的Ag基本以AgCl和硫酸银的形式出现,加入氨水后生成络合物从而进入溶液,经分离后浸出液加水合肼并加热,得到纯度较高的银粉。
生成的银粉进入中频炉中铸锭,铸锭完毕后再电解、铸锭制得高纯度银锭。
分银工段产生的废水水质如表4所示。
从表4可以看出,分银工段产生的废水呈强碱性,平均pH为13、2,由于在生产过程中大量使用氨水,因此该工段产生的废水中含有较高浓度的氨氮,平均浓度高达47275mg、L,其他重金属离子浓度相对较低。
铜阳极泥处理工艺的改进实践
维普资讯
黄
金
由于分银溶液澄清效果差 , 分银渣进入分银液是 影响粗银粉品位偏低 的主要原因之一 。生产上原分 银工序采用两班制作业 , 两次分银作业 中间间隔时间 短 。生产 中分银作 业搅拌反应 4 h后 , 静置澄清 3—
措 施及 工 艺改进后 取得 的 效果
关键词 : 阳极泥; 出; 铜 浸 萃取 ; 电解
中图分类号 : F 1. T 1 13 文献标识码 : B 文章编号 :0 1 27 2 0 ) 2 0 9— 3 10 —17 ( 07 0 —03 0
自我 国白银 、 金 市场开 放 以来 。 、 业快 速 黄 金 银产
粉 中。
好地解决了这个 问题。先将分铜用硫酸全部放入釜
内, 加入分铜渣 , 泵入一定量的分铜漂洗液 , 浆化酸度 约为 21/ , 50 L 开机搅拌浆化不少于 1 。 3 g 补充分铜洗液 h 或 自来 水 , 制 分 铜 作 业 中酸 的 质 量 浓 度 9 控 0— 10/ , 2 gL 并控制固液 比 1 ( 5 , : 4 ) 加入约为理论量 12 . 倍的食盐 , 升温到 8 ℃ 一 0 浸 出4 左右。通 0 9 ℃, h 过浓酸浆化处理 , 既达到了高酸分铜使杂质最大限度 浸出分流的 目的 , 同时又大幅度降低 了酸耗。现处理 每吨蒸 硒渣 耗 酸 由原来 的 1 2—1 5 降 到现在 的 . .t 04 .t同时分铜渣含铜指标也稳定控制在 0 5 . 06 , .%
理。
12 存 在的 问题 .
.
12 1 分铜工序酸度太高 ,,
增加 了处理成本
图 1 原 阳 极 泥 处 理 工 艺 流 程
分铜酸度控制对铜及其它组分 的溶出的比例有 直接的影响。金吕冶炼厂原采用高酸分铜 . 酸度高达 20—20/ 。其 主 要 目的是 : 是 使 c 6 9 gL 一 u尽 可 能 浸 出. 浸铜渣含铜控制在 05 以下 ; .% 二是使一些对主 产品金 、 银质量影响较大的杂质元素 T 、b s 、 i eP 、b B 等
铜阳极泥浮选尾矿铅、锑、铋定向分离试验
铜阳极泥浮选尾矿铅、锑、铋定向分离试验李英伟;田释龙;杨世莹;王鹏程;徐刚芳【摘要】The effects of liquid-solid ratio, reaction temperature, reaction time, concentration of NaCl and concentration of sulfuric acid on the leaching rates of Pb,Sb and Bi were investigated by using Pb leached by NaCl, S b, and Bi by sulfuric acid while NaCl leached from copper anode slime flotation tailings. The experimental results show that the leaching rates of Pb, Sb and Bi are 72.2%, 7.83%and 10.77% ,respectively, when the liquid-solid ratio is 5∶1, the reaction temperature is 80℃, the reactiontime is 2 h, and the concentration of NaCl is 6 mol/L. The leaching rates of Sb and Bi are 74.97 % and 84.27 %, respectively ,when the liquid-solid ratio is 5∶1, the reaction temperature is 60 ℃, the reaction time is 2 h, the concentration of sulfuric acid is 3 mol/L. The hydrolysis solution can be recycled after hydrolysis recovery of Sb and Bi.%采用工业食盐浸出铜阳极泥浮选尾矿中的铅,硫酸和工业食盐浸出尾矿中的锑、铋,考察液固比、温度、时间、NaCl浓度、H2SO4浓度对浸出过程中铅、锑、铋浸出率的影响.研究结果表明:液固比(质量比,下同)为5∶1,浸出温度为80℃,浸出时间为2 h,NaCl浓度为6 mol/L时,铅、锑、铋的浸出率分别为72.2%、7.83%和10.77%.液固比为5∶1,浸出温度为60℃,浸出时间为2 h,H2SO4浓度为3 mol/L时,锑、铋的浸出率分别为74.97%和84.27%.锑、铋水解回收后,水解液可循环利用.【期刊名称】《有色金属科学与工程》【年(卷),期】2015(000)003【总页数】5页(P26-30)【关键词】浮选尾矿;铅;锑;铋;定向分离【作者】李英伟;田释龙;杨世莹;王鹏程;徐刚芳【作者单位】云南铜业股份有限公司,昆明 650102;云南铜业股份有限公司,昆明 650102;云南铜业股份有限公司,昆明 650102;云南铜业股份有限公司,昆明650102;云南铜业股份有限公司,昆明 650102【正文语种】中文【中图分类】TF803.23;TF81某铜厂电解生产的铜阳极泥采用选冶联合流程进行处理,铜阳极泥经过调浆、除砂后,进入脱铜、脱硒工艺,然后进入浮选工艺,获得银精矿和浮选尾矿.银精矿在分银炉进行冶炼,所得金银合金绕铸成阳极板进行银电解精炼,银阳极泥再进行其他贵金属的回收.由于浮选尾矿的年产量较大,约1 400 t/a,将在一定程度上影响选冶联合流程中金、银的直收率.需将浮选尾矿送往铜火法工艺处理,经熔炼、精炼、电解等工序后,重新以铜阳极泥的形式再次进行处理.这种处理方式主要存在的问题包括:①有价金属锑、铋、碲没有得到有效回收;②有害杂质元素铅、铋、砷不断在系统内循环累积,增加整个铜冶炼过程的生产成本;③贵金属金、银存在返炼损失.将浮选尾矿中的有价元素综合回收利用,可有效缓解资源和环境压力,为企业增加经济效益,并减少尾矿在冶炼流程中反复循环所导致的损失,达到降本增效的目的.为此,提出铜阳极泥浮选尾矿铅、锑、铋综合回收试验研究,目的在于将尾矿中的铅、锑、铋作为有价元素提取出来,同时富集尾矿中的金、银,并考虑在除去尾矿中锑、铋及有害杂质后,直接进入分银炉进行熔炼的可能性.1.1 试验物料铜阳极泥采用选冶联合流程进行处理后,得到的浮选尾矿元素含量如表1所示.浮选尾矿是由铜阳极泥经硫酸脱铜、氧化酸性环境脱硒、药剂浮选后剩余的矿渣,其组成较复杂[1-2],含有 Pb,Ba,Sb,Bi,Te,Au,Ag,Cu,Se,As,Fe,Ni,S,Si,Ca,Na,Zn,Al,铂族元素等多种元素,且以多种物相存在形式,浮选尾矿的XRD像见图1.由表1得出,浮选尾矿中主要元素为Pb,Sb,Ba,As.其中,Pb:19.77%,Sb:11.44%,Ba:10.91%,其他有价元素为Te:2.93%,Bi:2.09%,Au:60.1g/t,Ag:2 730 g/t.由图1可知,浮选尾矿中物相组成主要是硫酸铅和铅的氧化物、硫化物,还有小部分为碲的氧化物.其他元素物相未能发现,主要原因是其他元素被铅包裹或含量较低.1.2 试验方案拟采用的试验流程方案如图2所示.铜阳极泥浮选尾矿利用工业食盐浸铅[3],得到的滤液进行冷却,结晶为铅渣.滤渣加入浓硫酸和工业食盐后继续浸出,得到滤渣可返火法系统,滤液加水进行锑水解,得到锑渣,水解液加入氢氧化钠调节pH值后,继续加水进行铋水解,得到铋渣,水解液返回到锑水解[4-7].2.1 铅浸出试验结果与分析浮选尾矿中铅含量为19.77%,为避免铅对后续锑、铋浸出的影响,需要对浮选尾矿中的铅进行预处理脱除并加以回收.影响浸铅效果的因素选定为液固比、温度、时间、NaCl浓度.浮选尾矿呈弱酸性,pH值约为3,调浆后,溶液pH值约为4,此时铅的浸出率得到提高,而铋、铜等浸出率较低.浮选尾矿中铅主要以PbSO4和铅的氧化物、硫化物的形式存在,PbSO4微溶于稀的强酸溶液,稍溶于水.PbSO4可用高温NaCl溶液浸出,在不同的温度下,浸出过程不尽相同,可以先由PbSO4与NaCl反应生成PbCl2,然后PbCl2与更多的Cl-配合生成高温下可溶的Na2PbCl4,也可一步直接生成Na2PbCl4,溶解的Na2PbCl4通过强制冷却的方式得到PbCl2晶体.相关反应式如下:PbSO4+2NaCl=PbCl2+Na2SO4PbCl2+2NaCl=Na2PbCl4PbSO4+4NaCl=Na2PbCl4+Na2SO42.1.1 浸出液固比影响初始试验条件:浮选尾矿50 g过 0.15 mm(100目)筛,浸出温度80℃,浸出时间2 h,NaCl浓度为6mol/L,试验结果如图3所示.由图3得出,铅的浸出率随液固比的增大而增大.当WL∶WS=3∶1时,铅的浸出率约为35%.当WL∶WS= 7∶1或10∶1时,铅的浸出率都为85%以上.但是,锑、铋的浸出率也随液固比的增大而增大.为了使浸铅过程不影响后续锑、铋提取流程,选择浸铅过程的液固比为WL∶WS=5∶1,此时,铅的浸出率约为70%,锑、铋的浸出率分别约为10%和15%.2.1.2 浸出温度影响初始试验条件:浮选尾矿 50 g过0.15 mm(100目)筛,液固比为WL∶WS=5∶1,浸出时间2 h,NaCl浓度为6mol/L,试验结果如图4所示.由图4得出,铅的浸出率随浸出温度的升高而增大.当浸出温度为40℃时,铅的浸出率约为35%.当浸出温度为80℃或90℃时,铅的浸出率约为75%.同时,锑、铋的浸出率也随浸出温度的升高而增大.考虑到浸铅过程不影响后续锑、铋提取流程,以及试验方案的经济性,选择浸出温度为80℃,此时,铅的浸出率约为73%,锑、铋的浸出率分别约为8%和12%.2.1.3 浸出时间影响初始试验条件:浮选尾矿50 g过0.15 mm(100目)筛,液固比为WL∶WS=5∶1,浸出温度80℃,NaCl浓度为6mol/L,试验结果如图5所示.由图5得出,铅的浸出率随浸出时间的增大而增大.当浸出时间为0.5 h时,铅的浸出率仅有约28%.当浸出时间增大到2 h及以上时,铅的浸出率增大到75%以上.当浸出时间由2 h增大至3 h时,铅的浸出率相对增大约5%.同时,锑、铋的浸出率也随浸出时间的增大而增大.考虑到短流程的浸铅方案及经济性,选择浸出时间为2 h,此时,铅的浸出率约为75%,锑、铋的浸出率分别约为7%和11%.2.1.4 NaC l浓度影响初始试验条件:浮选尾矿50 g过0.15 mm(100目)筛,液固比为WL∶WS=5∶1,浸出温度80℃,浸出时间2 h,试验结果如图6所示.由图6得出,铅的浸出率随NaCl浓度的增大而增大.当NaCl浓度为2 mol/L时,铅的浸出率仅有约5%.当NaCl浓度为8 mol/L时,铅的浸出率约75%.但是,锑的浸出率随NaCl浓度的增大先增大后减少,其原因可能是随着Cl-浓度的增大,Sb5+与Cl-形成五氯化锑,五氯化锑遇水后水解成五氧化二锑(三氯化锑水解后,形成氯氧锑),留在渣中[8-12].铋的浸出率随NaCl浓度的增大先增大后减少再增大,根据铋和铋氧化物在酸性溶液体系的溶解性分析,可能是由于铋含量较少,分析误差所致[13-16].综合考虑后,选择NaCl浓度为6mol/L,此时,铅的浸出率约为70%.2.2 锑、铋浸出试验结果与分析经过预处理除铅后的浮选尾矿,其成分如表2所示.由表2得出,经除铅预处理后的浮选尾矿,大部分铅被去除,锑、铋得到富集.其中,含铅约4.13%,锑9.51%,铋2.14%.有利于后续一步浸出锑、铋.影响锑、铋浸出效果的因素为液固比、温度、H2SO4浓度、浸取时间、工业NaCl浓度.考虑到在浸铅过程中,工业NaCl相对过量,冷却后的渣相中仍有NaCl晶体析出,因此,暂不考虑工业NaCl浓度对锑、铋浸出的影响.工艺采用H2SO4+NaCl体系选择性浸出Sb、Bi,抑制Pb、Au、Ag的浸出.浸出工艺选择H2SO4+NaCl体系与传统的HCl体系最大的区别在于SO42-和Cl-的存在,有利于抑制Pb、Au、Ag的浸出[8-10].主要的反应如下:Sb2O3+6H++6Cl-→2SbCl3+3H2OBi2O3+6H++6Cl-→2BiCl3+3H2OPb2++2Cl-→PbCl2↓Pb2++SO42-→PbSO4↓2.2.1 浸出液固比影响初始试验条件:浸铅后浮选尾矿50 g过0.15mm(100目)筛,浸出温度60℃,浸出时间2 h,H2SO4浓度为3mol/L,试验结果如图7所示.由图7得出,液固比对锑、铋浸出率的影响较为显著.液固比从3∶1增大到5∶1,锑的浸出率从61%增大到73%,铋的浸出率从69%增大到83%.继续增大液固比至7∶1和10∶1,锑、铋的浸出率提高不明显.考虑到后续水处理的成本,选择液固比为5∶1.2.2.2 浸出温度影响初始试验条件:浸铅后浮选尾矿50 g过0.15mm(100目)筛,液固比为WL∶WS=5∶1,浸出时间2 h,H2SO4浓度为3mol/L,试验结果如图8所示.由图8得出,在常温条件下,锑、铋浸出率较低,分别为22%、27%,随着温度的升高,锑、铋的浸出率随之升高,当浸出温度为60℃时,锑、铋的浸出率达到75%、83%,继续升高温度到80℃时,锑、铋的浸出率分别为77%、85%,浸出率增大幅度不明显,因此,选择浸出温度为60℃.2.2.3 H2SO4浓度影响初始试验条件:浸铅后浮选尾矿50 g过0.15mm(100目)筛,液固比为WL∶WS=5∶1,浸出温度60℃,浸出时间2 h,试验结果如图9所示.由图9得出,H2SO4浓度对锑、铋的浸出率影响较大,随着H2SO4浓度的提高,锑、铋浸出率随之增大.当H2SO4浓度从1 mol/L增大到3 mol/L时,锑、铋的浸出率分别从41%、46%,增大到76%和86%,继续增大H2SO4浓度,锑、铋浸出率增大不明显.考虑到试验方案的经济性及后续水解工艺过程,确定H2SO4浓度为3mol/L.2.2.4 浸出时间影响初始试验条件:浸铅后浮选尾矿50 g过0.15mm(100目)筛,液固比为WL∶WS=5∶1,浸出温度60℃,H2SO4浓度为3mol/L,试验结果如图10所示.由图10得出,锑、铋的浸出率随浸出时间的增大而增大.当浸出时间从0.5 h增大至2 h时,锑、铋的浸出率分别从30%、32%,增大到74%和83%,继续增大浸出时间,锑、铋浸出率增大不明显.1)浮选尾矿适宜的浸铅条件为:浮选尾矿50 g过0.15 mm(100目)筛,液固比为wL∶wS=5∶1,浸出温度80℃,浸出时间2 h,NaCl浓度为6 mol/L.铅的浸出率平均为72.2%,锑的浸出率平均为7.83%,铋的浸出率平均为10.77%.2)浸铅后的浮选尾矿适宜的锑、铋浸出条件为:浸铅后浮选尾矿50 g过0.15mm(100目)筛,液固比为WL∶WS=5∶1,浸出温度60℃,浸出时间2 h,H2SO4浓度为3mol/L.锑、铋的平均浸出率分别为74.97%、84.27%.3)此工艺方案,铅最终以PbCl2晶体的形式析出,锑、铋以SbCl3、BiCl3的形式进入溶液,后续将以水解或还原的方式形成锑、铋产品.【相关文献】[1]郑雅杰,王蓓.铜阳极泥预处理新工艺研究[J].中南大学学报(自然科学版),2010,41(3):865-870.[2]Fernandez M A,Segarra M,Espiell F.Selective leaching of arsenic and antimony contained in the anode slimes from copper refining[J].Hydrometallurgy,1996,41(23):255-267.[3]赵天从.重金属冶金[M].北京:冶金工业出版社,1981.[4]陈进中,曹华珍,郑国渠.高锑低银类铅阳极泥制备五氯化锑新工艺[J].中国有色金属学报,2008,18(11):2094-2099.[5]郑国渠,支波,陈进中.五氯化锑的水解过程[J].中国有色金属学报,2006,16(9):1628-1633.[6]唐谟堂,杨声海,唐朝波,等.用AC法从高锑低银类铅阳极泥中回收银和铅[J].中南工业大学学报(自然科学版),2003,34(2):132-135.[7]郑雅杰,洪波.漂浮阳极泥富集金银及回收锑铋工艺[J].中南大学学报(自然科学版),2011,42(8):2221-2226.[8]赵瑞荣,石西昌.冶金物理化学[M].长沙:中南大学出版社,2006:35-151.[9]唐谟堂,赵天从.三氯化锑水解体系的热力学研究[J].中南矿冶学院学报,1987,18(5):522-528.[10]王成彦,邱定蕃,姜培海,等.脆硫锑铅矿矿浆电解实验研究[J].有色金属,2002,54(3):24-27.[11]Tang M T,Zhao T C,Lu JL,et al.Principle and application of the new chlorination-hydrolization process[J].Journal of Central-South InstituteofM iningand Metallurgy,1992,23(4):405-411.[12]Gandhia T,Rajaa K S,Misra M.Room temperature electro deposition of aluminum antimonide compound semiconductor[J]. Electrochimica Acta,2008,53:7331-7337. [13]Besse F,Boulanger C,Bolle B,et al.Influence of electrochemical deposition conditions on the texture of bismuth antimony alloys[J].Scripta Materialia,2006,54:1111-1115.[14]Xiao F X,Cao D,Mao JW,et al.Role of Sb(V)in removal of As,Sb and Bi impurities from copper electrolyte[J].Transactions of NonferrousMetals Society of China,2013,23:271-278.[15]杨洪英,李雪娇,佟琳琳,等.高铅铜阳极泥的工艺矿物学[J].中国有色金属学报,2014,24(1):269-278.[16]郑雅杰,周文科,彭映林,等.砷锑价态对铜电解液中砷锑铋脱除率的影响[J].中南大学学报(自然科学版),2012,43(3):821-826.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
’" ( 9 5 % 9 & : & ; <= 式中 %< 为 任 何 指 令 时 间 & 矿 浆 中 被 浮 矿 物 的 浓度 ); 为速率常数 7>+" 或 6?=+")= 为浮选反应级数 # ’0 ( ; : @ 8A 式中 %@ 为与矿物种类有关的常数 )8 为矿粒直 径 )A 为试验确定的常数 # 从 ’" (’0 ( 式中看出 " 确定最佳浮选浓度和粒度 是决定浮选速率的关键 # 在 生 产 实 践 中 " 阳 极 泥 的 粒 度铁 自 身 的 氧 化#如 果 金 属 铁 已 经 氧 化 %即 使 仅 在 表 面上氧化 &# 其程度也足以屏蔽金属相 #?’6K的浓度 就不再控制 ?’ $ ?’6K电偶而是控制 ?’6K$ ?’4K电偶 "
!!!! 年 "# 月第 $ 期
铜阳极泥浮选处理工艺及实践& && 沙
梅
! #$ !
016! 23! 018! 018 60 015
2!213 26!25 4!3 2!4
!"#
强化擦洗 阳极泥脱铜 ! 硒后形成的 "$%; 必须用铁屑强
2181616
抑制剂六偏磷酸钠
化擦洗还原成金属银" 在擦洗设备的强烈作用#
六 偏 磷 酸 钠 对 金 属 离 子 )*6K 有 一 定 的 络 合 能 力 # 在矿物表面的吸附增加了矿物表面的电负性和 亲水性 # 使矿物表面的金属阳离子 )*6K失去了与捕 收剂的作用机会 " 六偏磷酸钠在溶液中的水解组分
粗选 ! 两次精选和五次扫选的流程 >8"C"FG $ ? 0176
D 机械搅拌式浮选机 " 精矿 !尾矿脱水作业采用 60
4 6
D !40 D 板框压滤机一段脱水流程 " 21812 HI 调节 矿浆 HI 是浮选过程中的一个重要因素 # 它一
6
方面影响矿浆表面的浮选性质 # 另一方面又影响各 种浮选药剂的作用 " 由于在阳极泥料浆准备阶段及 强化擦洗的过程中添加了一定数量的金属铁 # 金属 铁在体系中起着还原作用 " 当铁存在时 # 这种还原 作用的强弱决定于 ?’ 的浓度 %活度 &" ?’ 来自金属
’*%) #14""1# #13"#12 #1"$"#13 #13"#14
调节泡沫层
液 面 稳 定 " 空 气 弥 散 好7气 泡 大 无翻花现象 小均匀
"$#"0## "##""4# 4#""0# "##""0#
"1313
浮选浓度对浮选尾矿金 $银指标的影响 根据浮选速率与浓度 $ 粒度的关系 %
I).86$!I6).8$结构中含有羟基 > 它们能以氢键形式 在矿物表面氧区吸附 # 对石英 &,.6 有较好的抑制作
用"
2181614
药剂的添加方式
多点的加药方式能增加金 ! 银的分选效果 " 部 分丁基黄药与丁铵黑药直接加入调浆槽 # 另一部分 丁基黄药与丁铵黑药以及抑制剂配制成相应浓度 的水溶液分别在精选 ! 粗选 ! 扫选添加 # 这样可以维 持浮选作业线的药剂浓度和提高药效果 "
!!!! 年 "# 月第 $ 期
铜阳极泥浮选处理工艺及实践" "" 沙
梅
! ’"!
铜阳极泥浮选处理工艺及实践
沙 梅
($#"#*#
! 云南铜业股份有限公司 $ 云南 昆明
%摘
要&
介绍了云铜阳极泥处理过程中的浮选工艺 ! 阳极泥经过料浆准备 ! 强化擦洗 ! 浮选富集 ! 其中 铜阳极泥 # 强化擦洗 # 浮选
阳极泥 时间 处理量 %&
主要技术经济指标
精矿 尾矿
’(%) #10$.2 #10### #100/! #1".0#
’*%) "$1/3 "!1./ "/1#4 "!1.$
’(%) #1/3/0 #1/"#$ #14.22 #1/0$/
’*%) 3214$ $#14# $!13" $$102
! ’(%* &
$=;> 按铁还原氯化银的理论量 "$=?’@2A013!019 添加
铁 # 反应时间 6 B"
21814
泡沫层厚度与银精矿品位的关系 阳极泥矿浆进入机械搅拌式浮选机后 # 在浮选
!"$
浮选 阳极泥 C58 !D 的约占 50E> 浮选作业采用一次
槽内矿浆经充分充气后 # 疏水性固体颗粒附着于气 泡上 " 颗粒 C 气泡两相之间的粘附必须强于浮选槽 内产生的高达 30 $ 的离心破坏力 # 进而随这些气泡 上浮至悬浮液表面 # 与粘附固体颗粒聚集一起的气 泡组成矿化气泡 " 矿化气泡应具有有限的稳定性 ’ 一方面足以使所附着的固体颗粒溢出浮选槽而不 损失 ( 另一方面 #在进入泡沫槽后破裂 " 当矿化气泡 到达槽内矿浆上部时 # 泡沫必须保持有一定厚度 " 沿着泡沫层的高度 # 被浮矿物在泡沫中的含量发生 变化 # 这是一个自发的过程 > 当下层矿化气泡上升至 表 层时 # 气 泡 破 裂 兼 并 # 此 时 疏 水 的 矿 物 滞 留 在 泡 沫层的表面 # 而夹上来的脉石则随气泡破裂后的水 流流向泡沫层的下层 " 在工艺条件不变的情况下 # 泡沫层的厚度主要
"
!"! !"#
浮选工艺
工艺流程 铜阳极泥浮选处理工艺流程如图 " 所示 % 阳极泥浮选料浆的准备 赋存于铜阳极泥中的金 & 银已不具备原矿石的 !" # *./0*1*23403*5*./2340*1*3 该过程铜的脱除率可达到 )#6")$6 % 脱铜泥的 化学成分见表 "% "-*-* 湿法除硒 目前国内铜冶炼厂采用的火法除硒工艺较为 成熟 $指标稳定 $ 但 23* 污染严重 $ 并且投资 & 运行成 本等较高 % 云铜股份公司多年来一直采用湿法除硒 工艺 $ 使铅与贵金属分离 % 该工艺充分利用阳极泥 中金 & 银 & 硒的 化学性质 $ 利 用 氧 化 7 还 原 反 应 的 机 理 $在 酸 性 条 件 下 $用 氧 化 剂 氯 酸 钠 将 阳 极 泥 中 的 金和硒氧化 $ 使其进入溶液 $ 再用还原剂铁屑 & 活性 图! 铜阳极泥浮选工艺流程图
通过控制矿浆面调节 # 生产实践证明 " 保持一定厚 度的泡沫层而且泡沫层较厚时 " 浮选过程稳定 " 银 精矿品位高 " 浮选表面现象对比见表 0# 表"
液面现象
未调节泡沫层
差 " 金 $银的回收率低 # 表 ! 为矿浆浓度值与银精矿 品位及尾矿金银含量的关系 # 低浓度浮选增加了药 剂的消耗 "降低浮选机的生产能力 #
表# 矿浆浓度值与银精矿品位 及尾矿金银含量的关系
银精矿 尾矿 ! ’(%* 8
+"
浮选表面现象对比
空气弥散情况 泡沫层厚 %56
液面不稳定 " 空气弥散 不 好 " 气 泡 翻花严重 大小不均匀
$""# "$"3#
矿浆浓度 %)
’*%) #"# "#"0# 0$"!$ $3# !2"30 3#"3/ 32"$$ 3$"32
性 质$直 接 进 行 浮 选 无 法 取 得 分 选 效 果 $因 此 必 须 除去 阳 极 泥 中 的 铜 & 硒 等 元 素 $ 改 变 阳 极 泥 的 物 理 化学性质 $ 这是一个湿法冶炼的过程 $ 在此过程中 $ 金 &银的赋存状态发生改变 $ 以达到浮选的要求 %
"-*-"
空气氧化除铜 在酸性条件强烈搅拌的作用下 $ 阳极泥中的铜
%# &’ 4!7 813!9 2 !4 (’ 2! 4 2! 4 )* &* +,
21816 !
"- &,./ 20! 26 22! 23 20! 24
浮选药剂 混合捕收剂 在阳极泥金 ! 银浮选工艺中 > 丁基黄药与丁铵黑
2181612
"$
0123! 20! 26! 014 25 62 0166! 23! 2!4 0183 63
/#) "经脱铜 $ 硒 $ 强化擦洗后 " 有用矿物已基本单体
解 离 "入 选 粒 度 处 于 较 佳 状 态 "对 浮 选 速 率 的 影 响 非常小 " 因此最佳浮选浓度值便是影响浮选速率的 重要因素 # 原设计粗选矿浆浓度为 "#) " 在生产实 际应用近 !# 年 " 结果浮选尾矿金 $ 银含量高 7 稳定性 表!
主要元素的物相相互转化 ! 贵贱金属初步被分离 "
%关键词 &
%中图分类号 &
!"#$
%文献标识码 &
+
%文章编号 &
%&&’()*+, $’&&,%&-(&&’"(&,
#
前言
云南铜业股份有限公司铜阳极泥处理采用浮
选工艺代替贵铅熔炼富集金 & 银 $ 在近 !# 多年的生 产实践中 $ 已形成了年处理 " $## , 阳极泥的生产能 力 $ 并积累了丰富的经验 % 该工艺能够处理铅阳极 泥 &锡 阳 极 泥 &杂 铜 电 解 产 出 的 低 品 位 阳 极 泥 以 及 粗硒真空处理后的渣等多种物料$ 具有适用能力 强 & 回收率高 & 处 理 能 力 大 & 铅 污 染 小 & 设 备 配 置 简 单 &加工费用低等优点 % 但是多年来浮选尾矿金 & 银 含量 不 稳 定 $ 精 矿 品 位 不 理 想 $ 影 响 着 该 工 艺 的 发 展 % 为此 $ 通过对阳极泥的性质及浮选设备状况性 能研究和分析 $ 确定了最佳浮选浓度值和低矿液面 浮选的方案 % 本文论述了铜阳极泥物理化学性质的 转变过程及在生产实践中采取最佳浮选浓度值 & 低 矿液面浮选方案的技术经济指标及经济效益 %