材 料 硬 度 规 格 参 照 表
研磨体的种类及材质要求PPT资料优选版
项目二 水泥粉磨系统主要设备及工艺流程的选择 任务3 研磨体级配及调整
研磨体的种类及材质要求
研磨体种类 研磨体材质材质要求
资源共享课程
项目二 水泥粉磨系统主要设备及工艺流程的选择 任务3 研磨体级配及调整
研磨体的种类及材质要求 正确地选择研磨体、合理地确定填充率及级配,对提高粉磨效率、 降低金属消耗和成本、保证整个粉磨系统的正常生产等具有重要的 作用。 研磨体种类
19 15.2 12.7
国外普遍采用合金耐7磨0 球。
研磨体的种类及材质8要0 求
90 100
+3.5 -1.5
≤4.2 ≤4.6
1.410 2.107 2.994 4.115
709 474 334 243
4640 4620 4590 4560
154
10.9
201
9.5
254
4.8
314
7.6
110 125
低铬铸铁含有的铬元11素57 较少+,-11..0韧3 性较≤1高.5铬铸铁00..差001240,但有75良104020好80 的耐磨性,用作小97球..0867、99 铁段及54细05..41磨903 仓的衬板是适宜的。
常用的规格有Φ15m×2020m 、Φ18m≤×1.822m、0Φ.02303m ×23503m03、Φ25m×30m等各12.种566规格。 38.08
常用的规格有Φ15m×20m 、Φ18m×22m、Φ20m ×25m 、Φ25m×30m等各种规格。
钢除球以的 上规钢格球、和性钢能段参(研数棒磨见)下以体表外材:,还质有材微型质段要、异求形研磨体和卵石(用于白水泥生产)等研磨体。 1低t钢铬球铸的铁表含面有积的(铬m元研2/素t)磨较少体,在韧性工较作高铬时铸会铁差遭,受但有到良冲好的击耐和磨性研,磨用作,小因球、此铁要段及求细有磨仓较的高衬板的是耐适宜磨的性。 研磨体的种类及材质和要耐求冲击性。其材质的好坏,影响到粉磨效率及磨机的运转率。 此其外材钢 质棒的群好对坏物,料影响研还到具磨粉有磨体选效择的率性及材破磨碎质机,的要起运筛求转选率是细。颗:粒和提升物料的作用。 (常5用)的研规磨格体有密Φ度15大m(、×表 120)面m光材、滑Φ质、18不m坚粘×硬料22、m、对、耐粉Φ2磨0磨m工又×作2有不5利m易。、Φ破25裂m×;30m等各种规格。 在钢棒仓粉磨过程中(,2研)磨研体与磨物体料之表间面有较不长允的红许接有触,毛对刺物料和产生裂冲缝击力;很强。 除研以磨上 体钢在球工和作钢时段会(遭(棒受3)到)以冲研外击,和磨还研体有磨微,不型因变段此、要形异求,形有研较钢磨高球体的和耐的卵磨不石性(和圆用耐于冲度白击一水性泥。超生过产)等研磨体。 (5)研磨体密度大其、直表面径光滑的、2不%粘;料、对粉磨工作有利。
EN-10305精密钢管标准(中文).

EN10305-1:2002精密钢管交货技术条件第一部分:冷拔无缝钢管精密钢管目录:前言1、范围2、涉及标准3、名词与定义4、符号5、分类与标识(钢号)5.1、分类5.2、标识(钢号)6、买方提供信息7、制造过程8、要求9、检验10、取样11、测试方法12、打号13、保护与包装附录A(标准)附加钢等级需求附录B(信息)EN 10305- 1;2002 标准是由ECISS/TC29技术委员会,UNI下属“钢管和钢管配件”秘书处起草的。
该欧洲标准最迟在2003年5月应该通过发布相同文件或者修改原标准而成为国家标准,国家标准与欧洲标准相冲突的部分最迟应在2003年5月前撤销。
包括以下部分,统一的标题为:精密钢管交货技术条件:10305EN-----第一部分无缝冷拔钢管-----第二部分焊接冷拔钢管-----第三部分焊接冷加工钢管-----第四部分液压和气压系统用无缝冷拔钢管-----第五部分焊接冷精加工方形和矩形钢管-----第六部分液压和气压系统用焊接冷拔钢管该EN标准中附录A是标准性的,附录B是提示性的。
该文档包含参考文献。
根据CEN/CENELEC国际规范,下列国家的国家标准组织联合实行了该欧洲标准:澳大利亚、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、马耳他、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
EN10305中这一部分规定了圆形截面的精密冷拔无缝钢管的交货技术条件。
注:该EN 10305同样涵盖其他种类截面通过EN 10305管材被精确规定公差的尺寸和指定的表面粗糙度而特征化。
典型的应用在汽车、设备和一般的工业工程。
2 参考标准该欧洲标准包含了其他地方发表的注日期和不注日期的标准。
这些参考标准被引用在文中的合适位置,并且此后列出出处。
对于注日期的标准,发标者随后对其作出的修改与修订只有当这些修改和修订包含在本标准中时才适用于本标准。
对于没有注日期的标准,发表者的最新版本适用于本标准(包括修正案)。
材料选用规范和标记方法

合金工具钢牌号-标准编号
20Cr-GB/T 3077-1988
合金工具钢牌号
20Cr
表4钢板的选用及标记方法
材料名称
标准编号
推荐材料规格
标记方法及标记示例
完整标记
简化标记
碳素结构钢和低合金结构钢 热轧薄钢板
GB/T 912-1989
厚度t0.8、1.0、1.2、1.5、2.0、3.0、4.0
牌号:符合GB/T 709-1988
钢板
轧制精度-厚度-标准编号
牌号-标准编号
钢板 轧制精度/牌号
钢板
B-2.0-GB/T 709-1988
Q235-A-GB/T 912-1989
钢板B-2.0/Q235A
碳素结构钢和低合金结构钢 热轧厚钢板及钢带
GB/T 3274-1988
厚度t5.0及2的倍数
牌号:符合GB/T 709-1988
钢板
轧制精度-厚度-标准编号
牌号-标准编号
钢板 轧制精度/牌号
钢板
B-2.0-GB/T 709-1988
Q235-A-GB/T 710-1991
钢板B-2.0/Q235A
优质碳素结构钢热轧厚钢板和宽钢带
GB/T 711-1988
厚度t5.0及2的倍数,符合GB/T 709-1988
钢板
轧制精度-厚度-标准编号
材料名称
标准编号
推荐材料规格
标记方法及标记示例
简化标记
低压流体输送用焊接钢管
GB/T3091-2001
公称口径:20
钢管精度:普通级
端头形式:不带螺纹
牌号:Q235-A
炉钢管光牌号-公称口径-标准编号
304栓钉焊接工艺标准.doc
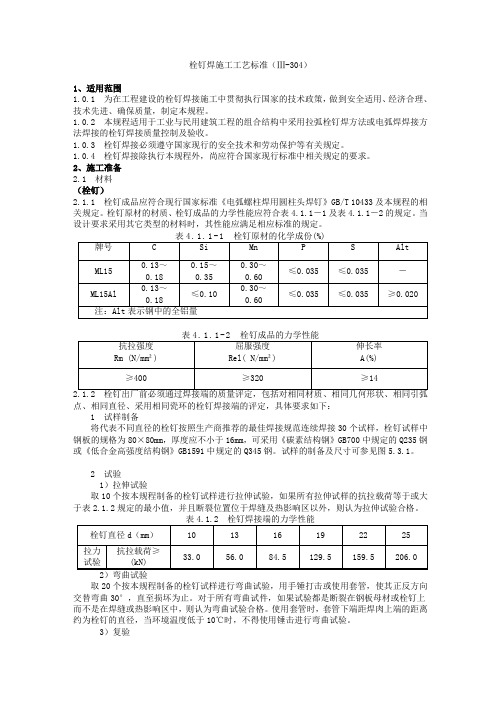
栓钉焊施工工艺标准(Ⅲ-304)1、适用范围1.0.1 为在工程建设的栓钉焊接施工中贯彻执行国家的技术政策,做到安全适用、经济合理、技术先进、确保质量,制定本规程。
1.0.2 本规程适用于工业与民用建筑工程的组合结构中采用拉弧栓钉焊方法或电弧焊焊接方法焊接的栓钉焊接质量控制及验收。
1.0.3 栓钉焊接必须遵守国家现行的安全技术和劳动保护等有关规定。
1.0.4 栓钉焊接除执行本规程外,尚应符合国家现行标准中相关规定的要求。
2、施工准备2.1 材料(栓钉)2.1.1 栓钉成品应符合现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 10433及本规程的相关规定。
栓钉原材的材质、栓钉成品的力学性能应符合表4.1.1-1及表4.1.1-2的规定。
当设计要求采用其它类型的材料时,其性能应满足相应标准的规定。
点、相同直径、采用相同瓷环的栓钉焊接端的评定,具体要求如下:1 试样制备将代表不同直径的栓钉按照生产商推荐的最佳焊接规范连续焊接30个试样,栓钉试样中钢板的规格为80×80mm,厚度应不小于16mm,可采用《碳素结构钢》GB700中规定的Q235钢或《低合金高强度结构钢》GB1591中规定的Q345钢。
试样的制备及尺寸可参见图5.3.1。
2 试验1)拉伸试验取10个按本规程制备的栓钉试样进行拉伸试验,如果所有拉伸试样的抗拉载荷等于或大于表2.1.2规定的最小值,并且断裂位置位于焊缝及热影响区以外,则认为拉伸试验合格。
取20个按本规程制备的栓钉试样进行弯曲试验,用手锤打击或使用套管,使其正反方向交替弯曲30°,直至损坏为止。
对于所有弯曲试件,如果试验都是断裂在钢板母材或栓钉上而不是在焊缝或热影响区中,则认为弯曲试验合格。
使用套管时,套管下端距焊肉上端的距离约为栓钉的直径,当环境温度低于10℃时,不得使用锤击进行弯曲试验。
3)复验如果在弯曲试验中,焊缝或热影响区发生断裂;或者在拉伸试验中,抗拉载荷小于规定的最低值时,则必须重新制备一组试样进行试验,如仍不满足要求,则栓钉焊接端评定不合格。
天线零件来料检验规范
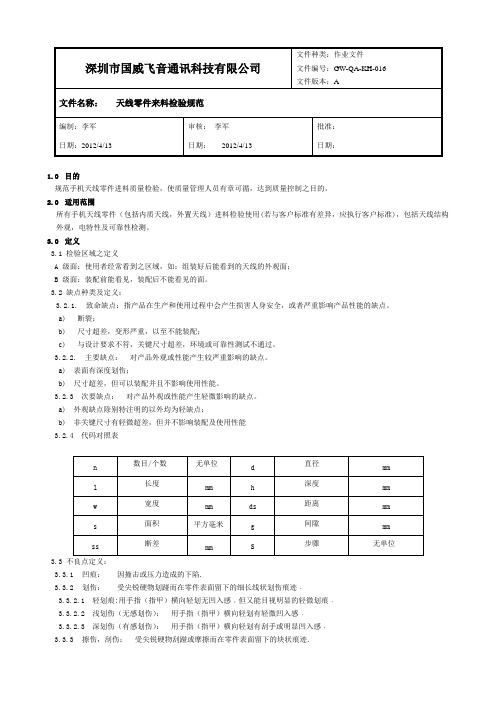
1.0 目的规范手机天线零件进料质量检验,使质量管理人员有章可循,达到质量控制之目的。
2.0 适用范围所有手机天线零件(包括内质天线,外置天线)进料检验使用(若与客户标准有差异,应执行客户标准),包括天线结构外观,电特性及可靠性检测。
3.0 定义3.1 检验区域之定义A 级面:使用者经常看到之区域,如:组装好后能看到的天线的外观面;B 级面:装配前能看见,装配后不能看见的面。
3.2 缺点种类及定义:3.2.1. 致命缺点:指产品在生产和使用过程中会产生损害人身安全,或者严重影响产品性能的缺点。
a) 断裂;b) 尺寸超差,变形严重,以至不能装配;c) 与设计要求不符,关键尺寸超差,环境或可靠性测试不通过。
3.2.2. 主要缺点:对产品外观或性能产生较严重影响的缺点。
a) 表面有深度划伤;b) 尺寸超差,但可以装配并且不影响使用性能。
3.2.3 次要缺点:对产品外观或性能产生轻微影响的缺点。
a) 外观缺点除别特注明的以外均为轻缺点;b) 非关键尺寸有轻微超差,但并不影响装配及使用性能3.2.4 代码对照表3.3 不良点定义:3.3.1 凹痕:因撞击或压力造成的下陷.3.3.2 划伤:受尖锐硬物划踫而在零件表面留下的细长线状划伤痕迹﹒3.3.2.1 轻划痕:用手指(指甲)横向轻划无凹入感﹐但又能目视明显的轻微划痕﹒3.3.2.2 浅划伤(无感划伤):用手指(指甲)横向轻划有轻微凹入感﹒3.3.2.3 深划伤(有感划伤):用手指(指甲)横向轻划有刮手或明显凹入感﹒3.3.3 擦伤,刮伤:受尖锐硬物刮踫或摩擦而在零件表面留下的块状痕迹.3.3.4 指纹: 裸手触摸产品留下的手指纹印﹒3.3.5 异色点:在喷漆件表面出现的颜色异于周围的点。
3.3.6 油污,脏污:明显粘附于零件表面能擦除的呈块状或膜状的油脂或变色异物.3.3.7 氧化: 基体材料发生化学氧化现象﹒3.3.8 颗粒:在喷漆件表面上附着的细小颗粒,与异色点不同的是表面颗粒凸出表面,造成局部表面不平。
铝和铝合金知识,国内外牌号对照表

铝和铝合⾦知识,国内外牌号对照表1,国外压铸铝合⾦的成分及特征:JIS ALCOA 主要化学成分规格规格Si(硅) Cu(铜) Mg(镁) Zn(锌) Mn(锰) Fe(铁) Ti(钛) Ni(镍) Sn(锡) Al(铝) ADC1 A13 11/13 0.6↓0.3↓0.5↓0.3↓ 1.3↓--0.5↓0.1↓余量ADC3 A360 9/10 0.6↓0.4/0.6 0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC4 360 9/10 0.6↓0.4/0.6 0.5↓0.3↓2.0↓0.5↓0.1↓余量ADC5 218 0.3↓0.2↓4/11 0.1↓0.3↓ 1.8↓-- 0.5↓0.1↓余量ADC6 214 1.0↓0.12↓ 2.5/4 0.4↓0.4/0.5 0.8↓--0.1↓0.1↓余量ADC7 43 4.5/9.5 0.6↓0.3↓0.5↓0.3↓ 1.3↓-- 0.5↓0.1↓余量ADC8 85 4.5/7.5 2.0-4.5 0.3↓ 1.0↓0.3↓1.3↓0.5↓0.3↓余量ADC9 85 4.5/7.52.0-4.0 0.3↓ 1.0↓0.5↓ 2.0↓0.5↓0.3↓余量ADC10 A380 7.5/9.5 2/4 3/4 0.3↓1.0↓3.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量ADC12 384 10.5/12 1.5/3.5 0.3↓ 1.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量Al-Si 母合⾦20.1 0.04 0.03↓0.04↓0.03↓0.3↓5↓余量380 7.5/9.5 3/4 0.3↓ 3.0↓0.5↓ 1.3↓-- 0.5↓0.3↓余量铝合⾦机械属性机械性能合⾦代号合⾦状态抗拉强度伸长率ADC1 压铸热处理296 2.5ADC3 压铸热处理317 5.0ADC4 压铸热处理324 3.0ADC5 压铸热处理310 8.0ADC6 压铸热处理-- --ADC7 压铸热处理-- --ADC8 压铸热处理-- --ADC9 压铸热处理-- --ADC10 压铸热处理330 3.0ADC12 压铸热处理325 1.0AC1A 铸态157 5AC2A 铸态177 2AC3B 铸态157 1AC3A 铸态177 5AC4A 铸态177 3AC4B 铸态177 --AC4C 铸态157 3AC4D 铸态-- --AC5A 铸态216 --AC7A 铸态216 12AC7B 铸态-- --AC8A 铸态177 --AC8B 铸态177 --AC8C 铸态1771.2铝合⾦:1.2.1⽐重:铝合⾦⽤于压铸⼯业的主要原因是——轻。
球磨机钢球级配资料
球磨机装球比例调节要注意什么事项?2009-12-05 08:55×这要根据球磨机直径大小、矿石硬度、进球磨机的矿石粒度、钢球硬度(质量)、球磨机转速等因数来确定。
当球磨机的型号确定后,球磨机的转速也就定了。
矿石的硬度是可测定的。
进球磨机的矿石粒度,通过改变格筛尺寸来确定。
怎么样来按钢球大小比例向球磨机里添加钢球?现作者把多年生实践和理论经验规总如下:通常,新按装的球磨机有一个磨合过程,在磨合的过程中,钢球量第一次添加,占球磨机最大装球量的80%,钢球添加的比例可按钢球尺寸(Φ120㎜、Φ100㎜、Φ80㎜、Φ60㎜、Φ40㎜)大小添加。
钢球添加量:不同球磨机型号其总装球量不同。
例如MQG1500×3000球磨机(处理量100—150吨)最大装球量9.5—10吨。
第一次添加钢球大球(Ø120㎜和Ø100㎜)占30%—40%、中球80㎜占40%—30%、小球(Ø60和Ø40㎜)占30%。
为什么在球磨机磨合过程中钢球量只添加80%,因为球磨机安装好后,磨球机大小齿需要啮合,处理量(矿石量)也是要逐渐加大,待球磨机正常连续运行两三天后,停球磨机捡查大小齿轮啮合情况,待一切正常,打开球磨机人孔盖第二次添加余下20%钢球。
球磨机开机运行正常后,每个班钢球的添加按3:4:3(Ø120㎜为3、Ø100㎜为4、Ø80㎜为3)添加。
注:小钢球的添加只是第一次加球配用。
因为,滚筒球磨机正常运行时钢球与钢球、钢球与矿石、钢球与球磨机衬板之间产生的合理磨察,会使磨耗增大,使大球磨小(磨为中球)、中球磨为小球。
所以平时正常情况下,不需要再加小球。
加小球的情况是在有用矿物粒度没有单体解离,当磨矿机细度达不到浮选要求时,可添加适量小球。
球磨机中钢球在运转过程中不断磨损,为了保持球荷充填率和球的合理配比,保持球磨机的稳定操作,必须进行合理补球,低偿磨损。
砂轮的选型(超详细的资料,一看就会)
36-220
5.1.砂轮的形状 ................................................................................................................................................3 5.2.砂轮的尺寸 ................................................................................................................................................4 5. 3.磨料的选择 ...............................................................................................................................................4 5. 4.粒度的选择 ...............................................................................................................................................6 5. 5.硬度的选择 ...............................................................................................................................................7 5. 6.组织号的选择 ...........................................................................................................................................9 5. 7.结合剂的选择 .........................................................................................................................................10 6.砂轮的标志 .....................................................................................................................................................11 参考标准 ............................................................................................................................................................11 砂轮的保管和运输 ............................................................................................................................................12 砂轮的磨削工艺 ................................................................................................................................................13
硬装材料施工工艺技术说明
石材技术参数:(一)墙面石材要求1.25mm厚600mm×900mm磨光、机刨大理石(一等品,光泽度≥70.;优等品,光泽度≥85。
)符合天然大理石建筑板材标准。
2.10mm厚600mm×900mm磨光大理石(一等品,光泽度≥70。
;优等品,光泽度≥85。
),符合天然大理石建筑板材标准。
3.厂家用进口防护剂做六面防护,防护剂报价要注明品牌,分干挂、湿粘的防护剂型号及检测报告。
4.墙面石材为密排,留缝要对齐一致,排板尺寸参照装饰图,厂家现场实测实量后绘出加工图,经装饰总包审核确认后再下料加工。
(二)地面石材要求1.20mm厚600mm×900mm磨光大理石,(一等品,光泽度≥70。
;优等品,光泽度≥85.)2.厂家用进口防护剂做石材六面防护。
3.地面石材为密排板,留缝要一致,墙面留缝有15 mm的凹槽口(槽口要磨光,一等品,光泽度≥70.;优等品,光泽度≥85.)排版尺寸参考装饰图,厂家现场实测实量后绘出加工图,经装饰总包审核确认后再下料加工.4.用同石材颜色的水泥浆擦缝。
木饰面技术参数:(一)实木及实木贴面类家具1、材质要求,要点如下:1.1基材:“刨花板"材质符合国家标准GB/T 4897—92有关甲醛释放量的规定;“中密度纤维板”材质符合国家标准GB/T11718-99 《中密度纤维板》的规定,要求人造板及其制品中甲醛释放限量低于国家标准,所有工业用胶必须符合国家环保标准,并需提供国家级质检机关出具的在有效期之内的检验报告。
所有基材必须达到国家E1级环保标准.“实木":生产中常用松木(软木)、橡木(硬木),完全干燥,并预留自然风干时间,普通木材的烘干时间约20-30天,硬木的烘干时间约40天.无树汁、环裂、缺边、松节、死节或超过25mm直径以上木节及其他弊病木材。
木材含水率:所用木材,除另有规定外,要求含水率基本控制在10%-12%,具体的含水率指标要求与当地的平衡含水率保持一致;如有必要,我们会进行二次干燥,以保证产品的品质。
陕西省建设工程质量强制检测表
一
房
屋
建
筑
土
建
工
程
建
筑
材
料
、
构
配
件
进
场
见
证
取
样
检
测
掺合料
1、粉煤灰
必试:
1、细度
2、烧失量
3、需水量比
其他:
1、含水量
2、三氧化硫
(1)以连续供应相同等级的不超过200t唯一验收批,每批取试样1组(不少于1kg)
(2)散装灰取样,从不同部位取15份试样,每份1~3kg,混合拌匀按四分法缩取出1kg送试
(3)初次抽取的试样量应不少于10份,其总料应多于试验用料量的1倍。拌合均匀后,按四分法缩分到试验所需的用量;轻粗集料为50L(以必试项目计),轻细集料为10L(以必试项目计)
2、细轻集料
必试:
1、筛分析
2、堆积密度
其他:
1、软化系数
2、有害物质含量
3、烧失量
石
灰
建筑生石灰
必试:
1、CaO+MgO含量
(2)当质量稳定,进料量较大时,可定期检测
(3)取样部位应均匀分布,在料堆上从8个不同部位抽取等量试样(每份11kg),然后用四分法缩至20kg,取样前先将取样部位表面铲除。
碎石或卵石
碎石或卵石性能检测
必试:
1、筛分析含泥量
2、泥块含量
3、针片状颗粒含量
4、压碎指标
其他:
1、密度
2、有害物质含量
3、坚固性
2、细度
3、流动度
(三)水泥物理性能检验
高铝水泥
必试:
1.细度
2。胶砂强度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材 料 硬 度 規 格 參 照 表
青銅JIS—H3100 6不鏽鋼JIS—G43013
1.BSP JIS 代號 硬度範圍HV
材質 代號 硬度範圍HV
C2680 0 70--UP SUS301 1/4H 270--310
1/4H 75--125 1/2H 300--360
H 85--145 3/4H 360--400
EH 145--UP H 400--460
2.磷銅JIS—H3110
EH 490--UP
材質 代號 硬度範圍HV
C5191 0 70--UP SUS304 1/4H 210
1/4H 100--160 1/2H 250--300
1/2H 150--205 3/4H 300--360
H 180--230 H 360--400
3.PBS JIS--3130
7冷扎板單光「雙」光JIS—G3141
材質 代號 硬度範圍HV 材質 代號 硬度範圍HV
C5210 1/2H 140--205 SPCC--CD CD 75-85
H 185—235 CC 85-98
EH 210—260 1/2H 135--185
SH 230--270 H 170--UP
4.洋白銅JIS--3110 SPCC--SB 一般
95--110
材質 代號 硬度範圍HV 8馬口鐵JIS—G3303
C7521 0 70--UP
材質 代號 硬度範圍HV
1/2H 120--180 SPTE T2 93
H 150--UP T2.5 97
5.洋白銅JIS—H3130
T3 104
材質 代號 硬度範圍HV
T-4 107
C7701 1/2H 150--210 9紅銅JIS—H3100
H 180--240
材質 代號 硬度範圍HV
EH 210--260 C1100R 0 60
SH 230--270 1/4H 55--100
0.2以下厚度常C7701R
1/2H 75--120
H 80--UP
CE代表深拉深用
SD代表單光 SB代表雙光CD代表拉深