整体壁板结构弯曲成形分析的等效塑性模型
整体壁板成形评述
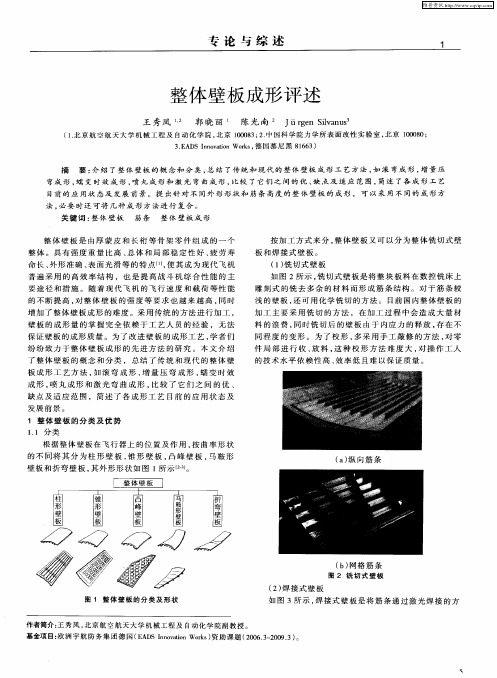
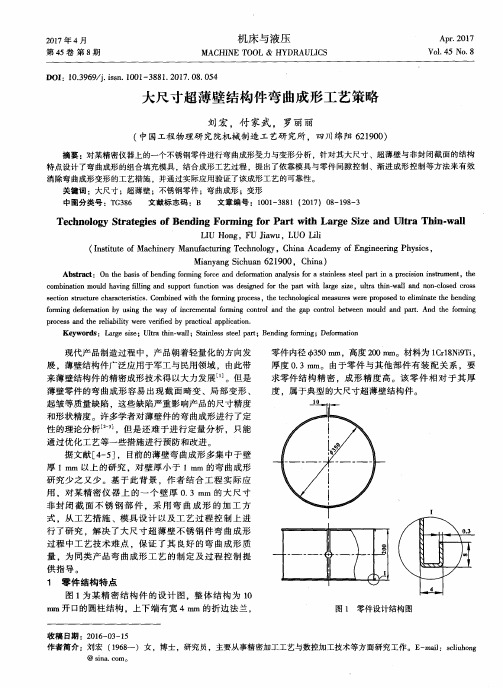
图 4 滚 弯 成 形 原 理 图
造 中。但是 在 焊接 过 程 中 , 由于局 部 受热 使 壁板 内 部产 生 非 均 匀 的 热 应力 ,导 致 加工 完 成 后 的 壁 板常 带 有 一定 的 初 始 变形 及 内 部残 余 应力 , 利 于后 期 整 体 壁 板 的成 形 。 不 12 整 体 壁 板 的优 点 . 与传统 装配式 壁板相 比, 整体 壁板 主要有 以下优 点_: 2 _ ( )可 以灵活 选 择几 何 构 型 ,实现 复 杂 的空 间 曲面 , 1 以 满足 飞行 器光 滑 过 渡 的 气 动外 表 面的 需 求或 空 间飞 行 防护 的要 求 ; ( 可 以减重 1 %~ 0 减 重效 果 明显 ; 2) 0 3 %, ( 扩 大 自动 化 设 备 的使 用 规 模 , 而 大 大 减 少 手 工 3) 从
维普资讯
2
现 制 技 装 代 造 术与 备
2 8 期总 8期 0 第3 第1 0 4
法 焊接 到 腹 板 上 形成 整 体 壁 板 的 一种 方 法 。 焊接 式 壁 板
多 点 柔性 组 合 ,则 可 以 大大 扩 大 增 量 压 弯成 形 的适 用 范
保 证壁 板 的成 形 质量 。为 了改 进 壁 板 的成 形工 艺 , 者们 学 纷 纷 致力 于整 体 壁 板成 形 的先 进 方 法 的 研 究 。本 文介 绍 了 整体 壁 板 的概 念 和分 类 ,总 结 了传 统 和 现 代 的 整体 壁 板 成 形工 艺方 法 , 滚 弯 成 形 , 量 压 弯 成 形 , 变 时效 如 增 蠕 成 形 , 丸 成 形 和 激 光 弯 曲成 形 , 喷 比较 了 它们 之 间 的 优 、 缺 点及 适 应 范 围 ,简述 了各 成 形 工 艺 目前 的应 用 状 态 及
弯曲模设计PPT课件
模块三 弯 曲
重点
1. 弯曲变形规律及弯曲件质量影响因素; 2. 弯曲工艺计算方法; 3. 弯曲工艺性分析与工艺方案制定; 4. 弯曲模典型结构与结构设计; 5. 弯曲工艺与弯曲模设计的方法和步骤。
模块三 弯 曲
难点
1.弯曲变形规律及弯曲件质量影响因素; 2.影响回弹的因素与减少回弹的措施 ; 3.弯曲工艺计算; 4.弯曲模典型结构与弯曲模工作零件设计。
三 弯曲件质量分析
(二) 弯裂与最小相对弯曲半径的控制
3
最小弯曲半径rmin的数值
三 弯曲件质量分析
(二) 弯裂与最小相对弯曲半径的控制
4
防止弯裂的措施
不宜采用最小弯曲半径。当零件的弯曲半径小于表3-1所列数值时,为了提高极限弯曲变形程度, 防止弯裂,常采用的措施有退火、加热弯曲、消除冲裁毛刺、两次弯曲(先加大弯曲半径,退火后 再按工件要求小弯曲半径弯曲)、校正弯曲以及对较厚的材料开槽后弯曲。
三 弯曲件质量分析
(三) 弯曲卸载后的回弹
5
减小回弹的措施
(2)从工艺上采取措施 ①采用校正弯曲代替自由弯曲。对冷作硬化的材料先退火,降低其屈服极限σs,以减小回弹,弯曲后再 淬硬。
②采用拉弯代替一般弯曲方法。拉弯的工艺特点是弯曲 之前使坯料承受一定的拉伸应力,其数值使坯料截面内的 应力稍大于材料的屈服强度,随后在拉力作用下同时进行 弯曲。
三 弯曲件质量分析
(三) 弯曲卸载后的回弹
4
回弹值的确定
方法: 先根据经验数值和简单的计算来初步确定模具工作部分尺寸,然后在试模时进行修正。 (1)大变形程度( <5)自由弯曲时的回弹值
卸载后弯曲件圆角半径的变r化/是t很小的,可以不予考虑,而仅考虑弯曲中心角的回弹变化。
波形钢腹板工字梁的等效计算模型及稳定性分析
第35卷第1期2024年3月广西科技大学学报JOURNAL OF GUANGXI UNIVERSITY OF SCIENCE AND TECHNOLOGYVol.35No.1Mar.2024波形钢腹板工字梁的等效计算模型及稳定性分析胡强,贾松林,陈劲飙(广西科技大学土木建筑工程学院,广西柳州545006)摘要:基于变形与应变能相等的原则,提出波形钢腹板工字梁的等效平直钢腹板计算模型。
通过波形钢腹板直板段与斜板段应变分析,推导了波形钢腹板工字梁及等效计算模型的应变能,建立等效惯性矩与等效扇性惯性矩,利用平直钢腹板工字梁的临界荷载计算公式,对波形钢腹板工字梁进行稳定性分析。
研究结果表明:该方法简单、便捷,对波形钢腹板工字梁的稳定分析准确、有效;建立的等效惯性矩与翘曲惯性矩仅取决于截面及波形钢板尺寸,不受工字梁的边界条件、跨径等因素的影响,具有良好的适应性。
关键词:波形钢腹板工字梁;等效计算模型;应变能;稳定性;临界荷载中图分类号:U448.212DOI:10.16375/ 45-1395/t.2024.01.0070引言随着桥梁结构的飞速发展,跨度不断增大,结构更为复杂,施工质量与各种病害等安全保障问题也随之而来[1-2]。
因此,力学性能优良、施工便捷、易于养护的桥型受到业界重视并得以大力发展。
其中,波形钢腹板钢结构因其自重小、预应力效率高、材料利用率高、易于实现装配化施工等特点,以及独特的弯曲特性、优秀的抗剪性能和稳定性,广泛应用于桥梁结构。
然而,波形钢腹板组合梁相互交替出现的斜板段与直板段产生的“褶皱效应”导致梁纵向、横向力学特性差异较大,准确、高效地计算梁的受力状态难度较大。
同时,波形钢腹板由于自身斜板段具有加劲肋的作用,在设计上一般不再加设横向加劲肋,这使得波形钢腹板工字梁的稳定性变得更为复杂。
对于波形钢腹板工字梁的稳定性,Lindner [3]针对梯形钢腹板工字梁进行扭转性能研究,认为截面的扭转常数与平腹板钢梁相同,但截面的翘曲常数存在较大差异,并提出截面翘曲惯性矩的计算公式。
薄壁管数控弯曲精确成形技术是管弯曲技术向先进塑性加工技术发展的必
林艳,薄壁管数控弯曲成形过程失稳起皱的数值模拟研究,西北工业大学博士论文摘录薄壁管数控弯曲精确成形技术是管弯曲技术向先进塑性加工技术发展的必然趋势。
然而这是一个多因素祸合交互作用下可能发生失稳起皱的复杂物理过程。
特别是航空、航天高技术的发展要求弯管零件的壁更薄、口径更大、弯曲半径更小和成形精度更高,这使得对失稳起皱的预测和控制成为薄壁管精确弯曲成形技术研究与发展迫切需要解决的难题。
因此本文采用有限元模拟技术与起皱能量预测准则相结合的方法,实现对薄壁管数控弯曲过程起皱缺陷的分析和预测,对提高薄壁弯管制品的质量,缩短产品开发周期,降低成本具有重要意义。
本文系统深入地研究了薄壁管数控弯曲成形过程三维刚塑性有限元模拟分析中的关键技术问题,提出了有效的算法和处理方法:提出了相对自由度与绝对自由度相结合的壳单元,使得速度边界条件的处理可通过简单、有效的置“1’法或置大数法来实现;采用了三次因式法确定收敛因子,不仅提高了有限元求解过程的计算效率,同时也保证了有限元迭代过程的收敛性。
本文提出了描述薄壁管弯曲过程中失稳起皱波形的数学模型;进而基于薄壳小挠度弯曲理论和最小能量原理建立了预测起皱的能量准则;将预测准则与有限元模拟系统有机结合,可实现对起皱的数值预测。
本文自主开发了薄壁管数控弯曲成形过程的起皱数值预测系统TBWS一3D,包括模具型腔曲面的几何描述、管坯初始网格的自动划分、动态边界条件的处理和摩擦问题的处理、刚塑性有限元模拟分析、变形体几何构形与场变量的显示以及起皱预测等功能。
该系统不仅可以实现对成形过程的数值模拟分析,而且可用于对成形过程中失稳起皱现象的数值预测。
采用所开发的薄壁管数控弯曲成形过程起皱数值预测系统深入研究了铝合金和不锈钢薄壁管数控弯曲成形过程的变形特点,获得了以下的主要结果:(1)两种管坯材料的整体变形、等效应变场分布、塑性变形区分布、塑性变形能与西北工业大学博士学位论文起皱能比值随弯曲角度的变化规律及大小基本一致;而两者切向应力场分布随弯曲角度的变化规律一致,只是不锈钢管所受的切向应力值大于铝合金管所受的切向应力。
塑性理论 第五章 应变分析

5.5 主剪应变,最大剪应变
1 12 (1 2 ) 2 1 23 ( 2 3 ) 2 1 31 ( 3 1 ) 2
3 1 2
ε3
O
ε2 O1 O2 O3
ε1
ε
方向为与主应变方向成 45
rmax max{12, 23,31}
5.1
应变的基本概念
问题的提出:
平衡方程,6个未知量,三个方程,无法求解 工程应用中,关心成形零件一点处的应变否达到该材料的极限应 变,能否成形零件。破坏点?变形量 ?
变形是否均匀,改变条件,使变形尽可能均匀
虚拟技术的应用(成形过程模拟)
cavity coalescence
变形的基本概念:
0
2、小应变几何方程
z
ui ui
u i
u x u x ( x , y , z ) u y u y ( x , y , z ) u z u z ( x , y , z )
M 1'
' uz
——M点位移到M1点
ux ' ' u y u ' z
同理:
yz yz zy
zx zx xz
剪应变 :
xy yx ( xy yx ) yz zy zx xz
1 x ( zy yz ) 2 1 y ( xz zx ) 刚体转动: 2 1 z ( yx xy ) 2
正八面体面上的线应变:
在塑性变形时,假定体积是不变的,于是:
8 m
1 2 3
大尺寸超薄壁结构件弯曲成形工艺策略
消除弯曲成形变形的工艺措施,并通过实际应用验证了该成形工艺的可靠性。
关键词 :大尺寸 ;超薄壁 ;不锈钢零件 ;弯 曲成形 ;变形 中图分类号 :T G 3 8 6 文献标志码 :B 文章 编号 :1 0 0 1 — 3 8 8 1( 2 0 1 7 )0 8 - 1 9 8 - 3
L I U Ho n g ,F U J i a w u,L UO L i l i
( I n s t i t u t e o f Ma c h i n e r y Ma n u f a c t u r i n g T e c h n o l o g y , C h i n a A c a d e m y o f E n g i n e e r i n g P h y s i c s ,
p r o c e s s a n d t h e r e l i a b i l i t y w e r e v e i r i f e d b y p r a c t i c l a a p p l ! c a t i o n .
Ke y wo r d s : s i z e ;U l t r a t h i n — w a l l ;S t a i n l e s s s t e e l p a r t ;B e n d i n g f o r mi n g;De f o ma r t i o n
f o mi r n g d e f o m a r t i o n b y u s i n g t h e w a y o f i n c r e me n t l a f o mi r n g c o n t r o l a n d t h e g a p c o n t r o l b e t we e n mo u l d a n d p a r t .An d t h e f o r mi n g
冲压工艺学4弯曲课件
第四章 弯曲
第三节 最小弯曲半径
最小弯曲半径的近似计算:
断面收缩率可表示为:
弯曲最外侧的拉伸应变
=
1+
t
2
1 2 r 1
t
r=( 1 1)t
2
r =( 1 1)
t 2
实际应用: 最小弯曲半径rmin =t Kmin
其中,最小弯曲系数Kmin
1
2max
1,
不必计算,查表4-1可得。
第四章 弯曲
第四节 弯曲卸载后的回弹
二、回弹值的确定(续)
1.大半径自由弯曲( 弯曲系数K r / t 10 )时的回弹值
K>10时,弯曲半径较大,弯曲变形程 度较小,弹性变形的影响较大,回弹 明显。
凸模工作部分的圆角半径可按下式
进行计算:
卸载前弯曲半径,
rp
即凸模圆角半径
卸载后弯曲半径
rp
1
r
第四章 弯曲
第三节 最小弯曲半径
2.提高弯曲极限变形程度的方法 (1)经冷变形硬化的材料,可热处理后再弯曲。 (2)清除冲裁毛刺,或将有毛刺的一面处于弯曲受压的内缘。 (3)对于低塑性的材料或厚料,可采用加热弯曲。 (4)采取两次弯曲的工艺方法,中间加一次退火。 (5)对较厚材料的弯曲,如结构允许,可采取开槽后弯曲。
三、影响回弹值的因素
1.材料的力学性能 S / E 越大,回弹越大。
材料的力学性能对回弹值的影响 1、3-退火软钢 2-软锰黄铜 4-经冷变形硬化的软钢
第四章 弯曲
第四节 弯曲卸载后的回弹
三、影响回弹值的因素(续)
2.弯曲系数 K r / t
K越大,弹性变形在总变形 的比例越大,回弹就越大。
挡板弯曲模设计的改进分析
挡板弯曲模设计的改进分析图1所示为某产品上的挡板零件,生产批量为中等批量。
要求采用2mm厚的45号钢板制成,宽度为200mm。
一、工艺分析从图1得知,该零件外形较简单,各处弯曲角精度要求不高,加工难度主要在三方面:第一,底部的弯曲内角半径R1处,因R1小于相应材料(45号钢)的最小弯曲半径Rmin=2mm,因此,必须增加整形或校正工艺才能满足产品要求;第二,尺寸4mm处的弯曲直边太短,远小于弯曲工艺要求的最小进边2t=2×2=4mm,难以保证有足够的弯曲力臂,弯成直边;第三,两处弯曲角度较大,弯曲变形小,零件回弹量大(查阅模具设计手册计算理论回弹值=)。
二、模具设计由以上分析可知,零件弯曲角度较多、较大,直边太短,用折弯机无法弯成,为此,生产中不得不设计专用模具(图2),并采用加大弯曲直边长度进行弯制,然后用机械加工去除该工艺留量,加工工艺方案确定为:剪切块料→模具弯制成形→去除工艺留量→校正。
在图2结构设计中,着重考虑采用以下控制措施:一是为克服坯料弯制中受侧向力影响零件偏移,在模具上设置挡块,同时在整个弯曲过程中,卸料块与凸模始终对坯料保持压紧;二是考虑到材料强度高,回弹大,故模具单边间隙选取1.9mm;三是为保证底部两处弯曲半径R1,在弯曲的最终状态,通过增大压力机汽缸压力,以对板料进行最后校正。
三、原因分析压制弯形件经检测,出现如下问题:弯形件短边经加长6mm后弯形,形状效果良好,但弯件角度未能保证,142º回弹角达5º;尝试用不留加工余量的坯料试弯,弯后的直角难以成形,弯曲内角R1处不清晰,不完整,零件无法使用。
由于零件回弹角大,材料强度高,韧性大,故校正困难,工人劳动强度大,故采用机械加工去除留量方案,但该方法既增加成本,又不利效益的提高。
四、结构与工艺改进措施为了提高生产效率,降低工人劳动强度,并考虑到弯曲件回弹数值,必须改进模具结构及工艺。
第3章 弯曲(2h)
第3章 弯 曲
3.4 弯曲件的质量问题及分析
(4).弯曲方式 自由弯曲——变形区无支撑,圆角半径自然形成的弯曲方法。 校正弯曲——变形区靠凹模支撑,并校正弯曲半径的弯曲方法。 校正弯曲比自由弯曲的回弹小。 (5).模具间隙 间隙越大——回弹越大 (6).工件形状 多角弯曲比单角弯曲回弹小,复杂件比简单件回弹小。
在弯管机上成型管弯头最大直径可弯出250mm弯曲31弯曲变形分析1下模板25圆柱销3弯曲凹模4弯曲凸模89螺钉10定位板弯曲31弯曲变形分析生活中的弯曲零件弯曲31弯曲变形分析弯曲31弯曲变形分析弯曲件的弯曲方法弯曲模具压弯折弯弯曲31弯曲变形分析以v形弯曲分析弯曲过程
第3章 弯 曲
教学目的:
使学生了解和掌握弯曲工艺知识和弯曲 模设计计算的基本方法。
式中: x ——中性层位移系数, 见表3.4。
第3章 弯 曲
3.3弯曲件坯料展开
二、弯曲件坯料展开长度的计算
计算原则:弯曲前后,中性层长度不变。 对于形状比较简单、尺寸精度要求不高的弯曲件,可直接采 用下面介绍的方法计算坯料长度。
对于形状比较复杂或精度要求高的弯曲件,在利用下述公式
初步计算坯料长度后,还需反复试弯不断修正,才能最后确定坯 料的形状及尺寸。
对于有压料的自由弯曲
P (1.2 ~ 1.3) P P ) ( 压 压机
对于校正弯曲
P (1.2 ~ 1.3) P 校 压机
第3章 弯 曲
3.3弯曲件坯料展开
一、弯曲中性层位置
据中性层的定义,弯曲件的坯料长度应等于中性层的展开长度。 中性层位置以曲率半径 表示(右图),通常用 下面经验公式确定: r xt
第3章 弯 曲
2.影响回弹的因素
04-弯曲成形工艺
减少回弹措施 ④改进模具结构
补偿法:利用弯曲件不同部位回弹方向相反的特点,按预先估算或试 验所得的回弹量,修正凸模和凹模工作部分的尺寸和几何形状,以相 反方向的回弹来补偿工件的回弹量。
一般材料,<5,材料厚度偏差较小:
减少回弹措施 ④改进模具结构
• 校正法:运用校正弯曲工序,对弯曲件施加较大的校正压力,可 以改变其变形区的应力应变状态,以减小回弹量。通常,当弯曲变 形区材料的校正压缩量为板厚的2%~5%时,可以得到较好的效果
回弹现象由两个几何参数表征:一是 弯曲半径的改变.由回弹前弯曲半径r 变为回弹后的r0;二是弯曲角度的改变, 由回弹前弯曲中心角度α (凸模的中心 角度)变为回弹后的工件实际中心角度 α0,
影响回弹因素
• ①材料的力学性能 材料的屈服点σs愈高,弹性模量E 愈小.弯曲变形的同弹愈大。
图 机械性能对回弹值的影响 I、III-退火软钢:Ⅱ-软锰黄铜; Ⅳ-退火后再经冷变形硬化的软钢
⑤弯曲件形状 形状复杂的弯曲件一次弯成时,由于各部分 相互牵制,使回弹困难.因而回弹减小。
⑥摩擦:弯曲毛坯表面和模具表面之间的摩擦,可以改变 弯曲毛坯各部分的应力状态。一般情况下,摩擦在大多 数情况下可以增大弯曲变形区的拉应力,可使零件形状 接近于模具形状,但是在拉弯时,摩擦的影响常是不利 的
减小回弹的措施
• ③宽向分两种情况:弯曲窄板时,内侧应变 为拉应变 外侧应变 为压应变;弯曲宽板时,沿宽度方向,材料之 间变形相互制约,材料的流动受阻,故外侧和内侧沿宽 度的应变 近似为零。
弯曲应力状态
• ①切向 外侧受拉应力,内侧受压应力,其应力σθ为绝 对值最大的主应力。
• ②厚向 (径向) 在弯曲过程中,板料有挤向曲率中心的 倾向,无论外侧、内侧纵向纤维都会相互挤压,使板料 在厚度方向产生压应力σρ。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
整体 壁板结 构 由于 重量 轻 、 刚度 大 、 率 高 、 效 密 封性 能好 以及 可靠性 高等优 点 , 在飞机 机身 机翼 、 火 箭贮 箱 、 间站 密封 舱 中作 为 主结 构 得 到 了广 泛 应 空
收稿 日期 :0 1 47 修回 日期 :02 9—9 2 1  ̄9 ; 9 2 1 432 基金项 目: 国家科技重大专项载人航天三期工程
i n n r ig n Be di g Fo m n
L o g ba ,YU n — u , CHEN o g x a g AI S n — i De g y n T n — in
( .C iaA ae yo S aeT cnlg , eig109 C ia .C iaA rsaeSinea dT cnlg op , eig10 4 C ia 1 hn cdm f pc eh ooy B in 0 04, hn ;2 hn eop c cec n eh o yCr. B in 00 8, hn ) j o j
Ab t a t P e t fn n i e rsmu ain o e d n r n sn e e o p i z t n o r ei tg al t fn d p n l sr c : l ny o o l a i l t f n i gf mi gi e d d fro t n o b o miai fl g ne r l si e e a e o a y f a d f r n r c s . T e a u to i lt n t n e o re f r d ti mo e s n ta c p a l , a d i h s mu h n omi g p o e s h mo n f s mu ai i o me a d r s u c o e al d li o c e tb e n t a c t u l o e o v r e c .Ba e n e u v ln e sr s n eo ma in a tr s rn b c r be vrcn eg n e o s d o q iae c te s a d d fr t f p i g a k,a n e rl t fn d p n l i o e n i tg al si e e a e s y f smpi e y a q i ae tpa e o i u lmae ili e d n omi g n h n c n i e i g te sr i — a d n n f c f i l d b n e u v ln lt fvr a tr n b n ig f r n ,a d t e o sd r h t n h r e i g ef to i f t a n a e
rs l fp e s a d rl b n ig fr n h w t a h ro fd f r ain p e itd i ls h n 3 5 e u t o r s n ol e d n o mi g s o h tt e e r ro eo s m t r dc e s e s ta . % a d t e e rr o o n h r0 f srs sls h n 5 t si e s ta % e w t i h o i n t e c mmo e d n a i s s i n ie r g oh mo e ig t n i lt n r s u c h n b n i g r d u e n e gn e n :b t d l i a d s i n me mua i e o r e o
式 中 E 为平板 材料 弹性模 量 , 为初 始屈 服应变 , 为初 始屈 服应 力 , D 为线 性强 化模 量 。 平板 弯 曲 , 外层 表面应 力最 大 , 当满足 :
=
_ 。≥
() 2
时, 平板 进入塑 性 变形 阶段 , 中 为平 板 厚 度 , 式 P
mae a ,e uiae t p a tc tr l q v ln l si meho i s t p by i t d s e u me n o lso lsi me h n c a d prn ba k n l i. Sm ua in a s f ea t pa t c c a i s n s ig e a ayss i lto
80 1
宇 航 学 报
第3 3卷
大 型空 间站密 封舱 等 高加 筋 壁 板 结构 , 构 参 数设 结 计并 没有考 虑其 可 成 形性 , 容 易 导 致筋 条 在 成 形 这 过程 中发 生断裂 或 失 稳 。 因此 , 整体 壁 板 成 形 对 进行 弹塑性 力学 分 析 , 壁板 结 构 设计 与成 形 工 艺 对 参 数设计很 有 必要 。
根 据 不 同 的 等 效 方 法 提 出 了 很 多 弹 性 等 效 模 型 。 , 但这 些模 型都建 立在 弹性变 形 的基础 上 , 不 能用 于塑性 变形 问题 。 整 体壁 板 成 形涉 及 几何 非 线性 、 材料 非线 性 和
【 +D ( —s ) l l 占 ≥
0 引 言
用 。但 整 体 加 筋 给 壁 板 成 形 带 来 了 很 大 的 困 难 。压 弯 、 弯等 机 械 弯 曲 成 形作 为我 国航 空 卜 滚 航 天工程 领域 采用最 多 的成形 方式 , 有设 备简 单 、 具 成本 低 、 期 短等 优点 , 成 形 效 率 和精 度 较 低 , 周 但 工 艺参 数 的确定 主要依 赖大 量试 验和工 程经 验 。对于
考虑 了材料塑性变形强化效应 , 将整体壁板简化 为某一虚拟材料 的平板进行弹塑性 弯曲等效分析 。压 弯和滚弯成
形数值算例分析表 明: 工程 常用 的弯 曲半径范 围内 , 在 变形计 算误 差在 3 5 . %以 内, 应力 误差在 5 以内; % 等效模型 大大减小 了建模 时间和资源 , 计算效率提高 了 7 %以上 , 0 且计算易 收敛 ; 等效模 型可 以替代 详细模 型 , 大型整体 为
rq i d a er d c d g e t n h f c e c si r v d b r h n 7 % ,a d t e c n e g n e o o u ai n i v r e u r r e u e al a d te e in y i mp o e y mo e t a 0 e r y i n h o v r e c fc mp t t e y o s w l;t e e u v e tp a t d l d v l p d p o i e o d s b t u in f r d ti mo e n t e p r mee p i z t n o el h q ia n l i mo e e eo e r vd s g o u si t ea l d l i h a a tr o t l s c t o o miai f o lr e it g al t fn d p n l a d i o i g p o e s a d i i a s n efc ie me h d f r fr i g a ay i o ag a g n e l y si e e a e n t fr n rc s , n t s l o a f t t o o n n ss f lr e r f s m e v o m l
第3 3卷 第 6期 21 0 2年 6月
宇 航
学
报
Vo . 3 N0 6 13 .
J u n lo to a t s o r a fAsr n u i c
Jn ue
2 1 02
整 体 壁 板 结构 弯 曲成 形分 析 的等 效 塑 性模 型
赖 松 柏 ,于登 云 陈 同祥 ,
接 触 问题 , 其进行 力学 仿真存 在建模 工作 量大 、 对 计 算 资 源 消 耗 大 、 算 时 间 长 、 易 收 敛 等 问题 。 因 计 不 此 , 于需要 大量 反 复建 模 和仿 真 计 算 的结 构 及 工 对 艺 参数 优化难 度很 大 , 必 要对 整 体 壁 板 弯 曲成 形 有
壁板 结构 参数及工艺参数优化 、 大型复 杂形状壁板成形提供 了快捷 的分析方法 。
关键 词 :整体壁板结构 ;弯 曲成形 ;等效塑性模型 ;塑性变形强化 ;回弹
中 图 分 类 号 :V 6 4 文 献 标 识 码 :A 文章 编 号 :10 —38 2 1 )60 0 -7 0 012 (0 2 0 -89 0
:
壁板 结 构 通 常整 体 尺寸 很大 , 加 筋 和蒙 皮 的 但 厚 度较小 , 在数 值分 析 中 , 需 的建模 工作量 和计 算 所
资 源较大 。 为了分 析 的 简单 便捷 , 尤其 在 结 构 初 步
J
E e
<
() 1
设计 和分 析 中 , 工程 人 员 希望 通 过 某 种 等效 方 法将 加 筋均匀 平铺 (merdot在蒙 皮 上 , 过 平 板 的 s ae u) 通 理 论和方 法来 快速地 分析 整体加 筋壁 板性 能 。学 者
( .中 国空 间 技 术 研 究 院 ,北 京 10 9 ; .中 国航 天 科 技 集 团公 司 ,北 京 104 ) 1 004 2 0 0 8
摘
要 :大型整体壁板结构参数及成形工艺参数优化需要对 壁板 成形 进行 大量 的非线性 仿真计算 , 详细模型
在计算 时间和资源 消耗方面难 以接受 , 且不 易收敛 。通过 弹塑性力学及 回弹分析 , 基于应力 和回弹后 的变形 等效 ,
it ga l tfe e a e t o n e ly sifn d p n lwih c mplc td u v t e. r ia e c r aur
Ke r s n e al t fn d p n l B n i gf r n ; E u v e tp a t d l S ri — ad nn ; S rn b c y wo d :I tg l y si e e a e ; e d n o mi g r f q ia n lsi mo e ; t n h r e i g l c a pig a k